особенности, преимущества и недостатки технологии
Контактная точечная сварка позволяет быстро сварить металл в определённых точках. Многие мастера отдают предпочтение именно данному виду благодаря его практичности, простоте и высокой точности. Точечная сварка позволяет быстро и беспроблемно сварить даже толстые материалы.
Содержание
- 1 Особенности
- 2 Суть процесса
- 3 Технологические особенности
- 4 Этапы процесса
- 4.1 Подготовительный
- 4.2 Сварка деталей
- 5 Распространенные дефекты
- 6 Преимущества и недостатки
- 7 Режимы выполнения сварочных работ и применяемые электроды
- 8 Аппарат для точечной сварки
- 9 Итоги
Особенности
Точечная сварка — одна из разновидностей контактной и отличается от неё тем, что соединение выполняется всего одним касанием и движением. Сварная точка имеет достаточно небольшие размеры, может использоваться для соединения даже небольших элементов. Выполнение точечной сварки возможно не только в промышленных условиях, но также и в домашних.
Выполнение точечной сварки возможно не только в промышленных условиях, но также и в домашних.
Данный вид сварочных работ используется при выполнении разнообразных задач в быту и в промышленности с 1877 года. Уже почти полтора века данный вид сварочных работ популярен при выполнении разнообразных задач в различных отраслях. Важно изучить технологические особенности процедуры, так как именно от соблюдения всех требований зависит надежность стыка, а также безопасность.
Суть процесса
Контактная сварка, к которой относится и точечная разновидность, выполняется путем нагрева металла током, проходящим через него. Ток поступает от электродов и воздействует на конкретную точку благодаря небольшой деформации поверхности под воздействием зажимов. Благодаря своей простоте сварочные работы точечным способом используются в промышленности гораздо чаще, чем аналогичные разновидности контактной сварки.
Возможность применения точечной сварки практически не ограничена. Особенности самого процесса позволяют снизить себестоимость изготовления конечной детали.
Варка точечным способом происходит при определенных параметрах:
- времени воздействия в течение 0,2-2 секунд;
- невысоком сетевом напряжении — 2-5В;
- высоком токе при выполнении сварки — более 1000А;
- сжимающей силе в месте сварки до нескольких сотен кг.
Надежность и точность варки зависит от многих параметров. В первую очередь на качество крепления влияет площадь поверхности, на которой будут производиться сварочные работы. Вторым фактором, который существенно влияет на качество шва, являются параметры сварочного тока и длительность выполнения работ. Если свариваются достаточно тонкие материалы, то необходимо одно усилие, а в случае сварочных работ на толстом материале потребуются совершенно иные усилия.
Технологические особенности
Технология достаточно проста для понимания. При сварочных работах необходимо соединить детали, которые в дальнейшем будут свариваться, при помощи надежных механизмов, отличающихся устойчивостью к электрическому току. Очень важно правильное закрепление, чтобы элементы не съезжали.
Очень важно правильное закрепление, чтобы элементы не съезжали.
Далее с двух сторон к заготовке подводится ток при помощи электродов. В местах, где происходит контакт, образовывается высокая температура, при которой металл плавится. При хорошей точечной сварке образуется ядро, которое может составлять от нескольких миллиметров до пары сантиметров в зависимости от толщины самого материала.
Металл низкого качества может соединяться без образования сварочного ядра, но такой шов считают некачественным и может впоследствии разойтись. Низкокачественная сталь, которая используется при сварочных работах, позволяет начинающему мастеру хорошо набить руку. Спустя буквально пару десятков швов мастер может хорошо набить руку и выполнять дальнейшие сварочные работы высокой точности.
Этапы процесса
Процесс соединения свариваемых элементов достаточно простой.
Подготовительный
Подготовительный этап состоит из трех основных действий:
- Подготовки поверхности к варке.
 Кромки обязательно должны быть зачищены для хорошего сцепления поверхностей. С поверхности металла необходимо удалить остатки лакокрасочных покрытий или разнообразных пятен от масла. После очищения поверхности металла необходимо зафиксировать при помощи тисков либо струбцин в нужном положении для последующей варки.
Кромки обязательно должны быть зачищены для хорошего сцепления поверхностей. С поверхности металла необходимо удалить остатки лакокрасочных покрытий или разнообразных пятен от масла. После очищения поверхности металла необходимо зафиксировать при помощи тисков либо струбцин в нужном положении для последующей варки. - Организации рабочего места. Пространство должно быть подготовлено согласно нормам, так как от этого зависит безопасность самого мастера. На рабочих плоскостях не должно быть различных посторонних инструментов или предметов.
- Соблюдении требований к форме мастера. Сварщик обязательно должен быть одет в специальный костюм и сварочную маску, которая защитит глаза от искр и яркого света.
 Кромки обязательно должны быть зачищены для хорошего сцепления поверхностей. С поверхности металла необходимо удалить остатки лакокрасочных покрытий или разнообразных пятен от масла. После очищения поверхности металла необходимо зафиксировать при помощи тисков либо струбцин в нужном положении для последующей варки.
Кромки обязательно должны быть зачищены для хорошего сцепления поверхностей. С поверхности металла необходимо удалить остатки лакокрасочных покрытий или разнообразных пятен от масла. После очищения поверхности металла необходимо зафиксировать при помощи тисков либо струбцин в нужном положении для последующей варки.Сварка деталей
Далее происходит непосредственно варка детали. Для выполнения сварочных работ элемент должен быть зафиксирован между электродами, затем на них подается ток. Как только появилось ядро ток необходимо снять, а деталь плотно сжать между собой. В процессе варки создаётся надёжная точка, которая в дальнейшем застывает и образовывается ядро. Таким образом происходит точечная сварка высокого качества.
В процессе варки создаётся надёжная точка, которая в дальнейшем застывает и образовывается ядро. Таким образом происходит точечная сварка высокого качества.
Если мастер понимает саму суть сварочных работ, то он может легко выполнить поставленную задачу. Очень важно соблюдать следующий принцип крепления деталей — после образования импульсом расплавленного металла необходимо несколько секунд подержать изделие под давлением для того, чтобы ядро успело застыть и скрепиться.
На каждый миллиметр общей толщины детали потребуется от 3 до 5 киловатт мощности. В отдельных случаях необходимы установки с показателями мощностью до 400 кВт. В зависимости от настроек и характеристик аппарата 1 мм толщины металла сваривается в среднем за 0,1-1 мм, что важно при сварке толстых деталей.
Распространенные дефекты
Как и при выполнении любых работ могут возникнуть различные дефекты сварки точечным способом. Для того чтобы не возникали различные дефекты, требуется знать их и обращать дополнительное внимание на место возможного его появления. К самым распространённым дефектам относят:
К самым распространённым дефектам относят:
- Непровар поверхности частично либо полностью. Чаще всего непроваривание происходит по причине низкокачественных электродов, невысокой силы тока либо чрезмерным сжатием. Чаще всего дефект виден при осмотре, при помощи спец приборов можно понять насколько некачественный шов. Также при помощи прибора можно определить наличие непроваренных мест даже в визуально нормальном шве.
- Трещины. Это достаточно распространенные дефекты, которые появляются из-за использования высокого тока либо неочищенных деталей.
- Разрывы у кромок. Данный дефект является не очень распространённым, но также может встречаться. При расчёте, где будет сварочная точка, необходимо учитывать расстояние, которого хватит для создания качественного шва. На материалах различной толщины это расстояние будет разным.
- Внутренний выплеск. Такой дефект не всегда можно заметить сразу же после завершения варки. Дефект образовывается из-за того, что жидкий материал при варке выходит за пределы ядра, из-за чего между деталями появляется зазор. Главной причиной, по которой возникает такой дефект, является подача длительного импульса на большом токе, что приводит к чрезмерному расплавлению ядра. Если это вызвано тем, что аппарат совершенно новый, то стоит попробовать выполнить несколько точек на ином материале для наладки инструмента.
- Наружные выплески. Достаточно очевидный дефект, который появляется по причине плохого зажатия металлических частей. Из-за отсутствия момента ковки отсутствует возможность соединить заготовки и расплавленная масса появляется снаружи металлического элемента.
- Появление вмятин. Чрезмерное сжатие заготовки либо использование электродов небольшого диаметра приводит к появлению вмятин. Также из-за этих факторов может увеличиваться зона плавки, что приводит к возникновению дефектов на готовом шве.
- Прожиг. Это самый распространённый дефект. Причин появления данного дефекта может быть несколько, но чаще всего прожиг появляется по причине загрязненных поверхностей свариваемых частей либо кончика проводника.
 Главной причиной, по которой возникает такой дефект, является подача длительного импульса на большом токе, что приводит к чрезмерному расплавлению ядра. Если это вызвано тем, что аппарат совершенно новый, то стоит попробовать выполнить несколько точек на ином материале для наладки инструмента.
Главной причиной, по которой возникает такой дефект, является подача длительного импульса на большом токе, что приводит к чрезмерному расплавлению ядра. Если это вызвано тем, что аппарат совершенно новый, то стоит попробовать выполнить несколько точек на ином материале для наладки инструмента.
Преимущества и недостатки
К плюсам сварки данным способом можно отнести:
- достаточно «чистый» способ варки;
- не нужно использовать дополнительные составляющие в виде газов флюсов и другого;
- отсутствие разнообразных отходов и шлаков;
- так как сварка происходит без использования газа, то не выделяются вредные вещества и сварщик более защищен в этом вопросе;
- сварка точечным способом имеет высокий КПД;
- при необходимости выполнения большого количества работ возможно использование различных автоматизированных агрегатов;
- высокое качество стыков за очень короткий промежуток времени.
При соблюдении всех норм и стандартов при выполнении точечной сварки можно получить шов высокого качества, который будет предельно аккуратен и надежен.
Недостатки точечной сварки:
- сложно реализуемое скрепление при сварке разных металлов;
- при превышении подачи импульса возможно разбрызгивание металла;
- сложности конструкции при варке нескольких точек одновременно;
- усложнение конструкции электродов и их использования при многоточечной сварке.

Режимы выполнения сварочных работ и применяемые электроды
Основными режимами выполнения сварки является жесткий и мягкий. При выполнении сварочных работ жестким способом выполняется существенное давление на электрод. В среднем этот показатель равен 3-8 килограмм на каждый квадратный миллиметр. Также при жёсткой сварке используется ток с высокими показателями плотности — 120-300А на квадратный миллиметр. При варке жестким способом ток обычно подается в течение очень короткого времени, которое составляет 0,1-1,5 секунды. Данный режим обеспечивает высокую производительность и скорость, но имеет отдельные недостатки:
- требует использования исключительно мощных сварочных аппаратов;
- на электросети оказываются высокие нагрузки;
- при выполнении сварочных работ используется повышенная мощность.
Жёсткий способ варки отлично подходят для соединения высоколегированных сталей, элементов с различной толщиной, медных листов с алюминием.
Мягкий режим сваривания происходит дольше, но поверхность нагревается более плавно. Точечная сварка мягким способом длится в течение 0,5-3 секунд. Мягкая технология особо востребована для сварки металлов, которые склонны к закалке.
Точечная сварка мягким способом длится в течение 0,5-3 секунд. Мягкая технология особо востребована для сварки металлов, которые склонны к закалке.
На качество сварных швов напрямую влияет качество электродов. Среди наиболее распространенных электродов выступают медные, которые имеют наиболее благоприятные характеристики для соединения стальных элементов. При сварке точечным способом в домашних условиях необходимо учитывать, что качество шва напрямую зависит от сечения электрода. Обязательно учитывать, что самая тонкая часть электрода должна быть в 2-3 раза меньше, чем диаметр ядра.
Аппарат для точечной сварки
Существуют разнообразные приборы для сварки точечным способом, но все сварочные аппараты имеют схожую конструкцию. Независимо от того, для чего предназначен прибор, основные конструктивные элементы будут практически одинаковыми.
В простом приборе может отсутствовать регулятор силы. В таком случае мастер самостоятельно регулирует силу сжатия и длительность воздействия на металл. Очень важно контролировать в процессе состояние электродов.
Очень важно контролировать в процессе состояние электродов.
Многие мастера используют самодельную точечную сварку, которая изготавливается всего за 20-30 минут. Благодаря несложной конструкции аппарат можно сделать самостоятельно.
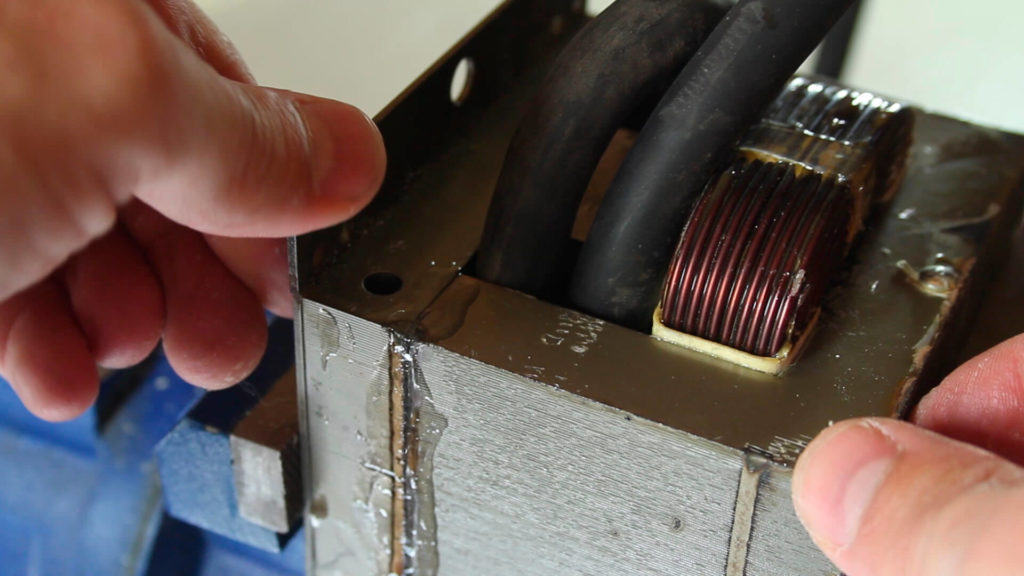
Основной частью самодельного аппарата является трансформатор. Чаще всего умельцы используют трансформатор от микроволновки. Тип трансформатора не столь важен, главное — мощность. Оптимальным параметром является показатель 0,9-1 кВт. От трансформатора потребуется только магнитопровод и первичная обмотка, поэтому все лишние детали могут выбиваться либо выковыриваться любыми подручными способами.
Вторичную обмотку потребуется сделать самостоятельно. Для этого берётся медный провод большей толщины, диаметр которого составляет не менее 1 см. После переделки аппарат может выдавать до 1000А, что позволит качественно сварить не толстые металлические листы. Для увеличения мощности агрегата можно объединить несколько однотипных трансформаторов в один.
Итоги
Точечная сварка — отличный способ соединить металлические детали различной толщины. Даже если нет под рукой профессионального аппарата, то легко изготовить самодельный. Немного усилий и деталей от микроволновой печки, и практичный агрегат будет готов.
Используемая литература и источники:
- Поведение водорода при сварке плавлением / В.В. Фролов. — Москва
- Технология и оборудование газопламенной обработки металлов / Г.Л. Петров, Н.Г. Буров, В.Р. Абрамович. — М.: Машиностроение
- Статья на Википедии
Трансформатор для точечной сварки. Самодельная точечная сварка
Время чтения: 8 минут
Что только не сделаешь из сварочного трансформатора… Ведь трансформатор — это буквально сердце любого сварочного аппарата. Именно он преобразовывает поступающее из розетки напряжение в ток, пригодный для сварки. Контактная сварка (или точечная сварка) не является исключением. При этом точечная сварка позволяет сформировать довольно прочное и эстетичное соединение даже в домашних условиях.
Из трансформатора можно сделать полноценный аппарат для точечной сварки, который будет простым и надежным. Его единственный недостаток — это отсутствие возможности регулировать ток. Но в домашних условиях вам будет достаточно и самодельного устройства. В этой статье мы очень подробно расскажем, какой трансформатор использовать и как вообще собрать точечную сварку своими руками из сварочного трансформатора.
Содержание
Особенности сборки
Трансформатор
Тема нашей статьи — точечная сварка из трансформатора. Мы будем использовать трансформатор, снятый со старой микроволновки. Он отлично подходит для наших целей. Подбирая трансформатор обращайте внимание на его мощность. Для изготовления точечного аппарата нужен трансформатор мощностью от 1 кВт. Аппарат, построенный на базе этого трансформатора, сможет варить металл толщиной до 1 миллиметра. Если вам нужно больше мощности, можно использовать два трансформатора. Но об этом мы расскажем позже.
Возьмите трансформатор и отсоедините от него магнитопровод с первичной обмоткой.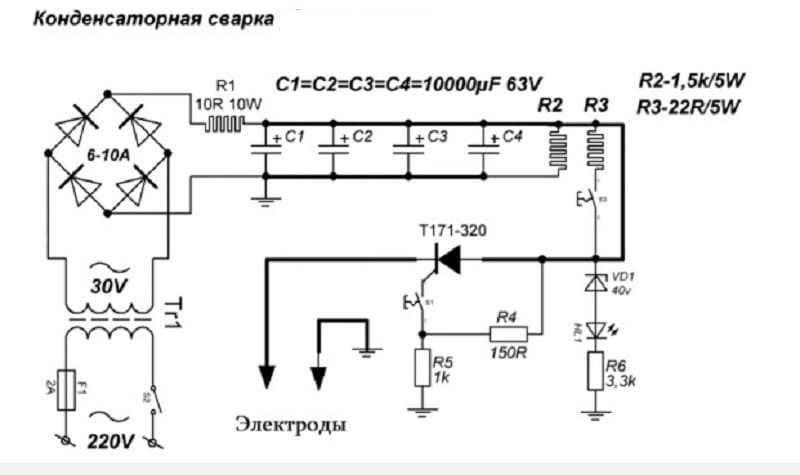 Зачастую на таких трансформаторах «первичка» состоит из нескольких витков толстого провода. Не обязательно снимать эти перечисленные детали с каркаса, достаточно убрать вторичную обмотку. Это можно сделать с помощью ножовки или стамески.
Зачастую на таких трансформаторах «первичка» состоит из нескольких витков толстого провода. Не обязательно снимать эти перечисленные детали с каркаса, достаточно убрать вторичную обмотку. Это можно сделать с помощью ножовки или стамески.
А если «вторичка» приклеена, то придется применить силу и в буквальном смысле вырвать обмотку. Иногда целесообразно высверлить «вторичку», если иные способы не помогают. Постарайтесь не повредить «первичку» и сам магнитопровод при снятии вторичной обмотки. Если у трансформатора есть шунты, то уберите их вместе со «вторичкой».
Далее вам нужно намотать новую «вторичку». Для этого возьмите медный провод с сечением от 100 мм2 (или 1 см в диаметре). Провода толстые, но необходимо именно это сечение. Всего нужно сделать около трех витков. Если вам удастся сделать больше витков, то аппарат получится мощнее. Но мы все-таки рекомендуем увеличивать мощность другим методом. Об этом мы расскажем далее.
Увеличение мощности
Как мы уже писали выше, вы можете использовать ни один трансформатор для точечной сварки, но и два. Это необходимо для того, чтобы получить большую мощность, а значит и больший сварочный ток. Такая связка из двух трансформаторов позволит собрать аппарат, способный сваривать толстые металлы.
Это необходимо для того, чтобы получить большую мощность, а значит и больший сварочный ток. Такая связка из двух трансформаторов позволит собрать аппарат, способный сваривать толстые металлы.
Конечно, вы можете просто сделать больше витков при наматывании трансформатора, но зачастую окно сердечника не позволяет это сделать из-за толщины провода. В таком случае лучше соединить концы вторичных обмоток у двух трансформаторов. Соединение должно быть последовательным. Это значит, что один провод нужно протягивать через оба трансформатора. Количество витков должно быть одинаковым.
Обязательно следите за направлением витков. У вас не должно быть противофазы.Если вам нужно сделать еще более мощный аппарат, то можно соединить большее количество трансформаторов. Соединение производится тем же методом, что и для двух трансформаторов. Но учитывайте вашу электросеть и заранее подумайте, сможет ли она выдержать такой аппарат. Особенно, если вы собираетесь варить на даче. Применение таких мощных устройств часто приводит к скандалам с соседями и к выбитым пробкам.
Управление
Простота самодельного аппарата для точечной сварки выражается не только во внутреннем конструктиве, но и в органах управления. Все, что вам понадобится — это кнопка «вкл/выкл» и самодельный рычаг для сварочных клещей.
Читайте также: Что такое клещи для точечной сварки?
С выключателем все просто. Выберите тот, который вам больше нравится. Установите его в цепь с первичкой. Ни в коем случае не устанавливайте на вторичку, потому что там ток слишком большой и контакты у вашей кнопки могут расплавиться.
С рычагом все немного сложнее. Вы должны помнить, что при точечной сварке применяется не только местный нагрев металла, но и усилие прижима. Чем толще свариваемый металл, тем больше должно быть усилие. Если вы будете варить тонколистовые заготовки, то вам будет достаточно собственной илы, чтобы опустить рычаг и сжать металл между электродами. Но если вы планируете собрать более универсальный аппарат, то лучше прикрепить его к столу и сделать рычаг подлиннее и потяжелее.
Если есть желание, рычаг можно доработать, добавив к нему винтовую стяжку. Стяжка должна устанавливаться между основанием и самим рычагом. Тогда вам не придется применять собственное усилие для сжатия.
Если у вас будет рычаг с самым простым исполнением, то кнопку включения/выключения можно поставить прямо на него. Опускаете рычаг и одновременно включается ток. При этом вторая рука будет свободна, и вы сможете держать заготовки.
Электроды
Также не стоит забывать про электроды. В точечной сварке используются медные электроды. Чем толще электрод, тем лучше. Электроды можно купить или сделать самому на станке. Но купить проще и быстрее. Если собираете маленький маломощный аппарат, что в качестве электрода можете использовать жало от паяльника.
Электроды — материал расходные. Их нужно подтачивать, поскольку они теряют форму. При окончательной потере исходной формы электрод нужно выбросить и поставить новый.
Электроды подключаются к трансформатору с помощью проводов. Их длина должна быть по возможности минимальной. Соединений тоже должно быть немного, поскольку каждое соединение — это всегда потеря мощностей. Лучше всего, если вы наденете на провода специальные наконечники из меди, с помощью которых провод будет соединяться с электродами.
Их длина должна быть по возможности минимальной. Соединений тоже должно быть немного, поскольку каждое соединение — это всегда потеря мощностей. Лучше всего, если вы наденете на провода специальные наконечники из меди, с помощью которых провод будет соединяться с электродами.
Наконечники из меди должны быть не просто надеты на провода, а спаяны с ними. Это необходимо, чтобы на месте соединения наконечника с проводом не происходило сопротивление и аппарат мог стабильно работать. На самом деле, это очень непростая работа и спаять наконечник с проводов довольно трудно. Но вы можете купить готовые луженые наконечники, предназначенные для пайки. Тогда задача облегчится.
Некоторые умельцы припаивают не наконечники, а сами электроды, чтобы упростить себе жизнь. Но на деле они только все усложняют, поскольку электроды нужно периодически заменять на новые, а значит отпаивать их. Лучше просто припаяйте один раз наконечники и не делайте больше лишнюю работу. Тем более, наконечник просто почистить от следов окислов.
Нюансы применения
Наш самодельный аппарат обладает очень простой конструкцией и неприхотлив, но все же необходимо знать некоторые особенности, чтобы устройство работало исправно на протяжении долгих лет.
Прежде всего, аппарат необходимо включать или выключать только в том случае, когда электроды сжаты. Иначе могут появиться искры и электроды просто подгорят. Также позаботьтесь о принудительном охлаждении устройства. Для этого можно использовать обычный вентилятор. Если не позаботиться об этом заранее, придется постоянно контролировать температуру нагрева аппарата, чтобы он не перегрелся. Из-за этого придется часто делать перерывы.
Качество получаемых сварных точек будет зависеть не только от того, насколько правильно вы собрали аппарат, но и от того, насколько вы опытный мастер и как долго сжимаете заготовку между электродами. Здесь нет однозначных рекомендаций, необходимо экспериментировать с заготовками различной толщины и проверять все на своем опыте.
Вместо заключения
Как видите, точечная сварка своими руками из подручных средств собирается не так уж сложно. У опытного мастера уйдет пара часов на сборку такого устройства. А новичку придется изучить теорию и потренироваться, прежде чем он получит работающий экземпляр. Тем не менее, у самодельной точечной сварки есть множество преимуществ перед покупным аппаратом. Ведь самоделка всегда стоит дешевле и при этом гораздо надежнее, поскольку вы сами выбираете, какое качество будет у деталей.
У опытного мастера уйдет пара часов на сборку такого устройства. А новичку придется изучить теорию и потренироваться, прежде чем он получит работающий экземпляр. Тем не менее, у самодельной точечной сварки есть множество преимуществ перед покупным аппаратом. Ведь самоделка всегда стоит дешевле и при этом гораздо надежнее, поскольку вы сами выбираете, какое качество будет у деталей.
Как вам статья?
Как сделать аппарат для точечной сварки в домашних условиях с помощью высоковольтного конденсатора
XH-W3001 AC 220V 1500W Цифровой микрокомпьютер Термостат Переключатель
рупий 195.00 рупий 179.00
- Описание
- Доставка + Возврат
- Отзывы
Это аппарат для точечной сварки версии , который можно использовать для сварки 18650/26650/32650 и других литиевых аккумуляторов. Для питания вам понадобится собственная батарея на 12 В. Обычный никелированный лист толщиной 0,1–0,15 мм легко сваривается. Аккумулятор должен иметь силу тока более 100 А, чтобы можно было выполнять надлежащую сварку.
Для питания вам понадобится собственная батарея на 12 В. Обычный никелированный лист толщиной 0,1–0,15 мм легко сваривается. Аккумулятор должен иметь силу тока более 100 А, чтобы можно было выполнять надлежащую сварку.
Напряжение источника питания: 11,5–14,8 В
Внимание: Этот модуль работает с высоким током, при использовании модуля следует соблюдать особую осторожность. Соблюдайте безопасную дистанцию, изолируйте себя и наденьте защитные очки.
Важно: МОП-транзистор в этом модуле очень чувствителен, при его использовании следует соблюдать осторожность. Мы обеспечиваем минимальную замену этого продукта из-за особенностей его работы.
В комплект входят:
Плата x 1
Медный наконечник x 4
Винт x 3
Круг из 1-метрового никелевого листа
Входной провод x 2
Термоусадочная трубка x 2
Подробнее
Показать меньше
Доставка + ВозвратПолитика возврата
Из-за типа продаваемой нами продукции мы принимаем ограниченный возврат.
1. Повреждение при транспортировке
Если вы получили продукт, поврежденный во время доставки, пожалуйста, сообщите нам в течение 3 дней с момента получения продукта, подкрепленного надлежащими фотографиями и описанием. Как только наша служба поддержки примет возврат, мы предоставим замену или полный возврат средств, включая стоимость обратной доставки.
2. Отправлен неправильный товар
Если ваш товар выглядит не так, как показано на изображении на нашем веб-сайте, мы примем товар обратно и вернем деньги или заменим товар по вашему выбору.
Ограничение возврата
Мы не принимаем возврат продуктов, поврежденных в результате неправильного использования продукта. Кроме того, мы не принимаем возврат, если заказанный товар не подходит для какого-либо конкретного применения. Пожалуйста, ознакомьтесь со спецификациями продукта и техническим описанием, прежде чем выбрать и заказать продукт.
Доставка
Мы осуществляем бесплатную доставку всех предоплаченных заказов по всей Индии. Для заказов наложенным платежом взимается 70 индийских рупий для заказов на сумму менее 599 индийских рупий и 20 индийских рупий для заказов на сумму более 599. Пожалуйста, свяжитесь с нашей службой поддержки по адресу [email protected] по любым вопросам, связанным с доставкой.
Обратите внимание, что минимальная стоимость заказа составляет 200 индийских рупий как для заказов с предоплатой, так и для заказов с наложенным платежом.
Самодельный аппарат для точечной сварки литиевых батарей | Аккумуляторная батарея 12 В для точечной сварки печатной платы
Хорошая работа
Очень полезный продукт
Самодельный точечный сварочный аппарат для литиевых батарей | PCB
точечной сварки хранения энергии батареи 12V Хорошая работа этого продукта.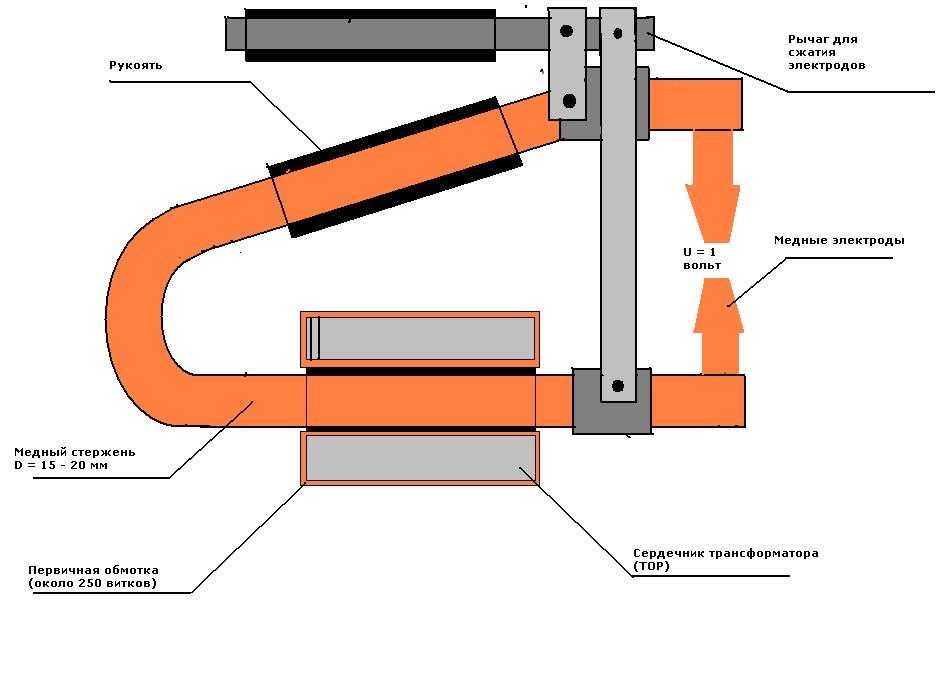
Хороший продукт
Загрузить еще
ОтзывыСамодельный аппарат для точечной сварки литиевых батарей | ПКБ
точечной сварки хранения энергии батареи 12В хорошая работа
очень полезный продукт
Аппарат для точечной сварки своими руками для литиевых батарей | PCB
точечной сварки хранения энергии батареи 12V Хорошая работа этого продукта.
Хороший продукт
Загрузить еще
{{/если}} {{if compare_at_price_min >Продажа
{{/если}} {{если доступно}}Распродано
{{/если}} {{if tagLabelCustom}}Пользовательская этикетка
{{/если}}${название}
{{if compare_at_price_min > price_min}}
{{html Shopify.