Производство автомобильных шин (38 фото+2 видео)
zubrilov Автор:
Автор:Аноним
25 февраля 2011 10:01
Ярославский шинный завод — одно из старейших шинных предприятий России. Мы посмотрим, как производятся и
тестируются современные автомобильные шины Cordiant.
| Историческая справка: Первая в мире резиновая шина была сделана Робертом Уильямом Томсоном в 1846 году, но его изобретение не было развито в серийное производство. Повторно идея пневматической шины возникла только в 1887 году, когда шотландец Джон Данлоп придумать надеть на колесо трехколесного велосипеда своего 10-летнего сына широкие обручи, сделанные из шланга для поливки сада, и надуть их воздухом. А уже в 1890 г. молодой инженер Чальд Кингстн Уэлтч предложил отделять камеру от покрышки, вставлять в края покрышки проволочные кольца и сажать на обод, который впоследствии получил углубление к центру. Тогда же англичанин Бартлетт и француз Дидье изобрели вполне приемлемые способы монтажа и демонтажа шин. Всё это определило возможность применения пневматической шины на автомобиле. 1. Основными материалами для производства шин являются резина, которая изготавливается из натуральных и синтетических каучуков, и корд. Кордовая ткань может быть изготовлена из металлических нитей (металлокорд), полимерных и текстильных нитей. Шина состоит из каркаса, слоев брекера, протектора, борта и боковой части. 2. На фотографии вы видите будущий корд. 3. Невулканизированная резина очень липкая, поэтому она сматывается в бобины с прокладкой из специального материала, который потом позволяет её легко размотать. 4. Заготовки в таких вот бобинах отправляются на склад. Таблички с цифрами — это размеры ширины корда. 5. Здесь начинается производство протектора. Лента резины заправляется в машину, где методом экструзии превращается в будущий протектор. 6. Для быстрой визуальной оценки размера шины на протектор наносится цветовая маркировка. 7. Борт позволяет покрышке герметично садиться на обод колеса. Для этого предназначены бортовые кольца и внутренний слой вязкой воздухонепроницаемой (для бескамерных шин) резины. 8. Проволока с этих катушек поступает на станок, где покрывается резиной. 9. На этом станке обрезиненная проволока закручивается под необходимый диаметр и нарезается кружочками. 10. Получаются такие вот бортовые кольца, которые являются основой для производства всего борта. 11. Борт собирается здесь. Чуть ниже вы найдете видео этого процесса. 12. Самый интересный этап — сборка покрышки. На этот станок поступают все необходимые заготовки. 13. Станок из класса «Слава роботам!». Сборщик только навешивает бортовые кольца. 14. А дальше аппарат все делает сам: он собирает все компоненты покрышки и раздувает заготовку воздухом под протектор с брекером. |
| 15. После сборки покрышки она по конвейеру отправляется дальше… 16. … где её ждет контроль — проверка веса и визуальный осмотр на дефекты. 17. После этого заготовка отправляется в самый интересный цех, где происходит вулканизация. Но сначала посмотрим на процесс подготовки пресс-форм. 18. Сама по себе пресс-форма состоит из нескольких сегментов, которые образуют рисунок протектора, надписи и все линии на боковинах. И самое главное — усики на новых шинах! 19. Оказывается, усики — это каналы для отвода воздуха при вулканизации. И при использовании они забиваются первыми. После этого пресс-форму надо очищать. 20. Горячий процесс — горячий цех! 21. На этих станках происходит процесс вулканизации. 22. Заготовка шины подается внутрь. Снаружи она обжимается пресс-формой, а внутри раздувается пузырь, чтобы покрышка не провалилась в себя. При этом подается горячий пар под высоким давлением. 23. Покрышка установлена на место, и сейчас сверху опустится пресс-форма. 24. Это нерабочий станок, но здесь видны те самые надувающиеся пузыри. 25. Тут очень жарко, и какая-то особая дымка. 26. Если заглянуть внутрь станка вулканизации, то можно увидеть индустриальную красоту в первозданном виде. 27. 28. 29. После вулканизации готовая покрышка снова проходит контроль. На этом месте специальные работницы осуществляют визуальный осмотр. 30. Далее каждая покрышка уже автоматически проверяется на соответствие всем необходимым параметрам. 31. 32. На заводе постоянно идет процесс изготовления новых смесей, составов и рисунков протектора для новых шин. Это все испытывается на специальных машинах. 33. Разобранная машина для испытаний. Маховик вращается электромотором, а шина крутится уже от него. 34. Новый станок, который позволяет испытывать в разных погодных условиях шесть покрышек одновременно. 35. В этом ангаре проходят испытания авиационных шин на взлеты и посадки. 36. Очередной цикл испытания при взлете. |
| 37. А вот посмотреть на производство авиационных шин просто так нельзя — для этого нужно разрешение ФСБ и прочие бюрократические заморочки. |
Авторский пост

Понравился пост? Поддержи Фишки, нажми:
Новости партнёров
Из чего и как делают автомобильные шины (видео-обзор) — Auto-Self.ru
Многие автовладельцы имеют общее представление о строении автомобильных шин, но о том, как делают шины, мало кто сможет рассказать. Наиболее распространено представление, что резина заливается в некую форму, из которой затем выпрессовывается готовое изделие.
На самом деле это не так, а изготовление автомобильных шин – это сложный высокотехнологичный процесс, для которого необходимо наличие сложного специализированного оборудования, тщательного автоматизированного контроля и участие специалистов высокой квалификации.
Немного истории
Первая резиновая шина была создана в далеком 1846 году Робертом Вильямом Томсоном. На тот момент его изобретением никто не заинтересовался, и повторно к идее пневматической шины вернулись лишь через 40 лет, когда в 1887 году шотландец Джон Данлоп придумал сделать из поливального шланга обручи, надеть их на колеса велосипеда своего сына и накачать их воздухом.
Спустя три года Чарльз Кингстон Уэлтч предложил разделить камеру и покрышку, вставить в края покрышки кольца из проволоки и посадить их на обод, который затем получил углубление к центру. В то же время были предложены рациональные способы монтажа и демонтажа шин, что позволило применять резиновые покрышки на автомобилях.
Процесс производства шин
Из чего делают
Основной материал, который применяется при производстве шин, резина, изготовленная на основе натурального или искусственного каучука. В зависимости от того, в каких пропорциях и какой каучук добавляется, в конечном итоге получаются летние или зимние автомобильные покрышки.
Так, в резиновую смесь для летних шин добавляется преимущественно искусственный каучук, поэтому резина получается более жесткой, устойчивой к износу, она не «плывет» при высокой температуре и обеспечивает надежное сцепление с дорожным полотном. Чтобы изготовить зимние покрышки, добавляют натуральный каучук, который делает резину более мягкой и эластичной. Благодаря этому зимние шины не «дубеют» даже при очень сильных морозах.
- Шина состоит из нескольких элементов, объединенных в одно целое: каркаса или корда, слоев брекера, протектора, борта и боковой части.
Как делают каркас
Корд будущей покрышки делают из металлических, текстильных или полимерных нитей на специальном станке – «шпулярнике». От множества катушек проволока нити сходятся в одном месте. В общих чертах конструкция напоминает ткацкий станок. Далее сплетенный корд попадает в экструдер, где происходит его обрезинивание.
Готовый каркас впоследствии раскраивается на полосы разной ширины, для производства шин разной размерности. И сматывается в катушки для хранения и транспортировки. Поскольку невулканизированная резина очень липкая, во избежание порчи каркаса между слоями вставляются прокладки.
Как делают протектор

Боковая часть
Борт покрышки состоит из бортового кольца и слоя вязкой воздухонепроницаемой резины. Производство бортов шин начинается с того, что металлическая проволока обрезинивается, после чего закручивается под требуемый радиус колесного диска и нарезается кругами. После этого на станке осуществляется сборка. Подробнее этот процесс можно посмотреть на видео.
Сборка
Предпоследний этап – сборка готовой покрышки. Осуществляется она на станке, на который поступают все готовые элементы. Обслуживают станок два работника: сборщик и перезарядчик.
Первый навешивает бортовые кольца, а второй вставляет катушки с компонентами. После этого станок все делает автоматически: соединяет части воедино и раздувает заготовку воздухом под протектор с брекером. Почти готовую шину взвешивают и осматривают на предмет наличия дефектов. Этот процесс также можно посмотреть на видео.
Вулканизация
Последний этап производства – вулканизация. Шина обрабатывается горячим паром под давлением 15 бар и при температуре порядка 200 градусов по Цельсию. В результате каучук, сажа и всевозможные присадки спекаются, а на поверхности покрышки при помощи пресс-форм наносится рисунок протектора и надписи. Готовые шины проверяются на соответствие всем требуемым характеристикам.
Поделитесь с друзьями в соц.сетях:
Google+
Telegram
Vkontakte
Как делают шины
Многие автовладельцы имеют общее представление о строении автомобильных шин, но о том, как делают шины, мало кто сможет рассказать. Наиболее распространено представление, что резина заливается в некую форму, из которой затем выпрессовывается готовое изделие.
На самом деле это не так, а изготовление автомобильных шин – это сложный высокотехнологичный процесс, для которого необходимо наличие сложного специализированного оборудования, тщательного автоматизированного контроля и участие специалистов высокой квалификации.
Немного истории
Первая резиновая шина была создана в далеком 1846 году Робертом Вильямом Томсоном. На тот момент его изобретением никто не заинтересовался, и повторно к идее пневматической шины вернулись лишь через 40 лет, когда в 1887 году шотландец Джон Данлоп придумал сделать из поливального шланга обручи, надеть их на колеса велосипеда своего сына и накачать их воздухом.
Спустя три года Чарльз Кингстон Уэлтч предложил разделить камеру и покрышку, вставить в края покрышки кольца из проволоки и посадить их на обод, который затем получил углубление к центру. В то же время были предложены рациональные способы монтажа и демонтажа шин, что позволило применять резиновые покрышки на автомобилях.
Процесс производства шин
Из чего делают
Основной материал, который применяется при производстве шин, резина, изготовленная на основе натурального или искусственного каучука. В зависимости от того, в каких пропорциях и какой каучук добавляется, в конечном итоге получаются летние или зимние автомобильные покрышки.
Так, в резиновую смесь для летних шин добавляется преимущественно искусственный каучук, поэтому резина получается более жесткой, устойчивой к износу, она не «плывет» при высокой температуре и обеспечивает надежное сцепление с дорожным полотном. Чтобы изготовить зимние покрышки, добавляют натуральный каучук, который делает резину более мягкой и эластичной. Благодаря этому зимние шины не «дубеют» даже при очень сильных морозах.
- Помимо каучука в резиновую смесь добавляют множество других компонентов, таких как пластификаторы, наполнители, сажа, вулканизирующие добавки.
- Шина состоит из нескольких элементов, объединенных в одно целое: каркаса или корда, слоев брекера, протектора, борта и боковой части.
Как делают каркас
Корд будущей покрышки делают из металлических, текстильных или полимерных нитей на специальном станке – «шпулярнике». От множества катушек проволока нити сходятся в одном месте. В общих чертах конструкция напоминает ткацкий станок. Далее сплетенный корд попадает в экструдер, где происходит его обрезинивание.
Готовый каркас впоследствии раскраивается на полосы разной ширины, для производства шин разной размерности. И сматывается в катушки для хранения и транспортировки. Поскольку невулканизированная резина очень липкая, во избежание порчи каркаса между слоями вставляются прокладки.
Как делают протектор

Следующий этап производства – создание протектора. Лента обрезиненного корда заправляется в станок, который методом экструзии превращает ее в протектор. Чтобы работники могли визуально быстро определить размерность будущей покрышки, на протектор краской делают цветные линии.Боковая часть
Борт покрышки состоит из бортового кольца и слоя вязкой воздухонепроницаемой резины. Производство бортов шин начинается с того, что металлическая проволока обрезинивается, после чего закручивается под требуемый радиус колесного диска и нарезается кругами. После этого на станке осуществляется сборка. Подробнее этот процесс можно посмотреть на видео.
Сборка
Предпоследний этап – сборка готовой покрышки. Осуществляется она на станке, на который поступают все готовые элементы. Обслуживают станок два работника: сборщик и перезарядчик.
Первый навешивает бортовые кольца, а второй вставляет катушки с компонентами. После этого станок все делает автоматически: соединяет части воедино и раздувает заготовку воздухом под протектор с брекером. Почти готовую шину взвешивают и осматривают на предмет наличия дефектов. Этот процесс также можно посмотреть на видео.
Вулканизация
Последний этап производства – вулканизация. Шина обрабатывается горячим паром под давлением 15 бар и при температуре порядка 200 градусов по Цельсию. В результате каучук, сажа и всевозможные присадки спекаются, а на поверхности покрышки при помощи пресс-форм наносится рисунок протектора и надписи. Готовые шины проверяются на соответствие всем требуемым характеристикам.
Из чего и как делают резину для колес вашего автомобиля
Сегодня я же хочу поговорить об резине или шинах. Из чего их делают и какой они проходят путь до наших прилавков. Многие ошибочно думают – что в основе всего лежит нефть, многие даже уверенны – что ее там под 90%, однако это не совсем так. НА заре своего появления шины были продуктом природы практически на 100% …
Прежде чем рассказать вам о современных шинах, позвольте копнуть в историю и рассказать про резину на заре ее производства.
Что такое каучук?
ДА будет вам известно – что основной компонент резины делается из каучука, а это очень даже природный материал который добывают из каучуковых деревьев. В южной Африке такие деревья существуют очень давно, даже сложно подсчитать их возраст. Однако Европейцы познакомились с ними в 16 веке, когда вернулся на родину Христофор Колумб.
Если разложить слово «КАУЧУК» на составляющие, то получается «КАУ» – растение, дерево, «УЧУ» – плакать, течь. ТО есть если дословно перевести то это «плачущее дерево», с языка индейцев племени реки Амазонки. Однако есть и научное название – «КАСТИЛЬЯ», произрастает оно на берегах реки Амазонки в непроходимых джунглях.
«КАСТИЛЬЯ» очень высокое дерево вырастет оно 50 метров в высоту и цветение продолжается круглый год. В коже, листьях и соцветиях, очень много так называемого млечного сока, который содержит натуральный каучук. Из-за того что эти деревья очень большие, зачастую происходили обрывы веток или цветов и в месте прорыва дерево «плакало» таким соком.
Второй по содержанию этого сока является дерево – «ГЕВЕЯ», которое также вырастает до 40-50 метров. Когда растение набирает силу, и доходит до возраста в 9-10 лет, у него на стволе делают насечки в форме буквы «V» из которой и начинает сочиться натуральный каучук. При воздействии воздуха он становится тягучим.
Это два основных растения, которые дают натуральные каучуки. В средней Азии, а также на берегах южной Америки, Бразилии, Перу, острове Шри-Ланка есть целые плантации таких деревьев, которые существуют только с одной целью – добывание этого сока! Это уже давно налаженный бизнес.
В пятерку «популярных» также входят растения: «МАНИОКА», «САЛЬНОЕ ДЕРЕВО» и кустарник «ИН-ТИЗИ». Все они являются источниками для последующего производства резины.
Как я писал, выше каучук был привезен в Европу очень давно, но вот на первое его использование решился – К.МАКИНТОШ, не путать с компьютерами от «APPLE», он впервые пропитал плащ от дождя этим составом, благодаря чему тот получился практически не промокаемым. В холодную погоду он становился плотным и не промокаемым, а вот в жару становился немного «липковатым». Нужно отметить, что МАКИНТОШ подсмотрел этот метод у индейцев с Амазонки, те уже несколько веков пропитывали свою одежду, а также растения нужные для производства крыш домов именно каучуком – характеристики водонепроницаемости намного увеличивались.
Так что появлению резины мы косвенно обязаны – индейцам Амазонки! Посмотрите короткий ролик.
Производство резины
Ну вот мы и подошли до самого интересного до производства самой резины, и это не обязательно колеса автомобиля, резина сейчас применяется везде, даже в резинках для волос.
После того как соберут сок каучука, он еще очень далек от производства резины. Изначально из него производят латекс, это промежуточное звено. Однако чистый латекс сейчас применяется везде, начиная от медицины, заканчивая промышленностью.
Сок наливают в большие чаны и перемешивают в больших чанах с кислотой, обычно в течение 10 часов. После чего он затвердевает. Это уже и есть латекс.
После его пропускают через специальные валы, таким образом, убирая лишнюю влагу. Получается длинная и достаточно широкая лента.
Эту ленту запускают под специальные ножи и измельчают ее. Если посмотреть на этот состав, то это похоже на пережаренный омлет.
Эту воздушную массу, обжигаю в больших печах под воздействием достаточно высоких температур – 13 минут. Теперь он получается эластичным и похожим на бисквит, его прессуют блоками и отправляют на производство.
Конечно в сетях вы не найдете точной формулы производство резины и тем более шин, все это держится в строгом секрете. Однако суть процесса не изменилась за последние 100 лет и всем давно известна.
Чтобы сделать резину, нужно взять эти брикеты латекса и подвергнуть их вулканизации. Также добавляется в этот состав сера и другие «скрытые» ингредиенты. Все это добавляют в специальный котел, нагревают, перемешивают и после таких манипуляций уже и появляется резина.
Как только она разогрета до 120 градусов, ее раскатывают специальными валами, до тонких полос. Там же она и охлаждается.
После эти полоски резины идут на производство колес, читайте статью.
Современная резина для шин
В современном мире шины для колес, делаются в основном из резины. Но она может быть не только натуральной, но и синтетической. Да сейчас научились производить синтетические каучуки. Каучук имеет в составе самую большую долю, обычно это – 40-50% от общей массы.
Далее в резину добавляют сажу (или технический углерод). В массовой доле колеса его примерно 25-30% от общей массы. Его добавляют для большей прочности конструкции, а также для выдерживания высоких температур. Сажа как бы скрепляет молекулы каучука делая их намного прочнее, они легко выдерживают трение и температуры при экстренных торможениях. Без этого углерода (сажи) шины ходили бы раз в 10-15 меньше.
Следующая добавка – это кремниевая кислота. Некоторые производители заменяют ей углерод, так как она дешевле и обладает высокими свойствами для сцепления молекул. Однако другие от нее напрочь отказываются, констатируя что она дает недостаточную износостойкость! Однако если все же проанализировать состав многих ведущих компаний, то она присутствует в составе, она улучшает сцепление на мокрой дороге. Информация разнится, сколько ее добавляют, но если вывести среднюю составляющую примерно 10%.
Еще одни добавки это смолы или масла. Их больше в зимней резине и меньше в летней, они придают «смягчающую роль» резине, не дают ей быть такой «дубовой». Особенно это важно для зимних вариантов. Добавление около 10-15%.
НУ и последнее и очень важное это специфические секретные составы производителя, их также около 10%, но они могут очень сильно изменить параметры готовой шины. Держатся они понятно в строгом секрете.
Справедливости ради стоит отметить что есть еще и металлически-нитевидный каркас, но я его здесь не буду упоминать, все же это немного другая история.
Именно так делают резину (шины) для колес наших автомобилей. Синтетические каучуки хоть и применяются, но они пока не могут потягаться с природными, так что глобальные изменения в строении шин еще долго не предвидятся.
Сейчас полный ролик, в нем найдете ответ – что лучше синтетический или природный материал.
Источник
Как делают автомобильные шины? | Журнал Популярная Механика
Все знают, что такое автомобильная шина, как она выглядит и зачем она нужна, многие даже их покупали для своего автомобиля и ремонтировали на них проколы, однако мало кто видел, как их изготавливают. А зря, потому что это довольно интересный процесс! Наверстать упущенное поможет этот познавательный видеоролик.

Александр Пономарёв
Автомобильная шина представляет собой упругую оболочку из резины, металла и ткани, установленную на обод колёсного диска. Шина обеспечивает контакт транспортного средства с дорожным покрытием и предназначена для поглощения незначительных колебаний от неровностей и компенсации погрешности траекторий колёс. Основными материалами для производства шин являются резина, которая изготавливается из натуральных и синтетических каучуков, и корд. Кордовая ткань может быть изготовлена из металлических, полимерных и текстильных нитей. В целом шина состоит из каркаса, слоёв брекера, протектора, борта и боковой части.
В зависимости от ориентации нитей корда в каркасе различают диагональные и радиальные шины. У диагональных каркас состоит из нитей корда, направленных по диагонали, под некоторым углом к плоскости колеса, причём в двух соседних слоях каркаса нити корда перекрещиваются и работают в паре друг с другом. Толщина каркаса боковины и протектора у таких шин отличается мало, брекер тонкий и усиливает основной каркас лишь в незначительной степени. У радиальных нити каркаса расположены в направлении радиуса по профилю шины от одного борта до другого, так что нити каркаса во всех его слоях параллельны друг другу.
Ещё больше по темам
Как делают автомобильные шины | Авто Обзор
Как известно, самая первая резиновая шина была изготовлена в далеком 1846 году. Тогда Роберт Уильям Томпсон трудился над ней на протяжении нескольких месяцев, однако она так и не стала чем-то основополагающим, ведь спустя более 50 лет автомобильную обувь было совсем не узнать. 
Предисловие
С ростом производства автомобилей непременно возникала необходимость в появлении новых заводов резины, которые бы снабжали обувью автомобили. Не стоит забывать, что рекомендуется менять и летнюю и зимнюю резину после одного–двух сезонов для лучшей управляемости и сцепления с дорогой.
Производство резины для машин – это очень выгодное дело, ведь даже сравнительно посредственный бренд Нокиан Тайерс имеет в год дохода от производства шин более 550 миллионов евро только с России. Со стран бывшего СНГ, размеры не настолько поражают, но все же 60 миллионов евро на дороге не валяются. Такие цифры провоцируют желание узнать, как же делают автошины на самых крупных заводах мира.
Автоматизация – наше все!
Благодаря сегодняшним технологиям, большую часть работы выполняют автоматизированные системы, которые напоминают роботов. Ведь резина, как бы производители ни пытались уменьшить ее токсичность, все равно является едким и ядовитым веществом для человеческого организма. Первый этап создания шин – это выведение резиновой смеси, которая является основой для шины, поэтому несложно догадаться, что люди попадают в цеха по производству смеси лишь в крайнем случае.
На первой стадии создания происходит процесс смешивания натурального и синтетического каучука, создавая необходимую консистенцию, после чего в работу вступают дополнительные вещества, которые в зависимости от типа шины, могут достигать двадцати единиц наименования в составе. Самые мощные заводы могут делать до миллиарда тонн резины в день, которая получает вид ленты, нарезаемой специальными роботами. После окончания этой стадии работы, необходимо будет обработать внутреннюю часть резины. Это процесс проходит во время обработки кордами линии обрезинивания. Однако даже после этапа корда, вы не сможете понять, что создается автошина, ведь вся резина все также подается лентами. Что бы легче было понять, представьте себе пластинку жвачки. Именно так выглядит первоначальная стадия производства шин.
А вот процедура создания протектора уже создаст визуальный вид автомобильной резины, ведь вся лента, которая попадает в соответствующий цех, примет определенную форму, заданную шаблонными механизмами. Обработка начинается с охлаждения, а затем нарезки, где длина шины контролируется заданными стандартами. Интересно, что сама резина после создания протектора готовится к «склейке», поэтому резать ее необходимо под острым углом, чтобы на готовой автошине не было видно шва.
Создание боковин, а также процедура приведения шины в товарный вид
Боковины создаются таким же образом, что и протекторы. Лента проходит через специальные шаблонные механизмы, чем выдавливает необходимую форму. Все это происходит благодаря экструдеру. Разница заключается только в составе самой резиновой смеси, ведь она содержит немного другие компоненты, а также, в отличие от протектора, боковины не вырезаются, а скручиваются на специальные барабаны. Затем приходит время и бортовых колец, которые по факту являются проволокой, использующейся для автошины. Заданные изначально стандарты толщины и прочности проволоки накручиваются на резину и заливаются специальной смесью.
Заканчивая с элементами, начинается окончательная процедура создания формы автомобильной шины. Все части, которые были созданы до этого, а это слои резины, боковины и бортовые кольца (кроме протекторов) попадают на станок, подогревающий их и одновременно накручивающий в необходимой последовательности. Затем наступает время протекторов, которые наносятся уже на готовые каркасы автошин. На этом заканчивается процедура создания, после которой необходимо лишь вулканизировать продукт и предать экспертной оценке по итогу.
Вместе с вулканизацией на изготовление среднестатистической шины может уйти до 10 минут. Вся процедура проходит при большом давлении и температуре почти в 170 градусов по Цельсию. Проверив готовое изделие на биение и однородность, шина будет готова к отправке на витрину для продажи. Если же тесты не пройдены, резина либо утилизируется, либо отправляется на ремонт. Как известно, с ноября 2012 года ЕС ввел новые правила относительно этикеток, поэтому сегодня процесс проверки на пригодность автошины занимает немного больше времени, чем ранее.
Как и из чего делают автошины. Видео
Как сделать самодельную автошину — (старые методы) » Полезные самоделки
Автомобильные и мотоциклетные изготавливают с наличием так называемого «каркаса», силовой части, воспринимающей толчки и удары, которые испытывает при движении колесо. Даже на ровной дороге количество таких толчков весьма велико. Если изготовить шину из одной только резиновой массы (а модельные шины именно так и изготовляются), она очень быстро потеряет форму и разрушится, не выдержав прилагаемых к ней нагрузок, Чтобы этого не случилось, в конструкцию шины вводится каркас.
Он состоит из большого количества прочных нитей, которые расположены по всему ее периметру и образуют как бы сетку, которая способна выдерживать высокое давление заключенного в шине воздуха и большое количество толчков и ударов, воспринимаемых шиной извне. А для того, чтобы шина надежно держалась на ободе колеса, в ее борта заформовываются кольца из гибкой стальной проволоки.
Детали каркаса шины соединяются между собой резиновой массой, имеющей достаточную прочность и эластичность. А внешняя часть шины защищается слоем протектора — из резины более жесткой. Толщина и рисунок протектора зависят от назначения шины. Например, для езды по бездорожью применяется более высокий и крупный рисунок протектора (так называемые «грунтозацепы»).
А для асфальта изготовляются шины с более мелким рисунком. Поперечный разрез шины показан на рис. 1. и рис. 2
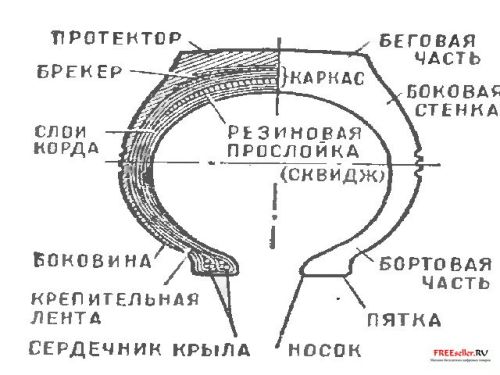
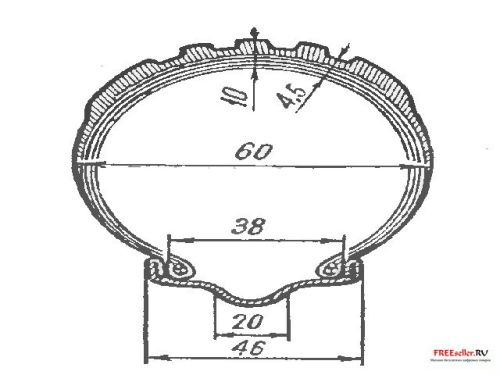
Рис.1. Поперечный разрез самодельной шины.
На микромотоциклах шины работают в исключительно тяжелых условиях. К примеру, если нормальное мотоциклетное колесо при прохождении десяти метров дороги должно повернуться вокруг своей оси восемь раз, то колесо микромотороллера совершает в три или четыре раза больше оборотов, поскольку диаметр его меньше.
Так, при скорости 70 км/час колесо микромотоцикла диаметром 320 мм должно делать 1200 об/мин. При таких больших оборотах частота деформаций шины и нагрев очень велики. Перегрев шины приводит к ее быстрому разрушению. В самых неблагоприятных условиях находится шина заднего колеса.
У микромотоциклов примерно г/з веса приходятся на заднее колесо, которое к тому же охлаждается хуже, чем переднее. Вследствие небольших размеров микромотоциклов и микромотороллеров расстояния между горячим двигателем и колесами очень невелики. От этого шины могут быстро перегреваться.
Поэтому самой трудной проблемой при проектировании шин для микро мототранспорта является увеличение их теплоотдачи. Стенки шины, имеющие большую теплоемкость, не позволяют рассеивать в окружающее пространство необходимое количество тепла.
Уменьшать толщину покрышки можно только в определенных допустимых пределах, поскольку нагрузка на нее очень велика. Учитывая все это, при конструировании микрошин мы руководствуемся следующими соображениями: каркас покрышки изготовляется из двух слоев высокопрочного капронового корда, больше других материалов отвечающего условиям работы в шине, поскольку он обладает малым весом и высоким сопротивлением многократным изгибам. Мы изготовили несколько покрышек из вискозного и хлопчатобумажного корда, каркасы которых ввиду малой прочности пришлось делать 4-х слойными. эти покрышки быстро выходили из строя из-за перегрева.
При накачивании шины воздухом в нитях слоев корда действуют большие растягивающие усилия. Величина этих усилий зависит не только от давления воздуха, но и от количества слоев корда, и от геометрического профиля шины, ее размеров, нагрузки и ширины обода. Каждый профиль шины рассчитан на определенную ширину обода. Применение ободьев от детских роллеров (самокатов) не обеспечивает необходимых условий для нормальной работы шин, даже при скорости движения 40 км/час и нагрузке порядка 50 кг. Для обеспечения необходимых условий работы ободья должны быть значительно шире (не менее 35-З8 мм между буртиками). В этом случае можно изготовить покрышки, рассчитанные на нагрузку 60-80 кг и скорость порядка 60-70 км/час.
Геометрический профиль спроектированной нами шины приведен на рис. 2 в натуральную величину, а конструкция покрышки изображена на рис. 3.

Рис.3. Конструкция авто шины.
Технология изготовление шин (мини завод по производству шин
При работе покрышки важно, чтобы нити корда были хорошо изолированы,, друг от друга резиной и не перетира лись. Для этого между слоями корда (хотя он уже обрезинен) прокладывается тонкий слой резины (0,5 мм), так называемый «сквидж». Для этой цели можно использовать сырую резину, применяемую для ремонта автомобильных камер в автохозяйствах. Наличие слоя эластичной резины между слоями корда и такой же резины поверх всего каркаса не только предотвращает перетирание нитей корда, но сообщает каркасу эластичность и увеличивает прочность связи между слоями каркаса и следующим слоем, называемым брекером.
Брекер — это дополнительный слой эластичной резины толщиной 2- 2,5 мм, служащий для повышения прочности связи каркаса покрышки с протектором. Он предохраняет каркас от возможных пробоев и повреждений. При резких торможении и ускорении получается внутренний сдвиг между малоэластичным, но износостойким слоем протекторной резины и каркасом. Задача брекерного слоя — погасить энергию этого сдвига, не дать шине расслоиться. Резина брекера должна быть эластичной, теплостойкой и прочной на разрыв.
При сборке шины брекерная лента делается шире протекторной на 5-6 мм. Для нее наиболее подходящей является готовая сырая резина на основе изопренового или натурального каучука. Но поскольку такую резину не всегда возможно достать, нами с успехом применяется следующий способ: берем обычную сырую резину, предназначенную для ремонта камер (толщина примерно 0,8-1 мм) и кусок натурального каучука для изготовления резинового клея. Из него остро отточенным ножом вырезаются пластинки толщиной 1-1,5 мм. Затем, тщательно промазав клеем для горячей вулканизации заготовленную полоску из сырой резины и нарезанные пластинки каучука и дав клею подсохнуть 5-6 мин., наклеиваем пластинки на полоску сплошным слоем, без щелей и наползания друг на друга.
Полученная двухслойная лента приклеивается к каркасу стороной из каучуковых пластинок, а затем на нее наклеивается протекторный слой. Протектор изготовляется из высокопрочной, износостойкой резины. Он располагается только на беговой дорожке покрышки. Его толщина зависит от величины самой шины. Для наших шин, имеющих диаметр 320 мм, толщина протектора должна быть в пределах 4-6 мм. Качество протектора определяет долговечность шины, поэтому требования к резине, из которой он изготовляется, несколько иные, чем к резине брекерного слоя. Наилучшей оказывается резина, предназначенная для ремонта протекторов покрышек автомобилей.
Для большего удобства сборки шины двухслойную ленту брекерного слоя и ленту протекторного слоя можно склеить между собой, а затем уже приклеить полученную трехслойную ленту к каркасу покрышки. Ширина протекторной ленты для наших покрышек равна 50-55 мм.
Рисунок протектора может быть различным, в зависимости от назначения шины и условий эксплуатации.
Показанный на рис. 4 рисунок протектора является универсальным. Шины с таким протектором одинаково хорошо работают на дорогах с самыми различными покрытиями.
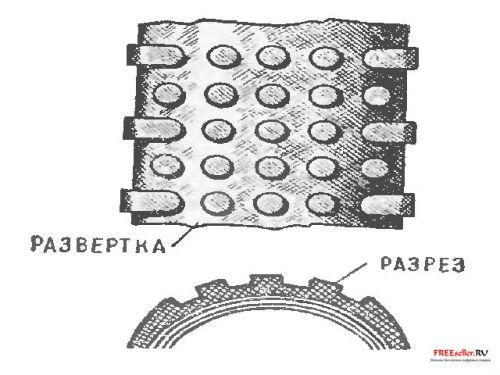
Рис.4. Универсальный рисунок протектора шины.
Изготовление матрицы для получения такого рисунка протектора не представляет трудностей и может быть выполнено даже в домашних условиях.
Для этого берется полоса мягкого алюминия толщиной 4-6 мм (толщина материала определяет желаемую глубину рисунка) и в ней согласно рис. 5 высверливаются отверстия. Затем полоса разрезается ножовкой вдоль по осевой линии на две равные части. В каждой части выпиливаются фасонные пазы, острым ножом снимаются фаски и заусенцы, напильником выравниваются все неровности, а концы, оставшиеся после выпиливания шипов, стачиваются под углом 45°.
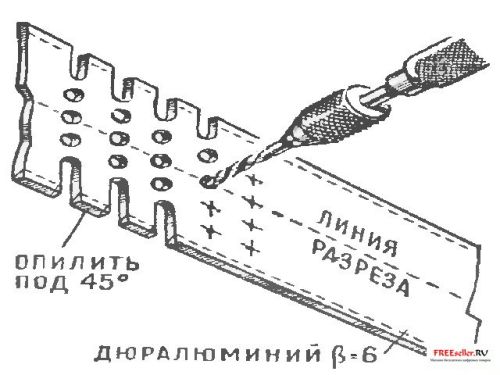
Рис.5. изготовления матрицы для рисунка протектора.
После окончательной зачистки шкуркой части матрицы приклепываются заклепками из мягкой алюминиевой проволоки к половинкам пресс формы с ее внутренней стороны. Такая конструкция пресс формы позволяет избежать сложных фрезерных работ. Сама пресс форма изготовляется путем отливки в землю, из алюминия или другого легкого сплава (нами были использованы для этого старые поршни от автомобильных двигателей, собранные на свалке).
Оснастка для отливки (форма и ящик) показаны на рис. 6. Расплав алюминия можно вести прямо в форме, нагревая его пламенем газовой горелки или, как обычно, в муфельной печи. Мы, например, выполнили отливку на месте ремонта металлической ограды парка, где велись газосварочные работы.
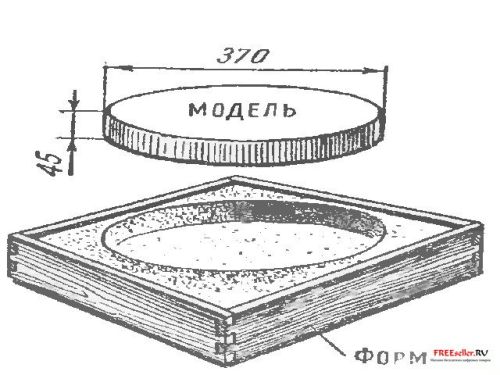
Рис.6. Оснастка для отливки шин.
Отливки надо вынимать из формы, не разрушая ее, и только после полного их остывания. Ускорять остывание, смачивая отливку водой, нельзя.
Подготовка матрицы заканчивается сверлением отверстий под болты, стягивающие ее во время варки покрышки.
Отлитые заготовки для пресс-формы обрабатываются на токарном станке в соответствии с рисунком. Особое внимание должно быть уделено подгонке половинок формы и дисков друг к другу, а также тщательной наклепке решетки протектора (рис. 2).
Сборка покрышки
В качестве оправки для сборки мы используем негодную («лысую», но не деформированную) покрышку от детского самоката. Сначала на наждаке, а потом — шкуркой разной зернистости с нее удаляются остатки протектора, чтобы поверхность стала совершенно гладкой.
Заправив внутрь обработанной таким путем покрышки камеру и слегка подкачав ее воздухом, сшиваем внутренние края покрышки прочными нитками, тщательно прихватывая при этом и бортовые кольца. Расстояние между бортами должно быть одинаковым по всей окружности (рис. 9).
Порядок сборки покрышки на оправке
1) Приготовление кусков обрезиненной кордовой ткани.
Их длина должна быть такой, чтобы после оборачивания вокруг оправки под углом 52° на загиб вокруг бортового, (проволочного) кольца оставалось 20-25 мм.
2) Накачивание воздухом оправки.
3) Укладка первого слоя корда.
При этом необходимо слегка растягивать середину заготовок, увеличивая тем самым расстояние между нитями с таким расчетом, чтобы они были одинаковыми по всему периметру колеса. Нити корда должны ложиться ровно, в один слой, и не наползать друг на друга даже в месте расположения бортового кольца (там, где густота нитей максимальна). Для облегчения укладки не рекомендуется делать слишком широких заготовок корда, удобнее всего ширина 40-50 мм.
4) Укладка бортовых колец из стальной проволоки диаметром 0,25-0,3 мм — очень ответственная операция.
Как показала практика, быстрый выход из строя покрышек от детских самокатов объясняется именно плохим качеством бортовых колец — они расходятся, так как концы их ничем не скреплены, посадочный диаметр покрышки изменяется, и это приводит к саморазбортовыванию колеса. Для изготовления кольца в качестве оправки мы используем сам обод колеса.
Для этого необходимо сначала вырезать полоску из 3-мм резины (например, из старой автомобильной камеры) шириной 10-12 мм и из нее склеить кольцо диаметром несколько меньше посадочного места обода. Это кольцо натягивается на обод, затем из сырой резины толщиной 0,5 мм вырезается ленточка шириной 10 мм и из нее делается один виток вокруг надетого на обод кольца. Наматывая после этого проволоку (8- 10 витков) непосредственно на сырую резину, большой натяг делать не следует, так как можно прорезать тонкой проволокой резину насквозь. Скрепив концы готового кольца скруткой, обильно смажем его клеем, дадим подсохнуть и завернем, не снимая с обода, в ленточку из сырой резины, на которую оно наматывалось. Готовое кольцо снимается с обода вместе с резиновым кольцом, которое можно использовать многократно.
Промазывание клеем и обрезинивание проволочного кольца необходимо для того, чтобы проволока не отслаивалась от борта покрышки при ее дальнейшей обработке.
Для каждой покрышки надо изготовить два кольца. Они тщательно промазываются клеем и укладываются на свои места после укладки первого слоя корда.
5) Оклейка сырой резиной толщиной 0,5-0,7 мм поверхности первого слоя корда.
Приклеенная резина не должна наползать на бортовые кольца. Но не должно оставаться больших промежутков между ними; обклеивать удобнее, предварительно нарезав, сырую резину в виде ленты, немного более широкой, чем расстояние между бортовыми кольцами, а затем — после приклейки — удалить ее излишки при помощи кривых маникюрных ножниц.
6) Заворачивание концов корда вокруг бортовых колец с приклейкой их к слою сырой резины (сквиджу).
Приклеенные концы не должны наползать друг на друга и быть длиннее 15-20 мм. Если они получились длиннее, их необходимо обрезать.
7) Укладка второго слоя корда. Она производится так же, как и первого, с той лишь разницей, что угол наклона нитей корда должен быть противоположен углу наклона первого слоя. Концы нитей корда второго слоя заворачиваются вокруг бортовых колец не наружу, как первого, а внутрь покрышки. Эту операцию удобнее сделать, когда готовая покрышка будет снята с оправки.
8) Приклеивание ленты брекерного слоя.
Лента должна закрывать беговую дорожку и несколько заходить на борта (примерно на 2-3 мм на каждую сторону).
9) Оклеивание бортов сырой резиной.
Применима сырая резина для ремонта камер толщиной 0,5-0,7 мм. Сначала ее нарезают в виде ленты, которая должна наклеиваться плотно к борту покрышки встык с краем уже наклеенной брекерной ленты. При этом надо тщательно приглаживать ленту к борту покрышки, чтобы не образовывались воздушные пузыри. Излишки бортовой ленты обрезаются кривыми ножницами по внутреннему (посадочному) диаметру покрышки.
10) Приклеивание слоя протекторной резины толщиной 4-5 мм.
Протекторная лента не должна заходить на борта покрышки и обязательно плотно прилегать к наклеенной ленте брекерного слоя.
11) Удаление оправки из покрышки.
Для этого из нее выпускают воздух, вынимают из покрышки, после чего второй слой корда заворачивается и приклеивается к внутренней поверхности покрышки с перехлестом порядка 15-20 мм. На этом сборка покрышки заканчивается. Желательно еще обклеить посадочные места собранной покрышки «чефером», то есть слоем обрезиненной ткани полотняного переплетения. Это укрепляет борта, что особенно важно, если покрышка будет эксплуатироваться на колесе, имеющем обод с мелким ручьем. Но если у обода глубокий ручей, как, например, у микромотоцикла «Агидель», — оклейке чефером не обязательна. Лента из чефера наклеивается на посадочные места так, чтобы по наружной стороне покрышки ширина ее равнялась 30-35 мм, а 20-25 мм было завернуто внутрь.
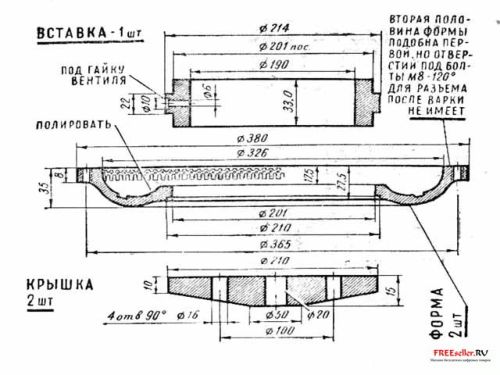
Рис. 7. Пресс-форма для отливки шин.

Рис. 8. Пресс-форма с решеткой протектора.

Рис. 9. Порядок сборки покрышки.
1 — участок с уложенным первым слоем, 2 — сшитые края понрышни1 3 вентиль, 4 — прослойка из сырой резины (толщина = 0,5 мм), 5 — второй слой корда, 6 — бортовое кольцо, 7 — завернутые наружу концы корда, 8 — вворачиваемые внутрь края корда.
Собранную описанным способом покрышку необходимо вулканизировать, чтобы придать ей износоустойчивость и прочность. Ведь сырая резина, из которой мы собирали покрышку, потому и называется сырой, что она не обладает достаточной стойкостью против различных механических и химических воздействий. Но после непродолжительного нагревания до определенной температуры сырая резина необратимо меняет свои физико-химические свойства — она становится практически нерастворимой, твердой, упругой, способной выдерживать большие ударные и растягивающие нагрузки и хорошо сопротивляться истиранию. Этот процесс называется вулканизацией.
Вулканизация в настоящее время широко применяется не только в промышленности, но и для бытовых нужд, например, при ремонте резиновой обуви и других предметов обихода. Портативные вулканизаторы, работающие от аккумулятора или снабженные бензиновой горелкой, позволяют ремонтировать автомобильные камеры в пути.
Клей для горячей вулканизации
Такой клей не всегда удается достать, но его можно изготовить и в домашних условиях. Для этого натуральный каучук растворяют в чистом бензине (авиационном, или так называемом «калоша») и на один литр клея добавляют 50 г порошкообразной серы. Если такой серы в готовом виде нет, следует размельчить кусковую серу и просеять ее через металлическое сито с ячейками 0,2X0,2 мм. Перед нанесением клея на поверхность вулканизированной резины она должна быть подготовлена: тщательно зачищена на наждачном круге или вручную — крупнозернистой шкуркой. Касаться пальцами зачищенных поверхностей нельзя. Сырую резину зачищать не нужно. Если ее поверхность окажется загрязненной, достаточно протереть тряпочкой, смоченной в бензине.
Нанеся клей на обе склеиваемые поверхности, их подсушивают на воздухе и плотно прижимают друг к другу, следя За тем, чтобы между ними не оставалось воздушных пузырьков. При склейке колец, варочных или ходовых камер концы ленты надо не только зачистить, но и свести на конус, чтобы толщина склейки не была толще самой ленты. Если клей долго стоял без употребления, его необходимо тщательно размешать, доставая до дна Посуды, в которой он хранился, так как сера со временем осаждается на дно.
В. Петровский, г. Уфа