Инструкция по подбору рабочего давления для различных краскопультов
Перед тем, как начать самостоятельно производить окраску с помощью такого инструмента, как краскопульт – им необходимо научиться пользоваться. Одно из главных умений, которые понадобиться, конечно, кроме «твёрдой руки», — это умение регулировать давление для краскопульта сжатого воздуха. Процесс относительно простой, но необходимый, иначе ровного слоя, без погрешностей в виде шагрени или подтёков не добиться.
Типы краскопультов
Содержание статьи
В первую очередь, необходимо определить – какой непосредственно краскопульт используется. Они бывают для низкого давления, среднего и высокого. Для автомобильных ремонтных работ эффективнее использовать краскопульты низкого давления LVLP, имеющих небольшую ёмкость для краски, и использующих низкое давление – примерно 2-2,5 атмосферы.
Такие краскопульты позволяют расходовать краску с невысокой скоростью. От этого её гораздо легче дозировать – сам процесс медленнее, от чего проще. Конечно, это удобно, когда используется при работах, не связанных с короткими временными промежутками и высокой скоростью работы. Для производства такие не подойдут. Там больше подходит краскопульт высокого давления, в котором применяется сжатый воздух, с давлением вплоть до 56 атмосфер. Но высокое давление позволяет расходовать краску с высокой скоростью, при ручной работе это проблема, особенно когда мало опыта. А вот на конвейере – в самый раз.
Но в случае необходимости проведения окрасочных работ большого объёма (например – окраска автомобиля полностью) – возможно лучше использовать краскопульты низкого давления HVLP, имеющих больший объём ёмкости для краски, при низком рабочем давлении.
Промежуточное значение занимают краскопульты для среднего давления (4-5 атмосфер), которые в ходу у профессиональных маляров. У них достаточно большой расход краски, чтобы можно было легко контролировать её расход при работе, получая качественный слой, при минимальных временных затратах. Только чтобы с таким работать – требуется не только твёрдая рука, но и достаточный уровень опыта.
Но в любом случае необходимо подобрать рабочее давление краскопульта, чтобы результат был качественным. Сделать это несложно – нужно лишь немного терпения и внимательности. А также технические возможности.
Давление воздуха для краскопульта регулироваться может как непосредственно на самом краскопульте, так и компрессором (имеющим встроенный редуктор). На дорогих моделях есть множество регулировок, зато на самых бюджетных немного. Оптимальнее выбрать «золотую середину», что позволит достаточно точно настроить устройство, чтобы получить качественный результат.
Настройка краскопульта
Итак, регулируем давление в краскопульте при покраске, иначе не виден результат. Конечно, процесс производится не при окончательных работах, а на тестовой поверхности. Оптимально в качестве таковой использовать лист плотного ватмана, прикрепив его на ровной поверхности, например – на стене.
В целом процесс аналогичен для любого типа оборудования, неважно – краскопульт низкого давления используется, или высокого. Технология, в общих чертах, одинакова. Также такая регулировка необходима для любых покрасочных работ, ведь параметры зависят от краски (её вязкости, текучести и т.д.). Потому лучше регулировку выполнять непосредственно перед работой, на той краске, которой будет производиться окончательная обработка. Имеется в виду именно та смесь, а не марка. Т.е. необходимо развести краску перед работами с небольшим запасом, и на ней произвести регулировку.
Сам процесс регулировки необходимо производить сверху вниз, т.е. начиная с минимального значения давления, постепенно добавлять его, добиваясь оптимального результата. Тестовое окрашивание должно получиться таким образом, чтобы «пшик» покрывал поверхность ровным слоем, без «забрызгивания» краёв. Не должно получаться мелких или крупных капель, а также подтёков. Если получаются подтёки – то давление высокое, следовательно, высокий расход краски. Когда слишком много капель – давление низкое. Здесь необходимо найти оптимальный баланс.
В целом невозможно сказать, – какое давление нужно для краскопульта определённой марки и конкретной краски. Слишком много параметров, влияющих на конечные значения. Потому наиболее точен тот результат, который получен экспериментально. Ведь невозможно развести как саму краску в особо точных пропорциях (кроме того она постепенно высыхает и твердеет, что повышает её вязкость), да и сами краскопульты сильно отличаются от эталона, причём от экземпляра к экземпляру.
Ещё не стоит лениться качественно, промывать инструмент, после использования. Ведь остатки краски в калиброванных каналах могут менять характеристики. Кроме того они могут раствориться свежей краской, после чего настроенный краскопульт станет «красить» по-другому – процедуру настройки придётся повторять. На качестве и стабильности результата это никак положительно не скажется.
Дополнительные нюансы
Немало зависит и от применяемого компрессора. Дело в том, что накачка воздуха в таковых происходит в импульсном режиме (если, конечно, он не турбинный, но это редкость), а потому давление воздуха «пляшет» в небольших пределах, но с высокой частотой. На конечном результате это может сказаться плачевно. Потому стоит уделить внимание подбору хорошего агрегата.
Сгладить пульсации помогает своеобразный конденсатор (т.е. ресивер). Чем большей он ёмкости – тем лучше сглаживание. Кроме того модели с несколькими активными элементами (например – двухпоршневой, в противофазе) позволяет ещё более существенно снизить пульсации. Потому наиболее оптимальный вариант – это двухпоршневой компрессор, с ресивером, имеющим объём более 20 литров.
Также не стоит забывать об осушке и фильтрации воздуха. Без этих элементов не получить качественную лакокрасочную поверхность. Да и пыль может вовсе забить тонкие каналы краскопульта (и компрессору ресурса не добавит). А влага может конденсироваться в самых неподходящих местах, например – непосредственно в самом краскопульте, успешно попадая, впоследствии, в лакокрасочный слой.
krasimauto.com
Какое давление нужно для покраски краскопультом
Какие параметры регулируют работу краскопульта?
Все современные разновидности пневматических краскопультов имеют три регулирующих работу параметра:
От величины параметров зависят: производительность, коэффициент переноса, тонкость распыления материала, однородность нанесения.
Давление воздуха
К чему ведёт увеличение давление воздуха?
Увеличение давления воздуха при заданном диаметре сопла ведёт к:
- увеличению производительности
- улучшению тонкости распыления
- понижению коэффициента переноса
В свою очередь, производительность и коэффициент переноса определяют экономичность использования оборудования.
 |
|---|
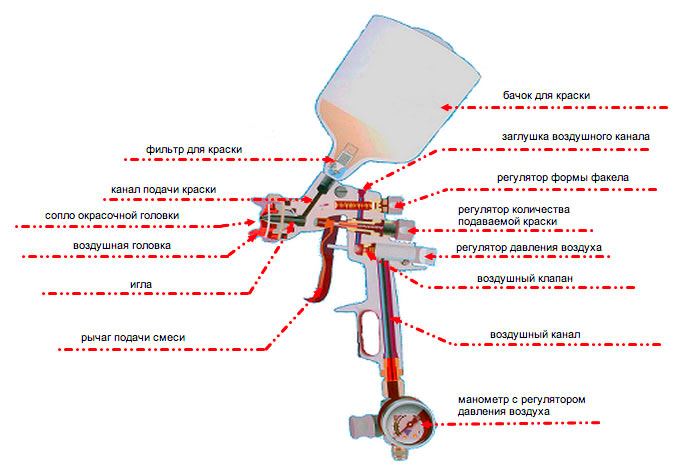
| Рис. 1. Настройка краскопульта, основные узлы краскопульта |
Оптимальные величины давления воздуха на входе для различных модификаций пистолетов :
- для традиционных пистолетов высокого давления рекомендуется величина около 3 атм.
- для пистолетов пониженного давления (LVLP) — около 2.5 атм.
- для пистолетов низкого давления (HVLP) — 2 атм.
 |
|---|
| Рис. 2. Манометр для мониторинга и измерения давления воздуха на входе в краскопульт |
К чему приводит повышение давление воздуха на входе в краскопульт?
Повышение давления воздуха на выходе на 0.5 атм. приводит к увеличению потерь на образование тумана до 10-20%.
Если посмотреть на отпечаток факела пистолета, то видно, что в центральной его части материал доносится до детали в жидком виде, а вокруг — область сильно осушенного тумана.
При повышении давления выше оптимального уровня размеры отпечатка жидкой фазы практически не растут, а размеры туманного отпечатка могут увеличиться значительно. При уменьшении давления ниже оптимального падает производительность, весь отпечаток «съёживается».
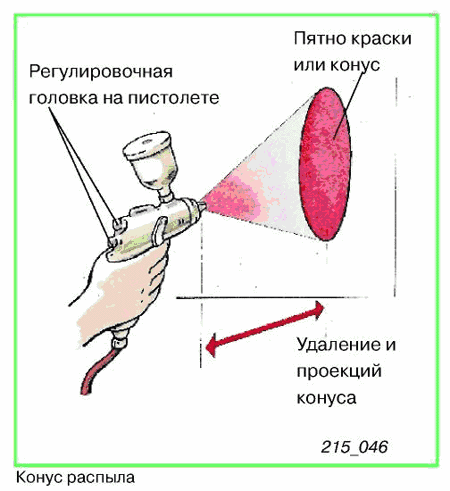
Давление и расстояние от сопла до окрашиваемой детали, какая связь?
С величиной давления воздуха связан ещё один важный параметр — расстояние от сопла пистолета до окрашиваемой детали.
Чем меньше давление, тем ближе можно подносить пистолет к детали без риска нарушить образующееся покрытие потоком воздуха из пистолета.
Оптимальное расстояние можно приближённо выразить зависимостью: L(см)=10хР (атм.). Например, при давлении 2.5 атм. это 25 см.
Диаметр сопла краскопульта
Чем меньше сопло, тем меньше давление воздуха, необходимое для распыления ЛКМ, но, естественно, тем меньше и производительность.
Как определить количество материала, которое вытекает из сопла краскопульта определённого диаметра?
Известно, что количество материала, вытекающего из сопла диаметром d (производительность) при оптимальном давлении пропорционально d в степени 2.36.
Получается, что, например, из сопла диаметром 1.8 мм должно вытекать за одно и то же время в 1.8 раз больше материала, чем из сопла диаметром 1.4 мм.
 |
|---|
| Рис. 3. Сопло краскопульта L VLP диаметром 1,4 мм |
К чему ведёт увеличение диаметра сопла при неизменном давлении ?
Увеличение диаметра сопла при неизменном давлении ведёт к снижению потерь ЛКМ на образование тумана.
Для большинства применений оптимальный диаметр сопла :
- при нанесении морилок 1.4 мм
- при нанесении грунтов и лаков — 1.8 мм
- для водоразбавимых грунтов/лаков наружного применения — 2.2.-2.5 мм.
Ширина факела
Регулировка ширины факела пистолетов осуществляется за счёт перераспределения воздуха в отверстия «рожек» распылительной головки.
К чему ведёт расширение факела краскопульта ?
- несколько падает производительность (уменьшается давление воздуха в центральном отверстии распылительной головки)
- уменьшается коэффициент переноса (растет туманообразование)
- растёт неравномерность факела
 |
|---|
| Рис. 4. Формы факела для краскопультов разного типа |
Какая форма сечения факела краскопульта оптимальная?
Исходя из вышеизложенного оптимальная форма сечения факела — не самая вытянутая, она зависит от вида работы и от типа пистолета.
Самый экономичный факел имеет минимальную ширину, при которой удается добиться равномерности нанесения, обычно это 12-15 см.
 |
|---|
| Рис. 5. Правильная и неправильные формы факела краскопульта |
Диагностика краскопульта по форме факела
К Вашему вниманию интересная схема, которая позволяет по дефекту формы факела определить неисправности окрасочного пистолета.
Приветствуем Вас уважаемые автолюбители на страницах Pokrasymavto.ru!
Мы очень рады, что вы зашли на страницу, посвященную автомалярным работам своими руками. Подборка материалов на нашем сайте поможет вам стать настоящим профессионалом в такой непростой области, как покраска автомобиля своими руками!
Стать профессионалом автомалярного дела вместе с Pokrasymavto.ru!

Стать профессионалом автомалярного дела вместе с Pokrasymavto.ru!
Как известно, косметический ремонт время от времени требуется любой машине. Царапины, коррозия, облупившаяся краска, вмятины… все эти мелкие недочеты можно исправить и самостоятельно, если точно знать, как правильно подступиться к делу. Безусловно, чтобы стать профессиональным автомаляром, недостаточно только закупиться пульверизатором с краской. Нужно еще и точно соблюдать технологию процесса нанесения эмали. Обо всех этапах покраски авто, создания аэрографии, а также об исправлении недочетов кузова, мы вам подробно расскажем в наших статьях.
Кузовные работы — относительно просты, если сравнивать их с починкой других деталей автомобиля. Поэтому на косметический ремонт вы можете выполнять теперь самостоятельно, не прибегая к помощи профессиональных автомаляров и экономя немалое количество средств. Мы не только расскажем вам, как выполнять те или иные действия, но и подкрепим рассказ о покраске автомобиля своими руками видео-материалами.
Что вы найдете на Pokrasymavto.ru?
Мы собрали в одном месте материалы, которые максимально полно раскрывают тему покраски авто. Вы найдете у нас всю информацию, касающуюся кузовных работ: от технологии удаления царапин до процесса нанесения аэрографического рисунка на поверхность кузова.
На сайте Pokrasymavto.ru вы найдете следующие информационные разделы:
- Аэрография.Мы всесторонне раскрыли вопрос о том, как самостоятельно нанести рисунок на свой автомобиль. Вы узнаете о разных технологиях аэрографии и сможете выбрать ту, которая покажется вам наиболее простой и надежной.
- Дефекты покраски автомобиля. Из этого раздела вы узнаете обо всем, что касается «подводных камней» в таком непростом деле, как покраска автомобиля. Мы описали, пожалуй, все типичные и нетипичные ошибки, которые совершают многие начинающие автомаляры.
- Материалы для покраски автомобиля. Как правильно выбрать краску и лак из огромного многообразия материалов, представленных в специализированных магазинах? Как правильно подобрать оттенок для закрашивания небольшого дефекта кузова, чтобы он никак не выделялся? Эти и другие вопросы мы подробно раскрыли в данном разделе сайта Pokrasymavto.ru.
- Оборудование для покраски автомобиля. Можно приобрести дорогостоящее оборудование и инструмент для покраски авто в специализированном магазине. А можно сделать его своими руками. Поверьте, это совсем не трудно. Мы подскажем вам, как собрать компрессор, краскопульт и другое оборудование своими руками.
- Покраска салона автомобиля. Безусловно, косметического ремонта требует не только кузов машины. В салоне тоже нередко встречаются недостатки, которые требуют устранения. Вы можете не обращаться в автосервис по вопросу приведения в должный вид машины изнутри, а выполнить работу по покраске автомобильного салона своими руками. Мы подскажем вам, как ровно и красиво покрасить потолок, переднюю панель и другие элементы салона.
- Покрасочная камера своими руками. В этом разделе вы найдете максимально полную информацию, которая касается покрасочных камер: начиная от того, что это такое, до технологии сбора камеры своими руками. С помощью материалов, размещенных на нашем сайте, вы сможете самостоятельно сделать расчеты и собрать покрасочную камеру, в точности соблюдая все технические требования.
- Технология покраски автомобиля. Видов покраски автомобиля очень много. Технология нанесения краски будет различаться в том случае, если вы покрываете ею крышу, крыло, двери, а также диски или отдельные детали машины.
Мы подготовили самый полный рассказ о том, как выполнить покраску автомобиля своими руками. Видео вам поможет быстрее освоить ту или иную технологию нанесения краски и рисунка на поверхность кузова.
Покрасьте автомобиль своими руками и сэкономьте Ваши деньги!

Покрасьте автомобиль своими руками и сэкономьте Ваши деньги!
Мы не задавались целью создать учебник для автомаляра. Сайт Pokrasymavto.ru — это заметки в помощь человеку, который решит сэкономить средства на обращении в автосервис и выполнить несложные работы своими руками. Пошаговая инструкция по подготовке, покраске, сушке и т. д. автомобиля будет понятна даже новичкам.
Мы тщательно следим за тем, чтобы информация на страницах сайта была изложена не только очень доходчиво и максимально просто, но и профессионально. Чтобы в статьях не было допущено ни малейших ошибок, способных негативным образом сказаться на конечном результате покраски вашего автомобиля.
Почему многие доверяют только материалам, размещенным на Pokrasymavto.ru?

Почему многие доверяют Pokrasymavto.ru?
Мы любим автомобили и знаем многое об их ремонте. Наша цель — создать информационный ресурс, способный помочь даже начинающему автомобильному мастеру выполнить покраску автомобиля своими руками на отлично.
В оперативном порядке команда наших авторов готовит статьи, максимально полно освещая вопросы относительно покраски автомобиля своими руками, который интересен именно вам. Задайте любой вопрос по кузовным работам и получите на него исчерпывающий ответ!
Наиболее универсальный инструмент для покраски авто – это краскопульт. При его помощи можно восстановить как ЛКП всей машины, так и ее отдельного элемента. В данной статье мы поговорим о том, как правильно подобрать давление для покраски авто при работе с этим устройством.

Типы краскораспылителей
Работая краскопультом, необходимо учитывать то, как должно регулироваться его давление для того или иного вида окраски. От этого будет зависеть качественность результата работ. Например, чрезмерно высокое давление ведет к излишнему расходу краски и подтекам, очень низкое – понизит качество нового ЛКП.
Существует три типа краскораспылителей:
- Краскопульты низкого давления – 2-2.5 атм. Такое оборудование имеет несильный напор струи, вследствие этого расход краски экономичен. Главный недостаток – чтобы работать с подобным краскопультом, необходим мощный и громоздкий компрессор. Еще один большой минус – довольно низкое качество получаемого покрытия.
- Краскопульты, имеющие среднее давление. Данный тип устройств оптимален для подавляющего большинства автомалярных работ. Такой краскораспылитель имеет разные величины давления на его входе и головке. Вследствие этого, для работы с подобным оборудованием подходят любые компрессоры. Краска же расходуется экономно, а покрытие получается качественным.
- Краскораспылители, имеющие высокое рабочее давление – до 56 атм. Основной минус данного типа устройств – неоправданно большие потери красящего состава, они могут составлять до 60%.
Обратите внимание, что каждая модель краскопульта обладает своим набором регулировок. Чтобы напор подачи при покраске авто был оптимальным, обязательно ознакомьтесь с ними перед работой.

Есть три основных типа регулирующих механизмов, которые обычно имеет краскопульт:
- Регулятор открытия форсунки (хода иглы), предназначенный для подачи и варьирования количества ЛКМ.
- Регулятор подачи воздуха. Он отвечает за более точную настройку подачи сжатого воздуха на выходе устройства.
- Механизм, регулирующий форму факела. При его помощи подбирается оптимальная форма распыления краски.
Типы краскопультов по международной классификации
Международная классификация краскопультов более подробна. Она выделяет следующие типы устройств:
- HP (High Pressure) – краскопульты, имеющие ВД
- HVLP (High Volume Low Pressure) – краскопульты высокого рабочего объема и НД
- LVLP (Low Volume Low Pressure) – устройства низкого объема и давления
- LVMP (Low Volume Middle Pressure) – оборудование низкого объема и среднего давления
- RP (Reduced Pressure) – устройства НД
- MP (Middle Pressure) – краскопульты, имеющие среднее давление
- HTE (High Transfer Efficiency) – оборудование, обладающее высокой эффективностью передачи
Следует отметить, что специалисты считают оптимальным типом краскораспылители системы LVLP. Основные их положительные качества:
- Небольшое потребление сжатого воздуха
- Качественное распыление краски по поверхности
- Невысокая чувствительность к возникающим иногда перепадам давления в компрессоре
Автомобиль необходимо красить в 3 слоя. Давление при этом должно составлять 3-4 атмосферы, в среднем. Более низкие либо высокие показатели могут испортить конечный результат малярных работ.
Регулировка подачи воздуха
Приготовив ЛКМ, залейте состав в краскопульт и начинайте подбирать давление для покраски автомобиля. Закрепите кусок ватмана на стене и произведите на него несколько тестовых распылений. Подстраивать уровень подачи необходимо до того момента, пока вы не сможете нанести на поверхность ватмана тонкий равномерный слой краски, не имеющий подтеков.
Подбирать давление нужно индивидуально в каждом конкретном случае. Зависит это от нескольких факторов: типа и марки краски, ее вязкости, вида и модели краскопульта и пр. Вследствие всего этого, установить норму, необходимую в вашем случае, проще всего экспериментально – в ходе постепенного и плавного добавления сжатого воздуха и последующего анализа тестовых окрашиваний.
Например, если краска не распыляется, а покрывает картон крупными либо мелкими каплями, то нужно прибавить воздуха. Когда факел на поверхности имеет форму восьмерки, это говорит о том, что подача воздуха чрезмерна, иными словами – напор слишком высокий. Регулировать подачу воздуха можно несколькими способами:
- При помощи механизмов, расположенных на самом краскораспылителе
- С помощью съемного регулятора, он, как правило, входит в комплект устройства и в ходе малярных работ надевается на его ручку
- Подбор подачи сжатого воздуха механизмом на ресивере там, где к нему подсоединяется шланг
Главная ваша задача, когда регулируется подача воздуха при покраске авто – это найти его оптимальную величину, при которой факел краскораспылителя будет обладать красивой растянутой формой, без вкраплений и брызг. Необходимо, чтобы красящий состав распылялся по участку отпечатывания факела равномерно. Лишь тогда можно говорить о том, что давление подобрано правильно, и вы можете начинать покраску автомобиля.
Стоит отметить, что качественные краскораспылители, существенно облегчающие регулировку давления и настройку формы факела, стоят достаточно дорого. Вследствие этого, они доступны далеко не всем автовладельцам. Поэтому лучшее решение для самодеятельного автомаляра – приобрести краскопульт среднего класса, имеющий оптимальное соотношение качества и цены.
litezona.ru
Неправильная форма факела краскопульта. Причины и устранение

В одной из прошлых статей мы разобрались, как правильно настроить краскопульт и каким должен быть отпечаток окрасочного факела для корректного, равномерного распыления краски. Что же делать, если форма факела не соответствует эталону?
Сегодня вы узнаете
Напомним, что при полной исправности и правильной регулировке краскопульта, окрасочный факел должен оставлять на тестируемой поверхности след равномерно нанесенной краски, по форме напоминающий вытянутый эллипс или прямоугольник со скругленными краями. Его боковые стороны ровные, без каких-либо впадин и выступов, а лакокрасочный материал равномерно распределен по всей площади отпечатка.

Если же процесс распыления идет некорректно и в форме отпечатка факела наблюдаются отклонения, прежде всего, не стоит впадать в панику — зачастую причины этого весьма тривиальны, например несбалансированное соотношение подачи воздуха и краски, или неверно подобранная вязкость лакокрасочного материала. Конечно, могут быть причины и посерьезнее, например засорение, повреждение или износ деталей краскопульта (воздушной головки, сопла, иглы).
В любом случае диагностику причин всегда нужно начинать с малого — возможно, элементарное доразбавление краски или чистка краскопульта избавит вас от покупки новой воздушной головки или сопла.
Давайте рассмотрим наиболее часто встречающиеся отклонения окрасочного факела от нормы и разберемся, какие меры нужно предпринять для их устранения.
Форма «восьмерки» и «двойной восьмерки»

Сильное сужение факела в центре возникает, как правило, из-за недостаточной подачи краски или слишком высокого давления распыления. По этим же причинам факел может принимать форму «двойной восьмерки». Подобные дефекты факела чаще возникают при работе с материалами низкой вязкости с низким сухим остатком, чем с высоковязкими.
Решением такого рода проблем может стать увеличение подачи материала с помощью соответствующего регулятора на корпусе окрасочного пистолета или уменьшение давления на входе.
Переизбыток краски в центре или на краях

Чаще всего причиной такого рода дефектов является слишком сильная подача материала. Причем здесь есть интересная особенность: если в распылителях конвенциональной системы при чрезмерной подаче краски будет наблюдаться ее переизбыток в центральной части отпечатка, то на пистолетах систем HVLP и LVLP материал стремится перераспределиться ближе к краям. Попробуйте уменьшить подачу краски и повторите «тест-напыл».
Причиной переизбытка материала в центре факела также может стать слишком высокая вязкость краски или низкое давление на входе. Так что не забудьте проверить вязкость лакокрасочного материала и установить рекомендованное давление на входе в краскопульт.
«Грушевидная» или «банановидная форма»

«Грушевидный» отпечаток с утолщением в его верхней или нижней части вызван, скорее всего, засорением или повреждением воздушной головки, сопла или воздушных каналов. По этой же причине может наблюдаться смещение лакокрасочного материала влево или вправо («банановидный профиль»).
Здесь нам важно понять, что именно засорилось. Чтобы определить это, поверните воздушную головку на 180° и повторите «тест-напыл». Если отпечаток тоже перевернулся, значит виновата воздушная головка. Снимите ее и промойте растворителем (смотрите постер внизу статьи). Если форма отпечатка не изменилась — причина в засорении или повреждении дюзы.
Чистить воздушную головку и сопло лучше специальными ершиками и иголочками, которые продаются в отдельных комплектах специально для мойки краскопульта.

Набор для чистки краскопульта DeVilbiss
Если подобных аксессуаров в наличии нет, можно воспользоваться какой-нибудь мягкой щеткой и деревянной палочкой (исключительно деревянной!), заточенной под маленькие отверстия воздушной головки, или же зубочисткой.
Ни в коем случае не используйте для чистки краскопульта металлические предметы (щетки, скрепки). Они могут повредить головку и сопло!
Пульсирующий или дрожащий факел

Если факел вибрирует, струя становится прерывистой и нестабильной, а лакокрасочный материал бурлит в бачке, причин может быть несколько. Как всегда, начнем с малого.
Прежде всего отметим, что подобная нестабильность факела часто встречается на пистолетах с нижним бачком. Если вы работаете таким пистолетом, возможно, дело в недостаточном количестве краски в бачке или слишком большом наклоне распылителя, в результате чего краскозаборная трубка не погружена в лакокрасочный материал и он не поступает должным образом. Добавьте в бачок краски или поверните краскозаборную трубку на 180° и распыление снова будет идти корректно.
На пистолетах с верхним бачком струя также может терять стабильность при большом наклоне (например при покраске различных труднодоступных мест), поэтому старайтесь сильно не наклонять распылитель в таких случаях.
Также обратите внимание на вентиляционное отверстие в крышке бачка — возможно, оно просто засорилось. Прочистите его и факел вновь стабилизируется.
Однако причины могут быть и посерьезнее. Например, плохо затянутая или поврежденная у основания дюза. Выкрутите ее и проверьте резьбу на предмет повреждений и «заминания» витков. Если дюза в порядке — просто хорошенько затяните ее.
Дело может быть и в игле краскопульта — в ее сильном износе, засорении засохшими остатками краски или недостаточно плотном креплении. Для начала снимите ее и прочистите, если это требуется. Смажьте сальник крепления иглы специальной безсиликоновой (обязательно безсиликоновой!) смазкой. Иногда такая смазка идет в комплекте к краскопульту. Также смажьте пружину окрасочной иглы. Если не помогло, замените сальник и подтяните винт крепления, но не перетягивайте его, чтобы не нарушить свободного хода иглы.
Причина также может быть в засорении каналов подачи краски. Тщательно промойте каналы мягким ершиком при снятой игле, воздушной головке и дюзе, после чего обдуйте краскопульт сжатым воздухом.
Как видите, в большинстве случаев причины неправильной формы факела устраняются элементарно. Достаточно правильно настроить краскопульт и подобрать нужную вязкость ЛКМ. Также не забывайте своевременно и тщательно ухаживать за своим краскопультом, уважайте и любите его, и он ответит вам взаимностью.
Бонусы
Полноразмерные версии изображений откроются в новом окне при нажатии на картинку!
Возможные дефекты факела, причины и методы устранения

Обслуживание и уход за краскопультом


artmalyar.ru
Давление для краскопульта при покраске автомобиля
Для качественного окрашивания собственного авто применяется краскопульт. В отличие от устаревших инструментов, он содержит многие преимущества, как то: избавление от потеков краски, сокращенные сроки работы и удовлетворяющий результат даже в труднодоступных местах. Как устроен краскопульт, и чем руководствоваться при самостоятельном выборе – разбираемся подробно.
Распылитель краски может быть разной формы и цвета
[contents h3]
Устройство и принцип работы краскопульта
Простая модель для покраски авто состоит из емкости, регулировочного устройства механизма, схемы подачи ЛКМ и воздуха на распылитель, состоящий из головки, иглы, и мундштука. Курок начинает и останавливает работу.
Многообразие моделей краскопультов подчиняется одной схеме: из бачка краска поступает в регулировочную зону, где контролируется количество средства и положение конуса. Затем, под давлением компрессорного воздуха порция краски выталкивается из краскопульта по соплу. Об этом подробнее:
- Краскопульт низкого давления до 2–2,5 атм. Из названия понятно, что напор струи не силен, следовательно, расход краски экономичный и рациональный. Тем не менее существенные недостатки присутствуют: плохое качество покрытия, из-за не успевающей совершиться адгезии и необходимость использовать компрессор для подачи воздуха. Последнее устройство дорогое и громоздкое. Занимает достаточную площадь, хотя,скорее всего, понадобится один раз. Приобретение выгодно для покраски составных частей авто в разобранном виде.
- Краскопульт высокого давления до 56 атм. Преимущество в скорости окрашивания, ровном покрытии, но недостаток – неоправданно большой расход краски до 60% не делает его лидером среди продаж. Его используют в заводских условиях на конвейерных лентах.
- Распылители среднего давления с разными показателями. Оптимальная модель для любых малярных работ и потребители выбирают этот вариант под собственные нужды – аппарат используют не только при работе с машиной. Покрытие становится качественным и потери краски несущественны.
Модели содержат наборы функций, ознакомившись с которыми, владелец должен до приобретения. Возможно, прогрессивные варианты никогда не будут использованы в полной мере, а стоимость некоторых довольно высока.
Как выбрать краскопульт
Параметры, на которые обращают внимание при покупке, существенно влияют на результат покраски собственного авто. Естественно, требуется удовлетворяющая оценка, поэтому стоит внимательно рассмотреть нижеследующее:
- Материал изделия. Существуют прочные приборы из пвх, к тому же недорогие. Однако частота использования и химический состав средств способны нарушить оболочку и регулировочный механизм краскопульта, отчего дальнейшее использование невозможно. Поэтому будущему владельцу важно рассматривать для работы варианты из сплавов металла – алюминия или никеля. Такие модели долговечны и устойчивы к проявлениям порчи – от механической до химической.
- Герметичность корпуса. Она обуславливается наличием качественных уплотнительных прокладок. Резина, каучук, тефлон – даны в порядке увеличения прочностных качеств и соответственно цены.
- Положение бачка для краски. Верхнее позволяет мастеру работать с наибольшим удобством. Нижнее – экономит лакокрасочное покрытие. Сменный бачок долговечнее, так как без труда промывается по окончании работы и используется для нескольких цветовых решений.
- Тип привода. Пневматический краскопульт потребует наличия компрессора для выработки давления воздуха, что влечет за собой расходы на оборудование. Это невыгодно, особенно если он используется редко. Считается оптимальным приобретением для владельцев небольших автомастерских и сервисов техобслуживания.
Электрический привод.Краскопульт,как и всякий прибор,работает от домашней сети, что удобно – потребуется только удлинитель. Производительность аппарата завоевала популярность среди потребителей и для домашних нужд выбирается именно он.
Ручные краскопульты. Давление создается с помощью рычага и фильтра с рукавом. Маломощны, отчего расход краски хоть и небольшой, но результат далек от идеала – потеки, непрокрасы и прочие дефекты. Хорош для минимального косметического ремонта машины.
Чтобы выбрать краскопульт, требуется знать технологию окрашивания и состав ЛКП – некоторые модели предназначаются только для лака или грунтовки, а другой состав требует иного аппарата.
Определение оптимального давления
Чтобы результат окрашивания впоследствии удовлетворил владельца авто, важно правильно настроить краскопульт. Для этого регулируют подачу воздуха и состава краски или лака экспериментальным путем. Пользуются листом бумаги, укрепленным на стене. Далее, заполняют бачок ЛКМ и проводятся несколько тестовых распылений. Они покажут следующее:
- Крупные или мелкие брызги говорят о минимальном вхождении воздуха. Его увеличивают на компрессоре или с помощью входного шланга.
- Выброс краски в форме восьмерки поможет определить давление в краскопульте как избыточное. Воздух уменьшают регулятором на ручке или тем же инструментами – подающим шлангом или параметрами на компрессоре.
- Отсутствие адгезии – не прилипание состава к поверхности бумаги. Говорит о плохом смешивании компонентов краски или расслаивании в результате долгого простоя. При этом даже с оптимальным давлением, результата не произойдет.
Качественно и правильно красить машину получится, если в результате экспериментов факел будет иметь красивый растянутый вид без образования отдельных капель и потеков. Имеет значение и приготовленный состав краски – вязкость, например. Поэтому перед заливкой, средство важно развести подходящим растворителем.
В заключение важно сказать, что прогрессивные модели краскопультов легко меняются на бюджетные, если нанесение краски уже проводилось доморощенным мастером, и эксперименты по окрашиванию повторялись неоднократно.
ПОСМОТРЕТЬ ВИДЕОИНСТРУКЦИЮ
Добиться идеального результата получится и с недорогим аппаратом.
krasimavtomobil.ru
Техника покраски автомобиля

Преодолев долгий и тернистый путь подготовки нашего кузова, мы, наконец, подошли к завершающему и наиболее ответственному этапу кузовного ремонта — покраске. В прошлый раз мы сделали последние приготовления: замаскировали, обезжирили и обдули наш кузов, разбавили и отфильтровали краску, отрегулировали краскопульт. Чтобы довести дело до конца, нам остается лишь правильно нанести отделочное покрытие. Итак, с гордо надетым респиратором и краскопультом наперевес, отправляемся на встречу судьбе… Вперед!
Сегодня вы узнаете
Покраска автомобиля — процесс непростой. Высококвалифицированные мастера, обладающие истинной компетентностью и навыками, позволяющими получать стабильно отменные результаты, — на вес золота.
Успех в этом нелегком деле зависит только от вашего опыта, и чтобы этот опыт заработать, вам потребуются длительная практика, терпение, и настойчивость в достижении цели. Однако одним усердием автомобиль не покрасишь — необходимо знать основы, которые позволят овладеть мастерством нанесения лакокрасочных материалов, совершив меньше ошибок.
Сегодня мы поговорим об основных принципах, которым необходимо следовать при покраске автомобиля или его элементов. Начнем с вопроса, который, скорее всего, возникнет первым, как только вы возьмете в руки краскопульт.
Как правильно держать краскопульт?
Для получения качественного результата при окрашивании пистолет всегда должен быть расположен правильным образом — под прямым углом к окрашиваемой поверхности (продольная ось сопла должна быть ориентирована перпендикулярно поверхности).
Особенно важно соблюдать это положение при покраске больших поверхностей. Если это правило игнорировать и краскопульт наклонять, не соблюдая прямой угол, окраска будет идти неравномерно: в одной части факела расстояние до поверхности будет меньше (краска ложится толще), а в другой — больше (краска ложится тоньше).
На металликах, особенно светлых, это неминуемо приводит к возникновению полос и облаков, на одноцветных эмалях и лаках — к неравномерной ряби, перекосам слоев и другим дефектам.
На рисунке ниже показано правильное и неправильное (зачеркнутое крестиком) положение краскопульта.

Правильное и неправильное удерживание краскопульта
Расстояние до окрашиваемой поверхности
Расстояние от краскопульта до объекта окраски должно составлять:
- для распылителей высокого давления (конвенциональных) — не менее 20-25 см;
- для HVLP — 10-15 см;
- LVLP/RP — 15-20 см.
Меньшее расстояние для распылителей низкого давления (HVLP и LVLP) по сравнению с конвенциональными обусловлено тем, что при высоком давлении создается факел «треугольной» формы, и достаточно широким и равномерным он может стать лишь на приличном удалении краскопульта от поверхности.
Кроме того, высокое давление распыления обуславливает большую скорость движения частиц краски в факеле, а значит, при небольшом расстоянии до поверхности очень большими будут потери ЛКМ при распылении.
Для современных краскопультов характерны меньшее давление распыления, другая форма факела (тюльпанообразная) и, соответственно, меньшее расстояние до поверхности.

Визуально прикинуть расстояние до окрашиваемой поверхности вам поможет собственная ладонь — ее ширина со сжатыми пальцами составляет приблизительно 12 см, а с растопыренными — 20 см. С опытом вы будете чувствовать и автоматически выбирать правильное расстояние.

Несоблюдение дистанции при покраске грозит следующими неприятностями.
- Если держать распылитель слишком близко, концентрация краски на единицу окрашиваемой площади будет выше, а слой, соответственно, толще. При этом возможны подтеки, перекосы слоев и эффект «апельсиновой корки».
- Если держать распылитель слишком далеко, возрастает степень туманообразования и снижается перенос ЛКМ на поверхность. Это приводит к перерасходу материала, а покрытие получается чрезмерно «сухим» и шероховатым.

Нарушение рекомендованного расстояния до окрашиваемой поверхности
Траектория движения краскопульта
Окрашивание ведется горизонтальными движениями: первый проход слева направо, следующий — справа налево и так далее. Пистолет следует перемещать максимально параллельно окрашиваемой поверхности (на неизменном расстоянии), рука не должна описывать никаких дополнительных круговых движений. Если пистолет ходит по дуге, краска будет ложиться неравномерно — там где пистолет был ближе слой будет толще, и наоборот.

Также обращайте внимание на форму детали и не забывайте всегда сохранять одинаковую дистанцию.

И всегда помните про прямой угол!

Степень перекрытия факела (overlap)
Стандартом считается перекрытие одного прохода другим на две трети. Как показывает практика, такая степень перекрытия наиболее оптимальна и позволяет избежать одного из основных дефектов покраски, вызванного недостаточным перекрытием факела — полос разнотона, особенно на металликах.

Оптимальная степень перекрытие факела — 2/3
Скорость движения краскопульта
Рекомендуемая скорость перемещения краскопульта вдоль окрашиваемой поверхности составляет приблизительно 40-50 см/сек. То есть на детали среднего размера один проход от края до края занимает около 2 секунд (можно вспомнить музыкальное «и раз, и два» 🙂 ). Эта величина вполне допускает некоторые отклонения и может варьироваться с учетом:
- размера окрасочного факела;
- степени его перекрытия;
- расстояния до окрашиваемой поверхности;
- настроек и производительности краскопульта (подача краски, размер сопла, давление).
Например, можно быстрее перемещать краскопульт с большей подачей краски или медленнее с меньшей и получить идентичные по всем показателям покрытия. Или, не меняя подачи краски, можно быстрее вести краскопульт с большим перекрытием факела или медленнее с меньшим — результаты окраски будут схожи. Так что, как видите, готовых рекомендаций не существует и каждому маляру может быть присущ свой стиль работы, своя методика нанесения ЛКМ.
При перемещении краскопульта важно сохранять постоянную скорость: движение не должно замедляться по краям детали и не должно ускоряться в центре. Работайте хладнокровно и расчетливо.
Покраска панельной детали
С базовыми моментами разобрались, теперь можно рассмотреть особенности покраски конкретной детали. Пусть это будет панельный элемент прямоугольной формы, без резких изменений рельефа поверхности. Например — снятый капот.
Если есть возможность, панель лучше всего разместите вертикально, с небольшим наклоном от себя. Высота расположения детали должна быть такой, чтобы не работать большую часть времени, стоя на цыпочках, но и не сгибаться в три погибели. Перед покраской займите удобное положение, при котором вы сможете, практически не сходя с места, дотянуться до всех участков окрашиваемой детали.
Проверьте, хватает ли размаха руки при ее движении от крайнего левого до крайнего правого положения для перекрытия ширины панели за один проход. Все прикидки лучше производить с краскопультом в руке.
Как мы помним, окрашивание ведется путем нанесения на поверхность с расстояния 15-20 см горизонтально ориентированных полос, образующихся при движении пистолета слева направо и обратно.
Начало движения и включение краскопульта
Начинать движение пистолета следует немного в стороне от верхнего левого края детали с частично нажатым спусковым крючком, что обеспечит подачу чистого сжатого воздуха. Немного не доходя до начала детали, нажмите рычаг до конца, открыв подачу краски. Никогда не делайте этого, уже дойдя до края панели — это наверняка приведет к образованию «сухого края». Держите рычаг полностью нажатым на протяжении всего прохода над деталью до момента перехода за ее противоположный край.
Как только вы перешли за противоположный край, частично отпустите рычаг, прервав подачу краски (подача воздуха продолжается). Сместите окрасочный пистолет вниз на расстояние, обеспечивающее нужную степень перекрытия полос и двигайтесь в указанном порядке в обратном направлении.
Корректировку расстояния от краскопульта до поверхности, скорости его движения и степени перекрытия полос необходимо производить в процессе нанесения, мгновенно реагируя на малейшее отклонение процесса окраски от нормального режима, обеспечивающего получение идеально равномерного слоя.
Определение момента нажатия спускового механизма — один из важнейших факторов овладения покраской. Не переживайте, немного попрактиковавшись, вы будете не задумываясь контролировать этот процесс на уровне рефлексов и интуиции.

Каждый проход нужно начинать и заканчивать немного в стороне от детали. Начало и окончание прохода прямо напротив окрашиваемой поверхности недопустимо.
Контроль за состоянием получаемого покрытия производят исключительно визуально — по световому блику, возникающему на окрашенной поверхности при отражении ею света осветительных приборов. Поэтому чрезвычайно важно обеспечить интенсивное круговое освещение окрашиваемого объекта.
И еще один момент. Для обеспечения качественного покрытия по верхнему краю панели первый проход нужно сделать так, чтобы только нижняя половина окрасочного факела попадала на панель, а верхняя его половина находилась выше края панели.
Техника «Последний штрих». Покраска крыльев, дверей
Более сложной является покраска деталей с явно выраженными наружными и внутренними углами (например крыльев). Успешно справиться с этой задачей нам поможет так называемая техника «последний штрих». Также она используется, когда необходимо покрасить деталь с обеих сторон.
Суть ее заключается в том, что вначале прокрашиваются внутренние части детали, торцы и внешние углы, и только потом — лицевая часть. Такая техника позволяет получить качественное покрытие, избежав перепыла на лицевой части детали, и немного снизить расход краски.
Возьмем, к примеру, переднее крыло.
- Сначала идем по торцам: прокрашиваем верхнюю площадку (места болтовых соединений).
- Затем переходим на передний торец (место под поворотник).
- Уходим вниз, прокрашивая колесную арку и все нижние торцы.
- Переходим к торцу, который смотрит на переднюю дверь. С торцами всё.
- Теперь красим всю лицевую поверхность крыла. Вуаля, крыло покрашено!
С дверью то же самое. Чтобы опыл не испортил лицевую часть, красим сначала внутреннюю сторону и торцы, а лицевую часть — в последнюю очередь.
Покраска наружных углов и торцов
Еще одной особенностью такого элемента, как крыло, является наличие границы резкого излома его поверхности в месте перехода на горизонтальный участок. Существует пару правил, которые следует соблюдать при окрашивании таких участков. Это касается также всех прочих панелей, имеющих подобные резкие перегибы, изломы, ребра жесткости.
Во-первых, следите, чтобы вместе с углами одновременно прокрашивалась и часть лицевой стороны. Факел должен охватывать и там и там — таким образом мы создадим «переход». После того, как углы прокрашены, окончательно красим лицевую поверхность.

Во-вторых, нанесение покрытия на таких участках следует производить только периферийной зоной факела, а не его центральной частью, так как это приводит к образованию потеков. Поэтому вначале, особенно при недостатке опыта окрашивания, стоит мысленно спланировать маршрут таким образом, чтобы он соответствовал данному правилу.
Покраска внутренних углов
Если красить внутренний прямой угол одним вертикальным проходом, захватывая обе стороны от угла, как показано на рисунке ниже, такое покрытие получится неравномерным (на стенках краски будет больше, а в углу — меньше). Во многих случаях такая работа будет удовлетворительной, но для более высокого качества рекомендуется второй способ.

Для получения более качественного покрытия, каждая сторона угла окрашивается отдельно. Первым вертикальным проходом окрашиваем одну сторону угла, после чего горизонтальными проходами красим основную поверхность. С другой стороны проделываем то же самое, стараясь не заходить на уже окрашенную смежную зону.

Покраска длинных (широких) поверхностей
Если окрашиваемая поверхность настолько длинная, что размаха руки не хватает, чтобы перекрыть ее за один проход не сходя с места, такие поверхности следует окрашивать удобными для ручной досягаемости секциями шириной примерно 50-90 см каждая. Секции должны накладываться одна на другую примерно на 10 сантиметров.

Длинные поверхности могут также окрашиваться и вертикальными движениями, однако процесс окраски лучше контролируется именно при горизонтальных движениях — они более естественны для маляра.
Покраска горизонтальных поверхностей (капотов, крыш)
Окрашивая горизонтальные поверхности (капоты, крыши), движение нужно начинать с ближнего левого края детали и постепенно, проход за проходом (так же горизонтальными движениями), продвигаться вперед от себя. При этом допускается небольшой наклон краскопульта в сторону распыления, чтобы направить окрасочную пыль к дальнему краю детали. Последующие проходы скроют ее и мы получим отличное покрытие без опыла.

Если деталь слишком длинная и вы не достаете к ее дальнему краю, ее нужно красить с двух сторон. Сначала по вышеописанной схеме доходим до середины, после чего сразу же переходим на другую сторону детали и продолжаем красить уже от середины к себе. По такой схеме красятся крыши, капоты, багажники.

Наклоняясь над деталью, нельзя касаться ее поверхности частями тела, одеждой, шлангом и т.д. Шланг лучше придерживать свободной рукой за спиной.
Покраска тонких деталей («ресничек», молдингов)
Окрашивая различные тонкие детали, важно подобрать оптимальный факел, чтобы и деталь охватывал полностью, и излишнего перепыла не давал. В центре нижнего рисунка показана наилучшая форма факела для окраски подобных деталей.

Покраска ажурных деталей (решеток, сеток)
Различные решетки (например решетка радиатора) окрашиваются с двух сторон, вертикальными проходами под определенным углом, как показано на рисунке ниже. Во время прохода нужно следить, чтобы окрасочный факел покрывал одновременно и наружную часть и торцы перегородок.

Если нужно покрасить какое-нибудь плетеное изделие, сетку (например сетку воздухозаборника), окраску нужно вести под еще более острым углом. При больших объемах работ и невысоких требованиях к качеству покрытия (например, если красится проволочная сетка на огороде 🙂 ), сзади можно подставить какой-нибудь щит — краска от него будет отбиваться и покрывать заднюю часть сетки. Это хоть и снизит качество, но заметно сэкономит лакокрасочный материал.

Кстати, окраска заборов из штакетника, просечки и т.д. — это одна из лучших тренировок. Попробуйте-ка покрасить хотя бы одну секцию из просечки или штакетника с полным прокрасом всех участков и при этом не наделать потеков…
Покраска круглых и цилиндрических деталей
Тонкие детали цилиндрической формы (трубки и т.д.) идеально окрашиваются круглым факелом, вертикальными проходами в три или четыре этапа. Если факел более вытянуты вертикально, скорость проходов нужно увеличить, чтобы избежать подтеков.

Цилиндрические изделия большого диаметра по сути окрашиваются также, как и плоские, с той лишь разницей, что секции должны быть короче.

Цилиндры маленького диаметра лучше окрашивать вдоль, вертикальными проходами.

Принцип непрерывного окрашивания
При непрерывном окрашивании распылитель включается в начале распыления и удерживается включенным, пока деталь не будет полностью покрыта краской. Этот принцип в определенных случаях значительно повышает производительность окрасочных работ, позволяя в единицу времени окрашивать максимальное количество деталей.
Например, колесные колпаки можно закреплять на специальной вращающейся оправке и окрашивать каждый колпак за один непрерывный проход.

Поскольку колпак вращается, нам остается лишь удерживать спусковой механизм, а когда основная часть колпака окрасится (начиная от центра), небольшим движением переместить распылитель на 5 см вниз, чтобы завершить окраску колпака по всей ширине.
На рисунке ниже показано как за счет принципа непрерывности можно окрасить объемную и плоскую поверхность. В обоих случаях распылитель остается включенным до конца операции покраски.

Техника «Брызги»
Иногда, при окраске очень неудобных и труднодоступных мест, например каких-нибудь недосягаемых участков моторного отсека, на помощь может придти техника «брызги». Подачу воздуха на краскопульте нужно убрать, а факел уменьшить до минимального размера. Краска при этом будет брызгать из сопла тонкой струйкой и ее можно «залить» туда, куда иным способом добраться не представляется возможным. Разумеется, ни о каком качестве окраски при этом не может быть и речи, но когда к этой технике прибегают — оно там, как правило, особо и не нужно.
Полная покраска автомобиля. Маршрут окраски
Окрашивание всего автомобиля или большей его части осуществляется отдельными зонами, протяженность которых грубо определяется размахом руки мастера. При этом возникает необходимость плавного сопряжения окрашиваемых участков, что достигается их частичным перекрытием. В общем, тут действуют те же правила, что и при покраске длинных/широких поверхностей. Главное помнить, что участки сопряжения зон не должны совпадать с местами стыка разных панелей.
При выполнении сложных и ответственных операций существует всеобщее правило, которое обязательно для исполнения как начинающими мастерами, так и профессионалами: семь раз отмерь, один отрежь. 🙂 Подчиняясь этому правилу, даже опытные маляры перед началом покраски несколько раз обходят машину, примериваются, обращают внимание на особенности поверхности, отмечают наиболее коварные места кузова.
Перед началом полной перекраски машины должен быть предварительно разработан ее маршрут. Нужно четко знать, в какой последовательности вы будете продвигаться, иначе действия в процессе покраски будут хаотичными, а ее результат — весьма непредсказуем.
Начинать полную перекраску автомобиля нужно с крыши. Если крышу оставить напоследок, окрасочная пыль подпортит свежеокрашенные капот и крышку багажника. Опыл же на крыше не так заметен. На рисунках ниже представлено несколько последовательностей полной окраски автомобиля.


Маршрут окраски с завершением у открытой передней двери (требуется маскирование салона)


Допустим, вы были прилежным учеником и вам удалось с помощью рекомендаций, приведенных в статье, нанести первый слой краски. Однако на этом ваши старания не заканчиваются, поскольку таких слоев обычно должно быть несколько. Последующие слои наносятся по такой же методике. При этом нужно соблюдать одно правило — предыдущий слой краски должен подсохнуть.
Сколько времени должен подсыхать предыдущий слой и сколько вообще слоев материала наносить вам подскажет технологическая инструкция к тому или иному лакокрасочному материалу, а также соответствующие статьи нашего сайта (например эта, эта и эта).
Надеемся, изложенная информация поможет вам добиваться при покраске действительно «блестящих» результатов!
Резюме по технике покраски
- Краскопульт следует держать под прямым углом к окрашиваемой поверхности.
- Расстояние до окрашиваемой поверхности для конвенциональных распылителей составляет 20-25 см, для распылителей с низким давлением (HVLP) — 10-15 см, для пистолетов систем LVLP/RP — 15-20 см.
- Скорость движения краскопульта вдоль окрашиваемой поверхности в среднем составляет 40-50 см/сек. То есть один проход от края до края средней детали занимает около 2 секунд.
- Окрашивание производится путем нанесения на поверхность горизонтально ориентированных полос, образующихся при движении пистолета слева направо и обратно.
- Распылитель нужно вести параллельно окрашиваемой поверхности. Рука не должна описывать никаких дополнительных круговых движений.
- Движение необходимо начинать и заканчивать немного в стороне от окрашиваемой поверхности.
- Оптимальная степень перекрытия факела составляет 2/3.
artmalyar.ru
Покраска краскопультом: как правильно выполнить
Получить ровную приятную глазу поверхность при окрашивании простыми методами не всегда удается даже опытному маляру. Проблема с качеством кисти, направление движения валика, и широкие мазки всегда будут видны на окрашиваемой поверхности, при этом расход краски, как ни странно, будет ничуть, не меньше чем при окрашивании с помощью краскопульта. А если еще взять и время, затрачиваемое на работу, то обычные методы будут всегда проигрывать техническому прогрессу. Однако, для работы с краскопультом нужна не только сноровка и умение, но и теоретические знания, необходимые для успешной работы.
Содержание
Строение и предназначение краскопульта
Подготовка к работе поверхности и оборудования
Основные техники покраски простых поверхностей
Техника окрашивания сложных поверхностей
Из чего состоит краскопульт и для чего предназначен

Малярное искусство, а умение правильно накладывать слои краски на поверхность – это во многом действительно искусство, имеет несколько современных технологий использования сжатого воздуха и давления в резервуаре с краской для окрашивания поверхностей. Самыми распространенными краскопультами для покраски сегодня выступают:
- Малярный краскопульт для нанесения побелки и окрашивания водорастворимых красок и составов;
- Профессиональные краскопульты для покраски автомобилей, оборудования и других объектов требующих профессионального окрашивания;
- Бытовые краскопульты, работающие от компрессора;
- Бытовые модели, совмещающие в конструкции и электрический компрессор и краскопульт;
- Баллоны с готовой для применения краской.
Для всех моделей инструмента основной рабочей частью выступает сопло, через которое под давлением выдувается краска, при этом краска рассекается на мельчайшие капли и при нанесении на окрашиваемую поверхность образует ровный равномерно налагаемый слой.
Правда, на этом схожесть в конструкции краскопультов заканчивается. В остальном различия и составляют ту специфику применения, от которой зависит качество окрашиваемой детали.
Профессиональные краскопульты работают от компрессора высокого давления, а готовая для применения краска заливается в емкость, расположенную над клапаном. Открывая клапан, маляр не только открывает поток воздуха, но и открывает дозатор, через который краска подается в емкость для смешивания, а далее в выходное регулируемое сопло. Для получения факела краски необходимого размера профессиональный краскопульт имеет возможность регулировки объема этой камеры и соответственно ширины и длины распыляемого пятна краски. Во время работы с профессиональным краскопультом у многих моделей есть возможность отключения подачи краски и продува канала струей воздуха.
Для бытового использования обычно предлагается краскопульт с баком для краски, расположенным под миниатюрным компрессором. Здесь, схема работы несколько иная, компрессор в виде вибрационного электродвигателя приводит в движение сердечник с помпой, которая создает давление в баке для краски и таким образом выталкивает ее из бака по трубке, в камеру, где краска смешивается с потоком воздуха. Дальше краска под действием потока воздуха попадает в камеру, где установлена пластина с двумя вырезами, расположенными по окружности, таким образом, струя воздуха приобретает вихреобразное движение и через сопло попадает на обрабатываемую поверхность.
По такому принципу сконструированы и малярные краскопульты для окрашивания стен и потолков побелкой или водоэмульсионными составами. Только здесь состав подается под давлением через шланг из ручного насоса.
Окрашивание готовыми красками из металлических баллончиков тоже напоминает работу с краскопультом, но отличие заключается в том, что краска находится под давлением в баллоне, а регулировка струи осуществляется при помощи нажатия на распылитель, под которым находится дозирующий клапан.
Отличие этих краскопультов заключается еще и в том, что рабочее давление в них разное и поэтому краска в факеле получается разной формы:
- В краскопультах высокого давления – факел правильной треугольной формы;
- Для краскопультов, работающих с низким и средним давлением воздушной струи факел формируется бутонообразный с расширенной округлой формой выхода краски у пульверизатора.
Подготовка к работе поверхности и оборудования

Для качественной покраски поверхности независимо от используемого оборудования успех в 90% случаев лежит в качественной подготовке поверхности. Покраска краскопультом с диаметром сопла от 1,4 до 1,6 мм, обеспечивает нанесение на поверхность краски пятна в 15-25 см. при этом слой краски будет равный не больше 1/30 мм. Краска в таком слое при первом прохождении образует ровное наложение основного слоя, поверх которого накладывается слой №2 от второго прохода. Из-за этого, на хорошо подготовленной поверхности, очищенной от пыли и с минимальными изъянами получится ровный гладкий однотонный слой краски. Улучшить поверхность, можно дополнительно ее обработав грунтовкой и повторно зашлифовав, сведя к минимуму изъяны. А вот на поверхности, имеющей пыль после оседания первого слоя краски, будет образованна прослойка, которая при наложении второго слоя краски во многих местах просто «отойдет» образуя пузыри и потеки краски.
Для краскопульта, используемого для малярных работ с побелкой или водоэмульсионными красками, для окрашивания выбираются поверхности очищенные от предыдущих слоев краски. Здесь, при наличии большого слоя побелки при попадании побелки на поверхность происходит размокание поверхности и как следствие побелка может попросту начать отваливаться.
При наличии слоя пыли на поверхности, при высыхании побелка будет приобретать серый цвет, а при использовании колера изменять не только тон, но цвет, вступая в реакцию с реактивами краски.
Для работы с различными видами красок применяются специфические растворители, поэтому необходимо тщательно следовать рекомендациям производителя оборудования и использовать именно те насадки рецептуры, которые рекомендованы. Например, для работы с профессиональными краскопультами и краскопультами бытового назначения не рекомендуется использование водоэмульсионных красок и красок на водной основе. Применение нитроэмалей с растворителями на основе ацетона не рекомендуется при использовании бытовых краскопультов с пластиковыми баками и резиновыми манжетами. Также, многие производители оборудования не рекомендуют использование в качестве основного компонента масляные краски и лаки, с растворителями на основе олифы.
При подготовке к покрасочным работам в обязательном порядке необходимо промыть все рабочие поверхности краскопульта, очистить бак для краски от остатков краски с предыдущих покрасок, разобрать и в случае необходимости радикально очистить сопло от сгустков краски.
Перед началом работ, кроме того, что необходимо подготовить рабочее место, необходимо подготовить и необходимое количество краски. Остановка в работе и приготовление недостающего объема краски чревата нарушением цветовой гаммы окрашиваемой поверхности, чаще всего одна часть будет отличаться от другой части. Многие производители бытовых краскопультов в комплекте инструмента вкладывают мерную лейку для измерения текучести краски, пользование такой лейкой позволяет определить соответствие консистенции краски для условий краскопульта. Приготовление большого объема покрасочного раствора путем смешивания готовой краски и растворителя дает возможность не останавливать процесс покраски и не угадывать с пропорциями краски и наполнителей и растворителей.
Основные техники покраски простых поверхностей

Работа с краскопультом подразумевает не только умение держать инструмент в руке и плавно проводить движения, но и применять различные техники для покраски отдельных поверхностей и геометрических тел.
Основным правилом работы с краскопультом является правило правильного удержания инструмента в руке. Для профессиональных краскопультов при работе с нитроэмалями и алкидными красками принято считать оптимальным расстоянием от сопла инструмента до окрашиваемой поверхности 20-25 см. Для краскопультов среднего и низкого давления расстояние может быть – 15-20 см. Такое расстояние до поверхности дает возможность получать оптимальное пятно окрашивания, на которое приходится 80% от распыляемой краски.
Вторым правилом правильного пользования краскопульта при покраске считается правило держать краскопульт под прямым углом к поверхности, которую красят. Изменение угла в сторону дает на поверхности пятно, в котором основную часть занимает всего 50-70% краски, таким образом, при изменении угла может быть потеряно до 50 % краски, что в конечном итоге приводит к низкому качеству покраски.
Окрашивание плоских поверхностей, обычно делается в вертикальном положении или положении когда заготовка находится внизу, исключением выступают потолочные поверхности. В помещении, где проводится окрашивание не допускается сквозняков, бокового или потолочного отвода воздуха, все это может привести к ухудшению качества покраски, а при окрашивании в естественных условиях на улице обычно выбирают безветренную погоду.
Основными техниками окрашивания выступают работы, связанные с покраской отдельных поверхностей, имеющих простые геометрические формы. Так сложные поверхности столбов, решеток, колон разбиваются на отдельные сегменты и окрашиваются постепенно, нанося краску 2-3 слоями. Проще всего осуществить окрашивание плоской поверхности, закрепленной вертикально. Здесь применяется техника прохода краскопультом 3 раза с перекрытием на 1/3.
Включение краскопульта осуществляется за пределами поверхности примерно в 10-15 см, далее движением слева направо краскопульт перемещается по участку покраски. За первый проход примерно 1/3 факела должна ложиться поверх окрашиваемой поверхности. Выключение краскопульта осуществляется тогда, когда он выйдет за пределы обрабатываемой детали. Следующий слой накладывается с перекрытием 2/3 части полосы покраски вниз, таким образом, за первый проход окрашивается полоса не более 10 см, включается подача воздуха и выключается аналогично – за пределами поверхности. Третья полоса проводится с перекрытием на 2/3 второй полосы. Направление движения лини покраски принимается сверху вниз. В этой технике главное, правильно удерживать инструмент и плавно вести его и не допускать остановок.
Главными ошибками при работе на плоской поверхности выступают:
- Остановка краскопульта на одном месте, когда образуются потеки краски;
- Слишком быстрое движение, когда краска оставляет после себя пропуски и незакрашенные участки;
- Изменение угла постановки краскопульта, в результате чего образуются неравномерно окрашенные участки;
- Включение и выключение инструмента над окрашиваемой поверхностью.
Техника окрашивания сложных поверхностей

К сложным поверхностям относятся поверхности требующие окрашивания с 2 и более сторон и предметы, имеющие сложную поверхность с изломами, изгибами и переходами одной поверхности в другую. Чаще всего в быту такие ситуации бывают когда есть необходимость покрасить крыльцо с перилами, колонны или столбы, окрасить стены с деревянной вагонкой.
В таких случаях техника работы имеет свои особенности. Квадратные столбы и поверхности, имеющие четко выраженный угол изгиба, окрашиваются в три приема – за первый заход окрашивается линия изгиба. Вторым заходом одна из сторон, третьим красится оставшаяся поверхность.
Круглые колонны, условно окрашиваются линиями по сторонам света – сначала проходится южная сторона, потом восточная, далее северная и в конце западная. Если колонна имеет большой диаметр и за один проход условно ¼ поверхности цилиндра колонны не окрашивается, поверхность делится на большее количество секторов.
Изгибы и переходы с мягкими линиями окрашиваются с максимальной аккуратностью и щепетильностью – краскопульт медленно ведется вдоль линии изгиба, максимально повторяя все изгибы и повороты.
Окрашивание решеток обычно делается в два этапа – сначала с лицевой стороны а потом с изнаночной.
vodoprovodnaya.ru
зачем нужен и как используется
Удобство и качество покраски, выполняемой пневматическим краскопультом, во многом зависит от поступающего в него воздуха, а именно, его давления. Стабильность напора воздушного потока, задает форму факела и степень распыления смеси. Снижение давления, уменьшает размер факела и повышает зернистость подаваемого раствора. Для полного контроля подачи воздуха и эффективного использования краскопульта, к нему подключают специальное устройство – манометр, способный не только показать значение давления, но и отрегулировать его по требуемых пределов. Далее, мы познакомим Вас с принципом действия манометра, покажем его основные разновидности и объясним правили его использования.
Принцип действия
Устройства контроля и настройки давления, имеет множество вариантов исполнения, но так как нас интересует только манометр для краскопульта, будем рассматривать именно эту, общетехническую разновидность.
Главным элементом, определяющим силу давления, служит мембрана или трубчатая пружина. Чувствительные элементы частично закреплены в корпусе инструмента, но и имеют подвижную часть, расположенную на пути потока воздуха и соединенную со специальным трибко-секторным механизмом, отвечающим за вращение стрелки. Таким образом, вызванная деформация, позволяет нам определить силу оказываемого на деталь давления.


Говоря об окрасочном оборудовании, регулятор давления воздуха с манометром для краскопульта, практически всегда объединены в едином корпусе. В подобном типе устройств, используются редукторы поршневого типа с пружиной и диафрагмой. Подобный механизм используется, как на механических, так и на цифровых приборах.

Назначение регулятора давления
Главными и единственными функциями манометра с редуктором, являются показ значения текущего давления и его регулировка. Четкое понимание и возможность настройки данного параметра, очень важны при работе с любым пневматическим инструментом, и особенно, с аппаратом для покраски. Регулятор давления краскопульта, позволяет настроить факел распыления смеси, от которого, во многом, зависит весь ход работ. Разумеется, калибровка пульверизатора может производиться и без данного прибора, но только руками опытного матера и за длительный промежуток времени. Большинство маляров, выполняющих профессиональную покраску, всегда устанавливают манометр в рукоять своего пистолета, для быстрой и точной настройки.
Если не устанавливать регулятор давления на краскопульт, и полностью проигнорировать какую-либо регулировку воздушного потока, можно серьезно осложнить себе работу и снизить итоговое качество нанесенного слоя. Очень повезет, если выходное давление воздуха, выходящего из компрессора и проходящего по длинному шлангу, будет близко к оптимальным требованиям. Однако в большинстве случаев, такой удачи не бывает, и факел, либо приобретает форму восьмерки из-за избыточного напора, или хаотично наносит крупные капли краски из-за недостатка давления.

Сложно переоценить пользу манометра в краскопульте, так как этот компактный прибор значительно повышает эффективность эксплуатации. Рекомендуется использовать как в профессиональной деятельности, так и при любительской покраске, если хотите получить хороший результат.
Виды манометров
В эпоху технологий, появилось множество разнообразных измерителей. Современные устройства, могут измерять атмосферное, абсолютное, барометрическое, избыточное, дифференциальное и вакуумное давления. Манометр на краскопульт, показывает значение избыточного давления и относиться к группе общетехнических приборов. Наибольшей популярностью, за свою надежность и автономность, пользуются механические индикаторы, стрелочного типа. В качестве инновации, в индустрию аэрозольной покраски все активнее врываются и электронные приборы с цифровым дисплеем.
Если принцип работы механических измерителей, в целом, вызывает доверие, то надежность и точность электронных аналогов, остаются под вопросом. На самом деле, достоверность показаний в качественных моделях, имеет очень низкую погрешность (до 0.25%). Срок эксплуатации, при бережном отношении и правильном хранении, исчисляется десятками лет. Разумеется, не всем приборам посчастливилось быть собранными из качественных материалов по передовым канонам инженерной мысли, поэтому стоит заранее изучить репутацию производителя. Манометры образцового качества выпускаются под брендами SATA, DeVilbiss, INTERTOOL, STAR.

Делая выбор регулятора давления краскопульта, следует обратить внимание на диаметр резьбы его соединения, который может составлять 1/4 или 1/8 дюйма. Чтобы не использовать переходников, рекомендуется подбирать манометр с резьбой, соответствующей резьбе на рукоятке краскопульта и на конце воздушного шланга.

Оптимальное давление для краскопульта
Поняв принцип действия манометра с регулятором и четко определив его предназначение, можно смело приступать к эксплуатации. Как пользоваться данным устройством и какое выставлять давление для краскопульта для выполнения качественной покраски. В зависимости от конструкции пистолета (его системы распыления), значение располагается в весьма объемных пределах: от 1 бара до 5. Точные показатели рекомендуемого для работы давления, всегда указываются в техническом документе, на коробке и порой даже на корпусе самого пульверизатора.Порой, узнать рекомендуемое давление для покраски краскопультом не выходит, по причине отсутствия документации и информации в интернете. Это распространено для дешевых, преимущественно безымянных, китайских моделей. В таких случаях, определить оптимальный напор воздуха, можно опытным путем, проведя несколько тестовых распылений. Факел правильно настроенного пистолета, имеет форму ровного, вытянутого овала, с равномерным распределением краски и легким размытием по краям.

Определить, какое давление нужно для краскопульта, в приблизительных значениях, можно исходя из его системы распыления. Самыми распространенными, на сегодняшний день, являются: HP (2.5-5 бар), HVLP (2.5-3 бара) и LVLP (2-2.5 бара). Более подробно о настройке пневматического краскопульта, мы рассказали в отдельной публикации.
Советы по работе с регулятором
Использование манометра с редуктором безусловно упрощает процесс покраски, но вместе с этим, влечет за собой некоторые нюансы. Чтобы избежать возможных неудобств, рекомендуется придерживаться следующих правил:• Наилучшим местом крепления манометра, является рукоятка окрасочного пистолета. Если используется влагоотделитель, его рекомендуется устанавливать на нижнюю часть манометра с наружной резьбой. Делается это для получения более точных показаний, так как фильтр может снижать давление до 0.5 бар.

• Сочетание пульверизатора, манометра и отделителя влаги, образовывает весьма громоздкую конструкцию. Работать подобным аппаратом в труднодоступных местах не совсем удобно, поэтому его слегка модернизируют путем установки короткого (10-15 см) отрезка шланга между рукояткой и регулятором. Гибкий элемент позволяет орудовать в более тесных пространствах, без особого снижения давления.

• Если у Вас нет возможности использовать специальный манометр с регулятором давления для краскопульта, можно вычислить приблизительное давление по индикатору, встроенному в компрессор. В таком случае, необходимо учитывать снижение напора воздуха, проходимого через шланг и фильтр. Уменьшение давления в шланге, длиной 10 метров и диаметром 9 мм, будет составлять 0.6 бара. Если установлен фильтр, добавляем к этому значению ещё 0.3 — 0.5 бара. В итоге, если краскопульт требует 2.5 бара входного давления, на манометре компрессора необходимо довести это значение до 3.4 – 3.6 бара.
 Сохраните эту страницу в своей соц. сети и вернитесь к ней в удобное время.
Сохраните эту страницу в своей соц. сети и вернитесь к ней в удобное время.instrumentoria.ru