Сварка алюминия полуавтоматом: особенности и технология новичкам
Алюминий — это относительно дешевый и легкий металл, поэтому он активно используется в машиностроении, пищевой промышленности, авиастроении и в быту. Он отлично принимает форму матрицы при отливе, легко обрабатывается, а вот сваривается плохо. Рассмотрим технологию сварки алюминия при помощи метода MIG с рекомендацией по выбору полуавтомата, настроек, расходных материалов.
В этой статье:
- Сложность сварки алюминия
- Суть полуавтоматической сварки алюминия
- Отличия сварки алюминия полуавтоматом от аргонодугового метода
- Подготовка свариваемого материала
- Требования к оборудованию
- Расходные материалы
- Настройки аппарата
- Процесс сварки алюминия полуавтоматом
Сложность сварки алюминия
Не каждый полуавтомат подойдет для сварки алюминия. Этот металл довольно капризный в плане сварки, поскольку имеет оксидную пленку. Температура плавления оксида составляет 2044 градуса. Поэтому, чтобы его пробить электрической дугой, необходима высокая сила тока. Но сам алюминий под оксидом плавится уже после 600 градусов. Получается, при высоком сварочном токе:
Этот металл довольно капризный в плане сварки, поскольку имеет оксидную пленку. Температура плавления оксида составляет 2044 градуса. Поэтому, чтобы его пробить электрической дугой, необходима высокая сила тока. Но сам алюминий под оксидом плавится уже после 600 градусов. Получается, при высоком сварочном токе:
Если ток снизить, то не получится прожечь оксидную пленку — весь присадочный металл будет оставаться на поверхности, а не сплавляться с основным. Это сделает стык слабым, не герметичным. Поэтому нужны MIG аппараты, способные автоматически менять величину ампер в процессе сварки. На высоком токе прожигать оксид, а на низком сваривать основной металл. Такой режим называется импульсный или Pulse.
Суть полуавтоматической сварки алюминия
Для сварки алюминия полуавтоматом необходима алюминиевая проволока и инертный газ аргон.
Алюминиевая проволока необходима для равномерного перемешивания основного и присадочного металла, чтобы шов получился одинаковым по составу. Допускается использование порошковой алюминиевой проволоки для полуавтоматической сварки без газа. Тогда защитные функции сварочной ванны на себя берет порошок (флюс), расположенный в трубчатом канале проволоки. Он плавится, и его газы изолируют расплавленный металл от воздействия внешней среды. После сварки поверх шва образуется шлаковая корочка.
Сварка порошковой проволокой алюминия без газа обходится дешевле по себестоимости, но проигрывает по качеству. Швы могут быть сильно пористыми, а часть присадочного металла разбрызгивается. Такой метод сварки алюминия допустим только в полевых условиях для стыковки мест, не требующих высокой прочности и герметичности.
Отличия сварки алюминия полуавтоматом от аргонодугового метода
Сварка алюминия аргоном доступна с аппаратами Pulse при помощи электрической дуги между электродом и изделием, но отличие заключается в исполнении процесса. В TIG сварке используется неплавящийся вольфрамовый электрод. Он плавит кромки металла, а для заполнения стыка применяется дополнительная присадочная проволока, подающаяся свободной рукой сварщика. В MIG сварке движущаяся проволока из катушки в горелку выполняет сразу обе роли — поддерживает горение электрической дуги и плавясь, заполняет собой стык.
Полуавтоматическая сварка алюминия более производительна, по сравнению с аргоновой, и дешевле по себестоимости. Но по качеству соединения проигрывает методу ТИГ, поэтому для особо ответственных стыков используется аргонодуговой метод (сварка блоков ДВС, наплавка ГБЦ под проточку). МИГ сварка подойдет для:

Подготовка свариваемого материала
Если полуавтомат не обладает импульсным режимом, потребуется механическое удаление оксидной пленки по всей зоне стыковки. Для это применяют щетку по металлу или шабер, можно воспользоваться шлифовальной машинкой, болгаркой. При толщине сторон более 5 мм нужна V разделка кромок под углом 45 градусов. Это обеспечит достаточное проплавление и крепость будущего стыка.
Новая оксидная пленка образуется на поверхности спустя 1-2 часа, поэтому зачищать свариваемые стороны нужно непосредственно перед сваркой. Если в аппарате есть импульсный режим, достаточно только разделки кромок — удаление оксида произойдет катодным методом под действием высокого тока электрической дуги.
Если сечение свариваемых деталей менее 3 мм, необходима подложка. Это может быть медная пластина, которая впоследствии легко отделится от алюминия (даже если соединение проплавится полностью и жидкий металл вытечет с обратной стороны). Без подложки увеличивается вероятность прожогов, прилипания деталей к сварочному столу.
Алюминий обладает высокой теплопроводностью. При длинных сварочных швах на большой площади возможны серьезные коробления конструкции. Чтобы этого избежать, заготовки предварительно нагревают. В промышленных условиях это делают индукционными токами, в домашних — горелкой бензореза, паяльной лампой, на угольной печи и т. д.
Требования к оборудованию
Учитывая особые свойства алюминия (тугоплавкий оксид, повышенную текучесть металла, плавление основной структуры при температуре 600 градусов), необходимо правильно выбирать полуавтомат. Купите MIG аппарат с импульсным режимом или двойным импульсом.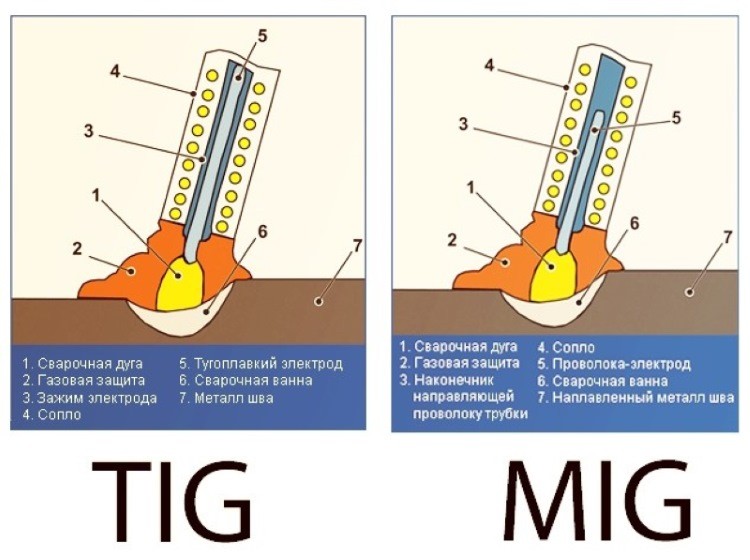
У них должна быть возможность смены полярности на постоянном токе. Сварка алюминия полуавтоматом ведется на обратной полярности. Это означает, что к горелке подается плюс, а к изделию минус. При таком подключении тепло сварочной дуги концентрируется на конце сварочной проволоки. Она плавится быстрее, легче переходит в зону шва, а сам алюминий при этом нагревается меньше. Уменьшенное тепловложение позволяет формировать аккуратные швы, не перегревать изделие.
Альтернатива импульсному оборудованию — использовать полуавтоматы AC/DC. Например, cварочный полуавтомат EWM PICOMIG 185 D3 Synergic TKG — это модель, способная работать на переменном токе. Тогда полярность будет меняться автоматически, с частотой колебания переменного тока (50 Гц). Это содействует разрушению оксида (когда тепло концентрируется на изделии) и быстрому переносу капли (когда тепло концентрируется на электроде).
Для подачи алюминиевой проволоки нужны 4-х роликовые подающие устройства.
Рекомендуем использовать горелку с длиной не более 3-х метров. Подойдет горелка БАРСВЕЛД MIG-15 или Mig ERGOPLUS 25. Алюминий не такой упругий, как нержавейка или стальная проволока, поэтому при длинном рукаве и загибах движение будет затрудняться. Обычный канал из спирали меняют в горелке на тефлоновый — он обеспечивает лучшее скольжение присадки. Поскольку алюминий при нагреве расширяется, мундштук в горелке требуется с увеличенным отверстием, иначе проволока застрянет.
При выборе полуавтомата для сварки алюминия важно учитывать:
 Если будете варить только тонкие металлы до 5 мм, достаточно полуавтомата на 200 А. В работе с толстыми стенками алюминия до 10 мм выбирайте MIG аппарат на 300 А.
Если будете варить только тонкие металлы до 5 мм, достаточно полуавтомата на 200 А. В работе с толстыми стенками алюминия до 10 мм выбирайте MIG аппарат на 300 А. Но их цена выше.
Но их цена выше.Расходные материалы
В полуавтомат заряжается алюминиевая проволока, обеспечивающая сохранение однородности металла шва с основным материалом. Диаметр и вес катушки подбирается в согласии с возможностями аппарата. Покупайте проволоку для сварки алюминия с содержанием кремния, который дает:
Хороший выбор проволоки для алюминия в нашем каталоге.
Настройки аппарата
Перейдем к правильным настройкам полуавтомата для сварки алюминия. К аппарату подключается баллон с чистым аргоном. Расход выставляется в пределах 6-11 л/мин, в зависимости от толщины металла. Сила тока, при котором происходит капельный перенос присадочного металла, выставляется так.
К аппарату подключается баллон с чистым аргоном. Расход выставляется в пределах 6-11 л/мин, в зависимости от толщины металла. Сила тока, при котором происходит капельный перенос присадочного металла, выставляется так.
| Толщина металла, мм | Диаметр проволоки, мм | Сила тока, А |
|---|---|---|
| 2-3 | 0.8 | 95-110 |
| 4-5 | 1.0 | 130-160 |
| 6-7 | 1.2 | 200-250 |
Если у вас полуавтомат с импульсом, задайте базовый ток на 40% ниже от импульсного. Базовый ток будет поддерживать горение дуги, а импульсный — пробивать оксид и передавать каплю. Частота импульса для сварки алюминия желательна 1-3 Гц в секунду.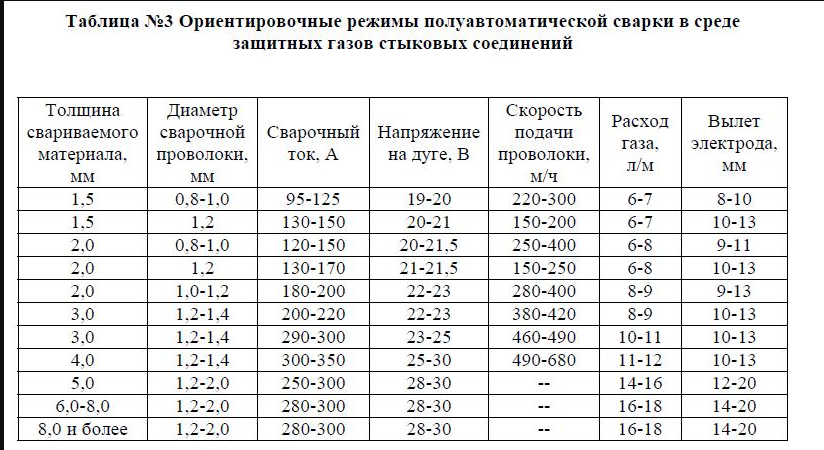 Это уменьшит тепловложение, обеспечит прожог оксида, качественное соединение основного металла.
Это уменьшит тепловложение, обеспечит прожог оксида, качественное соединение основного металла.
Еще проще настроить полуавтомат для сварки алюминия новичку будет с синергетикой. Синергетическое управление требует указать в меню только:
Процесс сварки алюминия полуавтоматом
Установите алюминиевую проволоку в полуавтомат, заправьте конец между роликами, направьте его в канал. Включите протяжку и дождитесь выхода проволоки из горелки. Чтобы она не застряла, временно открутите мундштук.
Установите силу тока и импульс в согласии с толщиной металла (см таблицу выше), откройте баллон с аргоном. Присоедините кабель массы к изделию. Наденьте защитную маску, краги.
Присоедините кабель массы к изделию. Наденьте защитную маску, краги.
Источник видео: Рутектор
Сварка полуавтоматом алюминия ведется так:
- Поднесите горелку к месту стыка и удерживайте на расстоянии 3-5 мм от конца проволоки. Само сопло может быть удалено от поверхности до 6-10 мм.
- Нажмите на кнопку горелки.
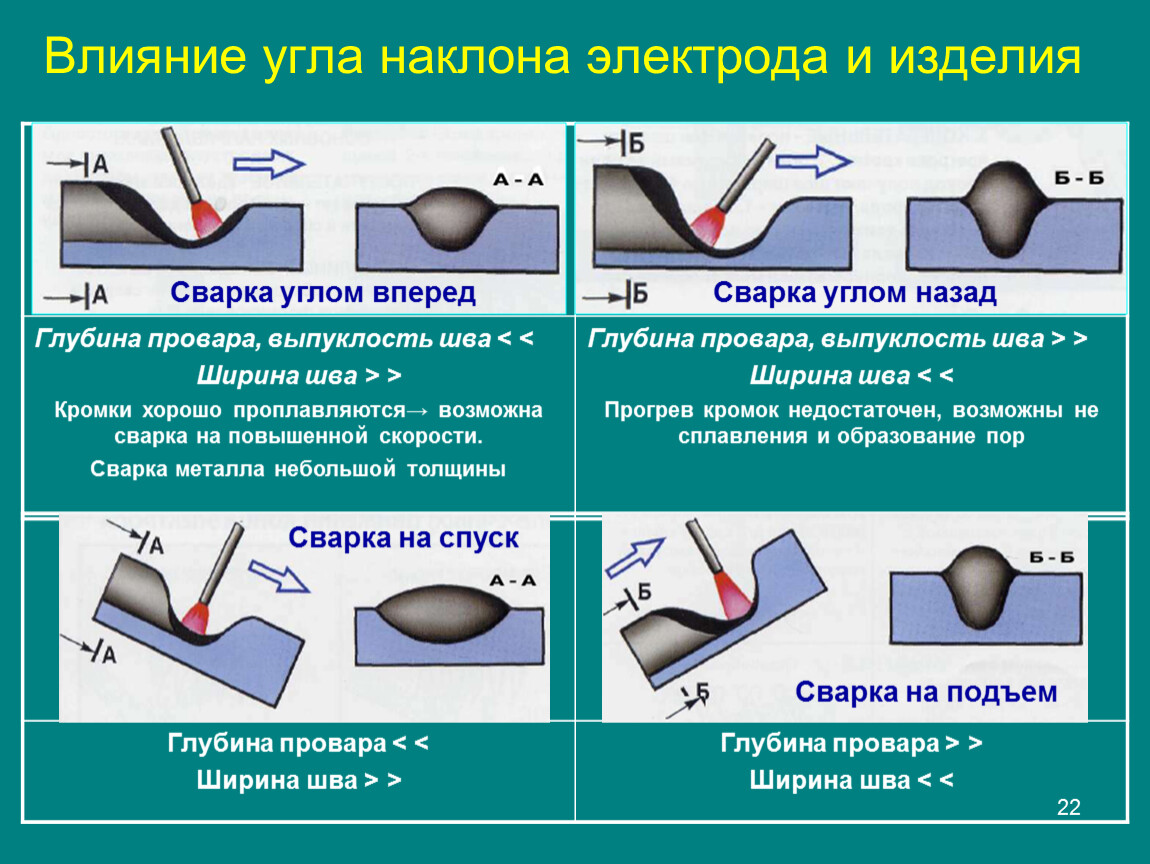
- После зажигания электрической дуги введите горелку справа налево или от себя, чтобы наложенный шов оставался позади.
- Наклон горелки при сварке алюминия должен быть почти вертикальным — удерживайте отклонение от прямого угла на 10-15 градусов.
- Если алюминий сечением до 3 мм и нет зазора между сторонами, просто ведите горелку ровно по линии стыковки.
 В случае толщины пластин 5-7 мм и щели 1-2 мм потребуется колебательные движения полумесяцем или по спирали.
В случае толщины пластин 5-7 мм и щели 1-2 мм потребуется колебательные движения полумесяцем или по спирали.
 В случае толщины пластин 5-7 мм и щели 1-2 мм потребуется колебательные движения полумесяцем или по спирали.
В случае толщины пластин 5-7 мм и щели 1-2 мм потребуется колебательные движения полумесяцем или по спирали.Когда была предварительная подготовка с разделкой кромок, нужна сварка в несколько проходов. Корневой шов тонкий и ведется без поперечных колебаний, а последующий шов нужен для заплавления ширины стыка и образования валика. Используя правильно подобранное сварочное оборудование у Вас получится сваривать алюминий полуавтоматом даже без значительной практики.
Ответы на вопросы: как правильно производить сварку алюминия полуавтоматом
Алюминиевая проволока застревает в канале, что делать? СкрытьПодробнее
Алюминий более мягкий, чем сталь или нержавейка, поэтому легко поддается изгибам и деформируется. Постарайтесь максимально выровнять сварочный рукав горелки, а так-же под сварку алюминиевой проволоки должны быть ролики с U образной канавкой, тефлоновый кабель канал, токосъемник под алюминиевую проволоку.
Лучше использовать модели с четырьмя роликами. Они увереннее толкают присадочный материал. На двух роликах возможна пробуксовка, а если их затянуть сильнее, проволока начнет заминаться.
Можно ли варить алюминий с углекислотой? СкрытьПодробнееНет. Алюминий является активным металлом и при контакте с окислителем сразу защищается, вырабатывая пленку. Углекислота состоит из углерода и кислорода, поэтому будет вступать в реакцию со сварочной ванной. Для работы нужен инертный газ, который бы «успокаивал» расплавленный металл, не вступая с ним в реакцию.
Можно ли полуавтоматом заварить силумин? СкрытьПодробнее
Силумин — это сплав алюминия с кремнием. Присадка придает металлу прочности и улучшает его литейные свойства. Для сварки силумина полуавтоматом необходима алюминиевая проволока с кремнием, но лучше все же использовать TIG сварку.
Если это не герметичная конструкция (теплица, беседка, раскладушка и пр.), то полуавтомат подойдет. Для герметичных стыков лучше использовать аргонодуговую сварку.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Сварка алюминия без Защитного газа
Алюминий нашел широкое применение в разных отраслях промышленности и заработал свою популярность благодаря важным характеристикам, таким как прочность, устойчивость к коррозии и низкая плотность. Чистый алюминий применяется в электротехнической, химической и пищевой промышленности, потому как имеет невысокую прочность. В то время как сплавы имеют широкую область применения, некоторые из них в значительной степени превосходят чугун, сталь и другие металлы.
Сваривание алюминия производится с использованием обратной полярности тока. Главной особенностью сварочных работ с алюминием является наличие оксидной пленки, которая покрывает расплавленный металл. Пленку характеризует ее тугоплавкость, потому как температура ее плавления в несколько раз больше температуры плавления алюминия и составляет более 200 градусов по Цельсию.
Помимо этого оксидная пленка нередко появляется на поверхности ванны и в значительной мере препятствует сварочному процессу, сказываясь на стабильности работы и образовывает непровары в металле шва. По этой причине работа с алюминием связана с тщательным подбором рода тока и материалов. Профессионалы советуют использовать специальные электроды из вольфрама, с помощью которых можно производить сваривание алюминия и сплавов с ним. Одни специалисты рекомендуют использовать переменный ток, другие – постоянный, но с условием создания обратной полярности.
Одним из самых перспективных направлений сваривания алюминия является сварка полуавтоматом без газа. Чтобы проводить подобные работы требуется применять специальную проволоку, которая имеет сердечник из флюса, который прекрасно заменяет защитную сварочную ванну. Нередко такая проволока называется порошковой, потому как внутри нее расположена трубка с флюсом. Флюс – это порошок, который близок по составу и свойствам к обмазке обычных электродов для дугового сваривания. Данный порошок создает отличную защиту процесса работы сварки алюминия.
Чтобы проводить подобные работы требуется применять специальную проволоку, которая имеет сердечник из флюса, который прекрасно заменяет защитную сварочную ванну. Нередко такая проволока называется порошковой, потому как внутри нее расположена трубка с флюсом. Флюс – это порошок, который близок по составу и свойствам к обмазке обычных электродов для дугового сваривания. Данный порошок создает отличную защиту процесса работы сварки алюминия.
Ввиду того что флюсовая проволока имеет низкую жесткость, ее следует подавать на поверхность металла шва без прикладывания чрезмерных усилий. Также необходимо строго соблюдать полярность: минус подключается к держаку, а плюс – к свариваемому изделию. Стоимость сваривания полуавтоматом без использования газового баллона значительно выше, потому как 500 грамм проволоки стоит 8 и более долларов.
В наше время полуавтоматическое сваривание не уступает по распространенности дуговой сварке и широко применяется для проведения сварочных работ с металлами и сплавами. Приступая к работе с алюминием, требуется внимательно изучить его особенности, в частности появление оксидной пленки на поверхности расплавленного металла. Если не обращать внимания на такие особенности, добиться высокого качества сваривания, комфорта при проведении процесса, а также прочности, надежности и долговечности металла практически невозможно.
Приступая к работе с алюминием, требуется внимательно изучить его особенности, в частности появление оксидной пленки на поверхности расплавленного металла. Если не обращать внимания на такие особенности, добиться высокого качества сваривания, комфорта при проведении процесса, а также прочности, надежности и долговечности металла практически невозможно.
Можно ли сварить алюминий без газа? >> Возможно ли?
Сварка MIG или TIG выполняется с использованием инертного газа, чтобы обеспечить бескислородную среду вокруг алюминиевого материала и, следовательно, помочь вам получить чистый сварной шов. Но что, если у вас закончился бензин и осталось сделать всего несколько сварных швов, прежде чем вы закончите свой проект? Может быть трудно понять, какие припасы могут помочь вам, а какие пригодятся только для того, чтобы навредить вашему карману.
Можно ли сваривать алюминий без газа? Да, алюминий можно сваривать без газа в вакуумной камере. Однако , сварка алюминий без газа подвергнет металл воздействию кислорода воздуха, циркулирующего вокруг вашего рабочего места, и сделает сварку менее надежной.
Однако , сварка алюминий без газа подвергнет металл воздействию кислорода воздуха, циркулирующего вокруг вашего рабочего места, и сделает сварку менее надежной.
Сварка конструкций никогда не должна выполняться без инертного газа, так как нельзя быть уверенным в том, что соединения будут держаться должным образом. Косметические работы иногда могут быть выполнены без использования газа, но структурные работы не могут быть выполнены. Сварка алюминия должна выполняться с использованием газа, особенно если проект носит структурный характер.
В то время как вы не можете сваривать структурные компоненты без помощи инертного газа, технически возможно сваривать без него больше косметических компонентов. Опытный сварщик сможет извлечь максимум из любой ситуации, как бы далека она ни была от идеальной, не так ли? Можно предположить, что сварку можно выполнять на открытом воздухе, если не требуется большой вес.
Содержание
Итак, можно ли сваривать алюминий без газа?
Прежде чем мы начнем с того, как это возможно , требуется некоторая справочная информация.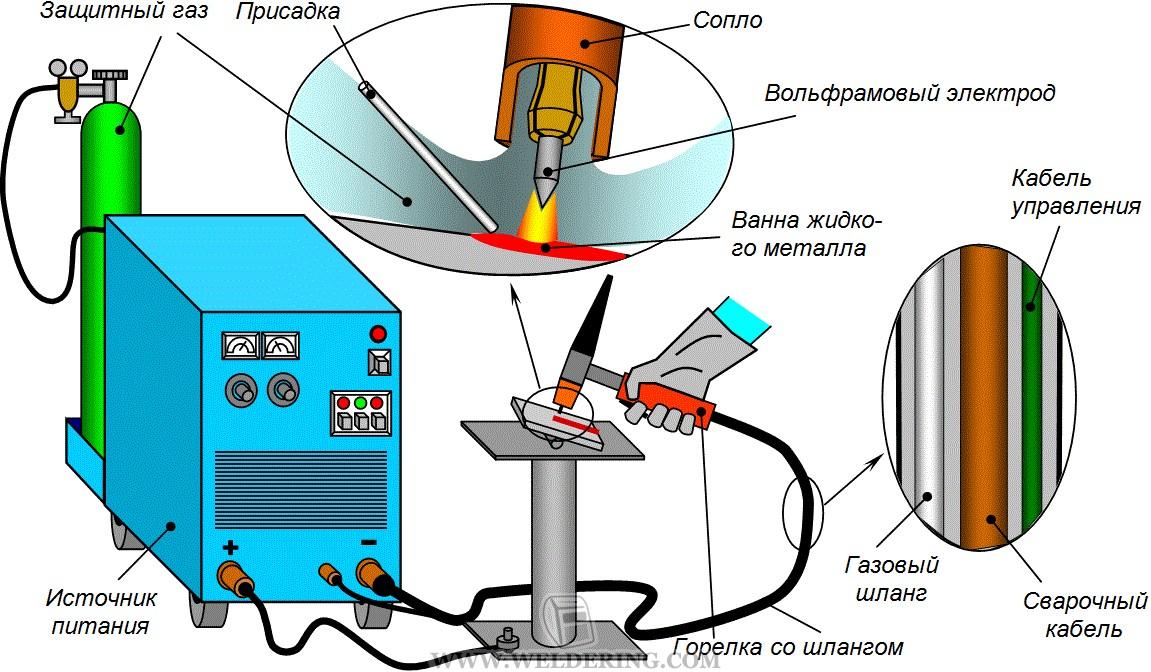 Двумя наиболее распространенными типами сварки являются MIG и TIG, что означает «металлический инертный газ» и «вольфрамовый инертный газ» соответственно.
Двумя наиболее распространенными типами сварки являются MIG и TIG, что означает «металлический инертный газ» и «вольфрамовый инертный газ» соответственно.
Либо вам напоминают о чем-то, что вы уже знаете, либо вы изучаете это впервые, но в любом случае следует соблюдать очень простой момент: инертный газ является неотъемлемой частью уравнения.
Без газа сварной шов не будет держаться должным образом. Оксиды алюминия загрязняют сварные соединения вместе с пузырьками из-за реакции материала с атмосферой. Только потому, что технически возможна сварка без инертного газа, не рекомендуется. Если бы газ не был необходим, аббревиатуры были бы другими, не так ли?
Когда можно сваривать без газа?
К сожалению, мало проектов, подходящих для сварки без инертного защитного газа. При типичной сварке, такой как MIG и TIG, подходят только такие небольшие проекты, как начальные учебные пособия по сварке.
Предметы для сварки, такие как алюминиевые банки для супа и подобные легкие материалы, можно использовать без защитного газа, потому что на карту поставлено немногое. Любой проект, требующий аккуратности или структурной целостности, не будет работать без газа . Однако научиться основам ремесла можно и без газа.
Любой проект, требующий аккуратности или структурной целостности, не будет работать без газа . Однако научиться основам ремесла можно и без газа.
Прежде чем продолжить чтение, вот статья, которую мы написали о сварке алюминия: Могут ли сварщики MIG сваривать алюминий? | Как успешно сварить алюминий?
Есть и другие промышленные применения, которые мы рассмотрим далее в статье и которые не требуют использования инертного газа для получения надлежащего сварного шва. Но для подавляющего большинства применений требуется газ, чтобы гарантировать, что сварка выполнила свою работу.
Одним из немногих потенциальных применений безгазовой сварки является создание дизайна или добавление подписей к уже выполненной работе. Поскольку газ имеет решающее значение для создания устройств, несущих вес, единственными приложениями, где действительно может применяться безгазовая сварка, являются косметические проекты.
Если вы хотите выгравировать имя или рисунок на куске металла, газ не потребуется, поскольку на него не будет воздействовать вес.
Что такое защитный газ?
Защитный инертный газ обеспечивает чистые соединения при сварке. Без защитного газа материал и расплавленный металл подвергаются воздействию атмосферы и начинают разрушаться до охлаждения. Газ помогает уплотнению произойти до того, как природа преждевременно разорвет материалы на части.
Существует несколько различных типов защитных газов:
Аргон
Аргон является наиболее распространенным типом используемого защитного газа и часто составляет основу многих различных коммерчески доступных смесей. Аргон также является одним из самых дорогих газов, что ограничивает его использование в основном профессионалами и теми, кто может купить его в смеси — обычно с углекислым газом.
Двуокись углерода
Двуокись углерода является одним из самых дешевых используемых инертных газов. Углекислый газ часто добавляют в качестве наполнителя к более дорогим газам, таким как аргон. У двуокиси углерода есть недостатки, которых нет у аргона, например, его склонность к образованию избыточных капель с алюминием.
Гелий
Гелий легче воздуха, поэтому для его контроля требуется более высокая скорость потока. Гелий рассеется и поднимется, а углекислый газ опустится. Гелий подходит не для каждого применения, но из-за своих инертных свойств он не вступает в химическую реакцию с такими материалами, как алюминий или сталь.
Кислород
Кислород легко воспламеняется, но его можно использовать в небольших концентрациях для разбавления таких газов, как аргон. Кислород является менее распространенной добавкой для сварки металлов, таких как алюминий, но обычно используется для таких материалов, как нержавеющая сталь.
Вакуумная камера для сварки
Вакуумные камеры удаляют воздух из уравнения и, следовательно, устраняют потребность в газе. Если вы свариваете алюминий в вакуумной камере, то для этого вам не нужен газ. Вакуумные камеры используют ограниченное пространство, камеру, а затем удаляют весь воздух с помощью вакуумного насоса. Это создает безвоздушную среду, в которой нет необходимости в защитных газах для обеспечения чистого сварного шва.
Алюминий можно сваривать без газа в вакуумной камере, а также он является отличным материалом для изготовления самой вакуумной камеры. Вакуумные камеры часто очень дороги и обычно не используются в гараже, что делает их редкостью за пределами промышленных предприятий.
Этот особый вид сварки можно использовать для изготовления чего угодно, от высокопроизводительных деталей двигателя до алюминиевых воздуховодов высокого давления. Можно найти вакуумную камеру за пределами лаборатории, но это довольно редко. Вакуумные камеры, как правило, используются почти исключительно в промышленных и узкоспециализированных приложениях, но обычно используются для сварки алюминия.
Сварка трением с перемешиванием
Сварка трением с перемешиванием — это еще один вид специальной промышленной сварки, не требующей использования газа для обеспечения надлежащего соединения. На самом деле, сварка трением с перемешиванием работает, по существу, сплавляя компоненты в один сплошной кусок.
Сварные швы, созданные методом фрикционного перемешивания, настолько совершенны, что на рентгеновском снимке они не видны как составные части. Они буквально слились воедино.
Детали для подводного применения или баллоны с воздухом для использования в открытом космосе часто свариваются вместе трением с перемешиванием. Этот тип сварки невероятно специализирован, и поэтому никогда не будет использоваться в домашних условиях. А вот алюминий можно сваривать этим методом, а значит и без применения газа.
Сварка трением с перемешиванием может выполняться в домашней мастерской, но этот метод считается очень специализированным.
Сварка алюминия без газа
Сварка алюминия без газа возможна, но не для типичных применений. Наиболее распространенные типы сварочных аппаратов полагаются на инертные газы, такие как аргон, для обеспечения надлежащего уплотнения. Без такого газа, как аргон, атмосферные газы приведут к деградации алюминия до того, как он сможет затвердеть.
Безгазовая сварка алюминия может выполняться в обычных условиях, но только в косметических целях. Любое применение со структурными или несущими требованиями должно быть сварено с газом.
Рекомендуемая литература
Безопасно ли сваривать на ветру? Максимальная скорость ветра
Как сварять алюминий в доме >> Руководство для начинающих
Алюминиевая сварка MIG без газа >> Осмотрите видео ниже
Сварка алюминия без газа — дуги
. Используя код купона «archelmets»
Ознакомьтесь с линейкой сварочных аппаратов YesWelder для сварки MIG, TIG, STICK. Предназначен для профессионалов и любителей.
Магазин высококачественного сварочного оборудования By ced • Обновлено: 16. 07.21 •
5 минут чтения
07.21 •
5 минут чтения
Ресурсы по сварке » Руководства и советы
Существует множество различных способов сварки алюминия.
Одним из способов является сварка алюминия без использования газа. Газ подается по шлангу под давлением из газового баллона. Он используется для получения достаточного количества тепла для плавления металла, а также предотвращает слишком быстрое охлаждение металла или поддерживает правильную температуру металла во время сварки.
Нажмите здесь, чтобы задать вопрос нашему ТЕХНИКУ-СВАРЩИКУ LIVE
Другой способ — использовать плазменный резак. В этом типе оборудования используется специальное сопло, которое выпускает поток горячих электронов (плазмы). Используя этот тип оборудования, вы можете резать алюминий, а также многие другие металлы, включая нержавеющую сталь и титан.
Вы даже можете приобрести полностью алюминиевые сварочные прутки, предварительно сваренные для вас дома. Это более простой способ начать работу, но если у вас много работы, вам в конечном итоге потребуется приобрести сварочный электрод лучшего качества.
Домашние средства для лечения лихорадки сварщика…
Пожалуйста, включите JavaScript
Домашние средства для лечения вспышки сварщикаНажмите здесь, чтобы задать вопрос нашему ТЕХНИКУ-СВАРЩИКУ
В этой статье мы рассмотрим различные типы алюминиевых сварочных прутков которые доступны и некоторые из преимуществ и недостатков каждого типа.
Сварка алюминия без газа
Оборудование, используемое для этого типа сварки, известно как дуговая сварка. Это устройство, которое использует электричество для производства тепла, необходимого для плавления алюминия. Дуговой сварочный аппарат имеет как источник питания, так и зажимной механизм. Он подключается к розетке 110 В или 220 В и имеет регулируемый зажимной механизм для алюминия различной толщины.
Зажимной механизм позволяет фиксировать различные металлы, а также регулируется в зависимости от толщины. Аппарат дуговой сварки нагревает алюминий примерно до 3000 градусов, а затем пропускает расплавленный металл через сварочный стержень.
Щелкните здесь, чтобы задать вопрос нашему СВАРОЧНОМУ ТЕХНИКУ LIVE
Вам потребуется собственный газ. Его можно подавать либо через шланг, подсоединенный непосредственно к топке в задней части вашего алюминиевого сварочного аппарата, либо через газовый баллон, подсоединенный под давлением.
Источник газа можно приобрести в любом магазине товаров для дома, но вам потребуется баллон с манометром, измеряющим PSI (фунты на квадратный дюйм). Его также можно купить на Amazon по очень низкой цене.
Если вы собираетесь купить газовый баллон, вы можете взять несколько дополнительных газовых баллонов на всякий случай.
Преимущества
1) Вы можете сваривать алюминий без использования газа. Есть два основных преимущества использования этого типа сварочного аппарата. Во-первых, это намного дешевле, чем использование газосварочного аппарата. Аппарат дуговой сварки хорошего качества может стоить всего несколько сотен долларов или около того, а его срок службы составит годы, если не десятилетия сварки. Второе преимущество заключается в том, что он намного проще в использовании, чем газосварщик. Для этого требуется меньше обучения, и нет необходимости в каких-либо специальных инструментах или аксессуарах. Вы можете сварить алюминий, используя только свои руки и несколько инструментов, которые, вероятно, уже есть у вас дома.
Второе преимущество заключается в том, что он намного проще в использовании, чем газосварщик. Для этого требуется меньше обучения, и нет необходимости в каких-либо специальных инструментах или аксессуарах. Вы можете сварить алюминий, используя только свои руки и несколько инструментов, которые, вероятно, уже есть у вас дома.
2) Вы можете сваривать алюминий с помощью этого типа сварочного аппарата, даже если у вас нет подходящей электрической розетки для его питания. Беспроводной дуговой сварочный аппарат очень мощный и может сваривать сталь и многие другие виды металлов.
3) Сваривать алюминий таким инструментом легче, чем газосварщиком. Вам не нужно приобретать всевозможные провода, зажимы и перчатки, чтобы начать сварку металла. Это позволяет вам сразу же научиться сваривать алюминий, чтобы вы могли использовать его в качестве альтернативного способа сварки других типов металлов.
Получите скидку 10% при использовании кода купона «archelmets»
Ознакомьтесь с линейкой сварочных аппаратов YesWelder для сварки MIG, TIG, STICK. Предназначен для профессионалов и любителей.
Предназначен для профессионалов и любителей.
Недостатки
1) Отсутствие газа означает, что вы не можете легко сваривать алюминий в больших масштабах. Вы должны иметь возможность нагревать металл в течение длительного периода времени, чтобы сварить алюминий без газа.
2) Это не так эффективно, как использование газовой сварки. Электросварочный аппарат стоит довольно дорого, и сварка такого же количества металла с его помощью займет у вас гораздо больше времени. Для выработки всего электричества, которое есть в дуговой сварке, требуется гораздо больше времени, чем при использовании газа. Это означает, что вам придется использовать больше сварочного прутка с газовым сварочным аппаратом, который может быть очень дорогим, если вы покупаете его оптом.
3) Сам сварочный стержень может стать слишком горячим и начать трескаться, если вы не будете осторожны. Вы должны следить за тем, чтобы не оставлять сварочный аппарат без присмотра во время сварки алюминия.
Заключение
Дуговая сварка — отличный способ сварить алюминий в домашних условиях без использования газа, но это намного дороже, чем использование газовой сварки. Сварка металла этим сварочным инструментом займет у вас значительно больше времени.
Аппарат для дуговой сварки намного проще и эффективнее, если вы хотите сразу приступить к сварке алюминия. Его можно использовать на многих различных типах металлов, и вам не нужны никакие дополнительные инструменты или аксессуары для его использования.
Это также будет намного сложнее, чем использование газовой сварки, потому что у вас нет доступа к источнику газа или шлангу, как при использовании газовой сварки. Вам нужно будет получить собственный газовый баллон или подключить его через шланг.
Если вы собираетесь использовать его в больших масштабах, то вы, вероятно, захотите купить газосварочный аппарат вместо дугового.
Газосварщик станет более эффективным и простым способом сварки алюминия.