Какие защитные газы и смеси применяются для сварки полуавтоматом (MIG/MAG)
Для работы с полуавтоматическими аппаратами MIG/MAG необходимо использовать защитные газы или их смеси. Они препятствуют проникновению в сварочную ванну атмосферной влаги и других элементов содержащихся в воздухе.
Технология сварки
Перед началом работы необходимо зачистить место сварки от различных загрязнений и ржавчины с помощью специальных щеток или наждачной бумаги. Когда заканчивается общая подготовка, подается защитный газ и только после этого зажигается дуга. Проволока подается с помощью специальной кнопки, держать ее необходимо в перпендикулярном положении относительно основного металла. Стоит так же держать свариваемые детали с небольшим зазором относительно друг друга, размер зазора регулируется относительно толщины самого металла.
|
Диаметр проволоки, мм |
Толщина детали, мм |
Сварочный ток, А |
Напряжение, В |
Скорость сварки, м/ч |
Вылет электрода, мм |
Расход газа, л/мин |
|
0,8 |
1-2,5 |
70-150 |
17-21 |
20-35 |
7-9 |
6-7 |
|
1,0 |
1-3 |
100-180 |
18-23 |
25-40 |
8-10 |
6-8 |
|
1,2 |
2-4 |
140-300 |
20-28 |
30-45 |
9-24 |
7-9 |
Какой газ используется для сварочных полуавтоматов
Сам газ используемый при автоматической сварке делиться на два вида: инертный и активный, который используется в качестве флюса. В чем отличие?
В чем отличие?
Активный газ влияет на состав самого шва, так как во время сварки меняет его физико-химические показатели. Защитный газ не проникает так глубоко в состав шва, но защищает сварочную ванну и еще не готовый шов от окислительных процессов. Для алюминия и его сплавов это актуально, так как этот металл быстро окисляется.
К инертным газам относятся аргон (Ar) и гелий (He), если использовать их вместе это повышает устойчивость горения дуги и ее тепловую мощность. Активная группа гораздо больше, в нее входят азот (N), углекислый газ (CO2), кислород (O2) и другие.
Некоторые газы, вне зависимости от их типа, можно использовать как самостоятельные, а некоторые используются только в смеси с другим газами.
Какой газ нужен для полуавтомата
Подбирать газ необходимо из специфики его свойств и того, какой металл необходимо сваривать.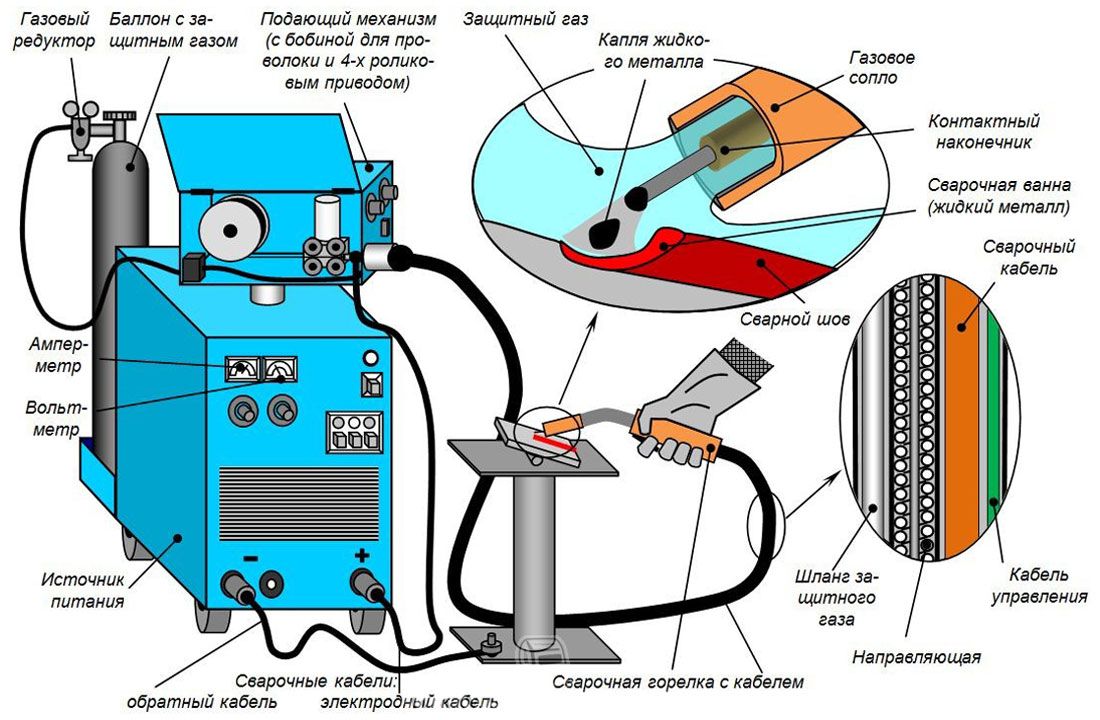
- Углекислый газ (CO2)
- Аргон (Ar)
- Кислород (O2)
Хороший вариант для работы в одиночку, его можно спокойно использовать в чистом виде без примесей, при этом металл глубоко проплавляется. За счет использования этого газа может применяться сварка с короткой дугой и сварка порошковой проволокой. У углекислого газа есть существенный минус – нестабильное горение дуги, так что избавиться от брызг в процессе сварки достаточно тяжело.
Аргон один из самых востребованных газов для сварки, его используют и самостоятельно, и в смесях с другими газами. Сам по себе аргон инертный газ, за счет этого сваривает даже тугоплавкие и химически активные металлы. С помощью этого газа получаются глубокие и тонкие сварочные швы за счет его низкой теплопроводности.
Кислород часто смешивают с другими газами (аргон или углекислый газ), это гарантирует высокий уровень «смачиваемости» и струйный перенос.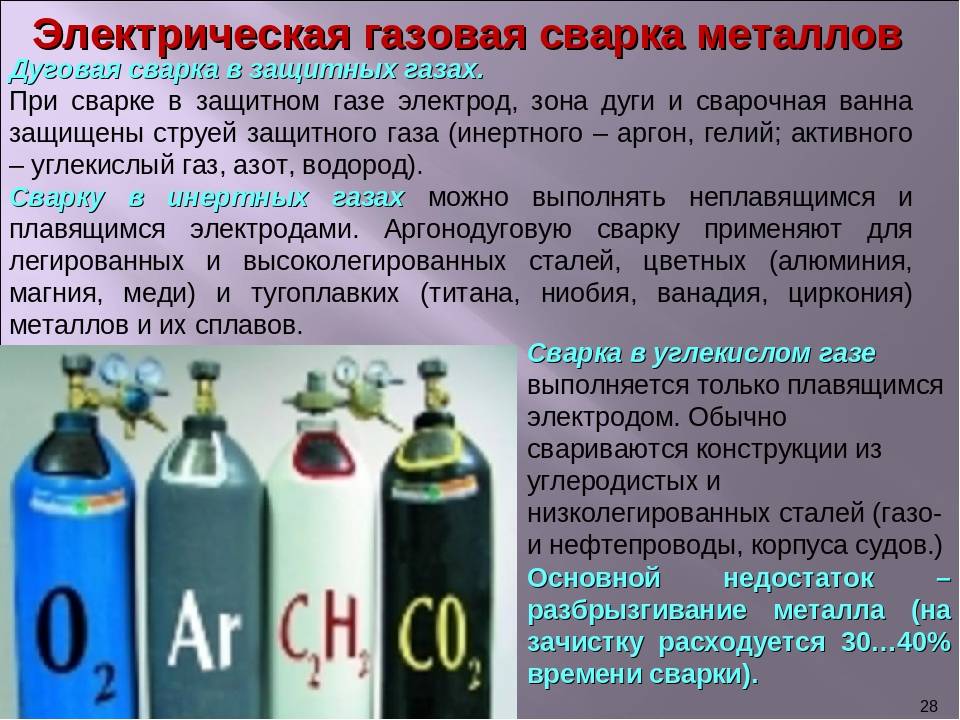
Рекомендуемые защитные газы для сварки различных металлов
Сварка полуавтоматом чаще всего производится смесями газов, но какая смесь лучше для полуавтомата стоит выбирать по необходимым свойствам каждой:
-
Аргоно-углекислый состав (Ar — 75-90% + CO2 — 10-25%) — инертно-активная среда, снижает разбрызгивание металла, позволяет избежать образование пор, несколько повышает стабильность дуги и надежность защиты зоны сварки при наличии сквозняков, улучшает формирование шва при сварке тонколистового металла;
-
Аргоно-гелиевый состав (40% + 60%)
— защитная среда, повышает тепловую мощность дуги и устойчивость ее горения, за счет этого получается широкий шов; -
Аргоно-кислородная газовая смесь (95-99% + 1-5%) — инертно-активная среда для низколегированных и легированных сталей, понижает критический ток, предупреждает возникновение пор, улучшает форму шва;
-
Углекисло-кислородная смесь (СО2 + О2) — активная среда, повышающая производительность полуавтомата.
 Эта смесь имеет высокую окислительную способность, обеспечивает глубокое проплавление и хорошую форму, предохраняет шов от пористости.
Эта смесь имеет высокую окислительную способность, обеспечивает глубокое проплавление и хорошую форму, предохраняет шов от пористости.
 Эта смесь имеет высокую окислительную способность, обеспечивает глубокое проплавление и хорошую форму, предохраняет шов от пористости.
Эта смесь имеет высокую окислительную способность, обеспечивает глубокое проплавление и хорошую форму, предохраняет шов от пористости.
Критерии выбора газа для полуавтомата
Чтобы выбрать необходимую вам смесь или однородную среду, следует обратить внимание на индивидуальные требования. Выбор будет завесить от
Чтобы точно выбрать нужную смесь газов стоит обратиться к таблицам, в которых к каждому металлу или сплаву указаны составы, предназначенные для работы с ними, с учетом глубины сварочной ванны и других характеристик.
Кроме того, некоторые газы дают дополнительный эффект. Например, углекислые газы обеспечивают минимальное разбрызгивание присадочного металла, поэтому с их помощью удобно варить потолочные швы. А также, это хорошая профилактика типичных для сварщика травм, вызванных брызгами расплавленного металла.
Что лучше для сварки полуавтоматом — углекислота или аргон
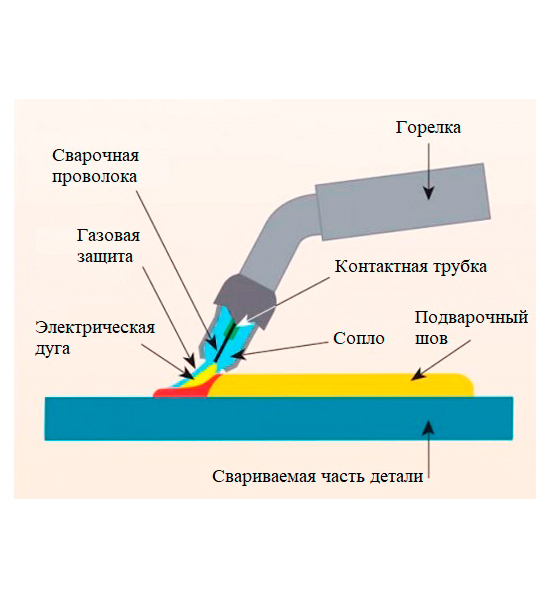
При выполнении сварки полуавтоматом (сварка MIG/MAG) дуга горит между изделием и проволокой. Проволока подается непрерывно с катушки, а сварщик манипулирует горелкой. Непрерывная подача проволоки позволяет прокладывать швы большой длины. На проволоку через токосъемный наконечник подается напряжение. Из сопла горелки параллельно на сварочную ванну подается защитный газ. Полуавтоматическая сварка характеризуется удобством и повышенной производительностью — одна из рук сварщика свободна, поскольку не нужно периодически менять электроды.
Защитный газ, применяемый при сварке, обеспечивает защиту сварочной ванны и дуги от атмосферных газов. Это повышает качество шва, увеличивая его плотность, глубину провара и улучшает микроструктуру металла. Дополнительно защитный газ охлаждает шов после сварки.
В качестве защитных газов при сварке полуавтоматом может использоваться углекислый газ или газ аргон. Углекислый газ — более дешевый вариант, поэтому у сварщиков с небольшим опытом работы может возникнуть вопрос: что лучше для полуавтоматической сварки и можно ли заменить один из этих газов другим.
Углекислота (CO
2) и ее применениеУглекислота (двуокись углерода) — бесцветный активный газ, растворимый в воде, не ядовит, взаимодействует с кислородом. Углекислый газ тяжелее воздуха, благодаря чему он надежно изолирует расплавленный металл от контакта с ним. Это единственный активный газ, который используют при сварке как защитный в чистом виде, то есть не добавляя к нему инертный газ.
Углекислота широко применяется при полуавтоматической cварке методом MAG. Этот вариант защиты привлекателен невысокой ценой, но для него характерна не особо высокая стабильность дуги и повышенное разбрызгивание металла.
Углекислоту применяют при сварке деталей из углеродистых и низколегированных сталей. Использование углекислоты позволяет получить хороший тепловой эффект, который необходим при работе с заготовками из металла большой толщины. Из-за невысокой стабильности дуги использовать углекислоту рекомендуется только при сварке на короткой дуге.
Чаще всего углекислоту в чистом виде применяют в строительстве, в машиностроении при кузовном ремонте, холодной посадке деталей машины, и т. п.
п.
Аргон (Ar) — область применения
Инертный газ аргон остается пассивным ко всем веществам. Не имеет цвета и запаха. Аргон тяжелее воздуха, поэтому аналогично углекислоте эффективно вытесняет его из сварочной ванны, обеспечивая надежную защиту. Он существенно дороже углекислоты.
Ar в чистом виде применяется в качестве защитного газа в процессе аргонодуговой TIG сварки. При полуавтоматической MIG/MAG сварке аргон используется для защиты при работе с легированными сталями, медью, алюминием, тугоплавкими металлами или входит в состав защитных газовых смесей.
Аргон как защитный газ применяется в машиностроении и в строительстве для сварки деталей из высоколегированной стали, для оперативной резки металлов, в том числе и толстых листов тугоплавких металлов.
Таким образом, на вопрос, поставленный в заголовке статьи, нельзя дать однозначного ответа. Все зависит от поставленной задачи, однако при полуавтоматической сварке использование углекислого газа можно назвать предпочтительным с точки зрения себестоимости при работе с определенными материалами.
Аргонодуговая (TIG) сварка выполняется инверторным сварочным аппаратом. Дуга образуется между изделием и вольфрамовым электродом. Аргонодуговая сварка медленнее полуавтоматической, но ее можно применять для сварки очень тонких металлов и получать аккуратные швы. Если при MAG сварке можно использовать и углекислоту, и аргон, то TIG сварка требует применения аргона. Это связано с тем, что углекислота — активный газ и под действием высокой температуры распадается на кислород и оксид углерода. Кислород насыщает сварочную ванну. При полуавтоматической сварке этот эффект нейтрализуется добавлением в сварочную проволоку раскислителей.
MIG Welding Shielding Gas Basics
Обновлено: Опубликовано:
Защитный газ может играть важную роль в улучшении или ухудшении характеристик сварки. Сварка MIG (GMAW) с защитным газом и сплошным проволочным электродом обеспечивает чистый шов без шлака. Это происходит без необходимости остановки сварки для замены электрода, как при сварке электродом. Повышение производительности и снижение затрат на очистку — это лишь два из возможных преимуществ этого процесса.
Это происходит без необходимости остановки сварки для замены электрода, как при сварке электродом. Повышение производительности и снижение затрат на очистку — это лишь два из возможных преимуществ этого процесса.
Для достижения этих результатов в вашем конкретном случае полезно понимать роль защитного газа, различные доступные защитные газы и их уникальные свойства.
Основной целью защитного газа является предотвращение воздействия на расплавленную сварочную ванну кислорода, азота и водорода, содержащихся в воздушной атмосфере. Реакция этих элементов со сварочной ванной может создать множество проблем, включая пористость (отверстия в сварном шве) и чрезмерное разбрызгивание.
Различные защитные газы также играют важную роль в определении профилей провара, стабильности дуги, механических свойств готового шва, используемого процесса переноса и т.д.
Выбор расходных материалов для горелок MIG, обеспечивающих постоянную и плавную подачу защитного газа, также важен для успешного выполнения сварных швов MIG.
Выбор подходящего защитного газа
Многие виды сварки MIG требуют различных вариантов защитного газа. Вам необходимо оценить свои цели сварки и ваши сварочные приложения, чтобы выбрать правильный для вашего конкретного применения. При выборе учитывайте следующее:
Пористость, которую можно увидеть на лицевой и внутренней частисварного шва, может быть вызвана неадекватным защитным газом и может значительно ослабить
сварной шов.
- Стоимость газа
- Свойства готового шва
- Подготовка и очистка после сварки
- Основной материал
- Процесс переноса сварного шва
- Ваши цели производительности.
Четыре наиболее распространенных защитных газа, используемых при сварке MIG, — это аргон, гелий, углекислый газ и кислород. Каждый из них имеет уникальные преимущества и недостатки в каждом заданном приложении.
Двуокись углерода (CO2)
Наиболее распространенным реактивным газом, используемым при сварке MIG, является двуокись углерода (CO2). Это единственный газ, который можно использовать в чистом виде без добавления инертного газа. CO2 также является наименее дорогим из обычных защитных газов, что делает его привлекательным выбором, когда материальные затраты являются основным приоритетом. Чистый CO2 обеспечивает очень глубокое проникновение в сварной шов, что полезно при сварке толстых материалов. Однако он также дает менее стабильную дугу и больше разбрызгивания, чем при смешивании с другими газами. Он также ограничен только процессом короткого замыкания.
Это единственный газ, который можно использовать в чистом виде без добавления инертного газа. CO2 также является наименее дорогим из обычных защитных газов, что делает его привлекательным выбором, когда материальные затраты являются основным приоритетом. Чистый CO2 обеспечивает очень глубокое проникновение в сварной шов, что полезно при сварке толстых материалов. Однако он также дает менее стабильную дугу и больше разбрызгивания, чем при смешивании с другими газами. Он также ограничен только процессом короткого замыкания.
Аргон
Для компаний, которые уделяют особое внимание качеству сварки, внешнему виду и уменьшению количества очистки после сварки, наилучшим вариантом может быть смесь 75–95 % аргона и 5–25 % CO2. Он обеспечит более желательное сочетание стабильности дуги, контроля над сварочной ванной и меньшего разбрызгивания, чем чистый CO2. Эта смесь также позволяет использовать процесс переноса распылением, который может обеспечить более высокую производительность и более привлекательный внешний вид сварных швов. Аргон также обеспечивает более узкий профиль проплавления, что полезно для угловых и стыковых сварных швов. Если вы свариваете цветной металл — алюминий, магний или титан — вам нужно использовать 100-процентный аргон.
Аргон также обеспечивает более узкий профиль проплавления, что полезно для угловых и стыковых сварных швов. Если вы свариваете цветной металл — алюминий, магний или титан — вам нужно использовать 100-процентный аргон.
Кислород
Кислород, также являющийся химически активным газом, обычно используется в соотношении 9% или менее для улучшения текучести сварочной ванны, провара и стабильности дуги при сварке низкоуглеродистой, низколегированной и нержавеющей стали. Однако он вызывает окисление металла сварного шва, поэтому его не рекомендуется использовать с алюминием, магнием, медью или другими экзотическими металлами.
Гелий
Гелий, как и чистый аргон, обычно используется с цветными металлами, а также с нержавеющими сталями. Поскольку гелий обеспечивает широкий и глубокий профиль проникновения, он хорошо работает с толстыми материалами и обычно используется в соотношении от 25 до 75 процентов гелия к 75-25 процентам аргона. Регулировка этих соотношений изменит проникновение, профиль буртика и скорость перемещения. Гелий создает «более горячую» дугу, что позволяет увеличить скорость перемещения и повысить производительность. Однако он дороже и требует более высокой скорости потока, чем аргон. Вам нужно будет рассчитать значение увеличения производительности по сравнению с увеличением стоимости газа. Для нержавеющих сталей гелий обычно используется в трехкомпонентной смеси аргона и CO2.
Гелий создает «более горячую» дугу, что позволяет увеличить скорость перемещения и повысить производительность. Однако он дороже и требует более высокой скорости потока, чем аргон. Вам нужно будет рассчитать значение увеличения производительности по сравнению с увеличением стоимости газа. Для нержавеющих сталей гелий обычно используется в трехкомпонентной смеси аргона и CO2.
при покрытии защитным газом. На фото слева видно хорошее покрытие, тогда как покрытие на фото справа позволяет
воздушной среде загрязнять защитный газ.
Подача защитного газа в сварочную ванну
Все ваши усилия по выбору правильного защитного газа будут напрасными, если ваше оборудование не подает газ к сварке. Расходные детали горелки MIG (рассеиватель, контактный наконечник и сопло) играют решающую роль в обеспечении надлежащей защиты сварочной ванны.
На этом разрезе показана расходная система, в которой контактный наконечникустановлен в диффузоре и удерживается на месте
защитой от брызг внутри сопла.

Если вы выберете слишком узкое сопло или если диффузор забьется, например, брызгами, в сварочную ванну может попасть слишком мало защитного газа. Точно так же плохо спроектированный диффузор может неправильно направлять защитный газ, что приводит к турбулентному и несбалансированному потоку газа. Оба сценария могут привести к попаданию воздуха в защитный газ и привести к чрезмерному разбрызгиванию, пористости и загрязнению сварного шва.
При выборе расходных материалов для горелок MIG выбирайте такие, которые препятствуют накоплению брызг и имеют достаточно широкое отверстие сопла для надлежащего покрытия защитным газом. Некоторые компании предлагают форсунки со встроенной защитой от брызг, которая также добавляет вторую фазу диффузии защитного газа. Это приводит к еще более плавному и стабильному потоку защитного газа.
Выбор правильного защитного газа для вашего конкретного применения потребует тщательного анализа типа сварки, которую вы выполняете, а также ваших операционных приоритетов. Использование приведенных выше рекомендаций должно стать хорошим началом процесса обучения. Перед принятием окончательного решения обязательно проконсультируйтесь с местным дистрибьютором сварочных материалов.
Использование приведенных выше рекомендаций должно стать хорошим началом процесса обучения. Перед принятием окончательного решения обязательно проконсультируйтесь с местным дистрибьютором сварочных материалов.
Опубликовано в блоге Amperage, General WeldingTagged article
Поиск в нашем блоге
Расходные материалы
Связанные статьи
Дополнительные ресурсы
Как выбрать типы защитного газа для GMAW
Улучшения сваркиЕсли вы когда-либо сталкивались с некачественным сварным швом из-за выбора защитного газа, эта статья создана для вас. Защитный газ защищает горячую сварочную ванну от внешнего загрязнения, что является основной причиной, по которой так важно сделать правильный выбор для вашего применения.
Мы в Bancroft Engineering убедились, насколько неподходящий защитный газ может снизить качество, увеличить затраты и негативно сказаться на производительности. Мы собираемся погрузиться в выбор газа, который лучше всего подходит для вашей работы по дуговой сварке металлическим электродом (GMAW), чтобы вы могли раз и навсегда улучшить свой процесс. Независимо от того, используете ли вы ручной процесс, полуавтоматический сварочный аппарат или полностью автоматизированное оборудование , мы обеспечим вас — читайте дальше!
Мы собираемся погрузиться в выбор газа, который лучше всего подходит для вашей работы по дуговой сварке металлическим электродом (GMAW), чтобы вы могли раз и навсегда улучшить свой процесс. Независимо от того, используете ли вы ручной процесс, полуавтоматический сварочный аппарат или полностью автоматизированное оборудование , мы обеспечим вас — читайте дальше!
О вариантах защитного газа для GMAW
Используйте один или комбинируйте эти наиболее распространенные варианты защитного газа для GMAW:
Чистые газы- Аргон чаще всего используется для GMAW на цветных металлах. Этот одноатомный газ имеет низкую теплопроводность и потенциал ионизации, что приводит к низкой передаче тепла наружу дуги. Благодаря этому аргон обеспечивает глубокое, но узкое проплавление сварного шва.
- Гелий имеет более низкую плотность, чем аргон, что требует более высоких скоростей потока. Гелий также является одноатомным газом, который обычно используется для более толстых материалов. Это также хороший выбор для сварки алюминия. Потому что, несмотря на его ограниченную высокую цену, гелий редко встречается в отрасли.
 Гелий также является одноатомным газом, который обычно используется для более толстых материалов. Это также хороший выбор для сварки алюминия. Потому что, несмотря на его ограниченную высокую цену, гелий редко встречается в отрасли.
Гелий также является одноатомным газом, который обычно используется для более толстых материалов. Это также хороший выбор для сварки алюминия. Потому что, несмотря на его ограниченную высокую цену, гелий редко встречается в отрасли.
- Двуокись углерода (CO 2 ) редко используется сама по себе, поскольку она дает широкий сварной шов и часто приводит к образованию большого количества брызг. CO 2 чаще сочетается с аргоном для получения наилучшего конечного результата. СО 2 также является химически активным газом, что означает, что он имеет высокий потенциал ионизации.
Газы, используемые в смесях
- Кислород представляет собой двухатомную молекулу, обычно добавляемую в газовые смеси GTAW в количестве 10% или менее. Его можно рассматривать как дополнение к аргону для GMAW, поскольку он может помочь создать глубокий и узкий провар в специальных областях применения.
- Водород является активным защитным газом, также обычно используемым в смесях GMAW в количестве 10% или менее. Эта двухатомная молекула имеет тенденцию приводить к образованию горячих и широких шариков на поверхности. Водород в основном используется для материалов из нержавеющей стали для улучшения текучести и увеличения скорости перемещения.
Как выбрать защитный газ
При выборе защитного газа для GMAW следует учитывать три основных компонента: тип материала, тип наполнителя и режим переноса.
- Тип материала : Наиболее важным фактором является соответствие вашего газа типу материала. Например, сталь намного плотнее алюминия, поэтому для достижения желаемого результата сварки требуется другой защитный газ. Также важно учитывать толщину материала, так как более толстые материалы потребуют более высоких тепловложений.
- Присадочный металл Тип : Дважды проверьте, соответствует ли ваш присадочный металл основному материалу.
