6 лучших моделей, рейтинг и как выбрать
Чтобы правильно выбрать аппарат точечной сварки, нужно понимать возможности и ключевые параметры оборудования. Кроме этого, полезно ознакомиться с отзывами сварщиков о конкретных моделях. Все это есть в нашем обзоре, что поможет вам подобрать оборудование, которое справится с предстоящими задачами.

Подборка товаров осуществлена на основе отзывов, мнений и оценок пользователей, размещенных на различных ресурсах в сети интернет. Вся информация взята из открытых источников. Мы не сотрудничаем с производителями и торговыми марками и не призываем к покупке тех или иных изделий. Статья носит информационный характер.
Принцип работы точечной сварки
Сперва рассмотрим устройство и принцип работы аппаратов для точечной сварки. Оборудование подключается к сети 220 или 380 В и преобразует переменный ток в постоянный. Для этого используется инверторная технология. Понижающий трансформатор внутри снижает количество вольт до 12-48, и повышает ампераж.
К источнику питания присоединяется кабель, на конце которого крепится пистолет или консоль с электродом. Последний относится к неплавящемуся типу (обычно сплав меди с хромом). Он должен быть в несколько раз толще, чем сечение свариваемого металла. Кратковременное прикосновение конца электрода к изделию производит точечный нагрев, который плавит железо. Молекулы металла перемешиваются, образуя единую кристаллическую решетку. Получается точечное соединение. Если его разорвать, то на одной стороне будет углубление (кратер), а на другой ядро.
Поскольку контакт осуществляется электродом с небольшим сечением, то окружающая поверхность нагревается меньше и не деформируется. Таким образом можно соединять листовые заготовки, проволоку или приваривать прутки к плоскости (ручки кастрюль и т. д.).
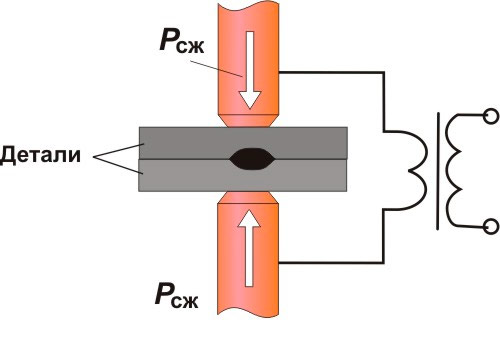
Схема процесса точечной сварки.
Преимущества точечной сварки
Точечная сварка востребована в кузовном ремонте. С ее помощью к поврежденным местам приваривают торец обратного молотка, которым вытягивают вмятины. Еще этот вид сварки применяется при изготовлении металлической посуды, различных ограждений.
Среди преимуществ точечной сварки можно выделить следующие параметры:
- Аккуратные и точные швы.
- Сокращение расходов на электроэнергию и расходные материалы (нет плавящегося электрода, не нужен газ, как в полуавтомате).
- Высокая производительность.
- Не требуется высококвалифицированный персонал (достаточно пару раз показать как пользоваться и дать потренироваться на черновых деталях).
- При работе с толщиной изделий 0.5-1.0 мм нет прожогов.
- Отсутствует необходимость в последующей механической обработке соединений.
Как выбрать аппарат для точечной сварки
Чтобы разобраться, как выбрать точечную сварку, нужно запомнить семь основных параметров, на которые стоит обратить внимание перед покупкой. Существуют и дополнительные факторы, играющие роль только в определенных условиях эксплуатации.
Типы аппаратов для точечной сварки
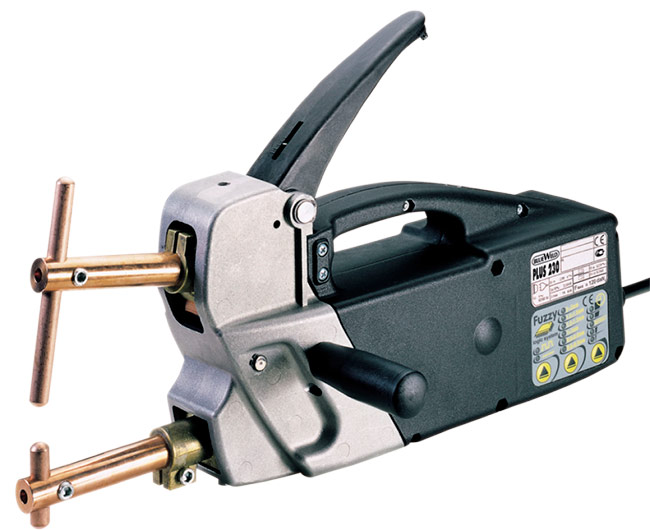
Все оборудование, способное совершать точечную сварку, делится на две категории: переносное и стационарное. Первый тип отличается компактными габаритами в пределах 30х20х30 см и весит до 16 кг. Такие модели способны сваривать металл с сечением 1.5+1.5 мм. Максимальный показатель может достигать 5 мм. Товары переносного типа актуальны при кузовном ремонте или выпуске крупных металлоконструкций (двери, ворота, стеллажи). Аппарат можно переносить вокруг изделия и совершать сварку.

Переносной аппарат для точечной сварки.
Стационарные станки для точечной сварки применяются на производствах. С их помощью выполняют сборку изделий, который оператор может удерживать в руках. Однотипные соединения при серийном изготовлении создаются очень быстро, что содействует повышенной производительности. Но такие установки занимают много места ввиду габаритов 50х60х100 см и могут весить до 100 кг. Мощный источник тока разрешает сваривать металл с общей толщиной до 8 мм.

Стационарный аппарат для точечной сварки.
Режимы воздействия
Аппараты для точечной сварки способны воздействовать на заготовки одним из двух методов.
Односторонняя точечная сварка
Односторонний режим реализован в моделях, называемых споттерами. Они оснащаются пистолетом со штангой и обратным молотком, на торце которого есть медный электрод в виде треугольной звезды. Прихватившись электросваркой к поверхности, можно совершать обратные удары, вытягивая вмятый металл.

Споттер для односторонней точечной сварки.
Односторонний режим воздействия оправдан в случае затрудненного доступа к обратной стороне конструкции (нужно снимать обшивку дверей, демонтировать крыло машины), или когда изделие слишком большого размера. Еще таким образом можно приварить к поверхности шайбы или гребенку, чтобы воздействовать одновременно на большой участок, дергая сразу за все элементы при помощи крюков.

Работа споттером для односторонней точечной сварки.
Двухсторонняя точечная сварка
Двухсторонняя сварка применяется для присоединения листового металла внахлест. Для этого аппараты снабжаются клещами, обхватывающими изделие. От вылета консолей зависит максимальная удаленность точки соединения от края конструкции. Этот параметр может быть от 12 до 50 см. В таких аппаратах нижняя консоль неподвижная, а верхняя опускается, осуществляя одновременно прижим и разогрев.
Клещи для двухсторонней точечной сварки.
Режим работы
Режим работы аппарата бывает мягкий и жесткий, что зависит от характеристик тока. В первом случае используется невысокая плотность тока, но сварочный цикл выполняется с удлиненной продолжительностью 2-5 секунд. Это разрешает использовать электроды с меньшим сечением (оно может быть равно толщине заготовки) и не сильно давить клещами.
Во втором случае применяют ток большей плотности, а цикл длится короче — 0.2-1.5 с. Такой режим обеспечивает повышенную скорость работы, но требует сильного сдавливания заготовок и диаметра электрода, в несколько раз превосходящего суммарное сечение свариваемых деталей.
Максимальный сварочный ток
От максимального сварочного тока зависят возможности оборудования для точечной сварки. Значение 3000 А позволит соединять детали с общим сечением до 3 мм. Аппараты с показателем 6000 А могут сваривать сталь до 4-5 мм. Промышленные станки 10000-16000 А разрешают соединять заготовки до 9 мм (в сумме).
Максимальная толщина свариваемых листов
Важный параметр, показывающий, какое максимальное сечение способен проварить аппарат. Если игнорировать это значение и применять оборудование на более толстых деталях, то качество соединения снижается. Параметр может указываться общий, например «5 мм», или разделяться на две части — «2.5+2.5 мм», что будет означать одно и то же. Есть промышленные версии, которые способны сваривать сразу три листа стали между собой. Тогда это обозначается как «3+3+3 мм».
Напряжение для подключения
Для подключения аппарата к сети требуется однофазное напряжение 220 В или трехфазная линия на 380 В. Это прямо указывается в инструкции к товару и определяет, где его получится использовать. Потребляемая мощность от 3 до 12 кВт подскажет, можно ли включать аппарат в обычную бытовую сеть (обычно свыше 5 кВт лучше не включать, чтобы не расплавить проводку).
Способ управления
Самые дешевые аппараты управляются вручную. В некоторых моделях даже нет возможности выставить силу тока — она всегда работает на максимуме. Оператор сам сдавливает клещи руками и следит за временем соприкосновения электродов, чтобы образовался нужный провар. Для качественного соединения сперва требуется опробовать аппарат на черновых заготовках с такой же толщиной, что и основное изделие. Определив, сколько нужно времени на прижим, можно переходить к сварке. Есть аппараты с регулировкой силы тока, которые немного упрощают работу с металлами разной толщины.
Микропроцессорное (синергетическое) управление значительно облегчает работу. Сварщик указывает на панели тип выполняемого соединения (приварка шайбы, проволоки, сварка внахлест и т. д.), а также толщину изделия. Синергетическое управление само подбирает оптимальные параметры для сварки, подает ток и отключает его. Оператору остается лишь подносить электроды и ставить их в нужное место. Но такие модели стоят гораздо дороже.

Дополнительные параметры
Если требуется продолжительная работа аппаратом, то обратите внимание на тип охлаждения. Устройства с водяной системой и радиатором быстрее отводят тепло и имеют более продолжительный ресурс.
К споттеру обязательно понадобится пистолет и обратный молоток. Чтобы выполнять сварку используют медные электроды, являющиеся расходными элементами. Для мобильных аппаратов с весом от 13 кг практично приобрести тележку, чтобы перевозить их на колесиках.
Лучшие сварочные аппараты для точечной сварки
Если Вам требуется контактная точечная сварка для домашней мастерской или небольшого производства, то обратите внимание на следующие модели, которые уже опробованы покупателями и получили положительные отзывы.
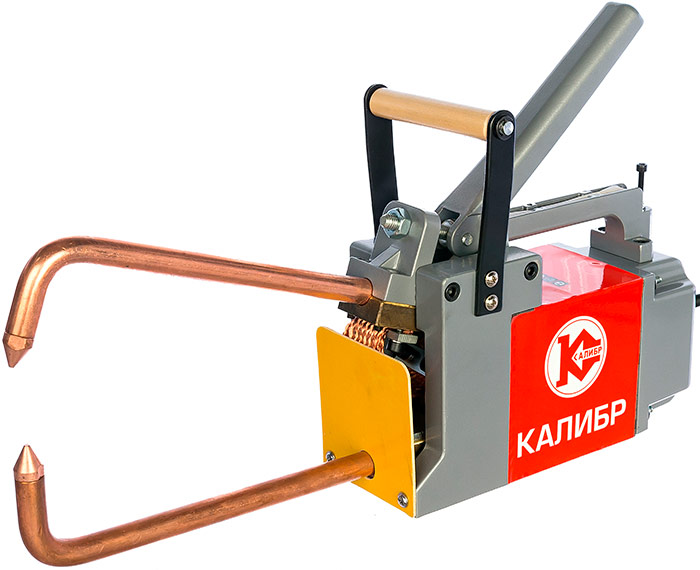
Калибр СВА-1,5 АК
Этот аппарат для выполнения точечной сварки от российского бренда «Калибр». Модель СВА-1.5 АК запитывается от однофазной сети 220 В и потребляет 8 кВт. Корпус защищен от проникновения пыли по стандарту IP20. В комплекте есть рукоятка и запасные наконечники. Управление полностью ручное, где сварщик сам регулирует время прижима и силу тока. Для установки силы прижатия клещей предусмотрен ограничительный болт под подвижной рукояткой.

Плюсы Калибр СВА-1,5 АК
- Мощная возвратная пружина для разведения клещей.
- Крупная рукоятка для быстрой перестановки.
- Получается аккуратная точка, которую не разорвать руками.
- Не требуется механическая обработка соединения.

Минусы Калибр СВА-1,5 АК
- Кабель верхней консоли (косичка) из омедненного алюминия (перегревается).
- Неудобно расположена клавиша включения.
- От веса 16 кг устают руки.
- Требуется проводка с сечением 4 мм², ввиду мощность 8 кВт.
Вывод. Это лучший аппарат по соотношению стоимости и мощности провара. Пользователи в отзывах делятся, что легко сваривают листовой металл 2+2 мм между собой, выполняя 15 точек в минуту. Если требуется соединить проволоку, то модель справится с сечением прутков 5+5 мм. Но подключение нуждается в мощной сети, поэтому для гаража такую точечную сварку выбирать не стоит.
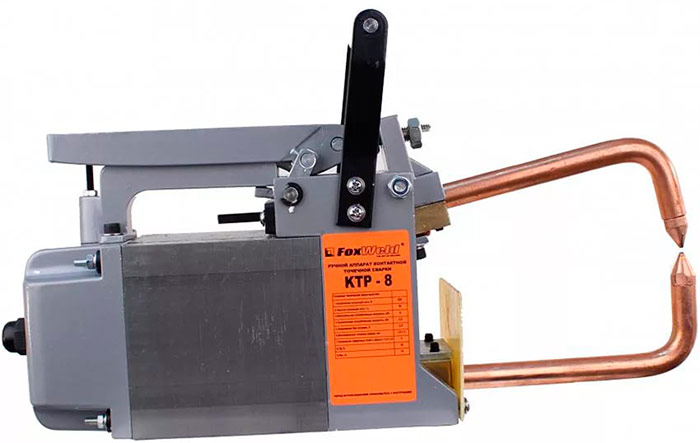
Foxweld КТР-8 3097
На втором месте в рейтинге товар от итальянского бренда Foxweld. Оборудование для точечной сварки имеет два медных кронштейна, рукоятку для прижима, отбойную пластину. Мощность источника тока составляет 8 кВт и аппарат способен варить с 6000 А. Производитель заявляет, что инвертор легко соединит две заготовки с сечением 1.5+1.5 мм. Модель относится к профессиональному классу и имеет защиту корпуса IP21.
Плюсы Foxweld КТР-8 3097
- Большая рукоятка для поднятия аппарата.
- Относительно небольшие габариты 41х10х23 см.
- Вылет электродов 15 см позволяет заводить между ними крупные детали.
- Повышенная мощность сварочного тока.
Минусы Foxweld КТР-8 3097
- Присутствует небольшой люфт, из-за чего электроды не точно сходятся друг с другом.
- Нужно хорошая проводка от 4 мм².
- Тяжело часто переставлять ввиду веса 14 кг.
- Мощность не регулируется.
Вывод. Судя по отзывам, этот аппарат для выполнения точечной сварки большинство пользователей используют для изготовления металлических дверей. Сварщики говорят, что это гораздо удобнее, чем действовать полуавтоматом и после сварки не требуется никакой дополнительной зачистки швов.
FUBAG TS 2600 38 666
А вот аппарат для точечной сварки, называемый споттер. Он предназначен для выполнения односторонних прихваток на металле с сечением до 1.5 мм. Максимальная сила тока составляет 2800 А. Габариты оборудования — 20х32х18 см. При подключении к однофазной сети, аппарат потребляет 5.4 кВт, поэтому его можно использовать в гараже или на даче. В комплекте к нему прилагается пистолет и штанга с обратным молотком. Есть три электрода «звездочка» и один угольный электрод для разогрева металлической поверхности.

Плюсы FUBAG TS 2600 38 666
- Переключатель для сварки угольными и медными электродами.
- Световая индикация перегрева и наличия сети.
- Четыре режима работы.
- Создает надежное соединение.
Минусы FUBAG TS 2600 38 666
- Большой вес 14 кг неудобно часто переставлять.
- Высокая стоимость.
- Нет регулировки силы тока по амперажу (только по способу сварки).
Вывод. Такая модель разработана для кузовного ремонта автомобилей и способна работать в нескольких режимах: приварка гофрированной проволоки, колец, разогрев поверхность угольным электродом, прихватка «звезды». Обратите внимание на мощный обратный молоток на пистолете. Вес грузика составляет 1.1 кг, что обеспечивает быстрое вытягивание вмятин.
RedHotDot HAMMER IT 275116
Бренд «Хаммер» выпускается в Италии. Модель IT 275116 выдает максимальную силу тока 3200 А. Это разрешает сваривать листовой металл с сечением 1.5+1.5 мм. Подключение к однофазной сети 220 V и потребление мощности 3 кВт не перегружает бытовую проводку, поэтому использовать аппарат можно даже в гараже. Цифровой дисплей удобен для визуального контроля введенных параметров. Индикатор показывает срабатывание перегрузки. В комплекте к споттеру идет пистолет со сменными насадками.

Плюсы RedHotDot HAMMER IT 275116
- Защита корпуса
- Не создает чрезмерной нагрузки на сеть ввиду мощности 3 кВт.
- Небольшие габариты 30х18х26 см.
- Глубокий провар и крепкое соединение.
Минусы RedHotDot HAMMER IT 275116
- Высокая стоимость.
- Весит более 16 кг.
- Некоторым сварщикам конструкция обратного молотка кажется слабой.
Вывод. Модель для точечной сварки примечательна синергетическим управлением, где сварщик выбирает один из шести режимов, в зависимости от конфигурации привариваемого элемента. На цифровом табло устанавливается толщина металла. Микропроцессор сам подбирает оптимальные параметры для выполнения существующей задачи.
FoxWeld МТР-25 3373
Далее в рейтинге станок для точечной сварки, который рассчитан на эксплуатацию внутри производственного цеха. Аппарат нуждается в подключении к трехфазной сети на 380 V. Управление у него механическое, а сжимание клещей осуществляется ножным приводом. Руки сварщика могут в это время поддерживать заготовку. Мощность оборудования составляет 25 кВт. Корпус имеет габариты 87х40х121 см и весит 100 кг.

Плюсы FoxWeld МТР-25 3373
- Простая эксплуатация.
- Долгий срок службы.
- При каждодневной работе не ломается.
- Запуск сжимания клещей педалью — руки всегда свободные.
Минусы FoxWeld МТР-25 3373
- Очень высокая стоимость.
- Масса 100 кг требует надежного основания под станком.
- Пользователям не хватает стола под клещами, чтобы переворачивать заготовки.
- Требуется часто затачивать электроды при интенсивном использовании.
Вывод. Мы рекомендуем этот аппарат для выполнения серийной точечной сварки на производстве. Модель имеет сварочный ток 16000 а и способна проварить заготовки с толщиной 2.5+2.5 мм. Одна точка выполняется за 10 секунд, что разрешает поставить сразу 6 швов в минуту. Еще фишкой товара служит водяное охлаждение в системе с радиатором. Оно отводит лишнее тепло и продлевает время беспрерывной работы.
WIEDER KRAFT WDK-6000
Завершает наш обзор споттер на тележке. Он содержит пистолет для точечкой сварки и обратный молоток. Модель выдает максимальную силу тока 4400 А. Корпус защищен по стандарту IP23, поэтому аппаратом можно работать на улице, когда пошел дождь (закончить выравнивать деталь кузова и убрать в помещение). Входная мощность составляет 11 кВт. Время сваривания можно регулировать от 1 до 10 с. Сварщику не нужно следить за этим — аппарат отключает сварочный ток самостоятельно. Прихватки получаются крепкими и без пережогов.

Плюсы WIEDER KRAFT WDK-6000
- Можно подключать к 220 В.
- Повышенная надежность.
- Восемь режимов сварки.
- Цифровой дисплей и синергетическое управление.
Минусы WIEDER KRAFT WDK-6000
- Высокая стоимость.
- Нет вентилятора охлаждения.
- Нужно предусмотреть место для аппарата с размерами 60х50х95 см.
Вывод. Данный споттер для точечной сварки примечателен исполнением на тележке. При этом источник питания расположен сверху, поэтому для введения настроек не требуется наклоняться. Снизу есть достаточно места для кабелей, расходников и инструмента. Тележка оснащена колесами, где два передних вращаются в стороны на 360 градусов. Это упрощает быстрое перемещение по цеху и отлично подходит для автомастерской, чтобы восстанавливать геометрию кузова, передвигаясь вокруг машины.
Если вы заметили ошибку, не рабочее видео или ссылку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Точечная контактная сварка — Википедия
Материал из Википедии — свободной энциклопедии
Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 17 августа 2017; проверки требуют 4 правки. Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 17 августа 2017; проверки требуют 4 правки.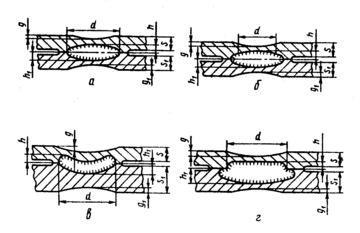 Конструктивные элементы сварных соединений, выполненных контактной точечной сваркой:
Конструктивные элементы сварных соединений, выполненных контактной точечной сваркой: а — неплакированные металлы; б — плакированные металлы; в — детали неравной толщины; г — разноименные металлы;
s и s1 — толщина детали; d — расчетный диаметр литого ядра точки или ширина литой зоны шва; h и h1 — величина проплавления; g и g1 — глубина вмятины
То́чечная конта́ктная сва́рка — сварочный процесс, при котором детали соединяются в одной или одновременно в нескольких точках.
При точечной контактной сварке прочность соединения определяется размером и структурой сварной точки. Это, в свою очередь, зависит от формы и размеров контактной поверхности электродов, силы сварочного тока, времени его протекания через заготовки, усилия сжатия и состояния поверхностей свариваемых деталей. Производительность точечной сварки может достигать 600 соединений в 1 минуту[1]. Применяется для соединения тончайших деталей (от 0,02 мкм) электронных приборов, для сварки стальных конструкций из листов толщиной до 20 мм в автомобиле-, самолёто- и судостроении, в сельскохозяйственном машиностроении и других отраслях промышленности[1].
Частным случаем этого вида сварки является точечная конденсаторная сварка.
 Сварочная машина для контактной точечной сварки
Сварочная машина для контактной точечной сваркиТочечная сварка является разновидностью контактной сварки, поэтому в основу её технологии заложены тепловое воздействие электрического тока по закону Джоуля — Ленца и усилие сжатия свариваемых деталей. В процессе сварки ток проходит от одного электрода к другому через металл заготовок. Электроды для контактной точечной сварки изготовляются из сплавов с высокой электропроводностью, чтобы сопротивление в контакте электрод-деталь было минимальным. Поэтому в местах контактов деталь-деталь происходит наибольший нагрев за счет наибольшей величины электрического сопротивления. Разогрев и расплавление металла под действием электрического тока приводит к образованию литого ядра сварной точки, диаметр которой обычно составляет 4—12 мм[2].
Различают мягкий и жесткий режимы точечной сварки.
- Мягкий режим характеризуется большей продолжительностью времени сварки и плавным нагревом заготовок умеренными силами тока, с плотностью тока на рабочей поверхности электрода обычно не превышающей 100 А/мм²[3]. Время протекания тока обычно 0,5—3 секунды[4]. Преимуществами мягких режимов являются меньшие потребляемые мощности, по сравнению с жесткими режимами; меньшие нагрузки сети; менее мощные и более дешевые сварочные машины, необходимые для производства точечной сварки; уменьшение закалки зоны сварки. Мягкие режимы применяют для сварки сталей, склонных к закалке.
- Жесткий режим точечной сварки характеризуется малой продолжительностью времени сварки, бо́льшими, чем при мягком режиме, значениями силы тока и значительным сжимающим давлением электродов. Плотности тока достигают 120—300 А/мм² при сварке стали[3]. Время протекания тока обычно 0,1—1,5 секунды[4]. Давление электродов обычно принимают в пределах 3—8 кг/мм²[3]. К недостаткам жестких режимов относятся повышенная мощность, потребляемая при сварке; значительные нагрузки сети; мощные сварочные машины. Преимущества — уменьшение времени сварки и повышение производительности. Жесткие режимы применяют при сварке алюминиевых и медных сплавов, с высокой теплопроводностью, деталей неравной толщины и разноименных деталей, а также высоколегированных сталей с целью сохранения коррозионной стойкости[4].
Время подачи тока при сварке и время приложения усилий сжатия, сила тока и величина усилий сжатия определяются по заданной циклограмме процесса[5].
80A точечная Импульсная Сварка ручной импульсный точечный сварочный агрегат точечная сварочная машина сварочный аппарат обработка золота и серебра

Описание продукта:
Точечная сварочная машина используется для платины. Золота. Каратного золота. Серебристом цвете. Стальная быстрая сварка, кольцевой рот, Пряжка семян дыни. Тонкая проволока прецизионная сварка, прямая Сварка без сварочного порошка.
Использование плазменной высокочастотной разрядки, в металлическом сварочном порту мгновенно формирует расплавленный бассейн
Отрегулируйте выходную мощность в соответствии с размером провода
Сварка заготовки гладкая, твердая, быстрая, высокая эффективность
Технические параметры:
Мощность: 220 V 50/60 HZ
Максимальный ток до: 80A
Размеры: 310*165*140 мм
Установка и ввод в эксплуатацию:
1. Электрод зажима выходной отрицательный электрод, электрод сиденья выход положительный полюс.
2. Вольфрамовая игла может быть заточена в шлифовальной машине, использование ультрасовременного разряда.
3 вольфрамовые иглы диаметром 1,5 мм
Следующие шаги:
1. Включите питание и включите выключатель питания.
2. Отрегулируйте регулятор мощности, разделенный на грубую и тонкую. В соответствии с требованиями к работе может быть скорректирована шкала
3. Заготовка выровнена пинцетом. Интерфейс заготовки выровнен вольфрамовой иглой (оптимальное расстояние 5 мм).
4. С педальным переключателем (снимите ногу). Точечная сварка завершена.
Меры предосторожности:
1. ноги не могут долго шагать на ножной переключатель, шаг на немедленно снять, например, долгое время шагать на переключатель, машина находится в состоянии короткого замыкания, сгорит внутренняя цепь
2. Пожалуйста, используйте эту машину для точности.
3. Вспышка на глаза травм, пожалуйста, используйте защитные меры.
4 когда вы нажимаете ножной переключатель, не прикасайтесь к металлическим частям вольфрамовой иглы и пинцетов одновременно, в противном случае будет ощущение акупунктуры.
5 непрофессионалы, пожалуйста, не ремонтируйте, есть высокое давление.



Точечная сварка своими руками: преимущества и недостатки
Точечная является разновидностью контактной сварки. Она отличается от других видов сварки тем, что деталь соединяется не продолжительным сварочным швом, а одной или несколькими сварочными точками. Это и есть основной особенностью данного вида сварочного соединения. Точечная сварка своими руками производится совсем не сложно.Промышленность, строительство и бытовое хозяйство пользуется точечной сваркой с 1877 года. Главное изучить основные нюансы и аспекты данного типа.
Содержание статьи
Понятие точечной сварки
Контактная сварка — процесс образования неразъёмного сварного соединения путём нагрева металла проходящим через него электрическим током, поступающего от электродов, и пластической деформации зоны соединения под действием сжимающего усилия.

Данный вид соединения производится по следующим параметрам:
- время воздействия – 0,2-2,0 секунд;
- высокий ток при работе – больше тысячи ампер;
- маленькое сетевое напряжение – 2-5В;
- сила сжимающего места соединения – до нескольких сотен килограмм;
- минимальная зона расплавления, обеспечивающая точечную сварку.
Точечная сварка в промышленности применяется гораздо чаще, чем другие разновидности контактного способа (шовная, стыковая). Такая популярность связана с широким спектром применения и очень выгодными параметрами самого процесса.
Прочность скрепления зависит от многих факторов. Во-первых, площадь точечной поверхности, то есть самой точки (ядра). Во-вторых, сила сварочного тока и время его воздействия на детали. В-третьих, усилия сжатия свариваемых деталей. Такой метод применяется для изделий разной прочности и толщины, например, от 0,01 до 20-30 миллиметров. Как правило, такой метод применяют на стыковке деталей «внахлест».

Технология точечной сварки
Технология данного вида контактной сварки заключается в следующем: детали, которые необходимо соединить между собой, устанавливаются в необходимое положение и закрепляются, чтобы не съезжали при сваривании. Далее, с двух сторон, к этим деталям подводится ток через электроды,тем самым, в местах контакта материала и электродов, создается высокая температура — металл начинает плавиться. При этом образуется сварочное ядро (схоже со сварочной ванной при иных ). Его диаметр обычно колеблется от нескольких миллиметров до 1,5-2 сантиметров.
Заготовки из стали низкого качества могут поддаваться соединению без расплавления ядра, но при этом соединение будет считаться низкого качества. Специалисты рекомендуют новичкам учиться и набивать руку именно на таких заготовках.
Рассмотрим пошаговую инструкцию и все этапы процесса соединения деталей:
- Подготовительный этап, который включает три основных аспекта:
- подготовка деталей к сплавлению. При этом кромки зачищаются для сцепления с целью удаления остатков лакокрасочных изделий или масляных пятен. После этого их необходимо зафиксировать (для этого используют ручные тиски или струбцины) для спаивания между электродами;
- подготовка рабочего места в соответствии со всеми нормами, правилами и требованиями безопасности;
- подготовка сварщика. Перед началом работы непременно нудно надеть специальный костюм и маску для защиты глаз от искр, которые могут причинить ожоги.
- Непосредственный сварочный процесс, при котором под воздействием высокой температуры, создаваемой электродами, металл плавится. Для этого мастер фиксирует деталь между электродами и подает ток, за счет которого образуется энергия, плавящая металл. Когда появилось ядро, ток снимают, и детали крепко сжимаются между собой, сварочной ядро кристаллизуется (застывает) и образует точечную сварку.
Благодаря простоте процесса, для того, чтобы совершать точеную сварку своими руками, не нужно быть высококвалифицированным сварщиком. Главное понимать саму сущность сварки. Нагрев осуществляется за счет импульса, образующегося сварочным током. Он расплавляет металл (точечно) и образует так называемое сварочное ядро. Затем импульс пропадает, а изделие еще несколько секунд находится под давлением. За это время оно успевает застыть и скрепиться.
Важно: сжимание происходит в момент подачи импульса, для того, чтобы избежать разбрызгивания.
Возможные дефекты
Если вы решили в домашних условиях заниматься сваркой, тогда следует ознакомиться с возможными дефектами и их происхождением, чтобы избежать подобных ошибок. Рассмотрим самые распространенные дефекты, которые могут случиться во время точечной сварки:
- полный или частичный непровар может возникнуть из-за некачественных электродов, которые стоит заменить новыми, малой силой тока, или чрезмерным сжатием. Рассмотреть данную оплошность можно двумя способами: при внешнем осмотре или при использовании специального прибора для контроля сварки (радиационного или ультразвукового;
- трещины во время сварки могут возникать из-за сильного тока или некачественно зачищенных изделий, что из-за возникающего сопротивления нарушает температурный режим сварки;
- разрывы у кромок при сварке внахлест чаще всего происходят из-за того, что мастер слишком близко от края детали располагает сварную точку. То есть, необходимо рассчитывать так, чтобы нахлеста хватило на качественное соединение;
- внутренний выплеск – это такой дефект, при котором расплавленный металл «вылазит» за пределы ядра и создает между заготовками зазор. Основной причиной такой ошибки является длительный импульс или слишком большой ток, из-за чего ядро чрезмерно расплавляется. Чтобы этого избежать, важно ровно устанавливать электроды и контролировать силу тока. Чтобы аппарат настроить, рекомендуется несколько точек попробовать на черновом материале;
- наружный выплеск – это дефект, при котором расплавленная масса «вылазит» наружу. Он возникает в результате недостаточного сжатия деталей. То есть, отсутствует момент ковки, позволяющий соединить заготовки.
- вмятины от электрода остаются из-за малого диаметра электрода или чрезмерного сжатия. Из-за неправильно установленных проводников может увеличиваться зона расплавления, из-за чего возникают дефекты;
- прожог – самая частая ошибка, возникающая у начинающих мастеров при любом виде сварки. Она случается по нескольким причинам: малое усилие сжатия электродов, загрязненная поверхность заготовок или кончика проводника;
- смещение ядра происходит из-за неправильно установленных электродов по отношению у заготовкам;
- трещины внешние и внутренние бывают от сильного тока и длительного импульса или же от несвоевременного ковочного усилия.
Преимущества и недостатки метода

Как делать точечную сварку – разобрались. Сейчас рассмотрим основные достоинства и недостатки, которыми характеризуется данный вид соединения. К преимуществам такого метода относятся следующие факторы:
- в сравнении с другими типами и технологиями этот метод считается самым «культурным» и гигиеничным способом;
- нет необходимости в процессе применять дополнительные материалы – газы, флюсы и так далее;
- нет отходов и шлаков;
- в сварке без газа не выделяются вредные вещества, которые наносят вред здоровью мастера;
- высокий уровень коэффициента полезного действия;
- возможность использования высокопроизводительных многоточечных машин, сборочно-сварочных поточных машин, агрегатов и роботизированных комплексов контактной сварки;
- высокое качество соединений за краткий промежуток времени.
Если соблюдать вне нормы и правила работы с точечной сваркой, тогда можно получить высококачественное соединение отличающееся аккуратностью и надежностью. По статистике, новичкам намного проще научиться точечной сварке, чем набить руку выкладывать различные виды швов.
Кроме преимуществ, есть и ряд недостатков, с которыми необходимо ознакомиться:
- очень сложно реализовать надежное скрепление при плавке разных металлов, точнее, практически невозможно;
- при подаче сильного импульса происходит разбрызгивание металла;
- сложность конструкции сварочной головки и механизма сжатия при одновременной сварке нескольких точек;
- усложнение конструкции электродов и их эксплуатации, особенно при многоточечной сварке.
Аппарат для точечной сварки

Аппарат для точечной сварки выглядит следующим образом и включает в себя такие детали:
- трансформатор тока;
- сварочный зажим;
- включающее и выключающее реле;
- механизм сжатия электродов;
- регулятор силы и длительности подачи тока.
У тех аппаратов, которые предназначены для домашнего и бытового применения регулятор силы может отсутствовать. Тогда мастер сам регулирует силу сжатия проводников и время воздействия на деталь, отталкиваясь от своего опыта и полагаясь на свои умения и навыки.
В процессе работы очень важно контролировать состояние электродов. Если их диаметр увеличивается, тогда уровень тепла в месте воздействия на ядро уменьшается. Диаметр электрода должен совпадать в диаметром сварной точки. Обычно проводники изготавливаются из жаропрочных материалов – меди, бронзы. Но под воздействием высокой температуры со временем они теряют свою форму, поэтому важно их своевременно менять.
Оборудование для точечной сварки
Рассматривая оборудование, можно провести следующую классификацию:
- по способу передвижения – мобильные, подвесные, стационарные;
- по способу механизации – ручной и автоматический;
- по расположению электродов – параллельно и друг напротив друга.
Для производственных целей необходимо использовать высококлассное оборудование. Для дома отлично подойдет и самодельная точечная сварка, которую можно собственноручно сделать из любого электрического прибора. Ниже в видео подробно рассказывается, как самостоятельно соорудить сварочный аппарат.
[Всего голосов: 1 Средний: 5/5]
Что такое точечная сварка. Принцип работы и особенности
Уже более 150 лет людям известен способ соединения металлов, называемый точечной сваркой. Этот способ позволил автоматизировать и сделать массовым производство автомобилей, сельскохозяйственной техники, самолетов и тысяч наименований бытовой продукции. Благодаря относительно простому принципу действия, точечная сварка приходит и в быт обычных мастеров-любителей, автослесарей, жестянщиков.

Принцип действия точечной сварки
Технология контактной сварки работает довольно просто — детали плотно сжимаются и через кратчайшее расстояние подается мощный электрический импульс. Металл разогревается, в точке соприкосновения образуется расплавленное ядро. Так как детали сжаты, происходит диффузия металлов. Ток выключается, точка остывает, металл кристаллизуется. Сварная точка получается прочной, при попытке разорвать соединение лопается материал рядом с точкой. Принцип работы аппаратов сварки — генерирование этого импульса и плотное сжатие деталей.
Чтобы импульс тока хорошо разогрел металл, он должен быть с большой силой и низким напряжением. Промышленные аппараты имеют характеристики: напряжение на контактах всего 1 — 3 Вольта, способны давать силу тока в 10 — 15 килоАмпер.
Устройство аппарата точечной сварки
Любой аппарат точечной сварки состоит из двух блоков:
Чтобы получить мощный разряд при небольшом напряжении, потребуется трансформатор индукционного типа. Соотношение первичной и вторичной обмоток позволяет получить электрический импульс, достаточный для расплавления металла.
Зажимные клещи состоят из двух медных или графитовых контактов, расположенных на разных рычагах, и прижимного механизма. Прижимы бывают с разным приводом:
- Механические. Состоят из мощной пружины и рычага, сжатие металлов происходит за счет мускульной силы. Применяются в самодельных или бытовых аппаратах, не дают должного контроля за степенью сжатия, обладают малой производительностью.
- Пневматические. Наиболее популярны для переносных ручных аппаратов, легко регулируются при помощи изменения давления в воздушной магистрали. Недостаток — сравнительно медленные, не дают возможности изменения давления в процессе сваривания.
- Гидравлические. Не так популярны, гидравлический привод также медленный, но обладает большей широтой настроек, благодаря применению перепускных регулируемых клапанов.
- Электромагнитные. Самые «молниеносные», применяются как на ручных аппаратах, так и на больших стационарных. Позволяют регулировать сжатие металлов в процессе сварки, что позволяет добиться провара и отсутствия «выплесков» металла.

Клещи для точечной контактной сварки
Усложнение конструкции возможно при использовании контуров жидкостного охлаждения на нагруженных аппаратах, применении различных систем управления током и прижимом, роботизации перемещения электродов.
Где применяется
Точечную сварку применяют для соединения различных конструкционных металлов и сплавов. Особенности технологии — экологичность, скорость, надежность, легкость автоматизации — позволяют широко применять ее в:
- автомобилестроении для сборки кузовов;
- ювелирном деле для соединения деталей;
- микроэлектронике для спайки микросхем;
- производстве сварных арматурных каркасов для монолитных плит;
- производстве корпусов, деталей товаров народного потребления.
Преимущества и недостатки
Среди основных преимуществ точечной сварки особо выделяются:
- прочность соединения;
- технологичность;
- экономичность;
- возможность соединения как толстых, так и ультратонких деталей;
- возможность автоматизации и роботизации сварочного процесса;
- высокая культура производства и экологичность;
- универсальность в материалах и возможность масштабирования.
Среди недостатков можно выделить:
- сложность диагностики сварного соединения;
- требования к чистоте металлов при сварке;
- сложность настройки аппаратуры.
Оборудование и материалы для точечной сварки
Чтобы варить точками необходимы:
- аппарат для точечной сварки;
- свариваемые зачищенные детали;
- для защиты деталей от коррозии можно применять токопроводящий грунт или мастику.
Техника безопасности при точечной сварке
Главное при использовании аппаратов точечной сварки — соблюдение правил электробезопасности. При эксплуатации техники не должно быть оголенных контактов, нарушений изоляции кабелей. Все контакты при подключении аппарата к сети должны соответствовать номинальным параметрам, обязательно применение дифавтоматов и заземления.
При удерживании металлов используйте диэлектрические перчатки, рукоять клещей должна быть надежно заизолирована.
Средства защиты
Стандартный набор сварщика вполне подойдет для работы с точечной сваркой. Плотная роба, хлопчатобумажные или спилковые перчатки, прозрачный щиток или очки, респиратор или вытяжка — вот весь набор средств защиты.
Меры безопасности
Всегда проверяйте оборудование перед началом работ! Детали корпуса должны быть надежно заземлены, ручки и держаки — заизолированы.
Обслуживание и перенастройка аппарата производится в выключенном состоянии.
Педаль или кнопка управления должна находиться в удобном месте.
Сварщик должен прочно держать заготовку или инструмент, твердо и устойчиво стоять.
Технология и процесс точечной сварки
В зависимости от толщины металлов, их вида, условий технология сварки может отличаться деталями. Но в целом порядок работ одинаков.

Точечная сварка в работе
Точечная варка происходит в несколько этапов:
- Подготовка поверхностей. Они должны быть очищены от непроводящих ток лакокрасочных материалов и окислов, а также без напряжения плотно присоединяться.
- Сжимание деталей. Для этого привод клещей прочно сжимает поверхности, они частично деформируются. Это нужно для возникновения участков проведения тока именно между контактами клещей.
- Нагрев деталей электрическим импульсом. Чем толще детали, тем дольше приходится держать нагрев. Импульс может быть как постоянный, так и с регулируемой силой тока, переменный.
- В автоматических станках есть этап ослабления давления на детали — это нужно для предотвращения выдавливания металла из расплавленного ядра. В ручных механических клещах этот этап пропускается.
- Ток выключается. На глаз момент выключения тока можно определить по нагреву области между электродами — как только металл начинает краснеть, ток отпускается.
- Прижим или проковка во время остывания металла. Нужны для формирования прочной кристаллической структуры сварной точки.
- Деталь готова.
В зависимости от вида металлов применяются различные настройки. Качество соединения зависит от технологии сварки, типа импульса, режимов сжатия деталей.
Дефекты и причины их возникновения при точечной сварке
Несмотря на технологичность, точечная сварка требует точных настроек и постоянного контроля за качеством на производстве. Среди дефектов можно выделить:
- Прожог. Он выглядит как отверстие в обеих деталях, сплавленные края легко отрываются.При слишком высокой силе тока, большой длительности импульса или избыточной силе сжатия металл перегревается и стекает. Для снижения риска прожога стоит снизить силу тока или прижима.
- Выплески. При сильном сжатии или долговременном слабом импульсе металл выходит из расплавленного ядра, на его месте образуется пустота. При работе выплески выглядят как искры, вылетающие из точек. До известного предела выплеск не вредит, так как компенсируется сжатием деталей, но точка будет менее надежной — толщина вокруг точки неизбежно уменьшается.
- Непровар. Слабый импульс, недостаточная сила сжатия, ослабление клещей при сваривании приводят к непрогреву ядра. Такая точка будет «склеена», но при нагрузке оторвется. Непровар может возникнуть, если сварные точки расположены рядом — соседняя точка выступает шунтом, через который проходит часть электрической энергии. Соответственно, она не будет затрачена на расплав металла.
- Уменьшение диаметра сварки. Если импульс будет коротким или детали не будут прилегать плотно, образуется недостаточная площадь расплава. В этом случае в одной точке может быть один или несколько микрорасплавов, которые в сумме значительно слабее монолитной точки.
Трещины и разрушение основного металла. Возникают в случае отсутствия сжатия, близости точки к краю нахлесточной полосы, грязном металле. Визуально при помощи увеличительного стекла этот дефект обнаружить легко.
Исправление дефектов сварки
Диагностика точечной сварки довольно сложная процедура. Привычные ультразвуковые методы исследования не дают точной картины, поэтому на производствах с автоматизацией проводят тесты с разрушением контрольных образцов.
Выявленные дефекты исправляются следующими методами:
- повторным провариванием точкой;
- высверливание и последующая сварка полуавтоматом;
- наружные выплески поддаются зачистке;
- проковка горячей точки;
- установка сварной или вытяжной заклепки.
Обозначения точечной сварки на чертежах по ГОСТ
Порядок в производстве обеспечивается правильной технической документацией. Точечная сварка имеет свое обозначение на чертеже, которое дополняется специальным буквенным кодом. На лицевой плоскости обозначаются контуры свариваемой области, и крестами места точек. На боковом разрезе точка сварки выглядит как состыкованные заштрихованные плоскости.

Обозначение точечной сварки на чертеже
Обозначение сварных точек производится на чертежах по ГОСТ 15878-79. Там же оговорены все условные обозначения и дополнительные данные.
Покупать или сделать своими руками?
Несмотря на распространенность технологии, стоимость профессионального оборудования довольно высока. Поэтому среди домашних мастеров ходят схемы самостоятельного изготовления устройства для точечной сварки из простейшего трансформатора и механических клещей. Сделать своими руками можно как мощный аппарат для соединения 4-5 мм металла, так и ювелирный прибор, способный помочь радиомеханику. Ручная работа в гараже не требует дорогого оборудования.

Самодельный аппарат точечной сварки
Такой аппарат вполне способен варить неответственные стыки. Если же от прочности сварки зависит жизнь человека (например, кузовной ремонт), лучше приобрести заводское устройство машинной точечной сварки с пневматическим приводом клещей и настраиваемым контроллером или применить другие виды сварки.
Качество изготовления заводских аппаратов выше, они рассчитаны под конкретные задачи, прочность соединений выше, присутствует техника безопасности. Эти аппараты позволяют варить много, и настроены на работу на производствах.