газовой горелкой, припой, в домашних условиях пошаговая инструкция – Техника пайки на Svarka.guru
Пайка латуни – востребованная технология, отличающаяся универсальностью подхода. В качестве рабочего инструмента можно использовать как паяльник, так и газовую горелку. Процесс не отличается особой сложностью и строгими требованиями. Изучив особенности технологии соединение латунных изделий можно выполнить даже в домашних условиях.Суть технологии и ее особенности
В первую очередь необходимо ознакомится с особенностями процедуры пайки. Данная технология, в качестве способа создания неразъемных соединений, не столь популярна, как сварка, поскольку показатель прочности у пайки несколько ниже.
Образование шва происходит при расплавлении присадочного материала, который называется припоем. После кристаллизации застывший состав надежно соединяет заготовки.
Отличительной особенностью пайки является подход воздействие на рабочую поверхность.
В этом и заключается разница между сваркой и пайкой. При проведении работ, в состав сварочной ванны входят основной металл и присадочный материал. Вместе они формируют шов, что неизменно отражается на качестве металла, который подвергся температурному воздействию. Недаром при строительстве ленточного фундамента каркас крепят с помощью проволоки, а не сварки. Пайка не влияет на параметры основного металла, чем выгодно отличается от прочих технологий соединения.
Выделим основные особенности пайки:
- в качестве присадочного материала используют припой;
- соединяемые изделия не плавятся;
- материалы не взаимодействуют друг с другом;
- походит для соединения миниатюрных элементов.
Метод широко востребован в сфере высоких технологий, благодаря низкому температурному воздействию на поверхность, что является основным показателем для чувствительных к колебаниям температур компонентов плат и электронных схем. Требования к качеству работ изложены в ГОСТе 17325-79.
Требования к качеству работ изложены в ГОСТе 17325-79.
Виды латуни
Существует два типа латуни, отличающиеся химическим составом:
- Двойная. Как следует из названия, сплав состоит из двух элементов – цинка и меди в различных пропорциях. Причем цинк играет роль легирующего элемента. Согласно техническим требованиям, такие составы имеют специальную маркировку, указывающую на тип сплава и процентное соотношение элементов. Например, Л 63 является двухкомпонентным составом, с массовой долей меди 63 %. Содержание цинка не превышает 37 %.
- Многокомпонентная. Специальные составы, содержащие множество примесей, состав которых зависит от области применения. К таким сплавам очень трудно подобрать оптимальный латунный припой, особенно не зная точного соотношения химических элементов в составе.
[stextbox id=’info’]В состав многокомпонентных сплавов могут входить следующие металлы: алюминий, никель, олово, марганец и другие. Такие составы часто называют по наименованию элемента с самым высоким содержанием, например, «алюминиевая латунь».[/stextbox]
Такие составы часто называют по наименованию элемента с самым высоким содержанием, например, «алюминиевая латунь».[/stextbox]
Флюсы
Грамотный выбор флюса – залог качественного соединения. Он очищает поверхность от следов масла, грязи и оксидов и подготавливает ее к пайке. Ввиду особенностей рассматриваемого материала, использовать нейтральные составы на основе спирта и канифоли нецелесообразно. Специалисты рекомендуют применять активный флюс для эффективного удаления оксидной пленки.
Важным фактором является химический состав сплава. Для классического двухкомпонентного материала Л 63 достаточно использовать раствор хлорида цинка в борной кислоте. Для многокомпонентных сплавов лучше приобрести универсальный флюс для работы с латунью – ПВ 209 и ПВ 209Х. При выборе готового состава следует внимательно изучить инструкцию, с рекомендациями по эксплуатации.
Припой
Начинающие мастера не знают, какой припой для латуни выбрать, для достижения наилучших результатов.
Рассмотрим основные марки:
- Для пайки латуни и меди специалисты рекомендуют использовать припои медно-цинковой группы. При выборе следует обращать внимание на температуру плавления. Например, для ПМЦ-48 она составляет 880 Сº.
- Медно-фосфорные припои группы МФ отличаются доступной ценой. Эксплуатационные характеристики несколько ниже, чем у составов с добавлением серебра.
- Группа серебряных припоев ПСр относится к твердым сортам. Полученное соединение отличается высокой устойчивостью к механическим и вибрационным нагрузкам.
При пайке стали латунью используют сплав марки Л-63, который зарекомендовал себя лучше всего. Форма выпуска – проволока латунная для пайки. Его применяют исключительно для работы с твердоплавкими материалами.
Заслуживают внимания латунные припои с флюсом. Их стоимость выше, чем у классических составов, однако цена компенсируется удобством в применении и снижении количества брака в работе.
Приготовление своими руками
Многие мастера предпочитают готовить припой своими руками в домашних условиях. Лучше всего себя зарекомендовала смесь из двух частей серебра и одной части меди.
Лучше всего себя зарекомендовала смесь из двух частей серебра и одной части меди.
После проведения замеров, металл расплавляют в тигле и путем перемешивания добиваются получения однородной массы. Охлаждение проходит в холодной воде.
Готовому припою придается нужная форма, после чего производят зачистку с помощью крупного напильника.
[stextbox id=’info’]Оптимальные размеры тигеля – 20х20. Его основой могут служить графитовые угли из контактных элементов.[/stextbox]
Паяльником
Основная сложность работы с латунью, в отличие от пайки прочих цветных металлов горелкой или паяльником, заключается в оксидной пленке, которая образуется в процессе испарения цинка после нагрева латуни.
Для пайки данного сплава с помощью паяльника, необходим качественный аппарат, мощностью не менее 1000 Вт. Такое требование связано с высокой температурой плавления латуни и используемых припоев. Исключение составляют медные латунные сплавы, температура плавления которых гораздо ниже.
Наилучшим выбором считается паяльная станция, с функцией регулировки температурных параметров. Использование такого оборудование позволяет с легкостью подобрать оптимальные параметры работы без риска перегрева поверхности.
Использование горелки
Для пайки латуни можно использовать газовую горелку. Особые требования предъявляют к размещению заготовки – ее необходимо поместить на поверхность из жаропрочного материала.
Подготовительный этап не отличается от аналогичной процедуры перед пайкой электрическим паяльником.
Процесс начинают с постепенного нагрева поверхности, с целью увеличения смачивающих свойств припоя. После этого заготовку прогревают до рабочих параметров, достижение которых характеризуется появлением характерного красного оттенка на поверхности.
Использование горючего газа не имеет особых преимуществ перед электрическими источниками питания.
Этапы проведения работ
Пошаговая инструкция процесса пайки латуни в домашних условиях имеет следующий вид:
- Очистка и обезжиривание места соединения.

- Обработка поверхности флюсом.
- После завершения подготовительных процедур в зону нагрева вносим припой, измельченный до состояния стружки.
- Начинаем постепенный прогрев поверхности. Важно, чтобы пламя постоянно перемещалось, во избежание перегревов.
- После формирования шва прекращаем обработку заготовку и ждем остывания в естественных условиях.
- Смываем остатки флюса.

Качественные характеристики шва зависят от правильности выбора расходных и присадочных материалов, а также соблюдения требований к технологическому процессу.
Заключение
Для получения качественного соединения необходимо определить состав латуни. На основании полученных данных подбирает флюс и припой для проведения пайки. Работы можно выполнять как электрическим паяльником, так и газовой горелкой.
[stextbox id=’info’]Слесарь-ремонтник 6-го разряда Мовчан Ярослав Евгеньевич. Опыт – 13 лет: «По работе часто сталкиваюсь с необходимостью проведения паяльных работ с латунью простых марок.
автомобильных алюминиевых и медных, выбор паяльника. Как паять латунный радиатор своими руками?
Нарушенная целостность радиатора охлаждения далеко не всегда означает суровую необходимость обращаться в ремонтную мастерскую. На самом деле во многих случаях хозяин, владеющий элементарными навыками пайки, вполне способен устранить возникшую проблему собственноручно. При этом не стоит браться за дело, не вникнув в тему, но с последним мы как раз готовы помочь.
Особенности пайки
В большинстве случаев радиатор охлаждения выполняется из алюминия, но, помимо алюминиевых, реже попадаются еще и медные, латунные, а то и пластиковые модели. Каждый из этих материалов специфичен тем, что предполагает особенности ремонта своими руками, и важно правильно выбирать тактику проведения работ в домашних условиях. В этой статье максимум внимания будет уделен алюминию – как наиболее популярному материалу для изготовления радиаторов для автомобильных двигателей и кондиционеров, но упомянем и альтернативные варианты.
Каждый из этих материалов специфичен тем, что предполагает особенности ремонта своими руками, и важно правильно выбирать тактику проведения работ в домашних условиях. В этой статье максимум внимания будет уделен алюминию – как наиболее популярному материалу для изготовления радиаторов для автомобильных двигателей и кондиционеров, но упомянем и альтернативные варианты.Для алюминия, равно как и для меди, при контакте с кислородом характерно образование тонкой оксидной пленки на поверхности.
В случае с железом сказали бы, что металл заржавел и испортился, но в случае с алюминием и медью оксид хорош как раз тем, что не пропускает коррозию в толщу изделия. Тем не менее, заодно оксид мешает и пайке, потому что для нормального соединения припой должен контактировать непосредственно с металлом. Более того, пайка поверх оксида может спровоцировать как повторное растрескивание, так и дальнейшее расширение поврежденной зоны.
Непосредственно перед пайкой алюминиевый или медный оксид надо удалить, но проблема заключается в том, что он почти мгновенно образуется снова. Удалять его постоянно просто не получится, потому выполнять работы надо под флюсом – особым раствором, который не пропускает воздух к металлу. Хороший флюс разрушает уже образовавшуюся оксидную пленку и не дает образовываться новой.
Благодаря флюсовому покрытию припой не растекается, становится более управляемым. Наконец, «правильный» флюс не вступает в химическую реакцию ни с самим металлом, ни с припоем. У разных производителей рецепт флюса может быть разным, включая различные органические и неорганические компоненты, но важно, чтобы состав соответствовал всем вышеперечисленным требованиям.
Способы
Существует несколько способов ремонта алюминиевых и медных радиаторов, которые принято называть пайкой даже в том случае, если паяльник в процессе не участвует совершенно. Глобально их можно поделить на три большие категории.
Собственно пайка
Наиболее классический, веками проверенный способ ремонта металлических изделий, при котором трещины и ненужные отверстия латают расплавленным припоем. В случае с алюминием можно использовать два наиболее распространенных варианта припоя – либо канифольно-железный, либо оловянно-свинцово-висмутовый.
Именно эти два варианта ремонта радиаторов были вне какой-либо конкуренции в прошлые десятилетия, пока не появились другие способы ремонта печки автомобилей.
В обоих случаях методика отличается довольно высокой надежностью, и хотя радиатор придется снять на время работы, после ремонта деталь сможет прослужить еще очень долго.
Заклеивание
Чаще всего в такой ситуации применяют эпоксидный клей или цемент. Этот вариант сравнительно редко применяют именно для радиаторов охлаждения – он больше актуален в ситуациях, когда ремонт нужен немедленно, а снять поврежденную деталь нельзя. При всей простоте выполняемой процедуры заклеивание нельзя считать полноценным способом ремонта, потому что это именно краткосрочное латание – в ближайшее время радиатор все равно придется паять или полностью заменить.
Холодная сварка
Еще одна методика, в которой слово «сварка» фигурирует в большей степени для красоты, а паяльником на самом деле никто не работает. Этот способ ремонта появился сравнительно недавно, но грозит уже в ближайшее время капитально потеснить классическую горячую сварку, потому что он предельно прост и в то же время достаточно надежен, чтобы за целостность радиатора можно было не переживать.
Выполнить работу можно в кратчайшие сроки практически в любом удобном месте, она напоминает работу с обыкновенным детским пластилином.
Несмотря на довольно широкое трактование пайки в современном понимании, наша статья все же посвящена только классической горячей методике, потому на ней и сосредоточимся.
Инструменты и материалы
Чтобы классическая горячая пайка прошла быстро и легко, а главное – дала ожидаемый результат, есть смысл заранее подготовить все необходимые инструменты и материалы. В качестве таковых обязательно должны присутствовать следующие вещи.
В качестве таковых обязательно должны присутствовать следующие вещи.
- Паяльник. Главный инструмент, без которого пайка невозможна. Выбирать его можно любой конфигурации и размера, лишь бы им было удобно накладывать припой на поврежденный участок радиатора.
- Горелка. В домашних условиях это, скорее всего, будет обыкновенная кухонная плита, но если таковой поблизости нет, надо придумать, чем ее заменить. Необходимость в ней возникает потому, что припой надо расплавить. Топить его будем в тигле из тугоплавкого материала, который тоже должен быть под рукой.
- Припой. Олово в чистом виде, как для пайки во многих других случаях, используют сравнительно редко – куда практичнее оловянно-свинцовая смесь. Кроме того, в качестве припоя может применяться канифоль или даже обыкновенные железные опилки.
- Наждачная бумага. Понадобится для зачистки будущей обрабатываемой поверхности от различных загрязнений и неровностей.
- Спирт и растворитель. Необходимы для полноценной подготовки рабочей поверхности к последующей обработке.

Инструкция
Если ремонт одной лопнувшей трубки еще можно выполнить холодной сваркой, то спаять подводку или починить повредившиеся соты лучше старыми добрыми горячими методами. Если у вас пока нет сварочного опыта, не беда – специально для вас мы составили подробную пошаговую инструкцию того, как выполнить все правильно и без распространенных ошибок.
Подготовка
Вне зависимости от того, с каким припоем вы будете производить пайку, процедура подготовки обрабатываемого радиатора всегда выглядит примерно одинаково. Она предполагает следующие шаги:
- снять радиатор охлаждения, чтобы гарантировать, что в процессе пайки ничто не будет мешать, и вы не повредите другие узлы автомобиля;
- слить из радиатора всю охлаждающую жидкость, убедиться, что ее не осталось внутри, и что она не начнет течь в самый неподходящий момент;
- все обрабатываемые поверхности тщательно вымыть, отмыв с них всю грязь, которая в принципе поддается вымыванию;
- скорее всего, мытьем получится удалить не все загрязнения – то, что останется, надо хорошенько потереть наждачной бумагой, помогая ей в ее работе растворителем;
- очищенную от грязи поверхность надо обезжирить – для этого годится любая жидкость, в составе которой обильно присутствует спирт;
- паять стоит только идеально сухую поверхность, потому после завершения всех манипуляций поверхность радиатора тщательно вытирают досуха.

Технология
С точки зрения технологии, более простым принято считать способ пайки с применением канифольно-железного припоя – хоть он и требует значительного времени и усидчивости, но зато окажется вполне по силам даже стопроцентному новичку. Рассмотрение специфики пайки радиатора охлаждения начнем именно с этого способа.
После того как ремонтируемая поверхность была приведена в готовность к последующей обработке по вышеописанной методике, необходимо приготовить припой.
Оптимальный способ ее приготовления – в специальном тугоплавком тигле на газовой плите, но если повреждение совсем небольшое, и массы надо немного, то теоретически подплавить ее можно даже самим паяльником.
Приготовление припоя начинается с того, чтобы полноценно расплавить канифоль, дождавшись, пока она примет жидкое состояние. После этого к ней подмешивают железные опилки, которые нужно тщательно перемешивать, дабы готовая масса получилась однородной. Специалисты советуют выдерживать пропорцию примерно 2 к 1 с большим количеством канифоли.
Флюс для такой пайки покупается в магазине, торгующем товарами для мужчин «с руками». Не приобретайте любой флюсовый раствор – не имея опыта, лучше потратить время на общение с консультантом, дабы выяснить, какой флюс лучше всего подойдет для того материала, с которым вы работаете, и тех задач, которые вы решаете. Купленного флюса мастеру должно хватить для того, чтобы полностью покрыть обрабатываемую поверхность – возможно, даже с некоторым запасом. Обратите внимание, то флюс наносится еще до начала работы, и по завершении пайки рабочая поверхность тоже должна целиком находиться под ним.
Когда обрабатываемая поверхность полностью спрятана под флюсом, паяльником понемногу набирайте припоя и наносите на латаемую поверхность радиатора.
Тонкость состоит в том, чтобы припой сразу же покрывался флюсовым раствором сверху, иначе все труды пойдут насмарку. Паяльник должен двигаться как бы кругами, подталкивая уже нанесенный припой. Канифоль в составе последнего тоже участвует в разрушении оксидной пленки, потому такие движения помогают накладывать припой непосредственно на металл, а не просто на оксид.
Несмотря на относительную простоту вышеописанного способа, он актуален не всегда – если повреждение довольно крупное, то залатать его указанным способом не получится. Более того, вместо покупки флюсового состава разумнее сделать его самостоятельно – так он получится заметно дешевле. Именно с приготовления флюса и рекомендуется начать – конечно, после того как рабочая поверхность будет подготовлена по всем правилам. Флюс будет поликомпонентным, на основе хлористого калия, которого в составе должно присутствовать 56%. Из других компонентов на долю хлористого лития приходится 23%, криолита – 10%, поваренной соли – 7%, и еще 4% будут отданы сернокислому натрию.
Более того, вместо покупки флюсового состава разумнее сделать его самостоятельно – так он получится заметно дешевле. Именно с приготовления флюса и рекомендуется начать – конечно, после того как рабочая поверхность будет подготовлена по всем правилам. Флюс будет поликомпонентным, на основе хлористого калия, которого в составе должно присутствовать 56%. Из других компонентов на долю хлористого лития приходится 23%, криолита – 10%, поваренной соли – 7%, и еще 4% будут отданы сернокислому натрию.
К созданию флюсового состава надо отнестись максимально трепетно – добейтесь, чтобы все составляющие были вытерты буквально до состояния порошка.
В порошкообразном виде все компоненты старательно перемешиваются до однородного состояния. После этого получившуюся смесь разогревают в тигле до такой степени, чтобы все компоненты расплавились. Получившуюся жидкость не помешает еще раз тщательно вымешать, а затем вылить на место будущей работы.
Получившуюся жидкость не помешает еще раз тщательно вымешать, а затем вылить на место будущей работы.
Приготовления припоя происходит по той же схеме, что и в предыдущем способе, однако, компоненты будут немного другими. В данном случае припой будет состоять из олова с добавлением свинца и висмута, которые тоже плавятся в тигле и в идеале должны быть вымешаны до совершенно однородной консистенции. Далее этот припой точно так же, как и в первом случае, набирают небольшими порциями на кончик паяльника и наносят на обрабатываемую поверхность, не забывая о том, что последняя все время должна пребывать под флюсовым раствором.
Раз уж холодная сварка называется именно так, то рассмотрим и ее, хотя на самом деле в процессе нам совершенно не понадобится ни паяльник, ни припой, ни флюс. Основным материалом для ремонта в данном случае выступит специальный герметик, который может быть как одноцветным, так и двухцветным – во втором случае его необходимо старательно вымешать перед началом работ, чтобы он приобрел однотонную консистенцию. Разминают массу руками – их усилия будет достаточно, поскольку по плотности и сопротивляемости сжатию герметик очень напоминает пластилин.
Разминают массу руками – их усилия будет достаточно, поскольку по плотности и сопротивляемости сжатию герметик очень напоминает пластилин.
Обратите внимание, что субстанция не должна попадать на открытую кожу, поэтому руки обязательно защищают перчатками.
После того как радиатор будет снят и должным образом подготовлен (подготовка не отличается, вне зависимости от того, холодная сварка или горячая), оцените на глаз размеры обрабатываемого повреждения и отделите цельный кусок массы, которого должно хватить на ее перекрытие. Установив кусок герметика на место, прижмите его и тщательно затрите так, чтобы по краям не оставалось видимых швов, трещин или просто слабых мест. Такая задача по затирке выполняется при помощи увлажненного шпателя.
На схватывание герметику в среднем нужно около 5 минут, точное время завершения полимеризации зависит от атмосферных условий, в которых производится ремонт, и специфики состава от конкретного производителя. В процессе застывания на поверхности латки могут периодически образовываться пузыри, связанные с усадкой материала и газообменом между внутренней и наружной стороной радиатора. Игнорировать такие явления не следует – застывая в толще герметика, воздушные пузырьки истончают латку и делают ее менее прочной и долговечной, что не пойдет на пользу ремонту.
В процессе застывания на поверхности латки могут периодически образовываться пузыри, связанные с усадкой материала и газообменом между внутренней и наружной стороной радиатора. Игнорировать такие явления не следует – застывая в толще герметика, воздушные пузырьки истончают латку и делают ее менее прочной и долговечной, что не пойдет на пользу ремонту.
Дабы избавиться от такой проблемы, все 5 минут (или любой другой срок до момента полного застывания герметика) следите за его поверхностью и своевременно разглаживайте воздушные пузырьки шпателем, не забывая увлажнять его, чтобы масса не клеилась к нему. Для дополнительного укрепления место, залатанное при помощи холодной сварки, в некоторых случаях дополнительно прихватывают хомутом. Есть в этом необходимость или нет – решать мастеру, отталкиваясь от масштабов повреждения и кажущейся надежности заплатки.
О том, как запаять алюминиевый радиатор, смотрите далее.
Как паять латунь: советы мастера
В быту нередко встречаются изделия из латуни. Ремонтируя их, владельцам приходится прибегать к технологии пайки. Так как данный способ соединения металлов обладает специфическими особенностями, у новичков в ходе работы могут возникнуть трудности. Поэтому их интересует, как паять латунь. Если знать технологию и соблюдать рекомендации специалистов, с этой процедурой сможет справиться каждый. Информацию о том, как паять латунь в домашних условиях, вы найдете в данной статье.
О составе сплавов
В быту имеется много различных деталей, содержащих латунь и бронзу. Несмотря на внешнюю похожесть этих медных сплавов, они обладают разными составами. Латунь является медно-цинковым сплавом, в который во время производства добавляют олово, алюминий и другие металлы. Бронза – это соединение олова, алюминия, свинца и других веществ с медью. Состав латуни с добавлением олова приближен к бронзе, но в основе металла преобладает цинк.
Несмотря на внешнюю похожесть этих медных сплавов, они обладают разными составами. Латунь является медно-цинковым сплавом, в который во время производства добавляют олово, алюминий и другие металлы. Бронза – это соединение олова, алюминия, свинца и других веществ с медью. Состав латуни с добавлением олова приближен к бронзе, но в основе металла преобладает цинк.
В чем особенности использования медных сплавов
Многие новички задают вопрос, чем паять бронзу и латунь. Интерес обусловлен тем, что пайка сопряжена с некоторыми сложностями. В ходе термического воздействия происходит активное испарение из сплава цинка, в результате чего образуется плотная пленка из цинковых и медных оксидов. Разрушить ее достаточно затруднительно. Как утверждают специалисты, не справится с этой задачей и канифоль.
Мастеру придется воспользоваться специальными флюсами. Если применять оловянно-свинцовый припой, то существует риск, что место соединения будет с низкой механической прочностью. В отличие от медной спайки в данном случае показатель прочности будет в полтора раза ниже. Причина тому – испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
Причина тому – испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
О флюсах
Их задача – удалять с поверхности соединяемых металлов образующуюся пленку и предотвращать ее дальнейшее появление. Согласно отзывам специалистов, для пайки медных изделий подойдет канифоль. Иная ситуация обстоит с латунью. Как правильно паять этот сплав? Какой флюс выбрать? Такие вопросы очень часто задают начинающие. Опытные мастера советуют воспользоваться более «агрессивным» флюсом, чем канифоль. Поскольку в производстве латуни в качестве добавок применяют металлы, для пайки следует брать флюсы с разными составами. Для работы с самыми распространенными марками латуни Л63 и ЛС59 предназначен флюс, содержащий хлористый цинк и борную кислоту. Для ЛКС80 со свинцом и кремнием оптимальным вариантом станет флюс на основе буры, содержащий в своем составе бор, калий и фтор. На прилавках специализированных магазинов имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.
На прилавках специализированных магазинов имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.
О флюсе кустарного производства
Согласно многочисленным отзывам потребителей, данным составом можно работать с разными марками латуни. Приготовить флюс не очень сложно. Нужно взять 20 г порошка буры и смешать с борной кислотой, которой также потребуется не более 20 г. Состав в сухом виде вещества тщательно перемешиваются. Затем смесь нужно залить водой (200 мл). Перед эксплуатацией смесь следует прокипятить и остудить.
О припое
С помощью этого расплавленного металла осуществляется спайка. В жидком состоянии он проникает внутрь паяемых металлов, а затем остывает, в результате чего и происходит соединение. Температура плавления припоя обязательно должна быть ниже температуры плавления самих металлов. Тем, кто интересуется, можно ли паять латунь оловом, опытные мастера рекомендуют использовать припой с хорошей адгезией. Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
О составах припоев
Выбор припоя зависит от марки латуни. Серебряные припои ПСр12-ПСр72, латунные ПМЦ36-ПМЦ54 и медно-фосфорные рекомендованы для латуни с преобладанием в ее составе меди. Если в металле больше цинка, то нужно работать серебряными припоями от ПСр40 не ниже. С фосфористыми составами образуются непрочные фосфорные соединения цинка, что понижает механическую прочность спайки. Для деталей, которые в ходе их эксплуатации не подвергаются ударным воздействиям и вибрации, подойдут латунные припои МПЦ. Отметим, что латунь может легко растворяться, поэтому мастера, используя серебряные и фосфористые припои, должны сократить время нагревания и спайки.
Для работы со стационарно закрепленными деталями (радиаторами и трубами) опытные мастера рекомендуют воспользоваться специальными твердыми припоями со сложными составами.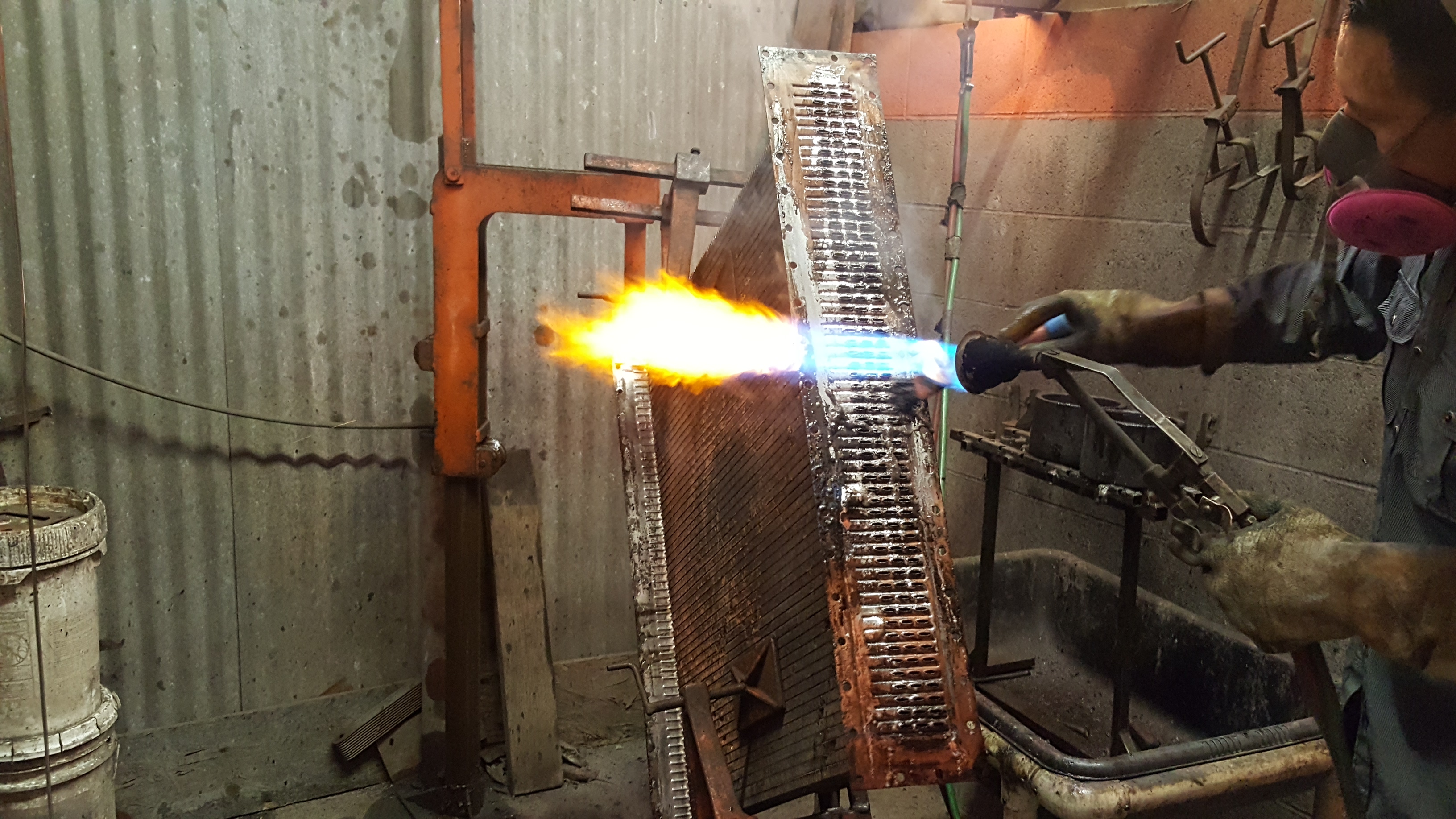 Согласно многочисленным отзывам потребителей, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов. Приготовить припой можно и в домашних условиях.
Согласно многочисленным отзывам потребителей, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов. Приготовить припой можно и в домашних условиях.
Как это сделать
Для пайки латуни лучше всего воспользоваться серебряным припоем. Желательно, чтобы местом плавки был специальный тигель, приспособленный для значительных термических воздействий. В качестве материала для тиглей могут быть использованы контактные угольные элементы для троллейбуса. В нагретом состоянии они не представляют ценности, а домашний умелец может их приспособить для изготовления припоя. В данном изделии следует сделать выемку 20 х 20 мм. Далее к ней следует проделать канавку. Извлекать припой будет легче, если ее ширина составит 0,5 см.
Припой делают из серебра и меди (2:1). После взятия нужного количества металлов их следует поместить в тигель. Их термообработка осуществляется газовой горелкой. Некоторые мастера расходный материал предварительно крошат. В таком случае процедура плавки протекает гораздо проще. Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Как выполнить спайку газовой горелкой
Как паять латунь? Процедура заключается в следующем:
- Перед началом процесса нужно разогреть металлы. Выполняется эта работа на жаропрочных материалах. Специалисты советуют воспользоваться асбестовой пластиной.
- Спаиваемые детали нужно совместить друг с другом.
- Поверхности в месте спаивания тщательно протереть флюсом.
- Произвести нарезку серебряного припоя. В конечном итоге он должен представлять собой стружку, которую следует насыпать на место соединения металлов.
- В газовой горелке отрегулировать пламя. Для схватывания припоя с поверхностями металлов место соединения сначала прогревается слабым огнем.
- Выставить газовую горелку на 750 градусов для основного нагрева. На латунной поверхности должен образоваться красный оттенок. Припоем заполняются все зазоры, далее он растекается по всему месту соединения.
- Выключить горелку и дать время изделию для остывания. Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
- Место соединения промыть, чтобы удалить остатки флюса.
 Припоем заполняются все зазоры, далее он растекается по всему месту соединения.
Припоем заполняются все зазоры, далее он растекается по всему месту соединения.Как паять латунь паяльником
Данный способ является самым распространенным, потому что его выполнить проще всего. Тому, кто не знает, как паять латунь паяльником в домашних условиях, специалисты рекомендуют придерживаться следующего алгоритма действий:
- В самом начале нужно произвести чистку соединяемых деталей. На металлических поверхностях должны отсутствовать различные посторонние наслоения и загрязнения.
- Расположить детали на специальной огнеупорной подставке. Смастерить ее можно дома из подручных средств.
- Для удаления всех дефектов в латунной поверхности место соединения обработать флюсом.
- Сверху посыпать припоем в виде крошки.
- Выполнить прогрев паяльником.

Очень часто новички задают вопрос, как паять медь с латунью твердым припоем. Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение. Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Для работы с серебряными припоями понадобится паяльник, мощность которого варьируется в пределах от 0,5 до 1 кВт. Обезжиривание осуществляется флюсом – концентрированной ортофосфорной кислотой. Также достаточно эффективным считается флюс на основе буры. В зоне спаивания образуется температура не менее 500 градусов.
Работы с нержавеющей сталью
Согласно многочисленным отзывам, домашним умельцам часто доводится паять латунью нержавейку. Так как в составах стальных сплавов наличие никеля и хрома не превышает 25 %, работы с такими материалами менее трудоемкие. Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.
Так как в составах стальных сплавов наличие никеля и хрома не превышает 25 %, работы с такими материалами менее трудоемкие. Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.
Исключение составляют магний и алюминий. Если нержавейка со значительным содержанием никеля, то в результате ее нагрева до 700 градусов происходит образование карбидных соединений. Чем продолжительнее нагрев, тем интенсивнее они формируются. По этой причине паять следует максимально быстро. Риск образования данных соединений будет минимальным, если в сплав во время пайки добавить титан. Как утверждают опытные мастера, особенно следует быть осторожным с наклепанными нержавейками. Обусловлено это тем, что на поверхности металла могут появится трещины. Чтобы предотвратить их образование, спаивание выполняют после предварительного отжига деталей.
Ход работы
Спаивание нержавейки выполняют следующим образом:
- Сначала поверхность тщательно зачищается наждачной бумагой или напильником.
- Далее место спайки обрабатывается флюсом, а именно паяльной кислотой.
- Затем поверхности требуется залудить – нанести на них тонкий слой припоя, содержащий олово и свинец. Бывает, что припой с первого раза нанести не представляется возможным. В таком случае придется применить кисточку, содержащую металлические жилы. Ими будет гораздо удобнее снимать окисную пленку, предотвращающую лужение.
- Используя паяльник и припой, выполняют спаивание деталей.

В заключение
Процесс пайки только на первый взгляд может показаться сложным. Проблем не возникнет, если освоить технологию и работать с грамотно подобранными расходными материалами.
Как паять латунь: методы, обзор материалов, инструкция
Сплав меди с цинком, известный с давних времен, широко применяется и в наше время. Латунь обладает высокой прочностью, стойка к коррозии, пластична. Благодаря таким свойствам из нее изготавливают детали механизмов, элементы конструкций, вынужденных постоянно контактировать с агрессивными средами. Несмотря на надежность материала, в латунных изделиях иногда появляются разнообразные дефекты, требующие ремонта, — изломы, отверстия, трещины. Одним из способов восстановления элементов является пайка. Процесс этот не отличается большой сложностью, однако имеет свои особенности, поэтому крайне важно знать, как паять латунь. Знакомство с технологией пайки позволит успешно проводить такие работы даже в домашних условиях.
Несмотря на надежность материала, в латунных изделиях иногда появляются разнообразные дефекты, требующие ремонта, — изломы, отверстия, трещины. Одним из способов восстановления элементов является пайка. Процесс этот не отличается большой сложностью, однако имеет свои особенности, поэтому крайне важно знать, как паять латунь. Знакомство с технологией пайки позволит успешно проводить такие работы даже в домашних условиях.
В чем особенности технологии?
Этот метод получения неразъемных соединений не настолько популярен, как сварка. Причина — более низкий показатель прочности пайки. Швы образуются благодаря расплавлению присадочного материала, называемого припоем. Самое главное отличие пайки — температура плавления, которая должна быть ниже, чем у соединяемых элементов. Они не меняют агрегатного состояния, что дает возможность надежного скрепления разнородных материалов.
Низкотемпературное воздействие на спаиваемую поверхность сделало пайку незаменимой, а в некоторых случаях единственно возможной: например, когда требуется получить неразъемное соединение разнородных металлов. Целостность обрабатываемых деталей — главное преимущество такой технологической операции, так как она позволяет работать с самыми мельчайшими элементами, не опасаясь за их деформацию или изменение структуры.
Целостность обрабатываемых деталей — главное преимущество такой технологической операции, так как она позволяет работать с самыми мельчайшими элементами, не опасаясь за их деформацию или изменение структуры.
Пайка особенно актуальна в электронике, где приходится работать с миниатюрными, очень хрупкими микросхемами, и электрике, когда возникает необходимость в соединении либо наращивании проводников.
Классификация латунных сплавов
Латунь бывает двойной либо многокомпонентной. В первом случае в состав входит только медь и цинк, повышающий твердость сплава. В роли других компонентов, улучшающих его физические, химические характеристики, выступают алюминий, железо, кремний, марганец, никель, олово, свинец и другие элементы. По этой причине необходимо заранее точно узнать состав латуни, это поможет определить способ, а также специфику пайки.
Латунь классифицируется по химическому составу:
- Двухкомпонентная (двойная, простая). Она состоит только из меди и цинка. Процентное соотношение этих компонентов может быть различным. Эти составы маркируются буквой «Л» и числом, всегда указывающим количество меди. Например, Л90 содержит от 88 до 91% меди, на долю цинка приходится 8,8-12%. Примеси есть, но их количество минимально — около 0,2%.
- Многокомпонентная (специальная). Эта латунь имеет большое количество ингредиентов, повышающих коррозионную стойкость сплава, его прочность, твердость. Его маркируют по-другому: к букве «Л» добавляют еще одну, означающую легирующий элемент, появляется еще одна цифра — процентное содержание легирующего металла. Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.
 Она состоит только из меди и цинка. Процентное соотношение этих компонентов может быть различным. Эти составы маркируются буквой «Л» и числом, всегда указывающим количество меди. Например, Л90 содержит от 88 до 91% меди, на долю цинка приходится 8,8-12%. Примеси есть, но их количество минимально — около 0,2%.
Она состоит только из меди и цинка. Процентное соотношение этих компонентов может быть различным. Эти составы маркируются буквой «Л» и числом, всегда указывающим количество меди. Например, Л90 содержит от 88 до 91% меди, на долю цинка приходится 8,8-12%. Примеси есть, но их количество минимально — около 0,2%.Латунь идет на изготовление различных изделий. По степени обработки эти сплавы делят на:
- деформируемые, из них производят болты, гайки, детали автомобилей, латунные ленты, листы, проволоку, патрубки, трубы;
- литейные (арматура, втулки, детали приборов, подшипники, штуцера гидросистемы автомобилей).

По процентному содержания цинка латуни разделяют на:
- Красную (томпак), имеющую в составе 5-10% этого компонента. Такие сплавы идеальны для ювелирных украшений, статуэток и подобных художественных изделий.
- Желтую, здесь процент цинка составляет 21-36%.
Причина популярности латуни — ее долговечность, надежность, устойчивость к перепадам температур, к механическим воздействиям. Поэтому детали, изготовленные из этого сплава, широко используют в системах водоснабжения, обустройстве канализации, в машино- и приборостроении. Латунные изделия имеют длительный срок службы, однако это справедливо лишь в том случае, если не нарушаются их правила эксплуатации.
Эффективность и препятствия
Есть несколько технологий, позволяющих без труда сваривать детали или изделия из латуни, однако они не отличаются простотой, обещают ощутимые затраты, требуют от мастера определенных навыков работы. Пайка — альтернатива, которая проще технологически, а значит, этот вариант подходит и для домашнего мастера, так как нет необходимости в высокой квалификации исполнителя.
Если содержание цинка в сплаве не слишком высоко, то на пути к цели не возникает непреодолимых препятствий: справиться с поставленной задачей позволяет простая пайка с использованием обычной канифоли. Когда процентное содержание данного металла в латуни превышает цифру 15, необходимы специальные флюсы.
Причина — сильное испарение во время пайки меди и цинка, оно приводит к образованию на материале крепкой оксидной пленки, а ее удалить довольно сложно. Поэтому без специальных припоев и нейтрализующих флюсов идеального результата добиться не получится.
Выбор оптимальных материалов
Прежде чем искать оптимальный вариант для пайки латуни, необходимо установить ее марку. Только в этом случае можно гарантировать приемлемый результат операции.
Выбор подходящего припоя
Это материал, обычно сплав, которым спаивают элементы. Главная его особенность — температура плавления, обязанная быть ниже, чем у соединяемых металлов. Типичные примеры сплава — олово со свинцом, чистое олово. Однако качество, механическая прочность такого сцепления и внешний вид очень далеки от идеала. Причины низкого качества — поры, появляющиеся в результате испарения цинка. Чтобы обеспечить надежный контакт, температура плавления материала обязана быть значительно ниже латунной, а припой должен обладать отличной адгезией с этим сплавом.
Главная его особенность — температура плавления, обязанная быть ниже, чем у соединяемых металлов. Типичные примеры сплава — олово со свинцом, чистое олово. Однако качество, механическая прочность такого сцепления и внешний вид очень далеки от идеала. Причины низкого качества — поры, появляющиеся в результате испарения цинка. Чтобы обеспечить надежный контакт, температура плавления материала обязана быть значительно ниже латунной, а припой должен обладать отличной адгезией с этим сплавом.
- Для пайки латуни, содержащей большое количество меди, лучше брать составы, относящиеся к медно-цинковым припоям, так как в результате присадки цинка снижается температура плавления данных сплавов. Например, припои ПМЦ54 и ПМЦ-48 плавятся при температуре 880°, ПМЦ-36 — при 800-825°.
- Для таких же сплавов можно пользоваться серебряными припоями — марки от ПСр12 до ПСр72. Если в латуни большее содержание цинка, то рекомендованы аналогичные припои, однако не ниже ПСр40.
- Относительно недороги медно-фосфорные припои — МФ-1, МФ-2, МФ-3. Они пластичны, но обладают хорошей электропроводностью. Если механические и вибрационные нагрузки будут велики, то лучше приобрести припои с серебром.
- Если необходимо гарантировать особую прочность, то выбирают твердые медные сплавы: например, универсальный L-CuP6.
 Они пластичны, но обладают хорошей электропроводностью. Если механические и вибрационные нагрузки будут велики, то лучше приобрести припои с серебром.
Они пластичны, но обладают хорошей электропроводностью. Если механические и вибрационные нагрузки будут велики, то лучше приобрести припои с серебром.Последняя марка припоя имеет диапазон температур — 710-880. Она предназначена для работы с бронзой, красной бронзой, латунью, а также медью, при монтаже труб, радиаторов, системы отопления. При использовании серебряных или фосфорных припоев надо учитывать, что латунь интенсивно растворяется, поэтому время обработки (нагрева и пайки) необходимо сократить.
Флюсы: самодельные или готовые
Флюсы очищают поверхность металлов от жира, а также предотвращают образование оксидной пленки. Их тоже подбирают в зависимости от состава сплавов. Для соединений меди достаточно одной лишь канифоли, однако для латуни уже необходимо более агрессивное средство. Самый простой вариант флюса для пайки латуни — смесь буры с борной кислотой (1:1). Ее заливают водой (5 мм на 1 г), кипятят, помешивая, потом остужают. Однако лучшими характеристиками обладают «профессионалы» — покупные составы.
Самый простой вариант флюса для пайки латуни — смесь буры с борной кислотой (1:1). Ее заливают водой (5 мм на 1 г), кипятят, помешивая, потом остужают. Однако лучшими характеристиками обладают «профессионалы» — покупные составы.
- Флюс Бура. Он известен очень давно, однако с тех пор не растерял своих поклонников. Причина популярности — его качественная работа.
- Не менее эффективны другие марки: ПВ-209 (от 700 до 900°), ПВ-209Х (от 650 до 850°).
Популярные импортные марки — немецкие порошки FELDER Cu-Rosil, Chemet FLISIL-NS-Pulver, флюс-паста Chemet FLISIL-NS-Paste. На рынке существует множество флюсов, предназначенных и для пайки латуни — как импортных, так и отечественных, поэтому с выбором проблем не возникнет.
Два метода пайки латуни
Как уже было замечено, самая большая сложность в работе с латунью — образование при нагреве сплава оксидной пленки, с которой канифоль (даже в компании со спиртом) справиться не в состоянии.
Использование паяльника
Для пайки этого сплава необходим мощный аппарат — как минимум 500 Вт, максимум — 1000 Вт. Связано это требование с высокой температурой плавления — как сплава, так и припоев. Однако исключения есть: это латунные сплавы, имеющие более низкую температуру плавления (большой процент меди). Лучший вариант — паяльная станция, дающая возможность регулировать нагрев жала паяльника. Оптимальный параметр — 350°. Это оборудование позволит избежать перегрева зоны паяния.
Если в сплаве преобладает медь, то в этом случае можно использовать инструмент скромной мощности — 100 Вт. В роли флюса используют ортофосфорную либо паяльную кислоту: перед пайкой поверхности латунных изделий тщательно обрабатывают. В качестве припоя используют ПОС-60 (олово-свинец).
Пайка с помощью горелки
Эту же задачу можно решить, используя не слишком большую горелку. Но в этом случае есть главное требование к рабочей поверхности: латунную деталь нужно поместить на жаропрочный материал. Например, на небольшую асбестовую пластину, в железное ведро с мелкой галькой. Соединяемые детали совмещают между собой, поверхности протирают флюсом с основой-бурой. Сверху посыпают небольшим количеством стружки из серебряного припоя, затем в зону пайки вводят пламя газовой горелки.
Но в этом случае есть главное требование к рабочей поверхности: латунную деталь нужно поместить на жаропрочный материал. Например, на небольшую асбестовую пластину, в железное ведро с мелкой галькой. Соединяемые детали совмещают между собой, поверхности протирают флюсом с основой-бурой. Сверху посыпают небольшим количеством стружки из серебряного припоя, затем в зону пайки вводят пламя газовой горелки.
Разогрев ведут поэтапно. Сначала участок нагревают слегка: так, чтобы припой мог схватиться с поверхностями сплавов. Второй этап — разогревание зоны до появления красноты, во время него припой равномерно растекается по поверхности, заполняя зазоры. В этот момент достигается температура 700-750°.
Горелку выключают. После остывания зоны пайки ее промывают, удаляя остатки флюса — наплывы, стекловидные капли: сначала изделие на несколько минут погружают в горячий раствор серной кислоты (3%), затем помещают под проточную воду.
Эти методы отличаются от традиционного соединения других элементов с помощью олова, так как паять латунь не настолько просто. Лучший результат гарантирует использование газовой горелки. Если выполнять все этапы операции корректно, то можно получить качественные и надежные изделия.
Этому животрепещущему вопросу посвящено следующее видео:
Пайка латуни в домашних условиях
Латунь – это сплав, обязательными компонентами которого являются медь и олово. Обладая высокой прочностью, пластичностью и коррозионной стойкостью, она хорошо подходит для изготовления как тяжелонагруженных деталей различных механизмов, так и элементов конструкций, работающих в агрессивных средах. Её основной недостаток – высокая стоимость. Но есть и другие проблемы, связанные с применением этого материала.
Просто и эффективно
На сегодняшний день разработаны различные технологии, позволяющие сваривать изделия из латуни. Но все они довольно сложны, затратны, и требуют, чтобы выполняющий работу специалист обладал определёнными навыками. Альтернативой сварке часто становится пайка латуни. Она несколько проще технологически и предъявляет иные требования к квалификации исполнителя.
Возникающие препятствия
Если содержание цинка в сплаве невысоко, то особых проблем не возникает. Справиться с задачей удаётся с помощью обычной канифоли. Но в случае, когда количество цинка превышает 15%, в обязательном порядке требуется использование специальных флюсов. Это связано с тем, что испаряясь при нагреве, цинк и медь образуют на поверхности детали прочную оксидную плёнку, удалить которую очень непросто.
Выбрать готовый или изготовить самому?
Простейший флюс для пайки латуни несложно изготовить самостоятельно. Для этого потребуется смешать в соотношении один к одному порошок буры и борной кислоты, залить получившееся количество водой из расчета 5 мл на каждый грамм смеси порошка, осторожно помешивая прокипятить, а затем остудить. Но лучшими характеристиками обладают поступающие в продажу уже готовые составы.
Но лучшими характеристиками обладают поступающие в продажу уже готовые составы.
- Одним из наиболее распространённых является флюс «Бура». Придуманный очень давно, этот рецепт получил одобрение многих ювелиров, занимающихся пайкой разных металлов, в том числе и латуни. Он относится к разряду высокотемпературных смесей, активизирующихся при достижении 700 – 900 градусов Цельсия. Несмотря на солидный возраст, свою работу он выполняет качественно.
- Хорошо справляются со своей задачей флюсы марки ПВ-209 и ПВ-209Х. В основе первого – фторосоли, а второй изготовлен с использованием плавиковой кислоты. И тот и другой также работают при температурах, приближающихся к тысяче градусов.
- Несколько меньшего нагрева потребуют выпускаемые в Германии составы Chemet FLISIL-NS-Pulver (порошкообразный) и Chemet FLISIL-NS-Paste (паста). Для них будет достаточно 550 – 800 градусов Цельсия. Лучше всего они действуют при использовании серебросодержащих припоев.
Перечисленные марки приведены лишь в качестве примера. На рынке представлено множество вариантов этой необходимой для пайки латуни продукции.
На рынке представлено множество вариантов этой необходимой для пайки латуни продукции.
Какой взять припой
Не менее важным, чем выбор флюса, является определение нужного состава припоя.
- Для пайки латуни с содержанием меди хорошо подходит припой ПМЦ-48, плавление которого происходит при 870 – 880 градусах. Несколько меньшая температура плавления у ПМЦ-36. Оба состава относятся к группе медно-цинковых припоев.
- Марки МФ-1, МФ-2 и МФ-3 относятся к группе медно-фосфористых припоев. Они относительно недороги, пластичны, однако обладают высокой электропроводностью и сопротивляются ударным и вибрационным нагрузкам хуже, чем составы с содержанием серебра.
- Наилучшими механическими качествами обладают серебряные припои. Среди них – ПСр-10, ПСр-12м, ПСр-25 и далее, вплоть до ПСр-72. Все они имеют некоторые отличия, заключающиеся в химическом составе и температуре плавления. По-разному они реагируют и на процентное соотношение меди и олова в соединяемом металле.

Из вышесказанного ясно, насколько важно прежде, чем приступать к выбору флюса и припоя, определиться с маркой латуни. Только тогда удастся добиться приемлемого результата пайки.
Подготовка
Приступая к работе, необходимо как следует очистить место соединения от загрязнений. Для этого можно использовать самые разные инструменты – металлические щётки, специальные насадки, напильники или наждачную бумагу. После этого обработанный металл необходимо обезжирить. Не сделав этого, вы затрудните свою работу, а пайка, если её и удастся выполнить, не будет обладать достаточной прочностью.
Спаиваемые детали необходимо уложить на термоизолирующую подкладку. Странно, но многие источники до сих пор рекомендуют для этих целей признанный канцерогеном листовой асбест. Несомненно, что стоит подыскать ему не наносящую вред здоровью замену. Например, на основе стекловолокна или углепластика.
Паяльник или горелка?
Использование электрического паяльника допустимо, когда используются флюс и припой с температурой плавления порядка 500 градусов Цельсия. Но даже в этих случаях мощность прибора должна быть не менее 100 Ватт. Лучше, если этот показатель будет составлять 0,5 кВт и выше. Ведь место пайки должно быть предварительно хорошо прогрето.
Но даже в этих случаях мощность прибора должна быть не менее 100 Ватт. Лучше, если этот показатель будет составлять 0,5 кВт и выше. Ведь место пайки должно быть предварительно хорошо прогрето.
Соединение массивных деталей или пайку латуни большой толщины более удобно производить с помощью газовой горелки. В этом случае можно прогреть металл так, чтобы стало возможным использование высокотемпературных компонентов. Зону соединения обрабатывают флюсом, а сверху посыпают измельчённым припоем. Лишь после этого переходят к нагреву металла. Делать это нужно крайне осторожно. Сначала выполняется предварительный нагрев, позволяющий активизироваться флюсу, а припою – схватиться с поверхностью. Постепенно температуру повышают до тех пор, пока латунь не приобретёт характерную красноту. Именно в этот момент припой растекается, заполняя все мелкие поры, чтобы при остывании надёжно соединить детали. Если всё сделано правильно, то после постепенного остывания получиться аккуратный шов, цвет которого будет близок с цветом латуни.
Область применения
Совершенно очевидно, что выполнить пайку латуни проще, чем сварку не только в домашних условиях, но и на производстве. Полученное соединение будет обладать достаточной прочностью. Тем не менее, рассчитывать на то, что оно выдержит очень высокие нагрузки, всё же не стоит. Исходя из этого, определяется и область применения технологии.
- Изготовление электрических и электронных компонентов. Механические нагрузки в этом случае невысоки, а на первый план выходит электропроводность. Не стоит забывать и о том, насколько трудно использовать сварку для соединения деталей малого размера.
- Соединение элементов, подвергающихся малым и средним нагрузкам. Сюда можно отнести детали небольших механизмов вроде часов, или составляющие трубопроводов, работающих при давлении, не превышающем нескольких атмосфер.
- Производство ювелирных изделий. Разумеется, стоимость латуни значительно ниже, чем серебра или золота. И всё же, она довольно часто используется для изготовления недорогих колец, брошек и других украшений, становясь если не главной их частью, то хотя бы компонентом оправ и застёжек.
- Не стоит забывать и реставрационные работы. Иногда пайка латуни – единственный способ восстановить вещь, сделанную много лет назад.

Нашлось применение такой методики и в машиностроении. Изготовить с её помощью новый, или запаять повреждённый латунный радиатор значительно проще, чем применять сварку. Эффективность и долговечность получившейся детали окажется значительно выше, чем у более дешёвых аналогов из алюминия.
Мастерство приходит с опытом
Не стоит полагать, что если вы возьмёте в руки паяльник или газовую горелку, то у вас всё получится сразу. Потребуются долгие тренировки, чтобы по их результатам накопить необходимый опыт и понять, каково это – паять латунь. Так что, наберитесь терпения, и можете приступать.
Поделись с друзьями
1
0
0
0
Пайка латуни – делаем неразъемное соединение в условиях дома + видео
Пайка латуни газовой горелкой, оловом, оловянно-свинцовыми и иными аналогичными припоями весьма распространена, хотя многие не решаются взять в руки соответствующий инструмент. Ниже будут рассмотрены все тонкости этого процесса, области применения, а также способы осуществить его самостоятельно в домашних условиях.
Ниже будут рассмотрены все тонкости этого процесса, области применения, а также способы осуществить его самостоятельно в домашних условиях.
1 Основы пайки и области применения
Пайка – один из способов получения неразъемного соединения. Осуществляется она путем введения между двумя элементами расплавленного припоя. А значит, температура плавления последнего должна быть несколько ниже, чем у материалов основных деталей. С помощью этого процесса можно соединять между собой разнородные металлы, и в некоторых ситуациях это бывает единственно возможным способом крепления.
Многие отождествляют такое соединение металлов со сваркой, однако общим у них является только лишь конечный результат. Суть же совершенно иная. Самое главное их отличие заключается в том, что при сварочных работах происходит расплавление основного материала. В пайке же плавится только лишь металл-связка, так что полностью сохраняется целостность обрабатываемых деталей. Благодаря этому появляется возможность работать с довольно мелкими элементами, не переживая, что они деформируются, да и структура со свойствами у паяемых материалов останутся прежними.
Однако стоит учитывать, что по сравнению с той же сваркой соединение будет менее прочным. Это обусловлено мягкостью припоя, если же речь идет о латунных изделиях, то данный материал при воздействии высоких температур выделяет цинк, и шов получается более пористый, что также негативно отражается на прочности сцепления. Да еще и играет роль расположение элементов, так пайка встык достаточно ненадежна, лучше делать внахлест.
Сегодня именно пайка занимает одну из лидирующих позиций в создании неразъемных соединений, уступая место только лишь сварке металлов. Так, электронщикам, которые вынуждены работать с довольно хрупкими микросхемами, очень трудно себе представить свою профессию без участия в ней этого процесса. Кроме того, паяные соединения очень актуальны и в электрике, если необходимо нарастить либо просто соединить провода.
Также таким способом осуществляется соединение медных труб в холодильниках, теплообменниках и других установках. Очень часто ее применяют для крепления пластин, сделанных из твердых сплавов к режущему инструменту. Еще можно присоединить тонкостенные детали к толстому листу. Кроме того, иногда с помощью лужения осуществляют антикоррозионную обработку. В общем, сфера применения довольно обширная.
Еще можно присоединить тонкостенные детали к толстому листу. Кроме того, иногда с помощью лужения осуществляют антикоррозионную обработку. В общем, сфера применения довольно обширная.
Пайка может быть высоко- либо низкотемпературной. В первом случае соединение получается более надежным, плюс у него повышенная термоустойчивость (это связано с тем, что припои для этого типа обработки имеют большую температуру плавления). Таким образом, детали после подобного воздействия могут работать при куда более высоких температурах по сравнению с деталями, соединенными вторым способом. Однако такой вид имеет и свои недостатки, так как речь идет о чрезмерно высоких температурах, то осуществить данный процесс простым подручным паяльником не удастся. Для него необходимо специальное оборудование, что в значительной степени усложняет работу.
2 Пайка латуни – особенности материалов
Чаще всего работать паяльником приходится по сплаву меди и цинка, именуемому латунью. Этот материал преимущественно встречается в промышленности и домашнем хозяйстве, так из этого материала делают радиаторы, трубы и множество других изделий. Поэтому рассмотрим особенности работы с ним. Во-первых, очень важно правильно подобрать флюс для пайки латуни. Ведь обыкновенный канифольно-спиртовый неспособен хорошо удалить оксидную пленку с ее поверхности, поэтому необходимо использовать более активные компоненты, основой которых может являться хлористый цинк.
Этот материал преимущественно встречается в промышленности и домашнем хозяйстве, так из этого материала делают радиаторы, трубы и множество других изделий. Поэтому рассмотрим особенности работы с ним. Во-первых, очень важно правильно подобрать флюс для пайки латуни. Ведь обыкновенный канифольно-спиртовый неспособен хорошо удалить оксидную пленку с ее поверхности, поэтому необходимо использовать более активные компоненты, основой которых может являться хлористый цинк.
Для пайки элементов в соляных ваннах нашли свое применение флюсы, содержащие буру либо фтороборат калия. Обычно их содержание в растворе около пяти процентов. Они способствуют лучшему затеканию связующего компонента в зазоры.
Во-вторых, с особым вниманием следует подбирать и припой для пайки латуни. Для газовых сред отлично подойдут серебреные и медно-фосфорные компоненты. Они применимы и для работ с латунями, где большое содержание меди. В последнем случае в качестве припоя можно использовать даже латунь, просто ее температура плавления должна быть значительно ниже, чем у основного сплава, из которого сделаны детали. Весьма распространенной является пайка латуни твердым припоем. Так, допустим, для соединения радиаторов, медных труб и иных элементов отопительных систем используют L-CuP6. Вообще, твердые припои выигрывают по сравнению с мягкими, так как прочность соединения будет большей.
Весьма распространенной является пайка латуни твердым припоем. Так, допустим, для соединения радиаторов, медных труб и иных элементов отопительных систем используют L-CuP6. Вообще, твердые припои выигрывают по сравнению с мягкими, так как прочность соединения будет большей.
Также важно рассмотреть ситуацию, когда материал соединяемых деталей различен, например, как происходит пайка меди с латунью, в домашних условиях данный процесс вполне осуществим, главное, знать некоторые его особенности, и какой припой следует использовать. При нагреве на поверхности латуни образуется оксидная пленка, также чрезмерное тепло способствует и испарению цинка из этого сплава, который попадает в жидкий металл-связку. В связи с этим швы получаются более пористыми, что способствует ухудшению прочности сцепления.
Кроме того, из-за данного свойства очень редко применяют высокотемпературную пайку в специальных печах. Что же насчет пайки в газовых средах, то это лучше делать с применением флюса, если же такой возможности нет, тогда на поверхность деталей из латуни следует нанести слой никеля либо же меди. Подобное решение позволит избежать выделения цинка и, соответственно, соединения будут более надежными. Некоторые припои содержат вещества, которые выполняют и роль флюса, что делает работу проще, ведь не нужно жонглировать множеством компонентов во время работы. Примером может служить меднофосфорный припой.
Подобное решение позволит избежать выделения цинка и, соответственно, соединения будут более надежными. Некоторые припои содержат вещества, которые выполняют и роль флюса, что делает работу проще, ведь не нужно жонглировать множеством компонентов во время работы. Примером может служить меднофосфорный припой.
3 Как паять латунь – инструкция для домашнего применения
Изучив все особенности процесса и ознакомившись со всеми возможными компонентами, следует уделить внимание непосредственно вопросу, как паять латунь. Ведь она очень часто встречается у нас в быту, а нанимать специалистов не всегда позволяет бюджет, поэтому приходиться справляться своими силами. Тем более что нам понадобятся всего-то:
- газовая горелка (иногда можно обойтись и простым паяльником),
- припой,
- флюс,
- бура.
Без последних двух элементов шов, конечно, получится, однако будет довольно слабым, белым и места сгибов, если таковые имеются, могут очень быстро разойтись.
Итак, приступим к сбору всего необходимого. В этот список входят: газовая горелка, асбестовое основание, графитовый тигель, бура, припой и борная кислота. Припой готовится следующим образом: берется одна часть меди и две серебра, далее их кладут в тигель и расплавляют, нагревая на газовой горелке, не забывая при этом перемешивать. Поле того как смесь получилась однородной, помещаем емкость в холодную воду, дабы содержимое остыло. Потом же его можно либо нарезать, либо использовать в виде стружки.
Чтобы изготовить флюс понадобятся бура для пайки латунью и борная кислота, которые берутся в соотношении 1:1 и заливаются водой. Так, взяв по 20 грамм каждого компонента, понадобится 250 мл жидкости. Теперь приступаем непосредственно к процессу. Берем детали, обрабатываем их поверхность флюсом и посыпаем стружкой припоя. Затем подносим к газовой горелке и греем где-то до 700 °С. Опасайтесь перегрева, ведь тонкие латунные детали нагреваются очень быстро и могут деформироваться. Массивные элементы необходимо прогревать постепенно. Пайку можно считать завершенной. Конечно, паяльником данную процедуру делать куда проще, зато горелкой более надежно.
Массивные элементы необходимо прогревать постепенно. Пайку можно считать завершенной. Конечно, паяльником данную процедуру делать куда проще, зато горелкой более надежно.
Как сделать радиатор?
Hi Ove,У меня на двигателях 3 разных типа радиаторов. Первый, который я построил, показан в видеоролике о 4-цилиндровом двигателе OHV. Для этого я сделал штамп, чтобы сформировать верхнюю и нижнюю емкости из латунного листа. Я пробовал несколько разных методов, но все равно получилось несколько складок на латуни. Для секции охлаждения я сделал верхнюю и нижнюю пластины, в которых просверлил ряды отверстий для имеющихся в продаже латунных трубок. (трубки для хобби) Я отрезал их все до нужной длины и залудил припоем 50/50.Затем я сделал монтажную доску с небольшими стержнями (гвоздями), уложенными по расчетному шаблону, чтобы сформировать ребра охлаждения. Ребра были вырезаны из латунной прокладки, покрыты припоем, а затем намотаны на гвозди, чтобы сформировать форму гармошки.
 Я отрегулировал ширину ребер, толкая или вытягивая их, пока они не плотно прилегают к трубкам. Как только все было собрано, я слегка зажег пропановую горелку, пока не увидел, что припой начал намокать. После того, как это было припаяно, я вставил верхний и нижний резервуары в углубления в торцевых пластинах, залил их флюсом и затем припаял.Впускной, выпускной и наливной патрубки с припаянной последней.
Я отрегулировал ширину ребер, толкая или вытягивая их, пока они не плотно прилегают к трубкам. Как только все было собрано, я слегка зажег пропановую горелку, пока не увидел, что припой начал намокать. После того, как это было припаяно, я вставил верхний и нижний резервуары в углубления в торцевых пластинах, залил их флюсом и затем припаял.Впускной, выпускной и наливной патрубки с припаянной последней. Радиатор двигателя 302 изготовлен по технологии 50/50. Поскольку это радиатор большего размера, я не хотел всей работы, связанной с 4-цилиндровым радиатором, поэтому я сначала взял сердцевину нагревателя и попытался использовать его, но, не вдаваясь в подробности, это не сработало. Затем я пошел в местный магазин радиаторов и взял с собой двигатель. Я сказал этому парню, что я хочу сделать, и он сказал, что материал сердечника радиатора бывает разных размеров, просто скажите ему, какой размер мне нужен (ширина), и он найдет что-нибудь близкое.Затем поставщик отрезал его до любой длины и припаял к нему верхнюю, нижнюю и боковые пластины. Думаю, в то время это стоило мне 65 долларов. Затем я сделал еще один набор штампов, чтобы ударить по верхнему и нижнему бачкам, но, как и в случае с 4-цилиндровым двигателем, у меня появилось много складок. Мне не понравился вид резервуаров со всеми складками, поэтому я использовал только одну из них для дна. Верхняя часть бака была выточена из цельного куска латуни. Фотографии прилагаются.
Думаю, в то время это стоило мне 65 долларов. Затем я сделал еще один набор штампов, чтобы ударить по верхнему и нижнему бачкам, но, как и в случае с 4-цилиндровым двигателем, у меня появилось много складок. Мне не понравился вид резервуаров со всеми складками, поэтому я использовал только одну из них для дна. Верхняя часть бака была выточена из цельного куска латуни. Фотографии прилагаются.
Последний тип радиатора, который есть на моем двигателе Holt, полностью изготовлен из латуни.Сердечники представляют собой кусочки латунной квадратной заготовки, отрезанные по длине, просверленные насквозь, а затем ребра были сформированы с помощью отрезного инструмента и врезания их в заготовку. Я должен отдать должное покойному Джерри Хауэллу за этот дизайн. Верхний и нижний резервуары были изготовлены из латунного прутка, а затем все это было спаяно. Фотографии прилагаются.
гбритнелл
Как работают радиаторы? — Радиатор обогревателей
Как работают нагреватели радиатора?
- Радиаторы забирают тепло из воды или пара и используют это тепло для нагрева окружающего воздуха. Благодаря этому их можно эффективно использовать для обогрева комнаты.
 Благодаря этому их можно эффективно использовать для обогрева комнаты.
Благодаря этому их можно эффективно использовать для обогрева комнаты.- Радиаторы изготавливаются из металла, потому что он отлично проводит тепло. Горячая вода или пар проходит через радиатор, и внешние ребра со временем естественно нагреваются. По мере того как эти плавники нагреваются, нагревается и окружающий воздух.
Радиаторы отопления — один из самых старых и эффективных способов отопления дома. Они до сих пор используются в зданиях по всему миру, и есть лишь несколько более эффективных вариантов.Радиаторы по-прежнему востребованы из-за их простоты и их способности равномерно и комфортно обогревать пространство. Чтобы получить максимальную отдачу от радиаторной системы отопления или решить, подходят ли вам радиаторы, важно понимать, как они работают.
— Радиатор теплообмена
Если вы когда-нибудь смотрели на радиатор отопления, то заметите, что большинство из них сильно сложено. Они имеют множество складок и сделаны из какого-то металла, например чугуна. Складки или складки предназначены для увеличения площади поверхности, чтобы металл контактировал с большим количеством воздуха.
Складки или складки предназначены для увеличения площади поверхности, чтобы металл контактировал с большим количеством воздуха.
— Естественная циркуляция воздуха
Для радиатора домашнего отопления редко бывает какой-либо вентилятор, потому что он просто не нужен. По мере того как воздух, окружающий радиатор, нагревается, он поднимается вверх и убирается с дороги, и на его место приходит новый более прохладный воздух. Вокруг радиатора образуется вращающийся поток воздуха, в результате чего весь воздух в комнате медленно нагревается.
Как работают паровые радиаторы?
Паровые радиаторы — один из старейших типов радиаторов, широко используемый до сих пор. Паровые радиаторы подключаются к котлу, который нагревает воду. Котел нагревает воду, пока она не превратится в пар. Затем пар поднимается по вертикальной трубе к радиатору, где тепловая энергия передается через ребра. Когда тепло уходит из пара, он медленно начинает превращаться обратно в воду. В конце концов пар становится водой и снова стекает в бойлер для нагрева.
В конце концов пар становится водой и снова стекает в бойлер для нагрева.
Цикл нагрева и охлаждения повторяется снова и снова, чтобы распространять тепло по всему дому.
Как работают радиаторы горячей воды?
Водяные радиаторы работают так же, как паровые радиаторы, за исключением того, что в них не создается давление, создаваемое паром, и используется более активный подход к перемещению тепла. Каждый радиатор в системе горячего водоснабжения имеет вход и выход.Входной патрубок предназначен для забора горячей воды, а выходной — для возврата воды обратно. Во время работы системы вода где-то нагревается в водонагревателе. Оно очень горячее, но до кипения не доходит.
После того, как вода достигнет желаемой температуры, она откачивается из обогревателя через все радиаторы в доме. Когда вода проходит через каждый радиатор, она теряет часть своего тепла. Наконец, становится слишком холодно, чтобы эффективно нагреть радиатор, и он снова возвращается в обогреватель для повторного нагрева. Чтобы обогреть дом, цикл повторяется каждый раз, когда необходимо повысить температуру. Нагреватель и насос обычно связаны с термостатом, чтобы они знали, когда начинать. Это гарантирует, что они будут работать только тогда, когда необходимо обеспечить тепло остальной части дома.
Чтобы обогреть дом, цикл повторяется каждый раз, когда необходимо повысить температуру. Нагреватель и насос обычно связаны с термостатом, чтобы они знали, когда начинать. Это гарантирует, что они будут работать только тогда, когда необходимо обеспечить тепло остальной части дома.
Балансировка радиаторной системы отопления
В отличие от других систем отопления, например, с принудительной подачей воздуха, где баланс встроен в оригинальную конструкцию блока, радиаторы необходимо сбалансировать, чтобы получить хороший уровень теплоотдачи от всех блоков.Этот баланс достигается за счет контроля скорости протекания горячей воды через каждый радиатор. Чем медленнее вода течет через радиатор, тем больше тепла выделяется. Если он протекает через систему быстрее, вода отдает меньше тепла.
Радиаторы, работающие нормально, должны испускать температуру примерно 10 градусов Цельсия от одного конца до другого, прежде чем перейти к следующему радиатору в вашем доме. Проверить это очень просто. Просто оставьте термометр на впускной трубе радиатора, когда вода течет через него, чтобы увидеть, какая температура, а затем наденьте его на выпускную трубу, чтобы увидеть, какова температура воды на выходе.Если температура опускается более чем на 10 градусов по Цельсию, вода слишком долго проходит через радиатор и отдает слишком много тепла в это место. Чтобы решить эту проблему, нужно немного приоткрыть вентиль, чтобы вода быстрее стекала в радиатор. Если капель недостаточно, вода течет слишком быстро, и клапан необходимо немного прикрыть.
Проверить это очень просто. Просто оставьте термометр на впускной трубе радиатора, когда вода течет через него, чтобы увидеть, какая температура, а затем наденьте его на выпускную трубу, чтобы увидеть, какова температура воды на выходе.Если температура опускается более чем на 10 градусов по Цельсию, вода слишком долго проходит через радиатор и отдает слишком много тепла в это место. Чтобы решить эту проблему, нужно немного приоткрыть вентиль, чтобы вода быстрее стекала в радиатор. Если капель недостаточно, вода течет слишком быстро, и клапан необходимо немного прикрыть.
Балансировка системы жизненно важна, когда вы пытаетесь создать комфортное жилое пространство. Если один радиатор отопления излучает слишком много тепла, а другие — недостаточно, в результате по всему дому будет жарко и холодно.Найдите время, чтобы все сбалансировать, чтобы вы могли получить максимальную отдачу от радиаторной системы.
Как чистить радиаторы
Радиаторы необходимо содержать в чистоте по всему дому, чтобы вы могли максимально эффективно использовать их. Поскольку тепло передается от воды или пара в радиаторе к воздуху снаружи, очень важно, чтобы передача тепла происходила беспрепятственно. Любая грязь или пыль, которые собираются на ребрах или пластине радиатора, служат изолятором и препятствуют передаче тепла изнутри радиатора в воздух снаружи.
Поскольку тепло передается от воды или пара в радиаторе к воздуху снаружи, очень важно, чтобы передача тепла происходила беспрепятственно. Любая грязь или пыль, которые собираются на ребрах или пластине радиатора, служат изолятором и препятствуют передаче тепла изнутри радиатора в воздух снаружи.
Просто протирайте радиаторы еженедельно, чтобы на них не скапливалась грязь и мусор. Их можно мыть в большинстве случаев простой водой или мягким мыльным раствором, если вы пытаетесь удалить более сложные вещества. Чистые радиаторы намного эффективнее грязных, и если потратить время на то, чтобы стереть грязь, вы со временем сэкономите деньги.
Как удалить воздух из радиатора
Возможно, вы не слишком часто думаете о своей системе центрального отопления, но вы наверняка заметите, если она пойдет не так, особенно когда быстро наступают осенние вечера.
Чтобы поддерживать его в хорошей форме, включение радиаторов на несколько минут в летние месяцы — это всегда хороший способ получить фору. Это покажет, что система работает правильно, и поможет устранить любые засоры.
Это покажет, что система работает правильно, и поможет устранить любые засоры.
Однако, если вы забыли провести техническое обслуживание и теперь задаетесь вопросом, почему ваши радиаторы не нагреваются должным образом, возможно, имеется воздушная ловушка.
Чтобы узнать, как эффективно удалить воздух из радиатора, следуйте нашим советам ниже или посмотрите видео.
1. Проверьте радиаторы
Ваш радиатор кажется холодным сверху и теплым снизу? В этом случае возможно скопление воздуха и может потребоваться кровотечение.
2. Выключить центральное отопление
Перед тем, как начать, убедитесь, что вы выключили обогрев на основных элементах управления и подождите, пока система остынет.
3. Найдите спускной клапан
Найдите спускной клапан на пораженном радиаторе — обычно это небольшая ручка с одной стороны.
4. Защитить территорию
Удаление воздуха из радиаторов может быть неприятной работой, особенно если ваш сильно пострадал. Поместите под клапан несколько старых простыней, чтобы собрать воду, и также неплохо обернуть руку тканью — любая вода, выходящая из клапана, может быть очень горячей.
Поместите под клапан несколько старых простыней, чтобы собрать воду, и также неплохо обернуть руку тканью — любая вода, выходящая из клапана, может быть очень горячей.
5. Отключить вентиль
Поверните спускной клапан против часовой стрелки с помощью спускного ключа. Если вы не можете найти свою, их можно легко приобрести в местном магазине DIY.При повороте клапана раздастся легкое шипение, свидетельствующее о выпуске воздуха. Цель здесь — увидеть, как вода течет из клапана — когда это происходит, мы знаем, что весь воздух вышел из радиатора.
6. Затяните вентиль
Когда весь воздух будет выпущен, осторожно снова затяните спускной клапан. Теперь вы также можете снова включить обогрев. Через пару часов проверьте радиатор, чтобы убедиться, что он нагревается равномерно и из клапана не вытекает вода.
Работа с латунью, Часть 3 — Пайка латуни — Советы Dug 15
В предыдущих частях этой колонки мы рассмотрели некоторые методы резки латуни и методы гибки латуни для ваших проектов автоматов. В какой-то момент вы захотите соединить некоторые из этих частей без использования винтов, болтов или другого оборудования. В этом заключительном выпуске нашей серии статей о работе с латунью мы рассмотрим некоторые инструменты и методы, позволяющие спаять латунные детали вместе.
В какой-то момент вы захотите соединить некоторые из этих частей без использования винтов, болтов или другого оборудования. В этом заключительном выпуске нашей серии статей о работе с латунью мы рассмотрим некоторые инструменты и методы, позволяющие спаять латунные детали вместе.
Паяльные инструменты и материалы
Вот инструменты и материалы, которые я использовал для этой статьи:
- Припой марки Tix
- Флюс марки Tix
- Горелка для бутановой пайки
- Огненный кирпич
- Инструмент сторонний
- Пинцет
- Молот
- Напильник по металлу
- Детали из латуни
- Подушечки абразивные
- Спиртовой тампон
Типы припоя и флюса
Существует много типов припоя, и я рекомендую вам поэкспериментировать со всеми из них.А пока мы будем использовать мягкий припой под торговой маркой Tix. Этот продукт используют многие любители и мастера по ремонту часов. Tix — это мягкий припой с низкой температурой плавления. Это важно, потому что высокие температуры могут привести к обесцвечиванию или размягчению латуни в результате процесса, называемого отжигом.
Tix — это мягкий припой с низкой температурой плавления. Это важно, потому что высокие температуры могут привести к обесцвечиванию или размягчению латуни в результате процесса, называемого отжигом.
Принципы успешной пайки
Есть несколько общих принципов, которые применимы практически ко всем типам пайки. Следуйте этим правилам, и ваши шансы на успех значительно увеличатся.
Детали должны хорошо прилегать друг к другу.
Припой действует как клей. В одиночку он не слишком силен, но он способен довольно хорошо удерживать две части вместе. Сделайте это, две соединяемые детали должны иметь как можно большую площадь поверхности. Не ожидайте, что припой окажется прочным, если он заполняет большие промежутки между деталями.
Детали должны быть чистыми.
Прочность соединения припоя будет зависеть от того, насколько чистые сопрягаемые поверхности.
Детали должны удерживаться на месте во время пайки.
В процессе пайки детали должны оставаться неподвижными и прочно.
Нагревать должны детали, а не сам припой.
Это один из наиболее неправильно понимаемых аспектов пайки. Вы не расплавляете сам припой. Вы нагреваете обе соединяемые детали, пока они не достигнут точки плавления припоя. Затем припой течет к нагретой области и в швы за счет капиллярного действия.
Пайка — это в основном подготовка.
При пайке любого отдельного соединения около 98% времени уходит на подготовку к пайке, поэтому не торопитесь и не пренебрегайте ни одним аспектом задачи.
Пошаговая инструкция для пайки латуни
Шаг 0: Подготовьте рабочее место
Безопасное рабочее место очень важно. Уберите с места все горючие материалы. Работайте в хорошо вентилируемом помещении или используйте небольшой вентилятор, чтобы сдувать пары от пайки. Я использую огнеупорный кирпич, чтобы создать безопасную поверхность для пайки. Я часто использую два кирпича, ставя один за другим, один сидя ровно. Это создает барьер для пламени и может служить отражателем, отражающим тепло от факела.
Я часто использую два кирпича, ставя один за другим, один сидя ровно. Это создает барьер для пламени и может служить отражателем, отражающим тепло от факела.
Шаг 1: Сформируйте детали, которые нужно соединить
Сформируйте детали, чтобы они соответствовали друг другу. Для этого потребуется время, потраченное на режущие инструменты и файлы, чтобы убедиться, что детали очень хорошо подходят друг к другу. Поднесенный к источнику света, вы не должны видеть промежутков между вашими предметами. Механическое соединение, используемое в сочетании с пайкой, всегда является хорошей идеей там, где требуется прочность.Можно ли сделать насечки на деталях, чтобы они соответствовали друг другу? Рассмотрите различные способы добавления механического соединения к вашему суставу.
Шаг 2: Очистка поверхностей
Используйте напильник, наждачную бумагу, наждачную бумагу, губки Scotch-brite или стальную мочалку для очистки поверхностей, подлежащих пайке. Щетка для царапин из стекловолокна хороша для очистки труднодоступных мест. Обратите внимание, что часть латуни покрыта прозрачным лаком, чтобы она оставалась яркой. Его необходимо удалить, чтобы припой пристал. После того, как детали будут очищены, их следует очистить спиртом, чтобы удалить все мелкие частицы или масла.Когда вы закончите с этим, удалите спирт из рабочей зоны и дайте деталям полностью высохнуть.
Щетка для царапин из стекловолокна хороша для очистки труднодоступных мест. Обратите внимание, что часть латуни покрыта прозрачным лаком, чтобы она оставалась яркой. Его необходимо удалить, чтобы припой пристал. После того, как детали будут очищены, их следует очистить спиртом, чтобы удалить все мелкие частицы или масла.Когда вы закончите с этим, удалите спирт из рабочей зоны и дайте деталям полностью высохнуть.
Шаг 3. Расположите детали
Используйте зажимы или проволоку, чтобы скрепить детали. Высокие Т-образные штифты можно вставить в мягкий огнеупорный кирпич, чтобы удерживать детали на месте. Тяжелые металлические предметы также можно использовать для удержания частей вместе. Имейте в виду, что эти предметы могут сильно нагреваться. Если их расположить слишком близко к стыку, они могут поглотить тепло, которое вы пытаетесь приложить к стыку.
Шаг 4. Нанесите припой Flux
Припой Tix имеет сопутствующий флюс, который представляет собой прозрачную жидкость. Флюс Tix поставляется во флаконе с кисточкой. Кисть имеет тенденцию распылять слишком много флюса в неправильных местах. Припой будет иметь сильную тенденцию течь везде, где был нанесен флюс. Если вам нужно аккуратное паяное соединение, используйте тонкую проволоку, чтобы нанести небольшое количество флюса именно туда, где вы хотите. Когда небольшая капля наносится на соединение, капиллярное действие должно втягивать жидкость между двумя частями.Иногда проще нанести флюс, прежде чем складывать части вместе. Tix также производит антифлюс, который можно красить везде, где вы действительно не хотите, чтобы припой попал.
Флюс Tix поставляется во флаконе с кисточкой. Кисть имеет тенденцию распылять слишком много флюса в неправильных местах. Припой будет иметь сильную тенденцию течь везде, где был нанесен флюс. Если вам нужно аккуратное паяное соединение, используйте тонкую проволоку, чтобы нанести небольшое количество флюса именно туда, где вы хотите. Когда небольшая капля наносится на соединение, капиллярное действие должно втягивать жидкость между двумя частями.Иногда проще нанести флюс, прежде чем складывать части вместе. Tix также производит антифлюс, который можно красить везде, где вы действительно не хотите, чтобы припой попал.
Шаг 5: Подготовка и нанесение припоя
По возможности, я люблю помещать кусочки припоя на детали. Количество и положение припоя легко контролировать, и во время работы ничего не трогают. Круглая проволока для припоя часто бывает слишком толстой и может скатиться с деталей. По этой причине я использую молоток, чтобы раздробить припойную проволоку. Вы удивитесь, сколько припоя вы сэкономите, используя эти тонкие полоски. Отрежьте небольшой кусок от приплюснутой части и с помощью пинцета поместите припой прямо на шов, который вы собираетесь склеить. Наконец, нанесите немного флюса на припой. Не наносите флюс ни на один из ваших хороших инструментов! Это едко.
Вы удивитесь, сколько припоя вы сэкономите, используя эти тонкие полоски. Отрежьте небольшой кусок от приплюснутой части и с помощью пинцета поместите припой прямо на шов, который вы собираетесь склеить. Наконец, нанесите немного флюса на припой. Не наносите флюс ни на один из ваших хороших инструментов! Это едко.
Шаг 6: Нанесите тепло
Припой будет течь навстречу теплу, создаваемому горелкой. Используйте это в своих интересах. По возможности нагрейте детали со стороны, противоположной тому, куда вы поместили припой.Таким образом, припой втягивается в шов между двумя частями.
Включите фонарик и уменьшите пламя до минимума. Начните нагревать кусочки.
Одновременный нагрев обеих частей для достижения одинаковой температуры может быть сложной задачей, особенно если одна из них имеет большую массу, чем другая. Время, проведенное с горелкой, направленной на каждую деталь, должно быть пропорционально массе каждой детали. Если вы припаиваете толстую цельную деталь к тонкому листу или трубке, твердой детали потребуется больше тепла. Продолжайте движение пламени, уделяя больше времени большему куску, ненадолго переходя к меньшему и обратно.
Продолжайте движение пламени, уделяя больше времени большему куску, ненадолго переходя к меньшему и обратно.
В тот момент, когда детали достигают критической температуры, припой мгновенно «течет», распространяясь по шву и любым смежным областям, где может быть флюс. Текущий припой будет складываться в стык и мерцать. Немедленно уберите пламя. Дополнительный нагрев здесь не поможет.
Шаг 7: Дать остыть, промыть и очистить
Дать припою остыть в течение нескольких минут может показаться непростым делом.Я рассматриваю это как единое целое, потому что слишком часто я перемещал детали до того, как припой затвердел. После того, как он остынет, хорошо промойте деталь под проточной водой, чтобы удалить остатки флюса. Высушите деталь и удалите излишки припоя. Если бы вы были осторожны, много не должно было быть. Я храню несколько старых файлов специально для этой цели. Вы же не хотите испортить свои хорошие файлы, забивая их припоем.
Как и многие другие темы, затронутые в этой колонке, мы коснулись лишь поверхности. Подготовка и практика — ключи к хорошей пайке, так что… готовьтесь к практике!
Подготовка и практика — ключи к хорошей пайке, так что… готовьтесь к практике!
Советы, методы и приемы Dug по автоматам
Ежеквартальная колонка создателя автоматов и энтузиаста Дага Норта
Copyright 2015 Dug North
Предупреждение: Темы, затронутые в этой колонке, включают использование инструментов и материалов, которые могут привести к повреждению имущества и / или телесным повреждениям. Ваша безопасность важна, и это ваша исключительная ответственность.Всегда читайте и соблюдайте инструкции по технике безопасности, прилагаемые к используемым инструментам и материалам. Надевайте защитные очки, используйте защитные приспособления и другие средства защиты, соблюдайте меры предосторожности и здравый смысл. При необходимости обращайтесь за советом к опытным сторонним источникам.
Дополнительная литература
Простая пайка: руководство по изготовлению ювелирных изделий для новичков: Amazon UK — Amazon US
Пайка и пайка (серия семинаров): Amazon UK — Amazon US
Материалы
Латунный стержень: Amazon UK — Amazon US
Латунные трубки: Amazon UK — Amazon US
Латунный лист: Amazon UK — Amazon US
Инструменты
Паяльная горелка: Amazon UK — Amazon US
Припой Tix: Amazon US
Tix Flux: Amazon, США
Tix Anti-Flux: Amazon US
Огненные кирпичи: Amazon US
Паяльное устройство для рук помощи: Amazon Uk — Amazon US
Надфили со швейцарским узором: Amazon UK — Amazon US
.