Как сделать простейший преобразователь высокого напряжения из катушки зажигания и реле
Существует много интересных проектов электрических самоделок, для реализации которых требуется преобразить низкое постоянное напряжение в высоковольтное переменное. Это может понадобиться при сборке самодельной плазменной лампы, или просто для зрелищной демонстрации бьющей искры. Самым простым решением для преобразования напряжения от обычного блока питания на 12 В 1,5 А в 10000 -30000 В является использования автомобильной катушки зажигания. Ее применение позволяет собрать схему для генерации высоковольтного напряжения буквально за считанные минуты.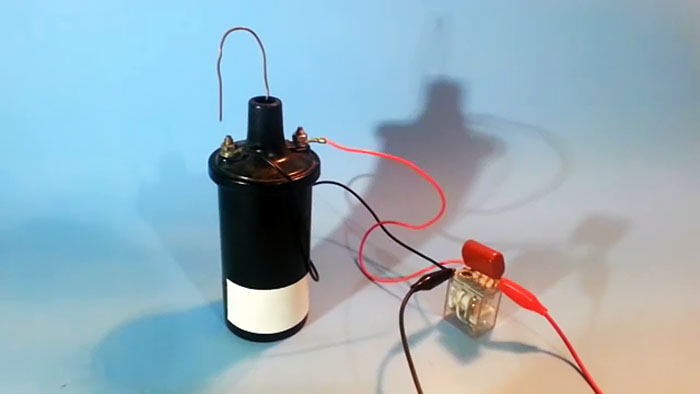
Материалы:
- автомобильная катушка зажигания;
- электромагнитное реле;
- конденсатор 1мкФ 250 В;
- источник питания 12 В;
- провода, лучше автомобильные.
Схема преобразователя
Важным условием для преображения напряжения 12 В в высоковольтное, является подача на катушку зажигания пульсирующего тока. Однако блок питания или аккумулятор дают постоянный ток, поэтому между источником электричества и катушкой требуется наличие реле. Электромагнитное реле воспринимает постоянный ток, и выпускает его короткими вспышками, за которыми следует кратковременная пауза. В результате катушка получает от реле уже пульсирующий ток, что ей и нужно.
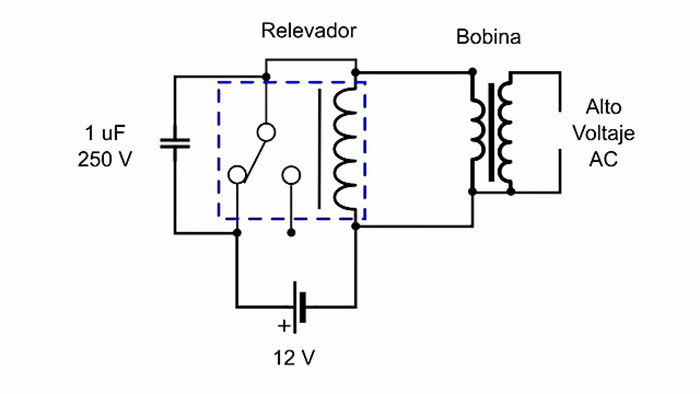
Простейшая схема получения высоковольтного напряжения подразумевает просто подачу по проводам питания от источника на реле, и через него непосредственно далее на катушку. Однако принцип работы реле заключается в разрывании контактов, что сопровождается образованием искры в его корпусе. В таком режиме оно быстро выходит со строя. Его контакты обгорают и перестают работать. Чтобы частично снизить силу искры внутри корпуса реле, необходимо добавить в схему конденсатор 1 мкФ 250 В, как указано на схеме. Он просто припаивается обычным припоем.
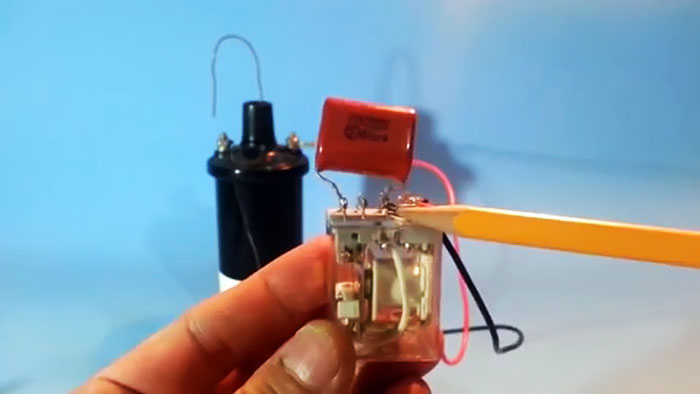
Конденсатор устанавливается между общим контактом питания реле и нормально замкнутым контактом. Сделав подключение таким образом, при условии прозрачного корпуса реле, можно визуально увидеть, что при подаче напряжения от блока питания размер побочного искрения снижается. При этом параметры высоковольтного тока на выходе вторичной обмотки катушки не пострадают.
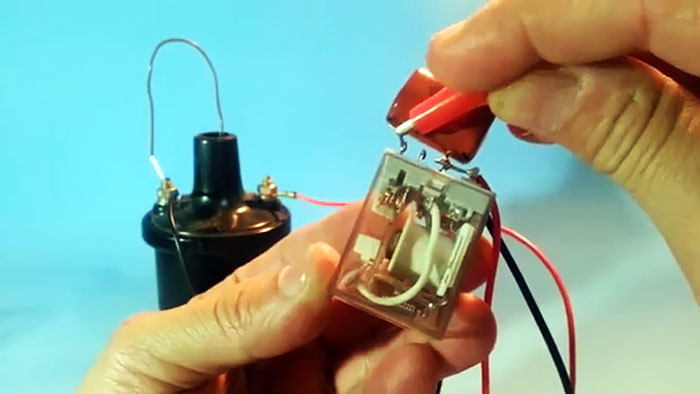
Наличие конденсатора без изоляции на реле не несет опасности, поскольку 10000В образуются непосредственно внутри катушки зажигания. Таким образом, доработанное реле не нуждается в особом отношении.
Смотрите видео
Высоковольтный генератор из катушки зажигания, кулера и мосфета – легко и доступно

Всем здравствуйте! В сети множество схем высоковольтных генераторов отличающихся по мощности, по сложности сборки, по цене и доступности компонентов. Данная самоделка собрана из практически бросовых деталей, собрать ее сможет любой желающий. Собирался этот генератор, скажем так, для ознакомительных целей и всевозможных опытов с электричеством высокого напряжения. Примерный максимум этого генератора 20 киловольт. Так как в качестве источника питания для этого генератора не используется сетевое напряжение это дополнительный плюс с точки зрения безопасности.

На фото все необходимые детали, для сборки высоковольтного генератора.
Для сборки потребуется:
Катушка зажигания от ВАЗа
Кулер с датчиком холла
«N» канальный мосфет
Соединительные изолированные провода
Паяльник
Клеммная колодка (необязательно)
Радиатор для мосфета
Несколько саморезов
Фанерное основание для крепления деталей

Это схема данного генератора.
Кому интересно попробую рассказать подробнее. В качестве генератора импульсов используется кулер охлаждения от компьютера или аналогичный на 12 вольт, но с одним условием – в нем должен быть встроенный датчик холла. Именно датчик холла и будет генерировать импульсы для высоковольтного трансформатора, в качестве которого, в данном случае, используется катушка зажигания от автомобиля. Выбрать подходящий вентилятор очень просто, как правило, он имеет три ввода.

На фото видно наличие трех выводов. Стандартная расцветка это красный вывод плюс питания, черный – общий (земля) и желтый – выход с датчика холла. При подаче питания на вентилятор на выходе (желтый провод) получаем импульсы, частота которых зависит от оборотов электромотора данного кулера и чем выше напряжение, тем выше частота импульсов. Повышать напряжение следует в разумных пределах — примерно 12-15 вольт, чтоб не спалить кулер и всю схему. Получаемый импульсный сигнал предстоит подать на катушку зажигания, но его необходимо усилить.

В качестве силового ключа использовал «N» канальный полевой транзистор (мосфет) IRFS640A подойдут и другие с аналогичными параметрами, или примерные на ток 5-10 ампер и напряжение вольт 50 для надежности. Мосфеты присутствуют практически во всех современных электронных схемах, будь то материнская плата компьютера или пусковая схема энергосберегающей лампы, а значит, найти подходящий не возникнет проблем.

Катушка зажигания от автомобилей ВАЗ «классика» Б117-А имеет три вывода. Центральный это высоковольтный выход, «Б+» это плюсовой 12 вольт, и общий «К» — возможно не маркируется.
Изначально схем состояла из трех компонентов: кулер, мосфет и катушка, но через непродолжительное время работы ломалась, так как выходили из строя либо мосфет, либо датчик холла. Выход – установка резисторов на 100 Ом для ограничения пускового тока с датчика холла на затвор, и подтягивающий резистор 10кОм для запирания мосфета при отсутствии импульса.

При сборке схемы транзистор следует устанавливать на радиатор желательно с применением термопасты, так как нагрев при работе существенный.

Разъем от кулера использовал в качестве клеммной колодки для подключения мосфета. В результате необходимость в пайке транзистора отпала, для подключения или замены достаточно соединить колодку с выводами транзистора.

Вентилятор закрепил сверху радиатора при помощи двух саморезов. В результате получилось, что кулер играет двойную роль – как генератор импульсов и как дополнительное охлаждение.

Подключаем питание 12-14 вольт от аккумулятора и пробуем в работе.
Для молний по дереву данный агрегат конечно слабоват, но что такое высокое напряжение с данной самоделкой — оценить можно.
 Доставка новых самоделок на почту
Доставка новых самоделок на почтуПолучайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.| |
| | ||||||



 Опыты с мощным генератором свч или оценка рисков на личном опыте.
Опыты с мощным генератором свч или оценка рисков на личном опыте.Высоковольтная катушка индуктивности и способ ее изготовления
Изобретение относится к электротехнике и может быть использовано в мощных силовых трансформаторах для вторичных источников питания. Технический результат состоит в повышении надежности и упрощении конструкции и изготовления. В высоковольтной катушке индуктивности каркас каждой секции и изолятор между ними выполнены в виде двух и более чередующихся слоев заданной толщины арамидной полимерной бумаги и слоя электроизоляционного термостойкого высокопрочного клея, расположенного между ними. Изоляция между первичной и вторичной обмотками и соединение секций между собой выполнены из электроизоляционного термостойкого высокопрочного клея. Электроизоляция и герметизация выполнены из компаунда на той же полимерной основе, что и электроизоляционный термостойкий высокопрочный клей. Способ изготовления высоковольтной катушки индуктивности заключается в том, что предварительно изготавливают два вида заготовок заданной формы и заданной толщины, одну — для каркаса каждой секции, другую — для изолятора между секциями в виде двух и более чередующихся слоев арамидной полимерной бумаги и слоя электроизоляционного термостойкого высокопрочного клея между ними. Прессуют заготовки и затем обрабатывают их при температуре полимеризации электроизоляционного термостойкого высокопрочного клея с последующей вырубкой из них каркаса для каждой секции и изолятора между ними. Изготавливают первичную и вторичную обмотки заданной толщины посредством поочередного расположения на каркасе каждой секции слоев арамидной полимерной бумаги, электроизоляционного термостойкого высокопрочного клея и электропроводника. Осуществляют сборку посредством поочередного расположения каркаса каждой секции с первичной и вторичной обмотками и изолятора между ними и соединяют их между собой электроизоляционным термостойким высокопрочным клеем. Осуществляют электроизоляцию и герметизацию упомянутой сборки посредством размещения ее в герметичную разъемную заливочную форму, выполненную из металла и заливки в нее компаунда на той же полимерной основе, что и электроизоляционный термостойкий высокопрочный клей. 2 н. и 4 з.п. ф-лы, 4 ил.
Изобретение относится к электричеству, в частности высоковольтным катушкам индуктивности для мощных силовых трансформаторов, в том числе для вторичных источников питания различных устройств техники СВЧ.
Одним из основных требований, которым должны отвечать данные устройства, — это их надежность, определяемая как электрическими характеристиками, и прежде всего электроизоляционными, так и механической прочностью в условиях повышенных эксплуатационных нагрузок.
Известна катушка индуктивности и способ ее изготовления, представляющая собой обмотки, изготовленные посредством намотки электропровода на разъемную оправку с двумя раздвижными фланцами, предназначенными для регулировки ширины катушки индуктивности, с последующей пропиткой обмоток диэлектрическим лаком [1].
Можно предположить, что данная катушка индуктивности не может быть использована для работы в мощных силовых полях.
Известна катушка индуктивности и способ ее изготовления, состоящая из нескольких секций, соосно расположенных, последовательно соединенных и изолированных друг от друга изоляционным материалом из электроизоляционной массы и эластичных электроизоляционных прокладок.
При этом каждая секция намотана из медной ленты, которая обернута электроизоляционным материалом в один слой с перекрытием стыка [2].
Способ изготовления данной катушки индуктивности заключается в обертывании медной ленты электроизоляционным материалом в один слой с перекрытием стыка и наматывании ее в каждой секции. По окончании намотки секция пропитывается электроизоляционным лаком и сушится. При сборке на ее торец наносится электроизоляционная масса и две электроизоляционные прокладки, при этом края прокладки отгибаются на ширину ленты на наружный и внутренний диаметр секции. Далее аналогично собираются остальные секции до необходимого количества. Секции укладываются соосно, спаиваются между собой и в собранном виде бандажируются и сушатся.
Данная катушка индуктивности может быть использована для работы, в том числе в силовых полях повышенной мощности.
Однако данная катушка индуктивности и прежде всего способ ее изготовления очень сложны в исполнении и не обеспечивают необходимые электрические характеристики, и прежде всего электроизоляционные, а следовательно, и ее надежность.
Известна высоковольтная катушка индуктивности и способ ее изготовления, представляющие собой обмотки из 3-5 слоев электропроводника с изоляцией каждого слоя, расположенных в углублении цилиндрического каркаса между двумя его фланцами, которые выполнены с разновысокими кольцевыми буртиками — уступами — прототип [3].
Способ заключается в наматывании многослойной обмотки из 3-5 слоев, непрерывно виток к витку от уступа к уступу с изоляцией каждого слоя и смещением начала и конца соседних слоев на длину буртика для исключения западания витков из одного слоя в другой.
Данная высоковольтная катушка индуктивности и способ ее изготовления по сравнению с предыдущим аналогом несколько проще, но недостаточно.
Кроме того, как и в предыдущем аналоге, не обеспечиваются необходимые прочностные характеристики как электрические, и прежде всего электроизоляционные и токи утечки, так и механические, а следовательно, не обеспечивается надежность высоковольтной катушки индуктивности.
Это особенно критично при работе ее в составе вторичных источников питания различных устройств техники СВЧ, в том числе мощных.
Техническим результатом предлагаемых изобретений является повышение надежности путем повышения как электрических характеристик, прежде всего электроизоляционных, и снижения токов утечки — их минимизации, так и механической прочности, упрощение конструкции высоковольтной катушки индуктивности и способа ее изготовления.
Указанный технический результат достигается:
как предложенной конструкцией высоковольтной катушки индуктивности, в которой:
— каркас каждой секции и изолятор между ними выполнены в виде двух и более чередующихся слоев заданной толщины арамидной полимерной бумаги и слоя электроизоляционного термостойкого высокопрочного клея, расположенного между ними,
— изоляция между первичной и вторичной обмотками и соединение секций между собой выполнены из электроизоляционного термостойкого высокопрочного клея,
— электроизоляция и герметизация высоковольтной катушки индуктивности выполнены из электроизоляционного термостойкого высокопрочного компаунда на той же полимерной основе, что и электроизоляционный термостойкий высокопрочный клей, при этом толщину слоев арамидной полимерной бумаги и электроизоляционного термостойкого высокопрочного клея между ними задают величиной выходного напряжения, активное сопротивление первичной и вторичной обмоток пропорционально отношению заданных напряжений в них,
так и предложенным способом ее изготовления, который включает следующие операции:
— предварительное изготовление двух видов заготовок заданной формы и заданной толщины, одну — для каркаса каждой секции, другую — для изолятора между секциями, в виде двух и более чередующихся слоев арамидной полимерной бумаги и слоев электроизоляционного термостойкого высокопрочного клея, расположенного между ними, посредством намотки слоев арамидной полимерной бумаги на заданную форму и одновременного нанесения на поверхность каждого слоя арамидной полимерной бумаги электроизоляционного термостойкого высокопрочного клея, прессования заготовок и последующей их обработки при температуре полимеризации электроизоляционного термостойкого высокопрочного клея,
— вырубку из соответствующих заготовок каркаса для каждой секции и изолятора между ними,
— изготовление первичной и вторичной обмоток заданной толщины посредством поочередного расположения на каркасе каждой секции слоев арамидной полимерной бумаги, электроизоляционного термостойкого высокопрочного клея и электропроводника,
— сборку высоковольтной катушки индуктивности посредством поочередного соосного расположения каркаса каждой секции с первичной и вторичной обмотками и изолятора между ними и соединение секций между собой электроизоляционным термостойким высокопрочным клеем,
— одновременную электроизоляцию и герметизацию упомянутой сборки посредством размещения ее в герметичной разъемной заливочной форме с предварительной обработкой ее внутренней поверхности антиадгезионной смазкой и заливки в нее электроизоляционного термостойкого высокопрочного компаунда на той же полимерной основе, что и электроизоляционный термостойкий высокопрочный клей с последующей обработкой при температуре его полимеризации, при этом герметичная разъемная заливочная форма выполнена из твердых металлов или их сплавов, а в качестве антиадгезионной смазки берут раствор гидрофобизирующей жидкости в бензине.
Арамидная полимерная бумага, обладая рыхлой структурой, обеспечивает качественную пропитку ее электроизоляционным термостойким высокопрочным клеем и в сочетании с высокими термостойкими до 250°С и прочностными не менее 30 МПа характеристиками указанного клея обеспечивает образование монолитной механически прочной структуры каркаса и изолятора, обладающей высокой устойчивостью к повышенным эксплуатационным нагрузкам, а именно вибромеханическим, ударным и температурным, в том числе и резким перепадам температур.
Более того, арамидная полимерная бумага, обладая высокими электрическими характеристиками, а именно электрической прочностью в пределах 17-33 кВ/мм, низкой диэлектрической проницаемостью порядка 1,6-3,7, малым тангенсом угла диэлектрических потерь порядка (4-7)×10-3 при частоте 60 Гц и толщине 0,05-0,76 мм в совокупности с высокими электроизоляционными свойствами указанного клея Епр. порядка 30 кВ/мм, обеспечивает высокие электрические характеристики и материалу каркаса и изолятора, в том числе электроизоляционные, и низкие токи утечки — их минимизацию.
Итак, выполнение каркаса каждой секции и изолятора между ними в виде двух и более чередующихся слоев заданной толщины арамидной полимерной бумаги и слоя электроизоляционного термостойкого высокопрочного клея, расположенного между ними, обеспечит повышение как электрических характеристик, и прежде всего электроизоляционных, и снижение токов утечки — их минимизацию, так и повышение механической прочности и, следовательно, повышение надежности высоковольтной катушки индуктивности в условиях повышенных эксплуатационных нагрузок.
Выполнение изоляции между первичной и вторичной обмотками из электроизоляционного термостойкого высокопрочного клея и соединения между секциями, благодаря его указанным свойствам, также повышает надежность высоковольтной катушки индуктивности.
Поскольку конструкция высоковольтной катушки индуктивности представляет собой, как правило, сочетание элементов, выполненных из различных материалов различной массы и с различными значениями коэффициентов линейного термического расширения, что приводит к снижению механической прочности. Это имеет место как в аналогах, так и прототипе.
То предложенное в данном изобретении выполнение электроизоляции и герметизации высоковольтной катушки индуктивности из электроизоляционного термостойкого высокопрочного компаунда и на той же полимерной основе, что и электроизоляционный термостойкий высокопрочный клей, и более того, наличие этого клея в каркасе, изоляторе и соединении между секциями обеспечивает совместимость всей конструкции по коэффициентам линейного термического расширения.
А это обеспечит повышение механической прочности высоковольтной катушки индуктивности в условиях ее эксплуатации при высоких рабочих напряжениях, высоких рабочих температурах и резкого их перепада, вибромеханических и ударных нагрузок, повышенной влажности, перепадов внешнего давления и тем самым повысит надежность высоковольтной катушки индуктивности.
Предложенный способ изготовления высоковольтной катушки индуктивности, а именно:
— предварительное изготовление заготовок заданной формы и заданной толщины и последующая вырубка из них каркаса и изолятора и предложенное изготовление первичной и вторичной обмоток в совокупности с высокими электрическими характеристиками используемых одних и тех же материалов, которые образуют между собой в случае каркаса и изолятора монолитную конструкцию, — все это обеспечивает:
во-первых, указанным элементам конструкции высокую механическую прочность и высокие электрические характеристики, прежде всего электроизляционные, и низкие токи утечки,
во-вторых, упрощение изготовления элементов конструкции;
— предложенная электроизоляция и герметизация сборки высоковольтной катушки индуктивности посредством заливки электроизоляционного термостойкого высокопрочного компаунда и на той же полимерной основе, что и электроизоляционный термостойкий высокопрочный клей, обеспечивает:
во-первых, монолитность конструкции уже в целом и, следовательно, повышение как электрических характеристик, так и механической прочности,
во-вторых, совместимость всей конструкции по коэффициентам линейного термического расширения и, следовательно, повышение механической прочности;
в-третьих, упрощение способа изготовления, так как это осуществляют одновременно в одной операции.
Указанная антиадгезионная смазка обеспечивает:
во-первых, минимальную адгезию между металлом и компаундом электроизоляции и герметизации высоковольтной катушки индуктивности,
во-вторых, максимально возможную тиражируемость заливок при сохранении качества.
Таким образом, предложенная высоковольтная катушка индуктивности и способ ее изготовления обеспечат:
во-первых, повышение надежности путем повышения как электрических характеристик, прежде всего электроизоляционных, и снижения токов утечки — их минимизации, так и механической прочности в условиях повышенных эксплуатационных нагрузок,
во-вторых, упрощение ее конструкции и способа изготовления.
Изобретение иллюстрируется чертежами.
На фиг.1 дан общий вид предлагаемой высоковольтной катушки индуктивности, состоящей из двух секций, где
— секции высоковольтной катушки индуктивности 1 и 2
— изолятор между секциями 3,
— каркас из диэлектрического материала 4,
— первичная и вторичная обмотоки 5 и 6 соответственно,
— изоляция между первичной и вторичной обмотками 7,
— электроизоляция и герметизация высоковольтной катушки индуктивноси 8.
На фиг.2 а и б даны увеличенные фрагменты каркаса и изолятора в разрезе соответственно, где
— слой арамидной полимерной бумаги 9,
— слой электроизоляционного термостойкого высокопрочного клея 10,
— электропроводник 11.
На фиг.3 дана принципиальная схема устройства.
Пример конкретного выполнения.
Предварительно изготавливают два вида заготовок заданной формы и заданной толщины, одну — для каркаса 4 каждой секции 1 и 2, другую — для изолятора 3 между секциями, в виде двух чередующихся слоев арамидной полимерной бумаги 9 и слоев электроизоляционного термостойкого высокопрочного клея 10, расположенного между ними. Для чего наматывают с помощью специального приспособления слои арамидной полимерной бумаги 9 на заданную форму, например на цилиндр, и одновременно наносят на поверхность каждого слоя арамидной полимерной бумаги 9 электроизоляционный термостойкий высокопрочный клей 10, прессуют заготовки и затем их обрабатывают при температуре полимеризации электроизоляционного термостойкого высокопрочного клея — 80°С в течение четырех часов.
Затем из соответствующих заготовок вырубают каркасы 4 для каждой секции и изоляторы 3 между секциями. Изготавливают первичную 5 и вторичную 6 обмотки заданной толщины посредством поочередного расположения на каркасе 4 каждой секции 1 и 2 слоев арамидной полимерной бумаги 9, электроизоляционного термостойкого высокопрочного клея 10 и электропроводника 11 в указанной последовательности.
Далее осуществляют сборку высоковольтной катушки индуктивности посредством поочередного соосного расположения каркаса 4 каждой секции 1 и 2 с первичной 5 и вторичной 6 обмотками и изолятора 3 между ними, например, на любую заданную форму и соединяют их между собой простым склеиванием с использованием электроизоляционного термостойкого высокопрочного клея 10.
Далее одновременно электроизолируют и герметизируют упомянутую сборку высоковольтной катушки индуктивности. Для чего берут герметичную разъемную заливочную форму, выполненную из стали, обрабатывают ее внутреннюю поверхность антиадгезионной смазкой — десятипроцентным раствором гидрофобизирующей жидкости в бензине. А затем размещают в ней сборку высоковольтной катушки индуктивности и заливают в нее, например, методом свободного литья через отверстие сифонного типа электроизоляционный термостойкий высокопрочный компаунд на той же полимерной основе, что и электроизоляционный термостойкий высокопрочный клей, с последующей термообработкой при температуре 120-180°С.
Изготовленные предложенными конструкцией и способом образцы высоковольтных катушек индуктивности были испытаны на предмет как электроизоляционных характеристик, так и механической прочности в условиях рабочих напряжений 25 кВ, рабочих температур 155°С в течение 500 часов и резкого их перепада в интервале — 60-155°С, синусоидальной вибрации в диапазоне частот 1-500 Гц с амплитудой ускорения до 10  и механических одиночных ударов с ускорением до 100
и механических одиночных ударов с ускорением до 100  , влажности порядка 98% при температуре 35°С, изменений внешнего давления от 90 мм рт.ст. до 3 кГс/см2.
, влажности порядка 98% при температуре 35°С, изменений внешнего давления от 90 мм рт.ст. до 3 кГс/см2.
Как показали испытания, образцы высоковольтных катушек индуктивности имеют высокие прочностные характеристики как электрические — сквозные токи утечки при температуре 155°С составляют 1,9-11 мкА в интервале рабочего напряжения до 30 кВ и более, так и механические — выдержали все указанные выше испытания без разрушений.
Работа устройства
При подаче на первичную обмотку 5 высоковольтной катушки индуктивности напряжения от первичного источника во вторичной обмотке 6 индуцируется выходное напряжение, которое через выводы вторичной обмотки передается на нагрузку, например, клистрон магнетрон, лампу бегущей волны.
Таким образом, предложенные конструкция и способ изготовления высоковольтной катушки индуктивности обеспечат по сравнению с прототипом:
во-первых, повышение надежности как с точки зрения ее электрических характеристик, и, прежде всего электроизоляционных — электрическое сопротивление не менее 600 МОм, а сквозной ток утечки при температуре 155°С составляет 1,9-11 мкА в интервале рабочего напряжения до 30 кВ и более, так и механической прочности при повышенных эксплуатационных нагрузках, в том числе жестких;
во-вторых, упрощение конструкции и способа изготовления.
Предложенный способ позволит достаточно просто изготавливать высоковольтные катушки индуктивности любой требуемой массы и габарита.
Указанные преимущества особенно актуальны в случае использования предложенной высоковольтной катушки индуктивности для вторичных источников питания различных устройств техники СВЧ, в том числе повышенной мощности и работающих в экстремальных условиях.
Источники информации
1. Заявка на изобретение №2003138031, МПК H01F 41/06, приоритет 2003.12.19, опубл. 2005.06.10.
2. Патент РФ №2167461, МПК H01F 5/06, приоритет 1998.02.24, опубл. 2001.05.20.
3. Заявка на изобретение №93035338, МПК H01F 19/04, приоритет 1993.07.07, опубл. 1996.01.20.
1. Высоковольтная катушка индуктивности, содержащая одну и более секций с изолятором между ними, соосно расположенных и соединенных между собой, при этом каждая секция выполнена в виде каркаса из диэлектрического материала, первичной и вторичной обмоток, изолированных между собой и расположенных на каркасе, выводы первичной и вторичной обмоток независимо от их количества и расположения электрически соединены по любой известной схеме, высоковольтная катушка индуктивности электроизолирована и герметизирована, отличающаяся тем, что каркас каждой секции и изолятор между ними выполнены в виде двух и более чередующихся слоев заданной толщины арамидной полимерной бумаги и слоя электроизоляционного термостойкого высокопрочного клея, расположенного между ними, изоляция между первичной и вторичной обмотками и соединение секций между собой выполнены из электроизоляционного термостойкого высокопрочного клея, а электроизоляция и герметизация высоковольтной катушки индуктивности выполнены из электроизоляционного термостойкого высокопрочного компаунда и на той же полимерной основе, что и электроизоляционный термостойкий высокопрочный клей.
2. Высоковольтная катушка индуктивности по п.1, отличающаяся тем, что толщину чередующихся слоев арамидной полимерной бумаги и слоя электроизоляционного термостойкого высокопрочного клея между ними задают величиной выходного напряжения.
3. Высоковольтная катушка индуктивности по п.1, отличающаяся тем, что активное сопротивление первичной и вторичной обмоток пропорционально отношению заданных напряжений в них.
4. Способ изготовления высоковольтной катушки индуктивности, включающий изготовление одной и более секций, представляющих собой каркас из диэлектрического материала, на котором расположены первичная и вторичная обмотки с изоляцией между ними, изготовление изолятора между секциями, изготовление электроизоляции и герметизации высоковольтной катушки индуктивности, отличающийся тем, что предварительно изготавливают два вида заготовок заданной формы и заданной толщины, одну — для каркаса каждой секции, другую — для изолятора между секциями, в виде двух и более чередующихся слоев арамидной полимерной бумаги и слоя электроизоляционного термостойкого высокопрочного клея, расположенного между ними, посредством намотки слоев арамидной полимерной бумаги на заданную форму и одновременного нанесения на поверхность каждого слоя арамидной полимерной бумаги слоя электроизоляционного термостойкого высокопрочного клея, прессования заготовок и последующей их обработки при температуре полимеризации электроизоляционного термостойкого высокопрочного клея, вырубку из соответствующих заготовок каркаса для каждой секции и изолятора между ними, изготовление первичной и вторичной обмоток заданной толщины посредством поочередного расположения на каркасе каждой секции слоев арамидной полимерной бумаги, электроизоляционного термостойкого высокопрочного клея и электропроводника, сборку высоковольтной катушки индуктивности посредством поочередного соосного расположения каркаса каждой секции с первичной и вторичной обмотками и изолятора между ними и соединение их между собой электроизоляционным термостойким высокопрочным клеем, электроизоляцию и герметизацию упомянутой сборки осуществляют одновременно посредством размещения ее в герметичной разъемной заливочной форме с предварительной обработкой ее внутренней поверхности антиадгезионной смазкой и заливки в нее электроизоляционного термостойкого высокопрочного компаунда на той же полимерной основе, что и электроизоляционный термостойкий высокопрочный клей.
5. Способ изготовления высоковольтной катушки по п.4, отличающийся тем, что герметичная разъемная заливочная форма выполнена из твердых металлов или их сплавов.
6. Способ изготовления высоковольтной катушки по п.4, отличающийся тем, что в качестве антиадгезионной смазки берут раствор гидрофобизирующей жидкости в бензине.