Как варить полуавтоматом без газа: правила которые следует соблюдать
Содержание
У многих начинающих сварщиков возникает много вопросов по сварке полуавтоматом. Особенно если дело касается того, как варить полуавтоматом без газа. Что, защитный газ СО2 или гелий не нужен? Действительно, такой способ сварки существует, и применяется некоторыми сварщиками.
Существует много способов сварки и у каждого есть свои плюсы и минусы. Тут главное понять то, что под каждую работу следует не только подбирать оборудование, но и материалы.
Например, у полуавтоматической сварки сплошной проволокой есть недостаток. Защитный газ, который используется при работе, на открытом воздухе будет не эффективно защищать расплавленный металл шва. Это приведёт к появлению дефектов в сварном шве.
К счастью, есть способ, который позволяет обойти эту проблему, не используя защитный газ. Поэтому ниже вы узнаете, как варить полуавтоматом без газа и что для этого нужно.
Для выполнения таких работ потребуется порошковая проволока. Такая проволока представляет собой трубку наполненную специальным флюсом. При сгорании этот флюс образует защитное облако. Это облако защищает сварной шов от воздействия окружающей среды. Поэтому о том как варить проволокой без газа, я расскажу немного ниже. О том как выбрать порошковую проволоку уже рассказывалось в этой статье.
Такая проволока представляет собой трубку наполненную специальным флюсом. При сгорании этот флюс образует защитное облако. Это облако защищает сварной шов от воздействия окружающей среды. Поэтому о том как варить проволокой без газа, я расскажу немного ниже. О том как выбрать порошковую проволоку уже рассказывалось в этой статье.
Прежде чем начать варить проволокой без газа нужно сделать следующее:
- Подготовить поверхность изделия к сварке;
- Выбрать проволоку и установить её в подающий механизм;
- Настроить режимы сварки: силу тока, скорость подачи проволоки;
- Установить правильную полярность.
А теперь подробно поговорим о том, как варить проволокой без газа.
Для начала нужно зачистить поверхность изделия от загрязнений. Если это масляные пятна, то с помощью уайт-спирита нужно их удалить. Ржавчину предстоит удалять металлической щёткой. Если необходимо можно применить УШМ.
После того как проволока выбрана, её нужно установить её в подающий механизм полуавтомата.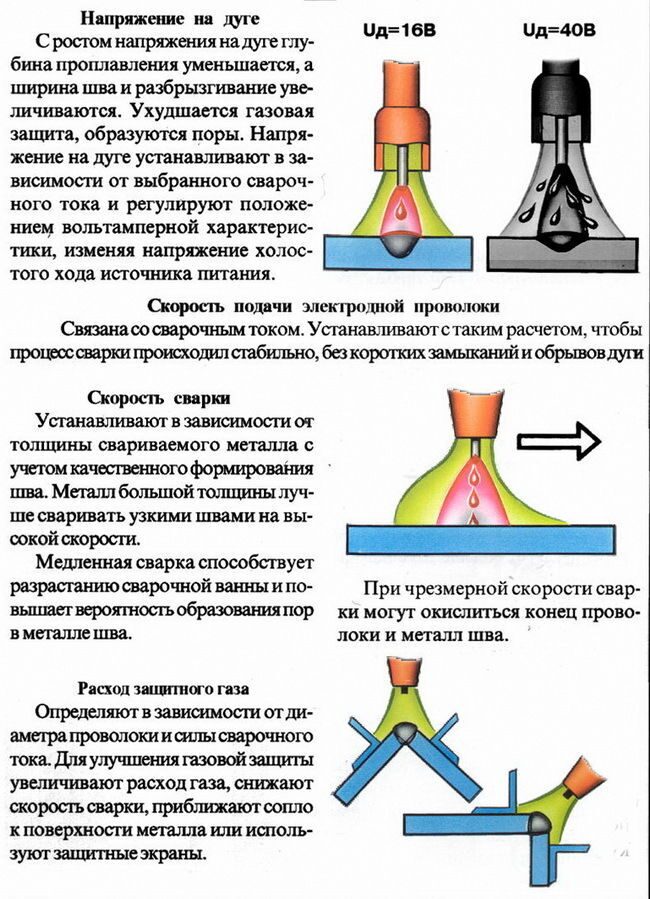 Так как она поставляется в бобинах, сделать это очень просто. Установите бобину в полуавтомат. Далее нужно размотать свободный конец проволоки и продеть его через направляющие ролики.
Так как она поставляется в бобинах, сделать это очень просто. Установите бобину в полуавтомат. Далее нужно размотать свободный конец проволоки и продеть его через направляющие ролики.
Заранее позаботьтесь о том, чтобы диаметр проволоки и размер канавки в роликах совпадали. Если это не так, то ролики нужно заменить.
После того как проволока продета в ролики, её нужно поджать. Поджимать проволоку нужно плотно, но не сильно. При сильном поджатии проволока может деформироваться. Если поджать слабо, то проволока не будет захватываться роликами, а значит подаваться в зону сварки не будет.
После этого нужно прогнать проволоку по каналу горелки полуавтомата. Для этого нажмите на кнопку и отпустите её после того, как проволока вылезет через токоподводящий наконечник. Чтобы проволока прошла легче, токоподводящий наконечник можно снять.
Следующим этапом нужно выставить режимы сварки. Сила тока должна выставляться в зависимости от толщины свариваемого металла. Тут ещё многое зависит от типа свариваемого металла. Поэтому рекомендуемые режимы сварки можно прочесть на упаковке от катушки с проволокой. Если упаковка отсутствует, тогда режимы можно узнать из таблицы, которая наклеена на внутренней поверхности крышки инвертора.
Тут ещё многое зависит от типа свариваемого металла. Поэтому рекомендуемые режимы сварки можно прочесть на упаковке от катушки с проволокой. Если упаковка отсутствует, тогда режимы можно узнать из таблицы, которая наклеена на внутренней поверхности крышки инвертора.
Сварка порошковой проволокой должна производится на прямой полярности. Это значит то, что к «плюсу» подсоединяется изделие, а к «минусу» — сама горелка. Можно подсоединится и обратно, но это ухудшит качество проплавления металла.
Прежде чем приступить к варке, для начала нужно выполнить пробную сварку на куске заготовки. При необходимости откорректировать режимы. Когда всё работает верно, можно приступать непосредственно к самой сварке.
Варить проволокой без газа также просто, как в среде защитного газа. Перед тем как зажечь дугу, горелку следует слегка наклонить вперёд. Дуга зажигается нажатием на кнопку, которая расположена на горелке. Она же приводит в движение бобину с проволокой.
Вести горелку нужно вдоль свариваемого участка. Движения должны быть плавными, без рывков. Сварной шов должен формироваться ровными валиками. При быстрой скорости сварки, валики становятся растянутыми, а проплавление шва будет неполным.
Движения должны быть плавными, без рывков. Сварной шов должен формироваться ровными валиками. При быстрой скорости сварки, валики становятся растянутыми, а проплавление шва будет неполным.
Можно в процессе сварки производить колебательные движения горелкой. Таким образом можно увеличить площадь наплавляемого шва. Такие движения могут быть как круговыми, так и «ёлочкой».
Для выполнения сварки многопроходных швов проволокой без газа, каждый шов необходимо зачищать. Для этого перед выполнением следующего прохода, шов очищается от брызг и шлака металлической щёткой.
Можно ли варить полуавтоматом без газа
Одной из особенностью полуавтоматической сварки MIG является то, что она способна обеспечить превосходное качество сварки. Ею легко варить и она имеет очень высокую производительность. Однако у полуавтоматической сварки MIG есть один недостаток – её нужен защитный газ. Тем самым её мобильность ухудшается, а работать на открытом воздухе становится невозможно. Поэтому у многих сварщиков возникает один вопрос: можно ли варит полуавтоматом без газа. Что для этого нужно?
Поэтому у многих сварщиков возникает один вопрос: можно ли варит полуавтоматом без газа. Что для этого нужно?
Однозначно ответ один: можно варить полуавтоматом без газа, но для этого нужна порошковая проволока. Состав флюса, который содержится в проволоке, позволяет выполнять сварочные работы без защитного газа. Для этого достаточно приобрести такую проволоку и сварочный полуавтомат готов к работе.
Единственное что может остановит сварщика выполнять работы полуавтоматом без газа – это высокая стоимость порошковой проволоки. Проволока сплошного сечения в несколько раз дешевле стоит, чем порошковая.
Ещё стоит не забывать то, что качество сварного шва выполненного порошковой проволокой будет гораздо хуже, чем проволокой сплошного сечения. Поэтому можно варить полуавтоматом без газа, но нужно быть готовым к некоторым «неудобствам».
Преимущества и недостатки сварки полуавтоматом без газа
К преимуществам сварки полуавтоматом без газа можно отнести следующее:
- Большая производительность из-за полуавтоматического способа подачи проволоки;
- Мобильность сварочного оборудования.
 Не нужно перемещать газовый баллон;
Не нужно перемещать газовый баллон; - Нет растрат на фитинги, манометры, редуктора и газовые рукава;
- Возможно выполнять сварку на открытом воздухе.
 Не нужно перемещать газовый баллон;
Не нужно перемещать газовый баллон;К недостаткам сварки полуавтоматом без газа можно отнести следующее:
- Низкое качество сварочного шва. По сравнению с использованием защитных газов, шов получается намного хуже.
- Часто проволока переламывается из-за своей хрупкость.
- Большое разбрызгивание металла. Полуавтоматическая сварка и так «славится» большим разбрызгиванием. При использовании такой проволоки, разбрызгивание становится ещё больше.
- Образование шлака на поверхности шва. Перед каждым новым проходом, шов нужно очищать.
- Высокая стоимость порошковой проволоки.
Сварка полуавтоматом без газа проволокой: инструкция, плюсы и минусы
Полуавтоматическая сварка является оптимальным способом соединения металлических деталей, обеспечивая и физическое удобство для пользователя, и высокое качество результата.
Как правило, в использовании данного метода задействуются аргоновые и углекислотные смеси в целях защиты от негативного влияния воздушной среды. Но также имеет свои преимущества и технология сварки с проволокой для полуавтомата без газа, при которой может подключаться и флюс.
Общие сведения о технологии
Потребность в использовании газовой среды возникает в силу необходимости защиты сварочной ванны от кислорода. Исключение того же аргона понижает защитные свойства шва, но этот недостаток можно компенсировать и другими средствами. На базовом же уровне и оборудование, и расходные материалы используются те же, что и при сварке в газовых средах. Наиболее распространены аппараты для методов термического воздействия MIG-MAG и TAG. Обязательным функциональным органом является и оснастка для подачи проволоки. Без газа полуавтомат чаще всего используют в сочетании с выпрямителями и трансформаторными установками, позволяющими точнее выполнять настройки по силе тока и мощности. Тонкая коррекция параметров рабочего процесса во многом компенсирует негативные факторы соединения заготовок без защитных сред.
Тонкая коррекция параметров рабочего процесса во многом компенсирует негативные факторы соединения заготовок без защитных сред.
Преимущества сварки без газа
Использование технологии полуавтоматической сварки без углекислотных и аргоновых смесей дает немало положительных эффектов, в числе которых следующие:
1. С точки зрения технологической организации выгоден отказ от газобаллонного оборудования с сопутствующей оснасткой. Массивные конструкции требуют создания специальных условий в плане безопасности, поэтому можно рассчитывать на снижение финансовых ресурсов и сокращение эксплуатационных хлопот.
2. Применение сварки полуавтоматом с обычной проволокой без газа расширяет возможности обработки разного рода материалов. У многих газовых смесей есть ограничения по совместимости с определенными покрытиями проволоки, поэтому можно говорить о повышении универсальности метода.
3. Оператор может визуально контролировать место подачи в разделку сварки через маску. При использовании инертных газов рабочая дуга закрывается горелкой.
При использовании инертных газов рабочая дуга закрывается горелкой.
4. Повышение уровня безопасности. Обработка под термическим воздействием сама по себе несет немало рисков, но отсутствие газа их значительно снижает.
Недостатки сварки без газа
Очевидно, что исключение защитной среды влечет и целый ряд отрицательных моментов при выполнении операции. К ним можно отнести следующие:
Применение порошковой проволоки – не самое лучшее решение в плане финансовой экономии, хотя в большинстве случаев это единственно возможная альтернатива. Повышаются требования к качеству расходных материалов. В целях минимизации вреда для газовой ванны от воздушной смеси стоит применять мощно оборудование и соответствующую оснастку. Использование проволоки для сварки полуавтоматом без газа допускается только в сочетании с аппаратами, позволяющими изменять обратную полярность в условиях прямого включения. Имеют место и свои ограничения по совместимости режимов с порошковой проволокой. Также учитывается и чувствительность материала заготовки к покрытию стержня с модифицирующим расплавом. На практике наблюдаются сложности при работе с металлическими листами толщиной до 1,5 мм.
Также учитывается и чувствительность материала заготовки к покрытию стержня с модифицирующим расплавом. На практике наблюдаются сложности при работе с металлическими листами толщиной до 1,5 мм.
Подготовка к рабочему процессу
В первую очередь осматривается рабочее оборудование. Необходимо проверить его работоспособность, состояние электротехнической начинки, функции защитных устройств и т. д. Далее оценивается состояние электросети. Необходимо, чтобы в инфраструктуре подключения предусматривались средства заземления. Работа с проволокой для полуавтомата без газа может осуществляться в широком диапазоне напряжений, но в любом случае ограничительные рамки следует проверять изначально. Особенно это касается подключения к сетям, в которых регулярно наблюдаются перепады напряжения. Заранее определяется и режим, в котором будет производиться сварка. Исходя из него подбирается тип проволоки, характеристики флюса и других расходников, которые будут задействоваться в рабочей операции. Отдельное внимание отводится приспособлениям и агрегатам, отвечающим за удержание и подачу проволоки. Это могут быть и механические средства, и ручные держатели. В любом случае их состояние должно испытываться перед сваркой.
Отдельное внимание отводится приспособлениям и агрегатам, отвечающим за удержание и подачу проволоки. Это могут быть и механические средства, и ручные держатели. В любом случае их состояние должно испытываться перед сваркой.
Какая проволока используется?
Рекомендуется применять порошковую проволоку на стальной основе в виде трубки. Средний диаметр у нее составляет 0,8-1 мм. Непосредственно активная порошковая смесь представляет собой подобие обмазки обычных электродов, которая в процессе нагрева формирует защитное облако. В частности, состав может формироваться из шлакообразующих и деоксидирующих присадок, обеспечивающих также стабильность горения дуги. Использование порошковой проволоки для полуавтомата без газа избавляет от необходимости применения редукторов и емкостей с защитными средами, при этом скорость рабочего образования шва остается достаточно высокой. В выборе конкретного состава порошка важно иметь в виду, что некоторые эксплуатационные свойства могут противоречить друг другу. Речь идет о том же поддержании стабильности дуги, разбрызгивании расплава и формировании изоляционного облака. Как правило, предпочтение отдается одной из перечисленных функций в соответствии с конкретным режимом работы.
Речь идет о том же поддержании стабильности дуги, разбрызгивании расплава и формировании изоляционного облака. Как правило, предпочтение отдается одной из перечисленных функций в соответствии с конкретным режимом работы.
Техника выполнения сварки
Метод сварки без защитных смесей во многом схож с обычной технологией термического воздействия в средах аргона или углекислоты. После подготовки оборудования и расходников производится розжиг дуги, а затем начинается подача проволоки с образованием сварочной ванны. Порошковый состав как таковой может выполнить ту же функцию, что и газовая изоляция, но есть один нюанс – попадание шлака неизбежно приводит к образованию дефектов. Прочностные характеристики могут соответствовать нормативным требованиям, но сама структура будет искаженной и деформированной. По этой причине проволока для полуавтомата без газа часто используется с расчетом на формирование двойного шва. Первый слой будет конструкционным, а второй – финишным технологическим. Внешнее покрытие позволит скорректировать структуру поверхности стыка и при необходимости сделать ее более прочной.
Внешнее покрытие позволит скорректировать структуру поверхности стыка и при необходимости сделать ее более прочной.
Сварка полуавтоматом без газа проволокой с флюсом
В отличие от проволочных расходников, флюсовый наполнитель представляет собой не формовочную порошковую смесь. Хотя по составу он может соответствовать и вышеупомянутым материалам для защиты сварочной зоны. В целом технология сварки выполняется по стандартной схеме посредством полуавтомата, но имеют место особенности подачи флюса. При дуговой тактике работы, в принципе, возможно и автоматическое направление через выпрямитель. Это касается работы со сварочным полуавтоматом без газа на флюсовой проволоке, причем современные производства задействуют для таких целей и многофункциональные роботизированные комплексы. В бытовых же условиях техника подачи скорее напоминает ручной способ. Порошковым составом путем перемещения головки полуавтомата накрывается сварочная ванна до оптимального состояния изоляции.
Заключение
Отказ от газовой защиты при сварке накладывает большую ответственность на оператора, поскольку качество соединения в большей степени будет зависеть от его опыта и сноровки при обращении с расходниками. Облегчить данную задачу новичку можно правильным выбором рабочих материалов. Оптимальным решением будет самозащитная сварочная проволока для полуавтомата без газа, которой можно соединять низколегированные и углеродистые стали. Дает свои преимущества и флюс, однако перед его использованием следует детально определить свойства соединения через расплав порошка. Малейшая ошибка в выборе состава активных элементов расходника может привести к образованию критических дефектов при формировании шва.
Облегчить данную задачу новичку можно правильным выбором рабочих материалов. Оптимальным решением будет самозащитная сварочная проволока для полуавтомата без газа, которой можно соединять низколегированные и углеродистые стали. Дает свои преимущества и флюс, однако перед его использованием следует детально определить свойства соединения через расплав порошка. Малейшая ошибка в выборе состава активных элементов расходника может привести к образованию критических дефектов при формировании шва.
MAG-сварка | Дуговая сварка | Основы автоматизированной сварки
На этой странице представлена информация о сварке MAG, в которой рассматриваются области, в которых используется сварка MAG, типы используемых защитного газа и сварочной проволоки, а также характеристики аппаратов для сварки MAG. Также объясняются различные подкатегории защитного газа при сварке MAG.
Обязательна к прочтению всем, кто занимается сваркой!
Это руководство содержит базовые сведения о сварке, такие как типы и механизмы сварки, а также подробные сведения об автоматизации сварки и устранении неполадок.
Скачать
Сварка MAG (Metal Active Gas) — это тип дуговой сварки, в которой используется активный газ (двуокись углерода [CO 2 ] или смесь газов аргона и CO 2 ). Этот процесс также называется дуговой сваркой CO 2 или сваркой CO 2 . Этот процесс обычно используется для автоматической или полуавтоматической сварки черных металлов. Он не подходит для цветных металлов, таких как алюминий, из-за химической реакции CO
При автоматической или полуавтоматической сварке MAG в качестве электрода используется спиральная сварочная проволока вместо сварочного стержня, используемого при дуговой сварке защищенным металлом (ручная дуговая сварка).
Свернутая проволока прикреплена к блоку подачи проволоки и автоматически направляется к наконечнику горелки с помощью подающего ролика, который приводится в действие электродвигателем. Провод находится под напряжением, когда он проходит через контактный наконечник, удерживающий провод.
Между проволокой и основным материалом зажигается дуга, которая одновременно расплавляет проволоку и основной материал для их сварки. Во время процесса защитный газ подается через сопло в зону сварки и ее окрестности, чтобы защитить дугу и сварочную ванну от атмосферы. Для защитного газа CO 2 используется газовая смесь аргона и CO 2 или газовая смесь аргона с несколькими процентами кислорода.
По сравнению с дуговой сваркой защитным металлом скорость наплавки, при которой электрод становится металлом сварного шва, выше, что обеспечивает высокую эффективность работы благодаря глубокому проплавлению основного материала. Есть и другие важные преимущества, такие как высокое качество металла шва и возможность автоматической сварки при установке сварочной горелки на роботе.
- Ar + CO 2 газовая смесь
или CO 2 газ - Электрод из сплошной проволоки
Полуавтоматический сварочный аппарат MAG в основном состоит из следующих компонентов:
- Сварочный источник питания
- Блок подачи проволоки
- Сварочная горелка
- Газовый баллон
Проволока должна подаваться с постоянной скоростью из блока подачи. Следовательно, для источника сварочного тока обычно используется источник питания с характеристикой постоянного напряжения. Устройство подачи проволоки представляет собой устройство подачи с постоянной скоростью.
Следовательно, для источника сварочного тока обычно используется источник питания с характеристикой постоянного напряжения. Устройство подачи проволоки представляет собой устройство подачи с постоянной скоростью.
- Газовый баллон
- Регулятор расхода газа
- Сварочный источник питания
- Блок подачи проволоки
- Блок дистанционного управления
- Сварочная горелка
Сварку MAG можно классифицировать по защитному газу или типу сварочной проволоки.
Говоря о сварочной проволоке, сплошная проволока имеет поперечное сечение, полностью изготовленное из одного и того же материала. Проволока для углеродистой стали имеет медное покрытие на своей поверхности для улучшения коррозионной стойкости и электропроводности. Сплошная проволока без покрытия без медного покрытия обладает такими преимуществами, как стабильная дуга и простота обслуживания внутренней части сварочной горелки.
 Они обеспечивают такие преимущества, как стабильная дуга, меньшее количество брызг и хороший внешний вид валика сварного шва.
Они обеспечивают такие преимущества, как стабильная дуга, меньшее количество брызг и хороший внешний вид валика сварного шва. В дополнение к вышеперечисленным существуют проволоки шлаковые и металлопорошковые. Первый характеризуется высокой скоростью осаждения, а второй характеризуется меньшим шлакообразованием.
- Скачать
- Дуговая сварка Сварка ВИГ
- Дуговая сварка Сварка МИГ
ИНДЕКС
MIG, TIG, Arc и многое другое
перейти к содержаниюWeldingMetal
Сварка — это процесс, используемый в производстве на протяжении тысячелетий. Различные виды сварки помогают производителям ковать мечи, строить корабли, мебель и многое другое. Существует множество видов сварки, каждый из которых имеет конкретное практическое применение. Когда вы начнете, вы обнаружите, что некоторые виды сварки легче освоить, в то время как на освоение других процессов могут уйти годы.
Какие бывают виды сварки?
Существует множество различных видов сварки для различных уровней опыта и областей применения. Вы можете определить, какой тип сварки вам подходит, изучив свой опыт сварки и какие материалы вы хотели бы сваривать. В то время как некоторые типы сварки создают чистые валики и требуют минимальной очистки, другие типы сварных швов создают большие сварные швы, которые требуют очистки от большего количества шлака. Некоторые виды сварки подходят только для черных металлов, другие более универсальны. Мы составили краткий список нескольких распространенных типов сварки, их плюсов и минусов.
| Тип | Плюсы | Минусы |
|---|---|---|
| Сварка МИГ – Дуговая сварка металлическим электродом в среде защитного газа (GMAW) | MIG отлично подходит для быстрой сварки больших и толстых материалов. Это самый удобный вид сварки для начинающих. Это самый удобный вид сварки для начинающих. | Сварные швыMIG не такие точные, прочные и чистые, как сварные швы TIG. Материалы заготовки должны быть полностью очищены от ржавчины или шлака. |
| Сварка ВИГ – Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) | TIG обладает высокой точностью и универсальностью, что позволяет вам сваривать широкий спектр небольших и тонких материалов. Он отлично подходит для сварки цветных металлов. | Сварке TIGсложнее научиться, что делает ее более медленным процессом с более длительным временем выполнения и более высокими производственными затратами. |
| Сварка стержнем – Дуговая сварка защищенным металлом (SMAW) | Ручная сварка очень универсальна, недорога и проста в освоении. Его можно использовать на различных металлических сплавах. | Расходуемые электроды необходимо часто заменять, а шлак необходимо удалять после сварки, что замедляет процесс. |
| Сварка под флюсом – Дуговая сварка порошковой проволокой (FCAW) | Сварка под флюсомне использует защитный газ, поэтому ее можно использовать на открытом воздухе и в ветреную погоду. Его также можно использовать на различных металлических сплавах. | Присадочный материал дороже по сравнению с другими видами дуговой сварки. Кроме того, при дуговой сварке выделяется больше дыма и дыма, чем при других видах дуговой сварки. |
| Сварка энергетическим лучом (EBW) | Сварка энергетическим лучом позволяет сваривать толстые и тонкие материалы, а также разнородные металлы с разной температурой плавления и проводимостью. Электронная сварка точна и дает сварщику контроль над процессом. | Материалы усаживаются и охлаждаются после соединения, что может привести к растрескиванию и искривлению в месте сварки. |
| Сварка атомным водородом (AHW) | Сварка атомарным водородом может достигать температуры до 4000 ° C, что позволяет сваривать вольфрам, самый тугоплавкий металл. | Сварка атомным водородом заменяется дуговой сваркой металлическим электродом из-за доступности недорогих инертных газов. |
| Кислородно-ацетиленовая сварка | Кислородно-ацетиленовая горелка легкая, компактная и бесшумная. Кислородно-ацетиленовые горелки могут легко резать железосодержащие материалы толщиной до 8 дюймов. Вы можете использовать кислородно-ацетиленовый газ для резки, пайки и сварки стали. | Ацетиленовое топливо дороже по сравнению с другими видами топлива. |
| Плазменная дуговая сварка | Горелки для плазменной сваркиобеспечивают полный контроль над дугой и высокое качество сварки. Сварные швы чистые, ровные и прочные. | Оборудование для плазменной сварки стоит дорого, поэтому начальные затраты высоки. Это более специализированный сварочный процесс, который требует больше времени для первоначального обучения. Это более специализированный сварочный процесс, который требует больше времени для первоначального обучения. |
Сварка МИГ
Сварка металлов в среде инертного газа (МИГ) — это процесс дуговой сварки, в котором для получения сварного шва используется сплошной проволочный электрод. Электрод подается в сварочный пистолет и нагревается. Это простой вид сварки для новичков.
Сварка ВИГ
Сварка вольфрамовым электродом в среде инертного газа (ВИГ) представляет собой процесс дуговой сварки, в котором для получения сварного шва используется неплавящийся вольфрамовый электрод. Это точная форма сварки, позволяющая сварщику регулировать силу тока и расход газа. Сварка TIG наиболее эффективна для более деликатных материалов и может использоваться для сварки как черных, так и цветных металлов.
Сварка электродом или дуговая сварка
Сварка электродом – это процесс ручной дуговой сварки, в котором используется расходуемый электрод, покрытый флюсом, для выполнения сварного шва. Он обеспечивает прочные сварные швы и хорошо работает с более толстыми материалами. Это универсальный сварочный процесс, он прост в настройке оборудования и, как правило, прост в освоении.
Он обеспечивает прочные сварные швы и хорошо работает с более толстыми материалами. Это универсальный сварочный процесс, он прост в настройке оборудования и, как правило, прост в освоении.
Сварка под флюсом
Сварка под флюсом — это полуавтоматический или автоматический процесс дуговой сварки, в котором используется плавящийся электрод с непрерывной подачей. Электрод содержит флюсовый сердечник, который обеспечивает защиту сварного шва от атмосферы, что делает его очень портативным и универсальным.
Плазменно-дуговая сварка
Плазменно-дуговая сварка образует электрическую дугу между неплавящимся электродом и заготовкой. Процесс характеризуется высокой температурой и концентрацией энергии, что позволяет сварщику выполнять глубокие и узкие швы на высоких скоростях.
Ацетиленовокислородная сварка
Ацетиленокислородная сварка использует горючие газы и кислород для сварки или резки металлов. Кислород повышает температуру пламени, обеспечивая локальное плавление материала заготовки.
Какой тип сварного шва самый прочный?
Ни один тип сварки не является самым прочным среди всех видов сварки. Самый прочный сварной шов зависит от типа металла, толщины материала и ожидаемой весовой нагрузки на сварной шов. Сварка TIG обеспечивает самые чистые сварные швы в обычных условиях, потому что большее количество присадочного металла попадает непосредственно в соединение и производит меньше брызг. Он также идеально подходит для более тонких материалов, требующих более точных сварных швов. Сварка MIG обеспечивает наиболее стабильные сварные швы и является самым простым типом сварки для начинающих. Сварка под флюсом создает самые прочные сварные швы в более толстых материалах. Проволока с флюсовой сердцевиной позволяет сварному шву остывать медленнее, что создает более прочное и стабильное сварное соединение.
Какой вид сварки следует изучить?
При определении типа сварки, который вы должны изучить, вы можете спланировать тип материалов, с которыми вы хотели бы работать, количество времени, которое вам нужно для обучения, и ресурсы, которые у вас есть. Сварка MIG — самый удобный вид сварки для начинающих. Это более быстрый процесс, которому легко научиться и который прощает ошибки. Сварка TIG — это более медленный процесс, который требует больше времени для освоения и обеспечивает более точные сварные швы на различных типах материалов.
Сварка MIG — самый удобный вид сварки для начинающих. Это более быстрый процесс, которому легко научиться и который прощает ошибки. Сварка TIG — это более медленный процесс, который требует больше времени для освоения и обеспечивает более точные сварные швы на различных типах материалов.
Каким видам сварки можно научиться в Крусибле?
The Crucible обучает начальных и продвинутых классов четырем различным видам сварки: кислородно-ацетиленовой газовой сварке, дуговой или электродуговой сварке, сварке MIG и сварке TIG. Начните с начального курса по сварке MIG или попробуйте все четыре типа на нашем курсе «Изучение сварки». Crucible также предлагает курсы сварки TIG для начинающих и продвинутых, которые познакомят вас с работой с различными материалами. В классе дуговой сварки вы узнаете, как использовать электрическую дугу для создания тепла для плавления и соединения металлов. Дуговая сварка — отличный метод для сложных соединений и положений сварки. Курс кислородно-ацетиленовой сварки Crucible научит вас сваривать с использованием тепла, выделяемого горящими газами. Кислородно-ацетиленовая сварка – один из самых универсальных видов сварки. Вы можете использовать его для сварки железа или стали, а также использовать тепло для резки, пайки и сварки металлов. Он пригодится для удаления ржавчины или окалины с металлов, а также для ослабления заржавевших гаек и болтов.
Кислородно-ацетиленовая сварка – один из самых универсальных видов сварки. Вы можете использовать его для сварки железа или стали, а также использовать тепло для резки, пайки и сварки металлов. Он пригодится для удаления ржавчины или окалины с металлов, а также для ослабления заржавевших гаек и болтов.
Виды сварки Часто задаваемые вопросы
Какой вид сварки лучше?
Тип сварки, который подойдет вам лучше всего, зависит от вашего опыта, материалов и проектов. Сварке MIG, как правило, легче всего научиться. Сварка TIG — это более медленный и точный процесс, который работает со многими различными типами материалов. Дуговая и кислородно-ацетиленовая сварка обеспечивают прочные сварные швы на толстых материалах и могут работать на открытом воздухе и под водой.
В чем разница между сваркой MIG и TIG?
При сварке MIG и TIG используется дуга для создания тепла и сварки металлов; однако разница между ними заключается в способе использования дуги. MIG использует проволочный сварочный электрод, который постоянно перемещается по сварочному аппарату на катушке для выработки тепла. TIG использует вольфрамовый электрод, который создает электрическую дугу между горелкой и материалами.
TIG использует вольфрамовый электрод, который создает электрическую дугу между горелкой и материалами.
Какому способу сварки легче всего научиться?
Сварка MIG, как правило, самый простой вид сварки для начинающих. Сварочные аппараты MIG используют подающую проволоку, которая проходит через аппарат с заданной скоростью. Это делает процесс относительно быстрым и обеспечивает стабильные сварные швы.
Какому виду сварки труднее всего научиться?
Сварка ВИГ является самой сложной формой сварки для изучения по целому ряду причин. Процесс сварки TIG медленный и требует времени, чтобы привыкнуть к нему новичку. Сварщику TIG требуется ножная педаль для подачи электрода и управления переменным током, удерживая при этом устойчивую руку у сварочной горелки. Это дает сварщику больше контроля над процессом, но новичку может потребоваться больше времени для обучения.
Продолжить изучение металлических направляющих
Из этого вводного руководства по кузнечному делу с механическим молотом узнайте, как работать с механическим молотом. …
…
Подробнее →
Задумывались ли вы, чем занимается литейный цех? Узнайте о разнице между черными и цветными металлами и о том, как начать литейную карьеру….
Подробнее →
Узнайте о различных способах литья бронзы в литейном и ювелирном производстве, а также о том, как начать работу, из этого руководства для начинающих. к бронзовому литью….
Подробнее →
Узнайте о различных типах литья по выплавляемым моделям, от металлов до стекла, и о том, как начать работу, из этого руководства для начинающих по литью по выплавляемым моделям….
Подробнее →
Узнайте, как построить собственное кузнечная кузница и станьте кузнецом с помощью этого пошагового руководства….
Подробнее →
Узнайте все, что вы хотели знать о литье металлов от типов форм до различных методов литья….
Подробнее →
Вы можете научиться сваривать металл
Еженедельно в Крусибле проводятся новые занятия по сварке.
Производство металлической мебели
Изготовьте единственную в своем роде металлическую мебель для вашего дома! Помимо основной сварки MIG, этот курс фокусируется на проектировании и изготовлении функциональных и привлекательных с эстетической точки зрения. ..
..
Узнать больше и зарегистрироваться →
Молодежная сварка TIG I
Сварка TIG (вольфрам в среде инертного газа) — это высокоточный метод сварки. Это позволяет выполнять чистые и целенаправленные сварные швы на любых материалах, от сверхтонких до очень толстых. Вы узнаете…
Узнать больше и зарегистрироваться →
Сварка ВИГ I
ВИГ (вольфрам в инертном газе) или GTAW (дуговая сварка вольфрамовым электродом в газе) — это тип сварки, обычно используемый для тонких работ и цветных металлов. В нем используется источник питания переменного/постоянного тока,…
Узнать больше и зарегистрироваться →
Лаборатория сварки MIG и TIG
Лабораторные занятия являются большим преимуществом, эксклюзивно для участников Crucible! Практикуйте навыки, которые вы изучаете в классе, и открывайте новые возможности в своем ремесле. Инструкция не предоставляется…
Узнать больше и зарегистрироваться →
Скульптура из стали
Узнайте, как сваривать стальные скульптуры, на этом занятии по развитию творческих навыков и созданию проектов. Используя сварочный аппарат MIG, плазменный резак и кислородно-ацетиленовую горелку, вы получите…
Используя сварочный аппарат MIG, плазменный резак и кислородно-ацетиленовую горелку, вы получите…
Узнать больше и зарегистрироваться →
Молодежная сварка MIG
MIG (металлический инертный газ) — наиболее распространенный вид современной сварки . Это процесс, при котором сварочный аппарат фокусирует электричество на движущейся металлической проволоке, которая подается через шланг…
Узнать больше и зарегистрироваться →
Молодежная дуговая сварка I
Научитесь сплавлять, резать, гнуть и придавать форму металлу. Это интенсивное введение в дуговую сварку, также известную как дуговая сварка, и резка кислородно-ацетиленовой горелкой преподается техническим специалистом. Hour Tasters — отличный способ изучить новую форму искусства без более глубокой приверженности полному курсу. После базового ознакомления со сваркой металлов в среде инертного газа (MIG) плазменная…
Узнать больше и зарегистрироваться →
3-часовой дегустатор: дуговая сварка
3-часовой дегустатор — отличный способ изучить новую форму искусства без более глубокого изучения полного курса.