Достоинства и недостатки сварки полуавтоматом без газа
Одно из ведущих мест в производстве металлоконструкций занимает электродуговая сварка плавлением. Популярным ее вариантом считают полуавтоматическую сварку, в процессе которой подача электрода либо проволоки механизируется. При этом перемещение сварочной горелки с требуемой скоростью по протяжению шва проводится сварщиком собственноручно. Защиту расплавляемого металла сварочного шва от атмосферного воздействия осуществляют в виде подачи на свариваемый участок флюса в гранулах или защитного газа для сварки полуавтоматом. Для некоторых случаев требуется и то, и другое.
Особенности полуавтоматической сварки без газа
Сварка полуавтоматом, представляющая собой один из традиционных способов сварки, выполняется с применением электродной проволоки. Она, выступая в качестве электрода, бесперебойно поступает с определенной скоростью при помощи специального привода в сварочную головку. Применение особых флюсов позволяет получать большую глубину проплавления металлов на свариваемом участке даже с небольшим диаметром проволоки и на малых токах.
Целесообразна сварка полуавтоматом в изготовлении конструкций с небольшой протяженностью швов и при их криволинейности. Она удобна для несложных мелкосерийных производств. Чаще всего ею сваривают металлы толщиной деталей до 3 см, со скосом кромки либо без него, много- либо однопроходными угловыми, а также дву- или односторонними стыковыми швами. Также этим способом сварки делают швы прорезные, со проплавлением насквозь верхней части нахлесточного соединения и электрозаклепками. Для этого, как правило, используются шланговые полуавтоматы для сварки, имеющие универсальный держатель.
Нередко для сварки полуавтоматом применяют переменные токи, но и с использованием постоянных токов сварочный процесс тоже возможен.
Операция передвижения держателя по оси шва в ходе сварки полуавтоматом проводится электросварщиком собственноручно. При этом держатель можно как передвигать, держа на весу, так воспользоваться специально предназначенным для его опоры костылем. Незначительные изменения в расстоянии между держателем и поверхностью детали не нарушат правильного ведения процесса сварки и, как правило, не влияют на размеры швов и их форму. Но для выполнения швов высокого качества требуется практический опыт в поддержании необходимой скорости движения держателя и точности направления электродов вдоль оси швов.
Преимущества и недостатки сварки полуавтоматом без газа
Определенную трудность в выполнении газовой сварки полуавтоматом представляет невозможность наблюдать за ходом образования шва. Держатель при производстве угловых соединений помещается в угол стыка скрепляемых деталей, поэтому сварку приходится вести сбоку или в направлении на себя. При сочетании поперечных колебаний держателя с его перемещением вдоль оси шва можно получать уширенные швы, которые необходимы при сварке некоторых соединений с большими зазорами. Также сварка полуавтоматом целесообразна при производстве прерывистых швов.
Из-за слабой жесткости с высокой хрупкостью порошковой проволоки, используемой для сварки без газа полуавтоматом, ее подачу производят при помощи особого механизма с малым сжатием. В этом случае недопустимы резкие движения шлангом. Кроме того требуется неукоснительное соблюдение полярности подключения на держак с «массой»: «+» к изделию, «–» на держак, то есть в прямом варианте. Такая необходимость обусловлена созданием высокой температуры при подаче флюсовой проволоки для образования защитного газового облака. Давление газа при сварке полуавтоматом регулируют в зависимости от свариваемых металлов и силы тока.
Такая необходимость обусловлена созданием высокой температуры при подаче флюсовой проволоки для образования защитного газового облака. Давление газа при сварке полуавтоматом регулируют в зависимости от свариваемых металлов и силы тока.
Делая выбор между разновидностями этого типа сварки с газом или без него, стоит отдать предпочтение второму варианту. Конечно, первый способ позволяет полностью исключить проникновение кислорода на место непосредственного проведения сварки. За счет этого устраняются недостатки, связанные с содержанием углерода, что позволяет получить сварной шов высокого качества. Но данный метод требует больших затрат труда и средств. Придется перемещать тяжелые газовые баллоны, что нецелесообразно для выполнения всего нескольких швов. К тому же зарядка баллонов нерентабельна, когда сварка используется не слишком часто. Поэтому, к примеру, сварка алюминия полуавтоматом без газа гораздо выгоднее газовой.
Достоинством способа такой сварки без газа является также отсутствие необходимости в использовании газовой аппаратуры с большой энергоемкостью. Помимо этого он позволяет при помощи широкого выбора сварочной проволоки с разными наполнителями получать требуемый химический состав металла шва и определенные характеристики сварочной дуги. Благодаря отсутствию затрат на зарядку необходимым газом баллонов сварка полуавтоматом без газа экономична и доступна всем. А ее самым важным преимуществом служит возможность наблюдения через защитную маску за операцией непосредственной подачи электродной проволоки в разделку.
Помимо этого он позволяет при помощи широкого выбора сварочной проволоки с разными наполнителями получать требуемый химический состав металла шва и определенные характеристики сварочной дуги. Благодаря отсутствию затрат на зарядку необходимым газом баллонов сварка полуавтоматом без газа экономична и доступна всем. А ее самым важным преимуществом служит возможность наблюдения через защитную маску за операцией непосредственной подачи электродной проволоки в разделку.
Но стоить учесть, что нельзя пользоваться полуавтоматом для сварки без газа, применяя обычную сварочную проволоку. Полученный таким образом шов будет содержать раковины и отличаться неровностью. При этом существенно увеличится расходование проволоки, потому что ее значительная часть будет просто испаряться. Кроме того на участке сварки будет ощутимо воздействие кислорода, а значит образование окислов позволит возникнуть кавернам в шве.
Как варить порошковой проволокой
Чем сварка полуавтоматом без газа, отличается от полуавтоматической сварки в газовой среде, и что вообще такое сварка полуавтоматом, мы рассмотрим все эти вопросы в нашей статье.
Полуавтоматическая сварка
Сварка полуавтоматом — один из видов классической дуговой сварки. Электродная проволока выступает в роли сварного электрода. Она непрерывно подается механическим приводом с заданной постоянно скоростью в сварочную головку.
Сварочные флюсы позволяют даже при работе с небольшим диаметром проволоки (0.8-2мм) малыми токами обеспечить достаточно глубокое расплавление металла непосредственно в зоне сварки. Благодаря этому получаются надежные и качественные швы на толстом или тонком металле.
Использование полуавтомата для сварочных работ позволит значительно улучшить качество сварного шва, а также существенно увеличит производительность работ. При помощи полуавтоматической сварки опытные мастера вырабатывают от 20 до 40 метров шва сварного в час. Сварка полуавтоматом видео, обучающее можно найти в конце этой статьи, где вы сможете наглядно ознакомиться непосредственно с процессом сварки.
Сегодня существует возможность выполнять сварку полуавтоматом с газом или без газа.
Преимущества полуавтоматической сварки без газа
Как правило, ее еще проволокой флюсовой, обозначая тем самым ее состав. В наше время доступна также и сварочная порошковая проволока. Какое бы название не носила данного вида проволока, все они применяются для сварки полуавтоматом без газа.
Данная проволока состоит стальной трубки, с диаметром, который соответствует 0.8, как и при полуавтоматической сварке в газовой среде. Внутри проволоки находится сварной порошок – флюс, который очень напоминает по своему составу обмазку стандартных электродов.
Сварка полуавтоматом без газа достоинства
- 1. отсутствие энергоемкой газовой аппаратуры;
- 2. доступность, не нужно постоянно тратиться на заряд баллонов с инертным газом;
- 3. возможность формировать химический состав сварного шва, используя для этого различные типы проволоки с разным наполнением.
- 4. возможность формировать характеристики дуга
- 5. самое главное достоинство – возможность наблюдать за местом подачи непосредственно в разделку, сквозь защитную маску.
Полезные советы при полуавтоматической сварке без газа
Сварка полуавтоматом напоминает классическую с обычными электродами, именно поэтому во время выполнения работ есть вероятность затекания шлака в сварочную ванну от сгоревшего флюса. Чтобы это предотвратить для получения надежного герметического соединения необходимо поверх сделать еще один шов, очистив предварительно предыдущий.
Из-за того что порошковая проволока, которая используется в процессе сварки полуавтоматом без газа очень хрупка и имеет малую жесткость собственной конструкции – очень тонкая стенка – поэтому подачу проволоки необходимо выполнять специальным механизмом с малым сжатием, при этом любые резкие повороты шланга не допускаются.
Необходимо строго соблюдать полярность при подключении на «массу» и на держак. Минус должен подаваться непосредственно на держак, а плюс к самому изделию. Данное подключение получило название – прямое. Это необходимо для того чтобы во время подачи проволоки флюсовой должна создаваться очень высокая температура, которая образует защитное облако газа.
Lavi1313
Чтобы про инвертор на пальцах, сначала на пальцах про обычный:
Если вы откроете любой обычный однофазный полуавтомат (который на ток где-то 160-180А), то там основное — здоровенный силовой транс, дроссель чуть поменьше и диоды выпрямителя на радиаторах. Фунцыклирует это просто, как армейский котелок — сеть 220В_50Гц через переключатель обычно на 4-5 положений (ступенчатая регулировка напряжения) подаётся на один из отводов первичной обмотки силового транса, напряжение с его вторичной обмотки выпрямляется диодами и через дроссель пошло на выход (к горелке).
Тут основная фишка — это просто, а потому недорого и весьма надёжно.
Основные принципиальные недостатки именно для сварки:
1) После выпрямителя перед дросселем пульсации напряжения 100%, т.е. напряжение как бы пропадает каждые 10 миллисекунд (100 раз в секунду), что для дуги не есть гут оч. мягонько говоря.
В более продвинутых аппаратах чтоб сгладить эти пульсации иногда ставят после диодов оч. сурьёзную батарею конденсаторов на 50-100 тыщ мелкофарад. Но это дорого, обычно абы дешевше по принципу и так сойдёт, и так как-то варит (пипл схавает).
2) Поклацавшы тем переключателем на 4-5 положений, можно выставить напряжение более-менее подходящее, но оно никак и ничем не стабилизировано. Т.е. если сеть чахлая и просаживается под нагрузкой (лампочки моргают), также «моргает» и выходное напряжение. Это тоже оч. плохо.
Специально не отношу к недостаткам вес и габариты, потому как это таки не эмэрзе-плеер.
Если открыть инверторный аппарат, то морально нестойкие обычно пугаюца, до того всё там непонятно смыслом своим. А суть вот в чём:
А суть вот в чём:
Сеть сразу выпрямляют, и тут же сразу давят пульсации конденсатором, получается постоянное напряжение около 300 вольт.
(Причём энергия, которую может накопить конденсатор, пропорциональна квадрату напряжения на нём. Входное напряжение примерно в 10 раз больше выходного, значит для накопления той же энергии, что в конденсаторной батарее упомянутых выше «продвинутых» аппаратов, тут нужна ёмкость примерно в 100 раз меньше. Реально достаточно где-то 1 тыща мелкофарад, это примерно как банка коки 0,33л.)
Этим напряжением питается оч. мощный генератор, который делает из этой постоянки переменное напряжение высокой частоты, обычно 50-70 килогерц, или даже иногда больше 100кГц. Дальше в принципе так же, как и в обычном — трансформатор, диоды выпрямителя, дроссель. Но всё это уже не на сетевой частоте 50Гц, а на упомянутых килогерцах, потому транс размером с пару пачек сигарет, а дроссель и того меньше.
Строго говоря, если блюсти терминологический канон, то инвертором правильно называть только тот мощный генератор перед трансом, а не весь источник, это уже просто устаканившийся жаргонизм.
Так вот фишка основная тут даже не в весе и габаритах. Она в том, что упомянутые выше оч. серьёзные недостатки обычных п/а тут устранены в корне принципиально. Про пульсации написал, плюс к тому инвертор — полностью управляемая система, которая может плавно регулировать выходное напряжение в очень широком диапазоне. Есть в нём нужные обратные связи с выхода, и выходное напряжение стоит как вкопаное сколько выставил даже при чахлой сети и прочих колебаниях.
Основной недостаток — изделие конешно технически несравнимо более сложное, чем обычный аппаратец, со всеми вытекающими. Но иного способа делать что-то технически более совершенное вроде пока не придумано. И профильные конторы, кто этим всерьёз занимается, давно научились делать инверторы очень надёжные. К примеру, компутер тоже несравнимо сложнее, чем счёты с костяшками, и цуко такое ломается конешно чаще, но чё-то счёты теперь найдёшь разве только в музее.
Lavi1313 написал:
Существует ли «идеальная» конфигурация П/А, типа универсал на все случаи жизни, ну хотябы теоретически... или если бы была возможность создать такой аппарат то как выглядела бы его тех. характеристика?
 .. или если бы была возможность создать такой аппарат то как выглядела бы его тех. характеристика?
.. или если бы была возможность создать такой аппарат то как выглядела бы его тех. характеристика?Есть такие, ну вот к примеру свежачок — телвиновский Technomig 200 — MIG/MAG/TIG/MMA_инверторный_дисплей с кучей кнопок и прибамбасов_цена около 60 тыр. Дешевле подобные не встречал. Но по-моему гораздо более «идеальная» конфигурация — это когда стоят рядом скажем тот же ФЕБ-200 и приличный инвертор TIG/MMA, да и по деньгам оно дешевше как ни странно.
Вот такие пироги.
Сварка с помощью полуавтомата отличается от подачей электрода в сварочную зону. Все остальные операции выполняются сварщиком вручную. В качестве электрода используется специальная проволока.
Современной промышленностью выпускаются целые серии сварочных полуавтоматов. С их помощью выполняется дуговая сварка стали, и других металлов. В кузовных цехах с помощью сварочных полуавтоматов, оснащенных специальным соплом с боковым гнездом можно приваривать клепки к металлическим частям машин.
Классификация сварочных полуавтоматов
Полуавтоматы классифицируются по типу проволоки, роду защиты сварного шва, характеру перемещения.
По типу проволоки
- Для соединения сплошной проволокой стальной.
- Для соединения сплошной проволокой алюминиевой.
- Универсальные (для соединения проволокой стальной и алюминиевой).
По роду защиты сварного шва
- Под слоем флюса.
- Порошковой проволокой.
По характеру перемещения
- Стационарные. Используются в серийном и крупносерийном производстве
- Переносные
- Передвижные
Достоинства и недостатки полуавтоматической сварки
Достоинства
- Возможность сваривать детали из тонколистовой стали толщиной до 0,5 мм.
- Незначительная чувствительность к ржавчине и другим загрязнениям основного металла.
- Низкая стоимость по сравнению с другими видами сваривания.
- С помощью сварочных полуавтоматов можно выполнить пайку оцинкованных деталей проволокой из медного сплава, без повреждения цинкового покрытия.
Недостатки
- Если не используется защитный газ увеличивается разбрызгивание металла.
- Более интенсивное излучение открытой дуги.

Несмотря на эти недостатки, полуавтоматическая сварка активно применяется в автосервиса.
Чаще всего полуавтоматическая сварка применяется для сварки черной и нержавеющей стали, а такде алюминия. В качестве защитного газа используется аргон, углекислый газ, гелий и их смеси. Наиболее распространена сварка стали в углекислом газе и в инертном .
Сварочный полуавтомат
В качестве источника питания используется постоянный обратный ток (на изделие подается минус).
Сварочный аппарат состоит из источника питания, горелки и механизма подачи проволоки. Сварочная горелка является рабочим органом полуавтомата. С ее помощью в зону сваривания подается сварочная проволока, флюс или защитный газ.
Существует три типа подающего механизма:
- тянущий;
- толкающий;
- универсальный (тянуще-толкающий).
Сварка полуавтоматом, выполняем работу своими руками
Прежде, чем приступить к работе, необходимо настроить аппарат:
- Подобрать силу сварочного тока в соответствии с толщиной свариваемого металла. В инструкции к полуавтомату имеется таблица соответствия этих двух величин. Полуавтомат плохо варит при низком сварочном токе.
- Согласно инструкции настроить необходимую скорость подачи сварочной проволоки. Скорость регулируется с помощью сменных шестерен, прилагаемых к аппарату.
- Настроить источник тока на необходимые параметры (силу тока и напряжение).
- Проверить правильность подбора режимов на пробном изделии. При необходимости провести их корректировку. Правильно настроенный аппарат выдаст устойчивую сварную дугу, необходимое количество флюса.
- Установить переключатель подачи проволоки в положение «Вперед».
- Наполнить воронку флюсом.
- Установить держатель таким образом, чтобы наконечник мундштука находился в сварочной зоне.
- Открыть заслонку флюсовой воронки, нажать кнопку «Пуск», одновременно чиркая по месту сварки. В результате загорится дуга и начнется сварочный процесс.
 В инструкции к полуавтомату имеется таблица соответствия этих двух величин. Полуавтомат плохо варит при низком сварочном токе.
В инструкции к полуавтомату имеется таблица соответствия этих двух величин. Полуавтомат плохо варит при низком сварочном токе.Как варить полуавтоматом алюминий
Начнем, пожалуй, с того, что полуавтомат ничего не варит. Он подает электродный материал и ток к основному металлу. Работу выполняет сварщик. Поэтому он должен владеть всеми тонкостями технологии сварки алюминия.
Он подает электродный материал и ток к основному металлу. Работу выполняет сварщик. Поэтому он должен владеть всеми тонкостями технологии сварки алюминия.
Полуавтоматическая дуговая сварка алюминия
- Алюминий варится алюминиевой проволокой. Она мягкая, может образовывать петли по причине залипания в токосъеме и сварочной горелке, поэтому надо использовать специальные токосъемы (Al или Am).
- Защитный газ аргон должен быть хорошего качества.
- Давление газа должно быть таким, чтобы ванна сварочная была надежно защищена, но в то же время не было подсоса воздуха из-за высокого разрежения, которое обычно возникает при прохождении газа с высокой скоростью.
Задача сварщика:
- Зачистить механическим способом детали, предназначенные для сварки.
- Удалить растворителем грязь.
- Выполнить опытный шов на образце основного металла.
- Но главной задачей сварщика является умение пробить окисную пленку на алюминии, правильно тянуть дугу и контролировать сварочную ванну. Иначе весь процесс придется начинать сначала.
 Иначе весь процесс придется начинать сначала.
Иначе весь процесс придется начинать сначала.Полуавтоматическая сварка в углекислом газе
Для полуавтоматической сварки в углекислом газе российские производители выпускают специальное оборудование.
Преимущества полуавтоматической сварки в углекислом газе для ремонта автомобилей:
- Узкая зона термического воздействия. Это дает возможность сваривать тонкие детали.
- Краска на детали выгорает узкой полосой, что влечет за собой уменьшение подготовительных и финишных работ.
- Очень высокая скорость расплавления проволоки. Благодаря этому повышается производительность в два-три раза.
- Отличное качество .
- Не требуется предварительной подгонки деталей, предназначенных для сварки.
- Отличное качество сварных дсоединений, имеющих разную толщину.
- Углекислый газ является самым доступным из всех защитных газов. должны быть качественными, чтобы результат вас не разочаровал.
Плазменная сварка — один из относительно новых видов соединения металлов. Как она выполняется, читайте в .
Как она выполняется, читайте в .
Варить металлы можно самыми разными способом. Прочитать о некоторых из них можно по ссылке.
Как варить полуавтоматом без газа
Безусловно, защитный газ позволяет качественно выполнить сварочные работы. Но, если вы занимаетесь сваркой нечасто, приобретать баллон невыгодно. В этом случае используется специальная сварочная проволока – флюсовая или порошковая.
Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Работа такой проволокой выполняется прямым током (на изделие подается плюс).
Как варить вертикальный шов.
Особенность выполнения вертикального шва заключается в следующем: тепло поднимается снизу вверх. Чтобы от него уйти, надо вести сварочный шов сверху вниз. При этом горелку следует наклонять немного вверх, чтобы тепло удерживало сварочную ванну. Двигаться надо достаточно быстро, чтобы опередить расплавленный металл. Проволоку необходимо удерживать на переднем краю ванны.
Проволоку необходимо удерживать на переднем краю ванны.
Приобретаем полуавтомат
Прежде чем идти в магазин вам необходимо подготовиться и проработать следующие вопросы:
- Выяснить характеристики вашей питающей сети.
- Определиться с целью приобретения оборудования.
- Изучить как можно больше информации по оборудованию.
- Выяснить, поставляются ли в ваш регион расходные материалы к этому аппарату.
- Изучить технологию сварки. Демонстрирующие как правильно варить полуавтоматом видео можно посмотреть в интернете. В сети также можно найти книги или статьи по технологии сварки полуавтоматами.
- Выяснить правила организации рабочего места и требования техники безопасности.
Одно из ведущих мест в производстве металлоконструкций занимает электродуговая сварка плавлением. Популярным ее вариантом считают полуавтоматическую сварку, в процессе которой подача электрода либо проволоки механизируется. При этом перемещение сварочной горелки с требуемой скоростью по протяжению шва проводится сварщиком собственноручно. Защиту расплавляемого металла сварочного шва от атмосферного воздействия осуществляют в виде подачи на свариваемый участок флюса в гранулах или защитного газа для сварки полуавтоматом. Для некоторых случаев требуется и то, и другое.
Защиту расплавляемого металла сварочного шва от атмосферного воздействия осуществляют в виде подачи на свариваемый участок флюса в гранулах или защитного газа для сварки полуавтоматом. Для некоторых случаев требуется и то, и другое.
Особенности полуавтоматической сварки без газа
Сварка полуавтоматом, представляющая собой один из традиционных способов сварки, выполняется с применением электродной проволоки. Она, выступая в качестве электрода, бесперебойно поступает с определенной скоростью при помощи специального привода в сварочную головку. Применение особых флюсов позволяет получать большую глубину проплавления металлов на свариваемом участке даже с небольшим диаметром проволоки и на малых токах. Благодаря получаемым высококачественным швам при любой толщине деталей использование в сварке без газа сварочного полуавтомата значительно увеличивает производительность работ и качество получаемых соединений.
Целесообразна сварка полуавтоматом в изготовлении конструкций с небольшой протяженностью швов и при их криволинейности. Она удобна для несложных мелкосерийных производств. Чаще всего ею сваривают металлы толщиной деталей до 3 см, со скосом кромки либо без него, много- либо однопроходными угловыми, а также дву- или односторонними стыковыми швами. Также этим способом сварки делают швы прорезные, со проплавлением насквозь верхней части нахлесточного соединения и электрозаклепками. Для этого, как правило, используются шланговые полуавтоматы для сварки, имеющие универсальный держатель.
Она удобна для несложных мелкосерийных производств. Чаще всего ею сваривают металлы толщиной деталей до 3 см, со скосом кромки либо без него, много- либо однопроходными угловыми, а также дву- или односторонними стыковыми швами. Также этим способом сварки делают швы прорезные, со проплавлением насквозь верхней части нахлесточного соединения и электрозаклепками. Для этого, как правило, используются шланговые полуавтоматы для сварки, имеющие универсальный держатель.
Нередко для сварки полуавтоматом применяют переменные токи, но и с использованием постоянных токов сварочный процесс тоже возможен. При росте силы тока увеличивается и расход газа при сварке полуавтоматом. До начала сварки место предстоящего соединения необходимо, открыв заслонку специального бункера, обработать флюсом. С началом подачи электрода либо проволоки возбуждается дуга, которая подается плавными движениями электрода вдоль поверхностей кромок, посыпанных флюсом. В случае выключения подающего устройства, при повторном возбуждении дуги требуется удаление с края электрода застывающих шлаков.
Операция передвижения держателя по оси шва в ходе сварки полуавтоматом проводится электросварщиком собственноручно. При этом держатель можно как передвигать, держа на весу, так воспользоваться специально предназначенным для его опоры костылем. Незначительные изменения в расстоянии между держателем и поверхностью детали не нарушат правильного ведения процесса сварки и, как правило, не влияют на размеры швов и их форму. Но для выполнения швов высокого качества требуется практический опыт в поддержании необходимой скорости движения держателя и точности направления электродов вдоль оси швов.
Преимущества и недостатки сварки полуавтоматом без газа
Определенную трудность в выполнении газовой сварки полуавтоматом представляет невозможность наблюдать за ходом образования шва. Держатель при производстве угловых соединений помещается в угол стыка скрепляемых деталей, поэтому сварку приходится вести сбоку или в направлении на себя. При сочетании поперечных колебаний держателя с его перемещением вдоль оси шва можно получать уширенные швы, которые необходимы при сварке некоторых соединений с большими зазорами. Также сварка полуавтоматом целесообразна при производстве прерывистых швов.
Также сварка полуавтоматом целесообразна при производстве прерывистых швов.
Из-за слабой жесткости с высокой хрупкостью порошковой проволоки, используемой для сварки без газа полуавтоматом, ее подачу производят при помощи особого механизма с малым сжатием. В этом случае недопустимы резкие движения шлангом. Кроме того требуется неукоснительное соблюдение полярности подключения на держак с «массой»: «+» к изделию, «-» на держак, то есть в прямом варианте. Такая необходимость обусловлена созданием высокой температуры при подаче флюсовой проволоки для образования защитного газового облака. Давление газа при сварке полуавтоматом регулируют в зависимости от свариваемых металлов и силы тока.
Делая выбор между разновидностями этого типа сварки с газом или без него, стоит отдать предпочтение второму варианту. Конечно, первый способ позволяет полностью исключить проникновение кислорода на место непосредственного проведения сварки. За счет этого устраняются недостатки, связанные с содержанием углерода, что позволяет получить сварной шов высокого качества. Но данный метод требует больших затрат труда и средств. Придется перемещать тяжелые газовые баллоны, что нецелесообразно для выполнения всего нескольких швов. К тому же зарядка баллонов нерентабельна, когда сварка используется не слишком часто. Поэтому, к примеру, сварка алюминия полуавтоматом без газа гораздо выгоднее газовой.
Но данный метод требует больших затрат труда и средств. Придется перемещать тяжелые газовые баллоны, что нецелесообразно для выполнения всего нескольких швов. К тому же зарядка баллонов нерентабельна, когда сварка используется не слишком часто. Поэтому, к примеру, сварка алюминия полуавтоматом без газа гораздо выгоднее газовой.
Достоинством способа такой сварки без газа является также отсутствие необходимости в использовании газовой аппаратуры с большой энергоемкостью. Помимо этого он позволяет при помощи широкого выбора сварочной проволоки с разными наполнителями получать требуемый химический состав металла шва и определенные характеристики сварочной дуги. Благодаря отсутствию затрат на зарядку необходимым газом баллонов сварка полуавтоматом без газа экономична и доступна всем. А ее самым важным преимуществом служит возможность наблюдения через защитную маску за операцией непосредственной подачи электродной проволоки в разделку.
Но стоить учесть, что нельзя пользоваться полуавтоматом для сварки без газа, применяя обычную сварочную проволоку. Полученный таким образом шов будет содержать раковины и отличаться неровностью. При этом существенно увеличится расходование проволоки, потому что ее значительная часть будет просто испаряться. Кроме того на участке сварки будет ощутимо воздействие кислорода, а значит образование окислов позволит возникнуть кавернам в шве.
Полученный таким образом шов будет содержать раковины и отличаться неровностью. При этом существенно увеличится расходование проволоки, потому что ее значительная часть будет просто испаряться. Кроме того на участке сварки будет ощутимо воздействие кислорода, а значит образование окислов позволит возникнуть кавернам в шве.
При изготовлении металлоконструкций применяют электродуговую сварку плавлением. Наиболее распространенными ее видами является ручная сварка плавящимся электродом в специальной обмазке типа ММА и полуавтоматическая сварка плавящейся проволокой в среде защитных инертных и активных газов MIG или MAG.
Сварка полуавтоматом без газа обычной проволокой сварочными аппаратами типа MIG и MAG практически невозможна, так как либо расплавленный металл будет почти полностью разбрызгиваться при большой силе сварочного тока, либо будет постоянно залипать при слабом значении тока. Но и в этом случае технический прогресс нашел выход и предложил для таких сварочных полуавтоматов специальную проволоку с порошком флюса внутри, которой можно вполне полноценно сваривать стальные изделия полностью обходясь без защитного газа.
Сварка проволокой без защитного газа
Сам по себе полуавтоматический сварочный процесс по технологии MIG и MAG с механической подачей проволоки в среде защитных газов позволяет получить более качественное соединение и с большей производительностью, чем при ручной сварке плавящимся электродом в специальной обмазке типа ММА. Так же, как и сварочные полуавтоматы, работающие по технологии MIG и MAG, уже давно не являются новинкой, которая доступна только лишь для профессионального применения. Теперь в специализированных магазинах можно приобрести недорогой и качественный сварочный полуавтоматический аппарат для собственных нужд.
Популярность сварочных полуавтоматов MIG и MAG объясняется простотой процесса сварки, отменным качеством сварного шва и высокой производительностью, причем все это достижимо даже при не очень больших навыках сварщика.
Но при всех своих весомых достоинствах сварочный процесс по технологии MIG и MAG требует значительных затрат для создания среды защитных газов, а это и влечет ряд существенных неудобств таких, как:
- постоянное наличие заправленного баллона с инертными или активными газами, необходимыми для процесса сварки;
- необходимость в периодической заправке газовых баллонов на специальной станции;
- отсутствие достаточной мобильности из-за наличия газового баллона и дополнительного оборудования.

И дело даже не в том, что газобаллонное оборудование достаточно громоздко, а в том, что при не очень частом применении, к примеру, для 5-10 см сварного шва в сутки, заряжать газовый баллон становиться слишком дорого и накладно.
В случае отсутствия баллона с защитным газом сварка полуавтоматом MIG или MAG без газа обычной проволокой возможна, но очень проблематична и крайне неэффективна, а полученное таким образом сварное соединение не будет отличаться прочностью. Разве что можно сделать небольшие точечные прихватки двух листов тонкой жести. А обусловлено это тем, что при больших значениях сварочного тока непростая проволока будет гореть в атмосферном воздухе и разбрызгиваться, а при слабых токах кончик проволоки просто будет прилипать к свариваемой поверхности без должного эффекта.
Но если во время сварки защитить расплавляемый металл от кислородного воздействия путем одновременной подачи и флюса в гранулах в район образования сварного шва, то можно вполне обойтись и без защитной среды в виде инертного или активного газа. Отсюда, единственным условием получения качественной сварки при отказе от использования среды защитного газа является наличие специальной проволоки с флюсом, которую можно использовать в сварочных полуавтоматах для стандартного механизма подачи, как для обычной сварочной проволоки.
Отсюда, единственным условием получения качественной сварки при отказе от использования среды защитного газа является наличие специальной проволоки с флюсом, которую можно использовать в сварочных полуавтоматах для стандартного механизма подачи, как для обычной сварочной проволоки.
Как производится сварка порошковой самозащитной проволокой без газа на сварочном полуавтомате MIG или MAG вы можете посмотреть на данном видео:
В свою очередь, при небольших объемах работ, что весьма актуально при индивидуальном использовании, на том же сварочном оборудовании MIG или MAG гораздо выгоднее применять специальную порошковую проволоку. При сварке с использованием такой специальной проволоки защита сварочной ванны осуществляется не потоками инертных или активных газов, а образуемой газообразной средой при испарении флюса, который содержится внутри полой проволочной конструкции.
Таким образом, сварочный полуавтомат проволочный без газа будет способен при работе обходиться без дополнительного газобаллонного оборудования, что сделает такой аппарат абсолютно мобильным, как инверторные аппараты ММА сварки, при этом сохранив все достоинства технологии MIG и MAG.

Плюсы и минусы сварки проволокой без газа
Отказ от газобаллонного оборудования на сварочных полуавтоматах MIG и MAG или сварка порошковой проволокой дает ряд существенных преимуществ:
- полная мобильность сварочного процесса, так как отпадает необходимость в газовом баллоне, редукторе и резиновых шлангах;
- возможность использования присадочной проволоки с определенным химическим составом для формирования заданных параметров сварного соединения;
- более простой сварочный процесс, который значительно эффективней, чем у ММА сварки, при этом не требуется переустановка очередного электрода и обрыва дуги;
- постоянная доступность непосредственного наблюдения через защитную маску за формированием сварочной ванны, в отличие от сварки MIG и MAG в среде инертных или активных газов, где сварочная дуга постоянно закрыта соплом горелки.
Но стоит понимать, что сварочный аппарат проволочный без газа при всех видимых достоинствах обладает и определенными недостатками, которые выражаются в виде:
- высокой стоимости порошковой проволоки, если здесь понимать качественный товар, а не дешевые аналоги;
- повышенных требований к выбору типа и состава сварочной проволоки;
- необходимости сварочного полуавтомата MIG и MAG с возможностью изменения с обратной полярности на прямое включение;
- сложностей в правильном подборе сварочных режимов, которые очень чувствительны к составу порошковой проволоки и толщине свариваемого металла;
- плохой видимости сварного шва под слоем шлаковых отложений, отсюда необходимость в зачистке полученного соединения от шлака, как при обычной сварке ММА;
- трудностей при сваривании металлических листов толщиной менее 1,5 мм;
- бережного отношения к порошковой проволоке из-за слабой жесткости ее тонкостенной конструкции, не позволяющей производить большие сжатия и резкие повороты рукавом полуавтомата.

Применяемое оборудование
Единственным существенным требованием к сварочным полуавтоматам типа MIG и MAG для того, чтобы они могли варить сварочной порошковой проволокой без защитного газа — это обязательная возможность переключения полярности с обратной на прямую.
То есть для сварки в среде защитных газов по технологии MIG или MAG требуется подключение на горелку «плюса», а на свариваемое изделие — «минуса» или массы, что называется обратной полярностью. А вот при сварке с помощью порошковой проволоки требуется так называемая прямая полярность, где на держак подключают массу или «минус», а на заготовку «плюс», как при обычной ММА сварке, что обусловливается необходимостью достижения более высокой температуры при подаче порошковой проволоки при распылении флюса для создания защитной газовой среды.
Порошковую проволоку применяют для использования в полуавтоматических и MAG без необходимости в газовых баллонах. А также ее еще могут называть флюсовой или самозащитной, в зависимости от особенностей конструктивного исполнения.
Порошковую проволоку для полуавтоматов производят несколько видов, причем конструктивно она представляет собой различного вида полую поверхность, заполненную флюсом с присадками. Итак, различают формы порошковой проволоки, в виде:
- простой трубчатой,
- с одним загибом и двумя полостями,
- с двумя загибами и двумя полостями,
- трубчатой двухслойной.
Порошковую проволоку изготавливают в виде полой стальной оболочки, которую заполняют специальным составом. В состав флюса, в основном, входят деоксидирующие и шлакообразующие вещества. Например, рутил с концентратами флюорита с общим содержанием до 60%.
А также в состав флюса входят различные по содержанию присадки, важным компонентом которых являются различные по составу металлические порошки. В зависимости от назначения и области использования в состав присадок могут входить железо, никель, молибден, марганец и другие легирующие вещества.
Вывод
Сварка полуавтоматом без газа обычной проволокой возможна, но крайне неэффективна и ее стоит применять лишь только при абсолютной безысходности. Хорошей альтернативой технологии сварки MIG или MAG является сварка порошковой проволокой без использования среды защитных газов и дополнительного газобаллонного оборудования. Она гораздо лучше обычной ручной сварки ММА простым электродом, но немного по качеству сварного шва уступает полноценной сварке MIG или MAG.
Хорошей альтернативой технологии сварки MIG или MAG является сварка порошковой проволокой без использования среды защитных газов и дополнительного газобаллонного оборудования. Она гораздо лучше обычной ручной сварки ММА простым электродом, но немного по качеству сварного шва уступает полноценной сварке MIG или MAG.
Если же у вас есть свой особый опыт по сварке полуавтоматом без газа обычной проволокой, то поделитесь им в блоке комментариев.
Как выбрать проволоку для сварки
В быту проведение сварочных работ требуется не часто, в отличие от производственной сферы, где сварка является неотъемлемой частью процесса. Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны. Выбор способа сварки и расходных материалов напрямую зависит от того, какие материалы необходимо сварить между собой. Например, для сварки тугоплавких и цветных металлов приходится использовать сварочную проволоку, но не лишь бы какую, а под каждый случай подбирается свой вид. Нередко вопрос, как выбрать проволоку для сварки, ставит в тупик начинающего сварщика или мастера, который пользуется аппаратом недавно. В данной статье поговорим о том, какая бывает сварочная проволока и как ее подбирать под те или иные случаи.
Нередко вопрос, как выбрать проволоку для сварки, ставит в тупик начинающего сварщика или мастера, который пользуется аппаратом недавно. В данной статье поговорим о том, какая бывает сварочная проволока и как ее подбирать под те или иные случаи.
- Маркировка сварочной проволоки
- Виды сварочной проволоки
- Проволока для сварки стали
- Проволока для сварки алюминия
- Проволока для сварки нержавейки
- Проволока для сварки меди
- Проволока для сварки чугуна и сплавов никеля
- Проволока для сварки титана
- Диаметр сварочной проволоки
Маркировка сварочной проволоки
Для сварочной проволоки самое главное – это химический состав, именно он является определяющим при выборе. Узнать его можно, прочитав маркировку на изделии отечественного производства, которая соответствует ГОСТ 2246-70, или зарубежную маркировку по стандартам AWS.
Так как в странах СНГ производство сварочной проволоки налажено очень хорошо, разберем сначала обозначения на изделиях отечественного производства. Для начала расшифруем буквенные обозначения:
Пример: СВ-08Г2С означает,
- СВ – сварная проволока;
- 08 – массовая доля легированных элементов в составе проволоки. В данном случае проволока содержит 0,08 % углерода;
- Г – в составе есть марганец;
- 2 – не более 2 % указанного перед цифрой элемента. В данном случае не более 2% марганца;
- С – в составе есть кремний. В данном случае после обозначения «С» не стоит цифра, это значит, что кремния в составе меньше 1%, но более 0,5 %.
Пример: СВ-06Х21Н7БТ означает Сварочная проволока, в составе которой 0,06 % углерода, 21 % хрома, 7 % никеля, легированная ниобием и титаном.
Пример: СВ-08Х19Н10МЗБ означает Сварная проволока, в составе которой 0,08 % углерода, 19 % хрома, 10 % никеля, 3 % молибдена, легирована ниобием.
Иногда в маркировке по современным стандартам алюминий обозначается буквой «А».
Пример: СВ-А97 – сварочная проволока, состоящая на 99,97 % из алюминия.
Пример: СВ-АК5 – сварочная проволока, состоящая на 95 % из алюминия и 5 % кремния.
Для заказа той или иной проволоки необходимо точно указывать маркировку. К сожалению, международные стандарты не так просто прочитать, как ГОСТовские, поэтому если не нашли нужную проволоку отечественного производства, обратитесь к специалисту, чтобы он вам подобрал зарубежный аналог.
Виды сварочной проволоки
Всего существует порядка 77 марок сварной проволоки отечественного производства, которые можно разделить на 3 основных категории:
Таким образом, проволока делится по области применения: одна используется для низколегированных сталей, другая – для углеродистых, третья – для сварки цветных металлов или сварки под флюсом.
Например, рассматриваемая выше проволока СВ-08Г2С является легированной, так как в ее состав входит более 2,5 % легирующих металлов: 2 % марганца и более 0,5 % кремния.
Присадочная проволока для сварки
Сварочная проволока является так называемым присадочным материалом. В процессе сварки двух элементов проволока подводится к месту шва и плавится вместе с кромками металлов, заполняя шов. Таким образом, присадочная проволока служит материалом, который восполняет потери на разбрызгивание металла при сварке. Помимо проволоки в качестве присадочного материала можно использовать присадочные прутки и ленты.
Основное требование при выборе присадочной проволоки – у нее должен быть максимально такой же химический состав, что и у свариваемых материалов. Например, необходимо обратить внимание на содержание углерода. От количества данного элемента зависит пластичность шва. Негативными примесями считаются сера и фосфор. Для обеспечения качественного надежного шва и длительного срока эксплуатации изделия состав присадочной проволоки должен быть максимально приближен к составу свариваемых металлов.
Второе требование – температура плавления присадочной проволоки должна быть немного ниже или такой же, как у свариваемых металлов. Обратите внимание на то, когда начинает плавиться проволока, если это происходит позже, чем у свариваемых металлов, то крайне велика вероятность, что металл на свариваемых элементах прожжется. И конечно, немаловажно, чтобы плавление происходило равномерно, тогда шов получится аккуратным (без дефектов) и более прочным. Если же температура плавления подобрана неверно, это грозит появлением трещин в сварочном шве, высокой зашлакованностью шва, разбрызгиванием металла кромок, и что самое худшее – наличием скрытых полостей внутри сварочного шва.
Обратите внимание на то, когда начинает плавиться проволока, если это происходит позже, чем у свариваемых металлов, то крайне велика вероятность, что металл на свариваемых элементах прожжется. И конечно, немаловажно, чтобы плавление происходило равномерно, тогда шов получится аккуратным (без дефектов) и более прочным. Если же температура плавления подобрана неверно, это грозит появлением трещин в сварочном шве, высокой зашлакованностью шва, разбрызгиванием металла кромок, и что самое худшее – наличием скрытых полостей внутри сварочного шва.
Общие требования к присадочной проволоке:
- Толщина присадочной проволоки должна соответствовать толщине свариваемых элементов.
- Проволока должна быть чистой, без окалины, ржавчины, следов масла или краски, других загрязнений.
- Проволока должна плавиться равномерно, не разбрызгиваясь.
- Получившийся сварной шов должен быть ровным, без трещин и пор в металле.
Чаще всего присадочная проволока используется при сварке в среде защитных газов, которые обеспечивают чистый и надежный шов, защищая сварочную ванну от кислорода. В качестве защитных газов можно использовать аргон, гелий, углекислый газ или смеси аргона и углекислого газа.
В качестве защитных газов можно использовать аргон, гелий, углекислый газ или смеси аргона и углекислого газа.
Проволока для аргонодуговой сварки цветных металлов должна иметь схожий состав. Например, для сварки алюминия используется проволока СВ-97, СВ-А85, СВ-АМц или ее зарубежные аналоги ER 1100 (OK Autrod 1070 (OK Autrod 18.01)). Данные материалы устойчивы к химическому и атмосферному воздействию, применяются два сваривания изделий из чистого алюминия или его пластичных сплавов (АД1, АМц).
Проволока для сварки полуавтоматом низколегированных сталей является лидером рынка расходных материалов для сварки, так как подавляющее большинство изделий из стали относятся к данной категории. Самой распространенной присадочной проволокой является уже известная нам СВ-08Г2С, которая производится как в обычном варианте – без покрытия, так и омедненной – с антикоррозионной защитой. Использование проволоки с антикоррозионной омедненной защитой делает изделие более качественным, дуга в процессе сварки горит более устойчиво, медный наконечник расходуется медленнее.
В процессе сварки присадочными проволоками используется флюс. Вещества под названием «флюсы» дают возможность сделать структуру шва максимально идеальной, защитив тем самым металл в районе шва от преждевременного разрушения. Благодаря флюсам поверхность металла в сварочной зоне бывает ровной и гладкой, а степень растяжимости металла в зоне сварочного шва высокой. Все это делает изделие более надежным и долговечным.
В качестве флюса используются:
- Борная кислота.
- Бура.
- Окислы кремния.
- Сера.
Чаще всего присадочная проволока продается в бухтах. Перед использованием ее необходимо выпрямить и разрезать на отрезки необходимой длины. Если проволока долгое время не будет использоваться, то ее необходимо защитить, обернув катушку специальной водонепроницаемой бумагой.
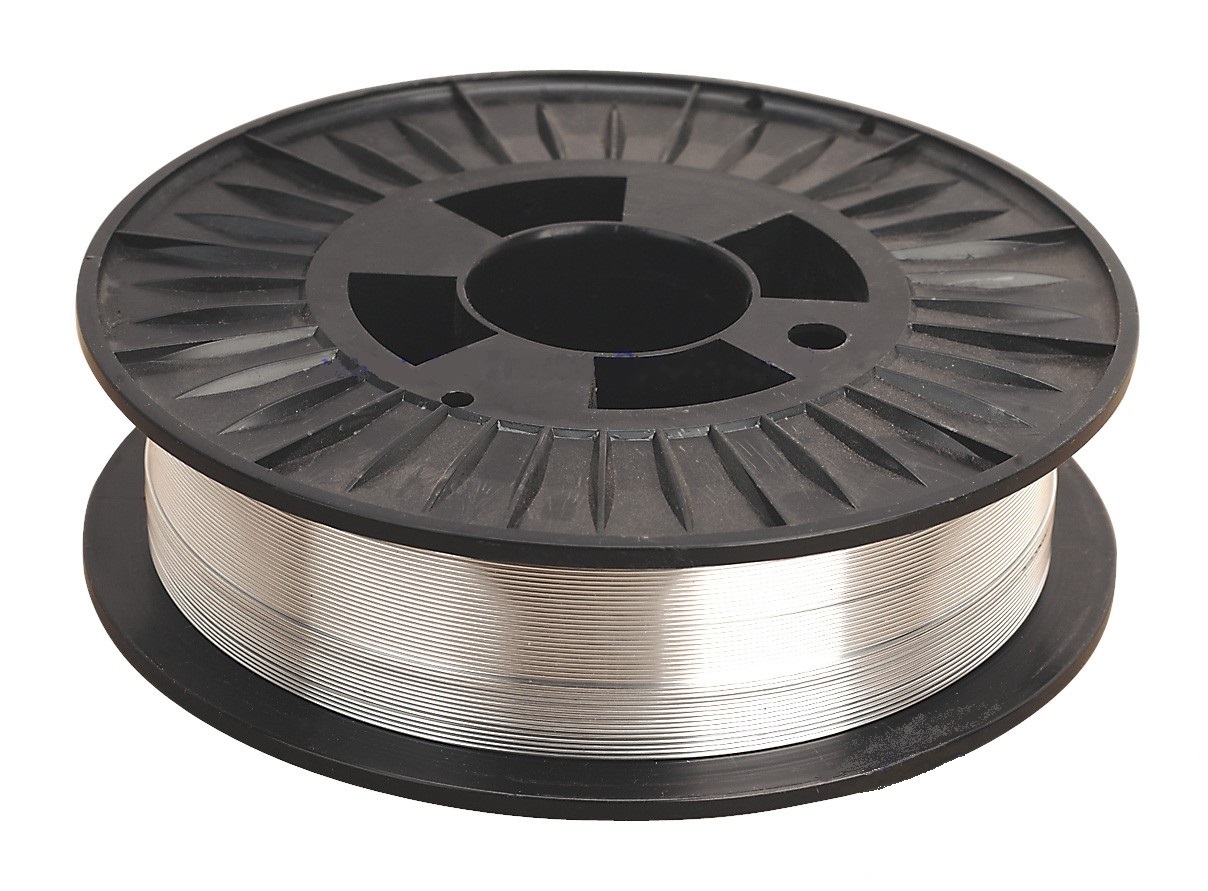
Порошковая проволока для сварки
Для усовершенствования процесса сварки в полевых условиях или открытых помещениях используют так называемую порошковую проволоку. Это дает возможность выполнять качественные швы, при этом затрачивая меньше сил и времени на механизацию процесса и очистку материала от брызг. Данный вид проволоки делится на два подвида: газозащитная порошковая проволока и самозащитная порошковая проволока.
Это дает возможность выполнять качественные швы, при этом затрачивая меньше сил и времени на механизацию процесса и очистку материала от брызг. Данный вид проволоки делится на два подвида: газозащитная порошковая проволока и самозащитная порошковая проволока.
Порошковая газозащитная проволока предназначена для сварки полуавтоматом и автоматом низколегированных и углеродистых сталей в среде защитного газа: углекислого газа или его смесях с аргоном.
Благодаря высокому проплавлению такую проволоку можно использовать для сварки угловых, нахлесточных и стыковых соединений практически за один проход. Преимуществами порошковой газозащитной проволоки являются низкий уровень разбрызгивания, шлаковая корка легко отделяется, высокую сопротивляемость пористости и нежелательным шлаковым включениям, стабильный струйный перенос.
Порошковые газозащитные проволоки делятся на такие типы:
Новые виды такой проволоки дают возможность достичь идеальной формы шва, низкого разбрызгивания, высокой скорости ведения шва, высокого коэффициента наплавления и малого дымления, если использовать их для сварки в защитных смесях с большим содержанием аргона.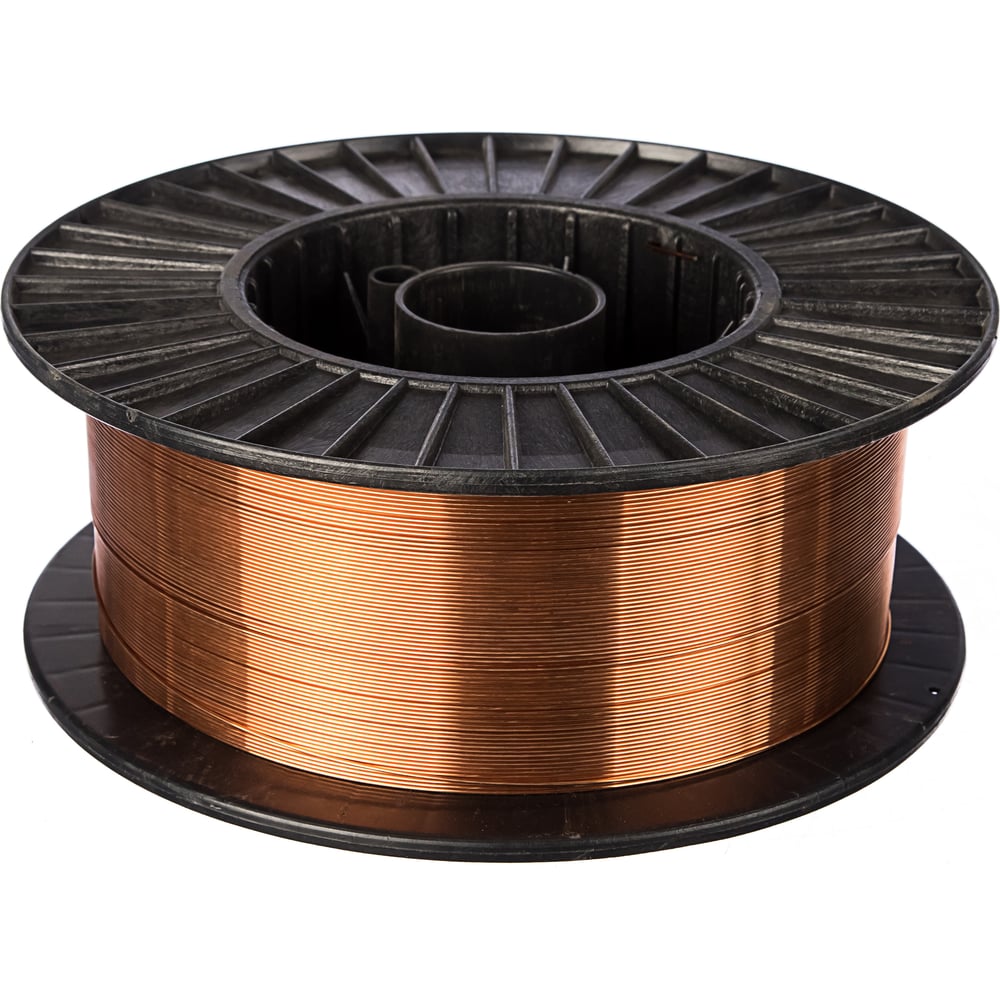
Порошковая самозащитная проволока еще называется флюсовой или просто самозащитной. Ее сердечник содержит в себе все необходимые шлакообразущие, защитные и деоксидирующие присадки. В итоге отпадает необходимость использовать баллонный газ. Это значительно облегчает задачу, так как с использованием газа связано очень много проблем и опасностей. Порошковая проволока позволяет избежать ряда хлопот с хранением, аттестацией баллонов газа, их заправкой и перемещением с места на место.
Если при обычной сварке полуавтоматом защитная ванна образовывалась с помощью газового потока, который выходил из сопла горелки, то проволока для сварки без газа позволяет создать защиту другим способом – в процессе сварки испаряется флюс, находящийся в сердечнике проволоки, и образует защитный пузырь непосредственно в месте сварки. Его невозможно смыть потоком воздуха, поэтому такие проволоки применяются для сварки на открытом воздухе при сильном ветре.
Преимущества порошковой самозащитной проволоки:
- Открытая дуга. Это дает возможность оператору следить за происходящим и перенаправлять наплавляемый металл.
- Гарантированно идеальный состав шва.
- Сваривать можно в любых положениях.
- Компактность оборудования, нет необходимости использовать баллоны с газом, а также оборудование для подачи газа и флюса.
- Специальное покрытие проволоки смазкой дает возможность противостоять механическому давлению роликов, которые подают материал в зону сварки.
 Это дает возможность оператору следить за происходящим и перенаправлять наплавляемый металл.
Это дает возможность оператору следить за происходящим и перенаправлять наплавляемый металл.Для наплавления открытой дугой используются проволоки диаметром 2,0 – 3,0 мм, а для наплавления под флюсом – диаметром 3,6 мм. Для сварки крупногабаритных изделий применяют проволоку диаметром 5,0 мм.
Технология сварки с использованием самозащитной проволоки не отличается от технологии с применением сплошной сварочной присадочной проволоки. Единственное ограничение – полуавтомат для сварки должен иметь режим No Gas.
Проволока для сварки стали
Омедненная проволока СВ-08Г2С используется для сварки трубопроводов, котлов, изделий из конструкционной стали, а также емкостей, которые в процессе эксплуатации будут находиться под высоким давлением. Также она хорошо себя зарекомендовала при работе с тонким металлом и сварке в любом положении. Устойчивость данной проволоки к растяжению находится в диапазоне 900 – 1350 МПа.
Также она хорошо себя зарекомендовала при работе с тонким металлом и сварке в любом положении. Устойчивость данной проволоки к растяжению находится в диапазоне 900 – 1350 МПа.
В приведенной ниже таблице указаны марки сварочной проволоки, которую можно использовать для сварки стали в условиях защиты газом – аргоном, углекислым газом или смеси этих газов.
Таблица 1. Проволока для сварки стали в защитных газах.
Проволока для сварки алюминия
Для сварки алюминия и его сплавов используется проволока, состоящая из чистого алюминия или с добавлением магния и кремния в зависимости от состава сплава, который сваривается. Чаще всего изделия бывают из алюминия (99%), алюминиево-магниевого сплава (4,8 – 6% магния и остальное алюминий) и алюминиево-кремниевого сплава (95% алюминия и 5% кремния). Для каждого из них подбирается своя проволока, это можно легко увидеть из таблицы.
Проволока для аргонной сварки алюминия используется с флюсом, который может иметь такой состав – хлористый калий 27 – 33 %, хлористый литий 9 – 12 %, хлористый натрий 42 – 48 %, фтористый калий 12 – 16 %.
Таблица 2. Проволока для сварки алюминия и его сплавов.
Сварка деталей из алюминия распространена в пищевой промышленности.
Проволока для сварки нержавейки
Сварка изделий из нержавеющей стали или жаропрочных сплавов производится с помощью полуавтомата с использованием защитного газа. Сварочная проволока изготавливается из высоколегированной жаропрочной стали. В состав сварочной проволоки из нержавеющей стали входят кремний и углерод. Кремний обеспечивает прочность сварочного шва и его качество. Углерод не дает образовываться межкристаллической коррозии.
Помимо кремния и углерода проволока из нержавейки может содержать хром и никель. Такая проволока более устойчива к коррозии. Она используется в машиностроении, пищевой и легкой промышленности, нефтепромышленности и судостроении.
Таблица 3. Сварочная проволока из нержавейки для сварки нержавеющих и жаропрочных сталей.
Проволока для сварки меди
Использование меди в промышленности и энергетическом машиностроении связано с исключительными свойствами меди противостоять коррозии в агрессивных средах. Чем чище состав металла, т.е. в нем больше меди и меньше примесей, тем устойчивость к коррозии выше. Именно поэтому к материалам на основе меди и к присадочным проволокам предъявляются повышенные требования.
Чем чище состав металла, т.е. в нем больше меди и меньше примесей, тем устойчивость к коррозии выше. Именно поэтому к материалам на основе меди и к присадочным проволокам предъявляются повышенные требования.
В зависимости от количества примесей различают такие марки меди:
В связи с тем, что сварные швы изделий из чистой меди должны сохранить весь комплекс физических свойств, из-за которых этот металл используется, — теплопроводность, электропроводность, коррозионную стойкость и плотность, к сварочной проволоке предъявляются крайне строгие требования. А в процессе сварки шов не должен загрязняться примесями.
Сварочная проволока для меди изготавливается из электролитической меди, а в процессе сварки может использоваться флюс из буры 48 – 53 %, хлористого натрия 32 – 38 %, борной кислоты 10 – 14 %.
Таблица 4. Проволока для сварки меди.
Проволока для сварки чугуна и сплавов никеля
Для сварки никеля хорошо подойдет проволока, легированная такими металлами, как марганец (не более 2%), кремний (не более 0,8 %), магний (не более 0,3 %) и титан (не более 0,1 %). Марганец необходим для раскисления и связывания серы, кремний делает металл более жидкотекучим, магний связывает те остатки серы, которые остались после марганца. Диаметр проволоки для сваривания никеля желательно выбирать равный половине толщины металла свариваемых изделий.
Марганец необходим для раскисления и связывания серы, кремний делает металл более жидкотекучим, магний связывает те остатки серы, которые остались после марганца. Диаметр проволоки для сваривания никеля желательно выбирать равный половине толщины металла свариваемых изделий.
Чугун же трудносвариваемый металл, так как велика вероятность появления трещин в сварном шве. Выходом из ситуации стало использование для сварки проволок, покрытых цветными сплавами, или предварительный подогрев заготовок перед свариванием и использование порошковых проволок.
Таблица 5. Проволока для сварки чугуна и сплавов никеля.
Проволока для сварки титана
Для сварки титана используется холоднотянутая проволока из листового металла. Состав должен быть максимально приближен к составу основного материала. Чаще всего это присадочная порошковая проволока марки ППТ-1 и ППТ-3. Сама технология сварки титана подразумевает использование аргонодуговой сварки и неплавящегося вольфрамового электрода. Расход проволоки составляет 1,2 – 1,5 м на каждый погонный метр шва.
Расход проволоки составляет 1,2 – 1,5 м на каждый погонный метр шва.
Диаметр сварочной проволоки
Диаметр присадочной проволоки подбирается в зависимости от толщины металла в свариваемых заготовках. Так если толщина изделия 3 – 5 мм, то берут проволоку 2 мм, если толщина 5 – 16 мм, то используют проволоку диаметром 3 – 4 мм. Для более толстых листов 7 – 25 мм можно использовать проволоку 7 мм толщиной.
Для сварочных полуавтоматов выпускается проволока в таких диаметрах: 0,6 мм, 0,8 мм, 1 мм, 1,2 мм, 1,6 мм.
Проволока для сварки с помощью электродов и присадочных прутков – 1,6 – 5 мм.
Самый широкий диапазон сварочной проволоки в категории порошковых проволок – 0,6 – 6 мм.
Помимо толщины изделия на требуемый диаметр сварочной проволоки также влияет сила тока, которая необходима для сварки в конкретном случае. Посмотреть, какие диаметры проволоки необходимо в том или ином случае можно в таблице ниже.
Таблица 6. Диаметр сварочной проволоки в зависимости от силы тока.
Выбор сварочной проволоки – очень ответственная задача. Если предоставленные таблицы все равно не помогли вам разобраться в вопросе, какую проволоку использовать, то лучше обратитесь за помощью к специалисту.
Что делать, если сваривать газом или без газа?
Если вы новичок в сварке или в первую очередь увлекаетесь сваркой, выбор метода сварки и необходимого оборудования может показаться непосильной задачей. А потом вопрос о сварке газом или без него. Вам нужен газ для сварки? Да, для больших сварочных проектов. Но вы можете — и должны — подумать об использовании «безгазового» метода MIG дома для небольших проектов — с меньшим влиянием на ваш кошелек.
Роль газа для сварки
«МИГ», сокращение от «металлический инертный газ», на самом деле многое говорит об этом методе сварки. На самом деле требует газа для защиты: газ, участвующий в процессе сварки, предотвращает взаимодействие расплавленной сварочной ванны с окружающими газами в воздухе. Так как же может быть «безгазовая» сварка MIG? Технически такого нет. В так называемых «безгазовых» методах используется специальный провод с сердечником из флюса, который является самозащитным и преобразует флюс в газ по мере его плавления.Поскольку газ высвобождается таким образом, внешний баллон с газом не требуется, что упрощает установку и процесс.
На самом деле требует газа для защиты: газ, участвующий в процессе сварки, предотвращает взаимодействие расплавленной сварочной ванны с окружающими газами в воздухе. Так как же может быть «безгазовая» сварка MIG? Технически такого нет. В так называемых «безгазовых» методах используется специальный провод с сердечником из флюса, который является самозащитным и преобразует флюс в газ по мере его плавления.Поскольку газ высвобождается таким образом, внешний баллон с газом не требуется, что упрощает установку и процесс.
Преимущества сварки MIG без газа
Использование метода самоэкранирования с помощью проволоки с флюсовым сердечником имеет ряд преимуществ для домашнего любителя или нечастого пользователя.
- Это гибкий и имеет ряд приложений.
- Легче выучить и освоить.
- Будет немного проще, если материал не подготовлен идеально.
- Это доступнее.
- Он требует меньше оборудования и более портативный.
- Можно проводить на улице даже в ветреную погоду, тогда как МИГ с защитным газом нельзя (газ унесет).
Проблемы сварки MIG без газа
- Не все материалы можно сваривать этим методом.
- Тонкие металлы обычно не подходят для этого метода. С проволочным сердечником
- нужно обращаться осторожно, чтобы не повредить ее.
- Ваш сварочный аппарат MIG должен поддерживать «безгазовую» сварку сердечником из флюсовой проволоки.
- Не все машины обеспечивают одинаковое качество работы в зависимости от мощности.
Даже для небольших проектов многие машины могут быть тяжелыми, их трудно перемещать, и для них требуется напряжение выше, чем в быту. Но инверторный сварочный аппарат Weldmark MIG (MIG25-140) уникален:
- Он весит 31 фунт.
- Поддерживает сварку флюсовой проволокой или в газовых баллонах.
- Его инвертор мощности позволяет ему работать от бытовой электросети 120 В, генерируя более плавную дугу.
- Бюджет без компромиссов.
← Предыдущий пост Следующее сообщение →
- Эндрю Блатнер
Блог The Welders Warehouse
Газовая или безгазовая сварка Mig, что лучше? это разговор, который я веду с клиентами по телефону почти ежедневно.
Безгазовый Mig Wire
Во-первых, , позвольте мне уточнить, что «безгазовый» Миг на самом деле не безгазовый. Нет такой вещи, как безгазовая сварка-миграция. Сварочную ванну необходимо защитить от кислорода, содержащегося в воздухе, за счет вытеснения воздуха газом!
Так называемый «безгазовый» Mig Wire на самом деле является «самозащитным».
Самозащитная проволокаMig Wire представляет собой металлическую трубку с сердечником из флюса.
Когда сварочная дуга плавит проволоку, она также сжигает флюс, что создает газовый экран вокруг процесса сварки.Так что НЕ «безгазовый».
Термин «безгазовый» происходит от того факта, что для самозащитных проводов не требуется баллон с газом.
Во-вторых, , я выложу свои карты на стол! Я не самый большой поклонник самозащитного провода Mig в мире!
Хорошо, так что у него есть свое применение, но он дает сильную дугу, которая не годится для стали тоньше примерно 1,2 мм.
Что касается сварки кузова автомобиля, если поставщик сообщает вам, что его машина может сваривать сталь толщины кузова автомобиля без газа.
Самозащитные провода Migтакже выделяют МНОГО неприятного дыма, поэтому их лучше всего использовать на открытом воздухе.И это действительно единственное место, где я бы рекомендовал использовать самозащитный провод. Даже тогда я бы использовал самозащитный провод только тогда, когда слишком ветрено, чтобы использовать сплошной провод и газ!
Немного истории
Самозащитные мигрирующие провода были впервые разработаны в США для использования на обширных фермах в прериях Среднего Запада. Был разработан небольшой ручной сварочный аппарат MIG, который работал бы от тракторной батареи 24 В с глубокими ячейками. Этот сварочный аппарат был частью набора инструментов, который носил фермер и использовал для ремонта ворот и т. Д. На полях.
Самозащитная проволока MIG попала на рынок сварочных аппаратов в Великобритании в 1980-х годах, еще до того, как стали доступны одноразовые газовые баллоны. В то время это был единственный способ продавать сварочные аппараты Mig самоделкам.
Сплошной провод + газ
Безусловно, наиболее распространенный и лучший способ использования Mig Welder — это сплошная проволока и баллон с газом.
В этой конфигурации сварочный аппарат Mig подает газ в сварочную ванну во время сварки, тем самым предотвращая загрязнение сварного шва воздухом / кислородом.
Solid Wire + Gas проще в использовании и обеспечивает более качественные сварные швы
Я написал отдельную статью в блоге под названием:
Сварочный газ Mig, который может вам пригодиться
Итог
На мой взгляд, если у вас есть газовый / безгазовый сварочный аппарат, вы всегда должны использовать его с газом, если только вам не обязательно использовать самозащитную проволоку.
Лично я предпочел бы защитить рабочую зону от ветра экранами и т. Д., Чем использовать самозащитный провод, но, как я сказал ранее, я не фанат?
Мы предлагаем полный ассортимент сварочной проволоки MIG для большинства материалов, включая сплошную и самозащитную проволоку для стали.
Можно ли использовать какой-либо Mig для газовой и безгазовой сварки?
Нет, сварочный аппарат MIG будет разработан для использования либо проволоки с газом, либо самозащитной (безгазовой) проволоки, либо того и другого (газ / без газа).
Разница заключается в полярности факела.
Для использования самозащитного (безгазового) провода резак должен быть ОТРИЦАТЕЛЬНЫМ (-).
Для использования сплошного провода с газом горелка должна быть ПОЛОЖИТЕЛЬНОЙ (+).
Машина, которая может работать как с сплошной проволокой + газ, так и с самозащитной (газовой) проволокой, будет иметь возможность быстро и легко изменять полярность.Эти машины обычно продаются как сварочные аппараты MIG «газ / без газа».
Заключение
Газовая или безгазовая сварка Mig, что лучше? Что ж, я думаю, ты знаешь мой ответ на этот вопрос, газ, почти каждый раз! 🙂
Хотите узнать больше?
Если вы не уверены, какой тип сварочного аппарата Mig лучше всего подходит для ваших нужд, свяжитесь с нами, вы можете написать через нашу страницу «Контакты» или позвонить и спросить меня! (цифры вверху страницы)
Надеюсь, вы нашли это полезным.
Пожалуйста, дайте мне знать, что вы думаете об этой статье, оставив комментарий. Не беспокойтесь, ваш адрес электронной почты не будет добавлен в базу данных или передан другим пользователям, и вы не получите нежелательных писем.
С уважением
Грэм
Склад сварщиков
Можно ли выполнять сварку TIG без газа?
Размещено: 11 мая, 2017 Автор: MattMВ связи со снижением стоимости и повышением качества сварочных аппаратов TIG за последние 5 лет у нас появляется все больше начинающих сварщиков, задающих вопросы о том, что можно сделать с помощью TIG и где его можно использовать.Понимание того, как работает сварочный процесс со сварочным аппаратом TIG, позволит вам понять, является ли он лучшим сварщиком для вашего цеха. Сварка TIG является предпочтительным методом среди большинства сварочных мастерских высокого класса, но у нее есть свои ограничения.
Вам нужно проводить сварку снаружи, где нельзя использовать защитный газ или вы не можете позволить себе баллон с газом? Сварка без защиты сварочной ванны невозможна при ЛЮБОМ типе сварки. Разница в том, что некоторые методы сварки (например, сварка TIG) требуют фактического сварочного газа, а другие используют флюс или покрытие на присадочной проволоке, которое выгорает, создавая защитный экран, необходимый сварочной ванне для предотвращения попадания загрязнений в расплавленный металл.При сварке сварочным аппаратом TIG вы используете кусок оголенной присадочной проволоки без покрытия и вольфрам, который подает электрическую дугу на заготовку, образуя лужу. Этот метод сварки требует, чтобы каждая часть процесса была ОЧЕНЬ чистой, и в качестве защитного газа требуется 100% аргон. Без защитного газа вы сожжете вольфрам, загрязните сварной шов и не получите никакого проникновения в заготовку.
Теперь не теряйте надежды и мечты о приобретении сварочного аппарата TIG из-за проблем с газом! Хорошая новость заключается в том, что многие современные сварочные аппараты TIG представляют собой инверторные, многоцелевые аппараты, которые могут выполнять сварку TIG и сварку палкой одним щелчком переключателя и заменой пары фитингов.Процесс сварки TIG и дуговой сварки ОЧЕНЬ похож, если у вас есть провод с электрододержателем или «горелкой». В любом случае вы либо касаетесь электродом детали, либо подносите ее достаточно близко, чтобы дуга подпрыгивала, и вы начинаете сварку. На этом различия заканчиваются: в дуговой сварке используется расходный материал. Он носит множество шляп, он является присадочным стержнем, создает электрическую цепь для сварки, а также покрыт покрытием, которое создает защитный газ, необходимый для защиты сварочной ванны во время сварки.При сварке TIG вы держите присадочный стержень в одной руке, а горелку / вольфрам — в другой, и вы добавляете присадочный стержень в лужу с защитным газом, текущим из горелки и над расплавленной сварочной лужей.
Итак, если вы хотите сваривать без газа, но позже можете увидеть, как вы перейдете к сварке TIG, мы рекомендуем приобрести многофункциональный аппарат для сварки TIG, который также позволяет выполнять дуговую или дуговую сварку. Мы предлагаем множество аппаратов для сварки TIG, и большинство из них также позволяет выполнять дуговую сварку без газа.Ознакомьтесь со всей линейкой наших сварочных аппаратов TIG здесь: https://www.eastwood.com/welders/tig-welders.html.
Сравнение газового сварочного аппарата MIG без газа
Сварка в основном метод изготовления, который заключается в соединении двух металлов или термопластов, вызывая их слияние или смешивание. Это делается плавление деталей или добавление наполнителя для образования сварочной ванны, которая при охлаждении становится очень прочным. Это отличается от других процессов, таких как пайка, которая не включает плавление металла, а плавление материала с образованием связь между ними.
Сварка — это умелая работа и требует нескольких мер предосторожности, чтобы избежать ударов, глаз повреждения, пары и т. д. Есть ряд торговцев конструкционной сталью и сваркой рабочие и сварочные материалы в Мельбурне. Таким образом, Мельбурн — лучший выбор для поиска качественных сварочных аппаратов. место быть.
Сварка МИГ один из самых простых способов сварки, но он дает результат только тогда, когда используется с правильным типом сварщика. Два основных процесса сварки включают газовую сварку MIG. сварщик и безгазовый сварщик MIG.
Газ по сравнению с безгазовым сварочным аппаратом MIG
Как название подсказывает, газовый сварщик МИГ Для работы требуется дополнительный защитный газ, в то время как безгазовый сварочный аппарат MIG этого не делает. А В безгазовом сварочном аппарате MIG используется порошковая проволока, закрепленная на трубчатой проволоке. кормить. В нем используются парообразующие соединения, которые обеспечивают газовую защиту, которая, в свою очередь, защищает от окисления.
Давайте посмотрите на преимущества и недостатки безгазовых и газовых сварочных аппаратов MIG
Мы будем обсудите некоторые факторы, которые помогут вам решить, стоит ли вам безгазовая сварка MIG или газовая сварка MIG:
A безгазовая сварка MIG Сварщик легче и портативнее для переноски.Кроме того, вам не нужно будет чистить и при использовании безгазового сварочного аппарата MIG в качестве флюса поверхность перед сваркой отполировать позволяет выполнять сварку через ржавые, окрашенные или оцинкованные поверхности с большим простота. Таким образом, с учетом этих факторов, это лучший выбор для промышленных проектов, поскольку нет необходимости в газе.
Безгазовый МИГ сварщику не требуется внешний защитный газ, поэтому его можно использовать в качестве очень удобный вариант при сварке снаружи. Также для локаций с экстремальным погодных условиях, безгазовый сварочный аппарат MIG будет уместен, так как нет требование внешних газовых баллонов и потеря газа могут повлиять на качество сварной шов.Итак, если вы ведете сварку на открытом воздухе, выбор безгазового сварочного аппарата MIG будет сделай ставку лучше.
Другой Важным аспектом, который поможет вам в выборе подходящего сварщика, является материал. А Безгазовый сварочный аппарат MIG обеспечивает отличную проплавку и предлагает впечатляющая сила; однако это зависит от машины и техники, используемых для эта цель. Некоторые могут даже пойти вниз, чтобы хорошо работать даже с самым тонким из материалы, а некоторые нет.
Если вы ищу области применения сварки, требующие сварки вне положения, газовую сварку MIG сварщик был бы лучшим выбором.Например, если вам нужно сварить металл вертикально вверх, порошковая проволока, защищенная газом, будет лучше покрытие, которое способствует более быстрому застыванию расплавленных сварных материалов.
Безгазовый МИГ Сварщик производит больше сварочного дыма по сравнению со сварочным аппаратом MIG, но с правильные меры защиты и безопасности, с ним легко обращаться.
Заключение
Смотрим на все преимущества и недостатки обоих типов сварщиков, которые мы можем разобрать что продаваемый безгазовый сварочный аппарат MIG предлагает больше преимуществ, учитывая удобство использования и простота настройки.
Но также многие сварщики также рассмотрят возможность использования газового сварочного аппарата MIG, потому что он дает эксклюзивные качество работы и дает наилучшие результаты. Таким образом, идеальный вариант — это выберите сварщика, который выполняет как газовую, так и безгазовую сварку, и есть ряд машин, доступных сегодня на рынке, предлагающих функции обоих.
Лотос Technology Australia — один из ведущих брендов, специализирующийся на ручном и автоматическая система плазменной резки обеспечивает безупречную работу, гибкость и надежность.Он предлагает широкий выбор сварочного оборудования в Мельбурн и превосходные передовые характеристики и, следовательно, сварочные поставки Lotos заслужил невероятный отклик у клиентов. У нас есть широкий выбор продукты и сварщики, такие как сварщики Lotos Tig, сварщики дуговой сварки и сварщики MIG для распродажа. Весь наш ассортимент проходит проверку качества с 12-месячной бесплатной гарантией на все наши продукты. У нас бесплатная доставка по всей Австралии, а также 100% послепродажное обслуживание.
Итак, если вы ищите лучшие сварочные материалы в Австралии, свяжитесь с нами по телефону 03 5900 5556, чтобы найти решение для всех ваших сварочных нужд! Мы продаем качественный сварочный и режущий инструмент для бизнеса, проектов DIY, и фермеры.
Как выполнять сварку — Сварка MIG: 11 шагов (с изображениями)
Сварщик MIG состоит из нескольких частей. Если вы откроете один из них, вы сможете увидеть что-то похожее на то, что изображено ниже.
Сварщик
Внутри сварочного аппарата вы найдете катушку с проволокой и серию роликов, которые проталкивают проволоку к сварочному пистолету. В этой части сварочного аппарата мало что происходит, поэтому стоит уделить минуту и ознакомиться с различными частями.Если по какой-либо причине механизм подачи проволоки заедает (это случается время от времени), вам следует проверить эту часть устройства.
Большую катушку проволоки следует удерживать натяжной гайкой. Гайка должна быть достаточно тугой, чтобы катушка не раскрутилась, но не настолько, чтобы ролики не могли вытащить проволоку из катушки.
Если вы проследите за проволокой с катушки, вы увидите, что она входит в набор роликов, которые стягивают проволоку с большого рулона. Этот сварочный аппарат предназначен для сварки алюминия, поэтому в него загружена алюминиевая проволока.Сварка MIG, которую я собираюсь описать в этом руководстве, предназначена для стали, в которой используется проволока медного цвета.
Бензобак
Предположим, вы используете защитный газ со своим сварочным аппаратом MIG, за MIG будет бак с газом. Резервуар состоит либо из 100% аргона, либо из смеси CO2 и аргона. Этот газ защищает сварной шов по мере его образования. Без газа ваши сварные швы будут выглядеть коричневыми, забрызганными и в целом не очень красивыми. Откройте главный вентиль бака и убедитесь, что в баке есть немного газа.Ваши манометры должны показывать в резервуаре от 0 до 2500 фунтов на квадратный дюйм, а регулятор должен быть установлен в пределах от 15 до 25 фунтов на квадратный дюйм, в зависимости от того, как вы хотите все настроить, и типа сварочного пистолета, который вы используете.
** Хорошее практическое правило — открывать все клапаны всех бензобаков в магазине всего на пол-оборота или около того. Открытие клапана до конца не улучшает ваш поток, не более чем просто приоткрытие клапана, так как резервуар находится под очень большим давлением. Логика заключается в том, что если кому-то нужно быстро отключить подачу газа в чрезвычайной ситуации, ему не нужно тратить время на запуск полностью открытого клапана.Это может показаться не таким уж большим делом с аргоном или CO2, но когда вы работаете с горючими газами, такими как кислород или ацетилен, вы можете понять, почему это может пригодиться в случае чрезвычайной ситуации. **
Как только провод проходит через Ролики спускаются вниз по комплекту шлангов, которые ведут к сварочному пистолету. Шланги переносят заряженный электрод и газообразный аргон.
Сварочный пистолет
Сварочный пистолет — это конечная цель бизнеса. На него будет направлено основное внимание во время процесса сварки.Пистолет состоит из спускового крючка, который регулирует подачу проволоки и подачу электричества. Проволока направляется сменным медным наконечником, который изготавливается для каждого конкретного сварщика. Наконечники различаются по размеру, чтобы подходить к проволоке любого диаметра, с которой вы свариваете. Скорее всего, эта часть сварщика уже будет настроена для вас. Снаружи наконечник пистолета покрыт керамической или металлической чашкой, которая защищает электрод и направляет поток газа из наконечника пистолета. На фотографиях ниже вы можете увидеть небольшой кусок проволоки, торчащий из наконечника сварочного пистолета.
Зажим заземления
Зажим заземления является катодом (-) в цепи и замыкает цепь между сварочным аппаратом, сварочной горелкой и объектом. Его следует прикрепить либо непосредственно к свариваемой детали, либо к металлическому сварочному столу, как тот, что изображен ниже (у нас есть два сварщика, следовательно, два зажима, вам нужен только один зажим от сварщика, прикрепленный к вашей детали для сварки).
Зажим должен хорошо контактировать с свариваемой деталью, чтобы он работал, поэтому обязательно удалите ржавчину или краску, которые могут помешать его соединению с вашей работой.
Что нужно для сварки в домашних условиях — Baker’s Gas & Welding Supplies, Inc.
Начало работы с домашней сваркой или изменение домашней сварочной установки приведет к множеству вопросов о безопасности, стоимости и лучших машинах и продуктах. Есть много факторов, которые следует учитывать, и даже больше мнений о том, каким из них стоит следовать.
Независимо от того, покупаете ли вы сварочный аппарат для использования дома в первый раз или переходите на новый аппарат, сварщики должны знать, как они могут безопасно его эксплуатировать и что им нужно иметь под рукой для сварки.В следующем руководстве изложены некоторые из основных рекомендаций по сварке в домашних условиях, чтобы избежать срабатывания прерывателя, повреждения дома / магазина или остановки в середине проекта, чтобы бежать в магазин за неожиданным инструментом.
Электроустановка для домашней сварки
Перед покупкой сварочного аппарата и особенно перед запуском его в первый раз очень важно сначала узнать, сможет ли гараж или магазин выдержать электрический ток, необходимый сварщику. Предполагая, что во время работы свет будет гореть, убедитесь, что выключатель не перегружен.Сварочные аппараты с низким напряжением предназначены для работы в домашней розетке, в то время как для моделей с более высоким напряжением требуются вилки большей мощности, такие как те, которые используются для электрических сушилок.
Многие сварщики рекомендуют начинать домашние проекты со сварочного аппарата Millermatic 141 MIG, поскольку он не требует напряжения более 120 В и отлично работает в большинстве домашних электрических розеток. Однако перед запуском всегда консультируйтесь с руководством сварщика и с опытным сварщиком или электриком. Существует так много разных исключений, которые следует учитывать, что ни одна онлайн-статья не может учесть их все.(Хотя сварщики TIG популярны среди квалифицированных сварщиков, домашние сварщики, особенно начинающие, как правило, избегают сварщиков TIG, потому что им требуется больше времени для обучения. Поэтому в этой статье основное внимание будет уделено базовому использованию MIG и сварочных аппаратов в домашних условиях бывают исключения.)
Сварщик, такой как сварщик Millermatic 141 MIG, обычно может справиться с большинством домашних проектов, но некоторые сварщики предпочитают использовать дома сварочный аппарат на 220 В, чтобы сваривать более толстую сталь в тяжелых условиях и получать достаточно тепла для создания прочного сварка.Меньшая мощность означает меньше тепла, а для сварки более толстого металла требуется много тепла.
Для сварочного аппарата на 220 В электрик должен будет установить вилку, которая выдержит дополнительную силу тока, которая ему требуется.
В случае сварщиков, которые не могут изменить домашнюю настройку или хотят немного большей мобильности, существуют комбинации генераторов и сварочных аппаратов / генераторов, которые могут вызвать дополнительный шум, но будут выдавать мощность 3000, 4300 или даже 4500 Вт. . Сварщики, снимающие дом, могут обнаружить, что это лучшее решение, если они не могут подключить своих сварщиков к розеткам.
Газовая установка для домашней сварки
После выбора сварщика газ может потребоваться или не потребоваться для защиты сварочной ванны. Сварочные аппараты создают сварной шов с помощью электрода с флюсовым покрытием, который защищает сварочную ванну, вместо защитного газа. Электрод с флюсовым покрытием делает сварку штучной сваркой дешевым и простым процессом, но он довольно грязный и требует большего мастерства, чем сварка MIG. Однако для случайного домашнего сварщика сварка штангой предлагает доступный способ сделать простой ремонт в доме.
СваркаMIG — это более простой процесс для освоения, и он предлагает два варианта присадочной проволоки. Для выполнения сварных швов в процессе MIG используются порошковые и сплошные присадочные проволоки. Порошковая сварочная проволока MIG не требует защитного газа. Как и электроды для стержневой сварки, они обеспечивают сварочный присадочный материал и используют флюс для создания защитного барьера вокруг сварного шва при его охлаждении. Это позволяет сэкономить как на стоимости защитного газа, так и на необходимости хранить его в гараже, но шлак, образованный защитным флюсом, необходимо удалить, и поэтому сварной шов не будет таким чистым.
Многие домашние сварщики выбирают сварочный аппарат MIG, потому что он прост в освоении и предлагает универсальный и аккуратный сварной шов. Сварка MIG проволокой со сплошным сердечником требует использования защитного газа для защиты сварного шва, который обычно представляет собой смесь аргона и CO2 или иногда просто аргона, в зависимости от свариваемого материала. Сварка MIG сплошной проволокой и защитным газом без отслаивания шлака — это очень аккуратный процесс, который особенно полезен при ремонте автомобилей.
Может возникнуть соблазн купить топливный цилиндр меньшего размера на 20 кубических футов, но примите во внимание потенциальную экономию за счет использования большой бутылки.Резервуар емкостью 80 или 125 кубических футов сэкономит на расходах на заправку и сэкономит время на поездку в магазин. Канистры меньшего размера полезно иметь под рукой, если защитный газ закончится в выходные дни, но покупка большего количества топлива сразу сэкономит время и деньги.
При хранении бензина в домашней мастерской или гараже убедитесь, что канистры с газом стоят вертикально и надежно, чтобы они не упали. Убедитесь, что газовые и топливные баллоны хранятся на безопасном расстоянии от сварочных работ и искр.
Gas также может вызвать проблемы при страховании жилья и аренде.Прежде чем совершить покупку, узнайте об ограничениях в вашей собственности и проявите особую осторожность с хранилищем газа, проведя его осмотр и обслуживание должным образом. Некоторые полисы страхования жилья имеют ограничения и исключения, которые применяются, если в доме есть сосуды под давлением, включая газовые баллоны под давлением.
Essential Товары для домашней сварки
Помимо сварщика, электрода и защитного газа, сварщикам необходимо будет рассмотреть продукт для резки металла, которым может быть что угодно, от отрезной пилы до ацетиленовой горелки или плазменной резки.Ацетилен легко воспламеняется, и его следует использовать только тем, кто знает о проблемах безопасности, которые он представляет. Разделочная пила с прочным основанием и прочным задним шарнирным стержнем отлично подойдет большинству сварщиков для выполнения многих задач по резке.
Угловая шлифовальная машина также необходима для подготовки металлов перед сваркой — что критически важно для создания чистого, прочного и безопасного сварного шва для сварки MIG. Некоторые сварщики предлагают ультратонкие отрезные диски для шлифовальных машин, чтобы свести к минимуму потери материала во время процесса шлифования.Лепестковые диски в угловой шлифовальной машине полезны для зачистки металла перед покраской.
Хотя некоторых сварщиков можно купить с тележкой в комплекте, известно, что сварщики находят множество творческих решений — от адаптации тележки для инструментов до создания своих собственных. Сварочная тележка, купленная или построенная, особенно полезна как для безопасного хранения сварщика, так и для того, чтобы сварщики могли работать в наиболее безопасном и удобном месте.
Рабочие зажимы удерживают сварочные материалы на месте и обеспечивают ровный и аккуратный сварной шов.Сварщики имеют определенные проблемы в своих проектах, в которых они не могут работать без дополнительных зажимов. Зажимы — это небольшие предметы, которые могут иметь огромное значение для успешного завершения сварного шва.
Сварочный шлем с автоматическим затемнением, перчатки, кожаная обувь и защитная одежда — критически важные средства защиты, необходимые каждому сварщику. Все они подробно описаны в руководстве Бейкера: Основное сварочное оборудование и приспособления.
Безопасность для домашних сварочных работ
Безопасность — самый важный аспект домашней сварки, так как крошечная искра может сжечь гараж или магазин.Удалите горючие материалы, такие как коврики, в непосредственной близости от сварщика, а также любое другое топливо или газы, которые не используются.
Для максимально возможной безопасности в сварочном пространстве создайте сварочный «щит» с крючками в потолке и подвесите специально разработанные огнестойкие одеяла. Это защитит гараж от искр, а также предотвратит повреждение предметов, хранящихся в гараже или магазине, разбрызгиванием. Для сварщиков, которые хотят работать с открытой дверью гаража, но опасаются подвергнуть прохожих воздействию ультрафиолетовых лучей, есть прозрачные экраны, которые можно установить поперек проема гаража, которые пропускают свет, но блокируют лучи.
Держите под рукой не менее двух огнетушителей, а не в углу. Если возможно, работайте по металлу только в одном помещении, а по дереву — в другом. Скопившимся опилкам в трещинах и зазорах в стенах достаточно всего одной искры, чтобы начать тлеть.
Сварщики со смешанными помещениями используют воздуходувки для очистки своих рабочих мест и часто проверяют наличие дыма или тления после завершения своих проектов, но любые картонные коробки, обрезки дерева или опилки могут загореться, поэтому проверьте их через час или два после завершения. проект.
В случае пристроенных гаражей следует учитывать потребности в вентиляции, особенно зимой. Обычно для проветривания зоны сварки достаточно открытого окна с вентилятором, но перед тем, как начинать проект, проконсультируйтесь со специалистом-сварщиком.
Типичная безопасность при сварке включает в себя обеспечение надлежащего заземления сварщика и отсутствие в рабочей зоне беспорядка, такого как ненужные шланги и шнуры питания. Кроме того, регулярно проверяйте шланги на предмет утечек и перегибов.Лучшая сварочная установка — такая, которая сводит к минимуму отвлекающие факторы и опасности, которые могут помешать работе над проектом.
Как использовать сварочный аппарат MIG без газа, который вам необходимо знать
Вы можете задаться вопросом, что такое аппарат без газа и как использовать сварочный аппарат MIG без газа. Мы покажем тебе как.
Универсального решения для сварочного процесса не существует. Вы можете задаться вопросом, что такое сварщик MIG. Название является аббревиатурой от Metal Inert Gas Welding. Процесс считается полуавтоматическим.Первые версии появились в 1940 году. Процесс сварки прост, но требует источника питания. Его цель — подавать электричество для нагрева электродов. Вам также понадобится система подачи проволоки, чтобы обеспечить питание от катушки до соединения. Затем вам понадобится ручка с спусковым крючком, чтобы контролировать механизм подачи проволоки, который подает от шпинделя к стыку. Четвертый элемент — щиток для защиты сварного шва.
Сварка — это процесс соединения двух деталей. Можно ли сваривать алюминий методом MIG без газа? Да, ты можешь! Важно то, что вы знаете правильный метод, как это сделать.
Где использовать сварку MIG?
Устройство находит применение в цехах с высоким уровнем производства. Его цель заключается в производстве изделий из листового металла. Вы можете найти устройство как GMA GMAW. Инженеры называют это газовой дуговой сваркой металла, но мы поговорим о безгазовой версии.
В процессе сварки вам необходимо проникнуть в две части металла. С помощью сварочного аппарата можно склеить две детали. Сварные швы будут максимально прочными и без неровностей в зависимости от ваших навыков и опыта.Сварка с сердечником из флюса без газа — простой процесс.
Можно ли использовать сварку MIG без газа для получения отличных сварных швов?
Вы можете спросить, как использовать сварочный аппарат MIG без газа для получения хороших результатов. Чтобы сварные швы были красивыми и долговечными, нужно время и терпение. Очень важно подготовить металл для сварки и очистить его.
Как использовать сварочный аппарат MIG без газа
Будьте осторожны и начните обучение правильно. Если вы уже усвоили какие-то вредные привычки в прошлом, их будет сложно исправить.
MIG-сварка алюминия без газа — это процесс соединения двух металлов. Кусочки нужно нагреть до горячих температур. Управляя сварным швом, вы создадите сварной шов. Этого не достаточно. Вам нужно найти, как очистить металл, разрезать, подогнать, сделать меры и выбрать правильный процесс сварки. Температура нагрева составляет около 2700 ° F. Вы должны знать, что каждый процесс сварки нагревает металл до определенной температуры.
Ваша безопасность важна
Каждый раз, когда вы режете диск, используете шлифовальный станок или ленточную пилу, во время процесса возникает много шума.Защищать уши нужно заглушками. Вам необходимо использовать средства защиты органов слуха, потому что ваши уши могут быть повреждены. Регулярно защищайте уши от громких звуков. Используйте беруши или наушники типа пистолета, чтобы защитить уши.
Забыть о средствах защиты глаз — большая ошибка. Это первое, что вы должны сделать перед началом сварки. Сварочная маска обязательна. Дуга очень яркая. Маска темная, пока в нее не попадает дуга. В специализированных магазинах много масок. Некоторые маски для глаз дешевые, а некоторые дорогие.Обложки работают аналогично. Маска блокирует свет и позволяет видеть процесс сварки.
Другие соображения следующие:
- Качество маски зависит от того, сколько вы хотите потратить. Я рекомендую дешевую маску. Он делает то, что ему нужно. Маски защищают глаза и кожу от ультрафиолета.
- Также рекомендуется носить длинную куртку, джинсы и ботинки. Никогда не носите теннисную обувь. Вы можете избежать летящих искр.
- Сварочная шапка не обязательна, но творит чудо, когда вы работаете в таком положении, когда на вас могут падать искры.
Работа на улице с помощью безгазового сварочного аппарата MIG
Вы можете безопасно выполнять сварку в ветреную погоду. Если вы работаете на улице и, к сожалению, сегодня ветреный день, не паникуйте. Для этого работает флюсовый сердечник. Внутри проволока находится флюс. На сварном шве образуется шлак. Роль шлака заключается в защите сварного шва от ветра; атмосферных газов отложено.
Есть причина избегать использования MIG — это ветреные атмосферные условия. Защитный газ улетучится.Результат — пористость сварных швов. Связка отверстий сделает сварной шов слабым. Для получения идеальных сварных швов обязательно использовать проволоку с флюсовым сердечником.
Если металл загрязнен, безгазовая сварка MIG все равно даст хорошие результаты — специалист всегда советует очистить руду перед сваркой.
Flux Role
Сварщик MIG без газа дает такие же результаты, как и сварочные аппараты штучной сваркой. Использование флюса обеспечивает возможность загрязнения сварочного материала. Это не означает, что вам не нужно очищать металл перед сваркой.В этой ситуации лучше работает сварочный аппарат MIG без газа.
Как подготовить сварной шов
Во-первых, вам нужно проверить, хорошо ли вентилируется место. Это нужно сделать, потому что сердечник из флюса выделяет много дыма. Затем вам нужно настроить машину. Многие люди склонны тащить. Это означает, что вы путешествуете во время сварочного процесса.
Вместо того, чтобы толкать, нужно тянуть (тащить) машину. Иногда вы не можете перетащить сварщика MIG без газа. Вы можете оказаться в ситуации, когда вам нужно толкнуть машину.Вы можете оказаться в сложной ситуации, когда нужно тянуть и толкать.
Как установить полярность при сварке MIG без газа
Вам необходимо знать, как установить полярность. Если вы установили неправильную полярность, ваш сварной шов будет выглядеть ужасно. Вы увидите много брызг. Это тот момент, когда вам нужно переключить полярность сварки MIG без использования газа, когда вы изменяете настройки с сплошной проволоки на проволоку с флюсовым сердечником.
Заключение
Эти детали могут быть трудными для понимания, особенно если вы новичок.Я бы рекомендовал знакомиться с разными фактами понемногу.