Ремонт ГБЦ (головки блока цилиндров)
Как понять, что головке блока цилиндров (ГБЦ) требуется ремонт? Если вы заметили хотя бы один признак из перечисленных ниже, рекомендуем посетить автосервис:
- выхлопные газы белого цвета
- резко снизился уровень моторного масла в системе
- масло на щупе с белой пеной
- охлаждающая жидкость заметно потемнела
- масло просачивается через прокладку ГБЦ, двигатель в потёках
Доверяйте ремонт ГБЦ только профессионалам!
- Отзывы
- Сертификаты
- Преимущества
- Наши работы
- Мы на карте
Причины износа ГБЦ
Повреждение прокладки ГБЦ
Причины износа распределительного вала
Признаки неисправностей в ГБЦ
Ремонт ГБЦ
Ремонт цилиндров
Замена клапанов ГБЦ
Замена направляющих втулок клапанов
Рекомендации по обслуживанию
Неполадки в масляных и охладительных магистралях, в узлах газораспределительного механизма приводят к необходимости демонтажа и ремонта ГБЦ (головки блока цилиндров). Учитывая, что ГБЦ – часть двигателя , то её бесперебойная работа напрямую зависит от его состояния.
Учитывая, что ГБЦ – часть двигателя , то её бесперебойная работа напрямую зависит от его состояния.
Головку блока в моторном отсеке можно найти по маслозаливной горловине на её крышке и подключённым высоковольтным проводам, соответственно, и места установки свечей зажигания находятся там же. В передней части есть углубление для привода распределительного вала. Между корпусом блока двигателя и крышкой виден стык, для герметичности он уплотнён специальной прокладкой. Если головка блока исправна – это соединение имеет ровные и чистые края.
ПРИЧИНЫ ИЗНОСА ГБЦ
Основной причиной неисправностей в головке блока становится естественный износ. Производитель авто указывает ресурс установленного ДВС (двигателя внутреннего сгорания). Стоит ориентироваться на эту информацию, чтобы поломка не стала неожиданностью.
Помимо исчерпания ресурса, ремонт головке блока цилиндров может понадобиться из-за перегрева. Стоит отметить, что элемент из алюминия начинает плавиться, искривляется его привалочная плоскость (автомеханики называют этот процесс «головку повело»), чугунные же – покрываются трещинами, теряя герметичность.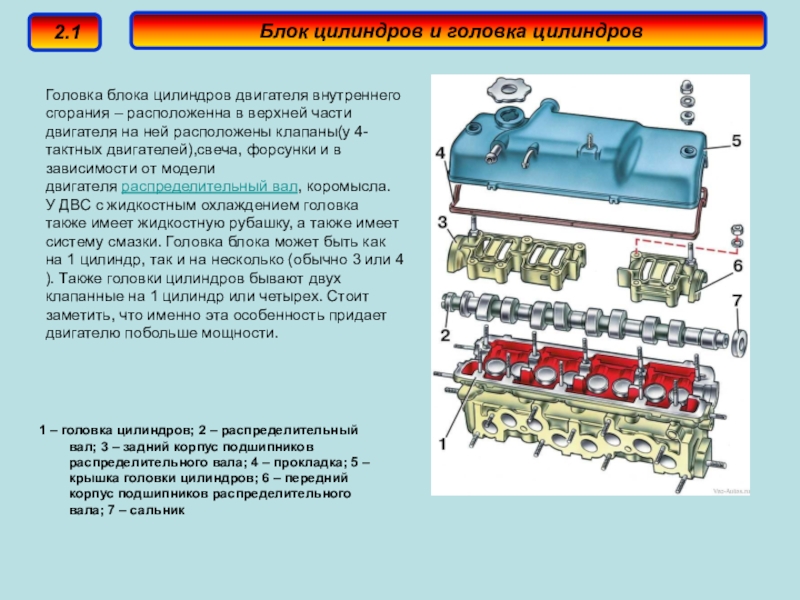 Двигатель перегревается по многим причинам:
Двигатель перегревается по многим причинам:
- нехватка смазочной жидкости или низкое её давление;
- утечка хладагента;
- неисправности температурных датчиков;
- поломка помпы, вентилятора или радиатора ;
- самопроизвольное увеличение оборотов двигателем.
ПОВРЕЖДЕНИЕ ПРОКЛАДКИ ГБЦ
Появление даже маленького отверстия в прокладке головки может привести не только к ремонту ГБЦ, но и к капитальному ремонту двигателя. Причинами повреждения прокладки могут быть:
- перегрев ДВС;
- неправильно рассчитанная степень зажима болтов крепления;
- низкое качество материала прокладки.
ПРИЧИНЫ ИЗНОСА РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА
Определить истинную причину повреждения распредвала сможет механик-моторист после вскрытия, разборки и чистки ГБЦ.
- Появление на опорных шейках детали задиров говорит о нехватке моторного масла или о его плохом качестве, а также об окончании ресурса ДВС .

- Задиры на кулачках указывают на загрязнённость масла и масляных магистралей.
- Прогиб или трещины могу появиться из-за попадания в механизм посторонних элементов или обрыва ремня ГРМ.
- Выработка под сальниками – это признак либо неправильной их установки, либо необходимости в скором времени провести капремонт двигателя.
- Износ резьбовых соединений происходит только в случае неправильной затяжки болтов.

ПРИЗНАКИ НЕИСПРАВНОСТЕЙ В ГБЦ
Симптомы неисправности будут зависеть от того, какой элемент головки блока повреждён. Учитывая все признаки, автовладелец может сам провести предварительную оценку степени повреждения ГБЦ . По причине того, что прокладка головки подвергается износу чаще остальных элементов, так как обеспечивает герметичность, то признаки именно её неисправности встречаются чаще всего:
- Белая пена на масляном щупе или под крышкой горловины для заливки масла. Эта пена – хладагент (например, антифриз), попавший в масляную магистраль.
- Белый дым из выхлопной системы в большом количестве и постоянно. Охлаждающая жидкость просочилась в цилиндры, так что это, скорее, пар.
- Масло в расширительном бачке или радиаторе.
- Пузырьки воздуха в радиаторе. Отработанные газы попадают в систему охлаждения.
- Потёки масла на стыке ГБЦ и блока.

При появлении подобных признаков специалисты рекомендуют незамедлительно посетить автосервис. Некоторые симптомы могут говорить не только о пробитой прокладке, но и о наличии трещин в корпусе головки. Механик, конечно, заменит прокладку, но дополнительно проведёт поиск дефектов головки блока цилиндров . Признаки поломок и дефектов остальных элементов узла:
- для неисправного распределительного вала характерен стук, доносящийся, как будто прямо из-под крышки капота;
- прогоревший или погнутый клапан заставляет двигатель вибрировать и троить на холостых оборотах.
- направляющие втулки, имея повышенный износ, способствуют и повышенному расходу моторного масла, а также появлению фонового шума при работе ДВС.

РЕМОНТ ГБЦ
Любые ремонтные работы начинаются только после проведения диагностики: стендовой, сканерной или визуальной. По её результатам мастер определяет изношенные элементы и решает, подлежат ли они восстановлению или потребуется установка новых. Перед тем как снимать и ремонтировать ГБЦ, мастеру предстоит отсоединить её от остальных узлов и элементов :
- аккумуляторной батареи;
- системы охлаждения и радиатора;
- топливной рампы и впускного коллектора.
Затем головку демонтируют и разбирают, проводят дефектовку её корпуса: определяют наличие трещин и неровностей в привалочной плоскости. При необходимости найденные погрешности удаляют на шлифовальном станке. Но, так как у толщины слоя металла есть рабочий предел, то в некоторых случаях восстановление корпуса ГБЦ применить будет невозможно, например, при сильном оплавлении или множестве трещин.
Стоит отметить, что при каждом вскрытии головки блока , её прокладка, а также болты крепления, подлежат замене, даже если они исправны.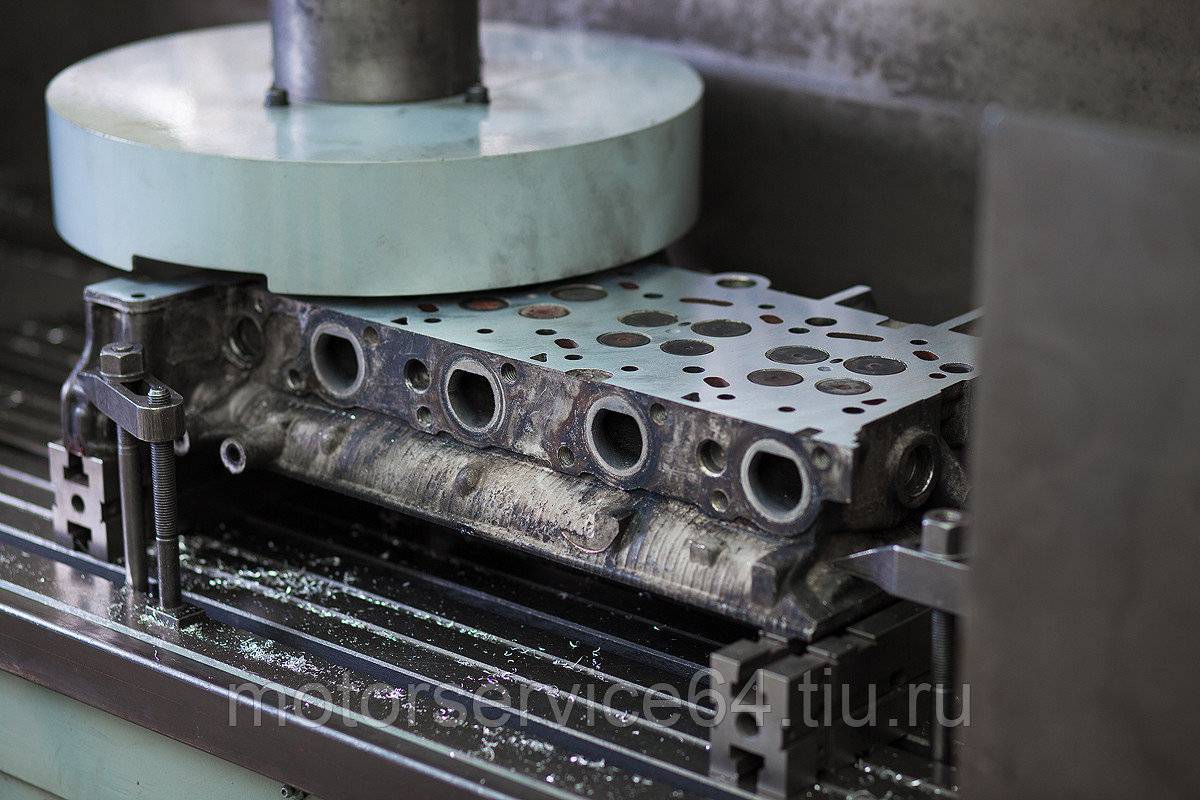 Этот нюанс необходимо учитывать автовладельцу при расчёте затрат на ремонт.
Этот нюанс необходимо учитывать автовладельцу при расчёте затрат на ремонт.
После восстановления корпуса ГБЦ, автослесарь приступает к работам по устранению неисправностей в её узлах.
РЕМОНТ ЦИЛИНДРОВ
В процессе эксплуатации двигателя стенки цилиндров подвергаются износу как естественному, так и благодаря нарушениям в обслуживании. На поверхности этих стенок появляются царапины, потёртости, нагар или задиры. Чтобы восстановить их ровность применяют расточку, снимая повреждённый слой металла.
Идеально гладкой поверхность делает хонингование, его проводят сразу после расточки. Для этой процедуры применяют специальный инструмент, позволяющий достигнуть максимальной точности обработки.
Процесс гильзовки (гильзования) применим в том случае, если невозможно провести расточку цилиндра, например, из-за слишком глубоких повреждений стенок или отсутствия возможности установки ремонтных клапанов.
ЗАМЕНА КЛАПАНОВ ГБЦ
Чтобы установить новые клапаны, необходимо проделать большую работу, прежде чем удалить старые: снять распределительный вал, коромысла, шайбы (стаканчики или гидрокомпенсаторы) и сухари, фиксирующие пружину. Для всего этого нужен специнструмент, который всегда есть в наличии на сервисной станции. В процессе замены клапанов рекомендуется установить и новые маслосъёмные колпачки, чтобы в будущем не пришлось заново платить за повторное вскрытие ГБЦ .
Для всего этого нужен специнструмент, который всегда есть в наличии на сервисной станции. В процессе замены клапанов рекомендуется установить и новые маслосъёмные колпачки, чтобы в будущем не пришлось заново платить за повторное вскрытие ГБЦ .
Перед установкой новых клапанов, их притирают в сёдлах специальной пастой. Такая процедура необходима как для новых деталей, так и для уже установленных. Она обеспечивает максимальное прилегание клапанной грани к стенке цилиндра, чем и достигается герметичность в системе.
ЗАМЕНА НАПРАВЛЯЮЩИХ ВТУЛОК КЛАПАНОВ
Чтобы установить новые втулки, как и в случае с клапанами, потребуется специальный инструмент и особая аккуратность в работе. Помимо инструмента будут нужны точные измерения диаметра посадочного места и втулки, соблюдение температурного режима, расчёт фактического натяга при запрессовке, калибровка и проверка зазоров. Механик-моторист автосервиса прекрасно справится с этой задачей, учитывая его большой опыт.
По завершении ремонта начинается обратная сборка и монтаж ГБЦ. Всё проводится как при демонтаже, но в обратной последовательности, однако, и здесь есть особенность: затяжка болтов крепления должна проводиться в строгой последовательности и с определённой степенью зажатия. Опять же, для этого нужен специальный динамометрический ключ, который есть в наличии у мастера СТО, кроме того, мастеру известна схема правильной сборки ГБЦ .
Проверка на герметичность – завершающий этап в ремонте. Он проводится после установки ГБЦ на место и подключения к ней необходимых узлов. Автомобиль заводят и проводят повторную диагностику.
РЕКОМЕНДАЦИИ ПО ОБСЛУЖИВАНИЮ
Автовладельцу вполне по силам предотвратить дорогостоящий ремонт ГБЦ. Достаточно соблюдать некоторые правила:
- Периодически заглядывать под капот и осматривать двигатель: есть ли на нём потёки хладагента или масла, особенно на стыке соединения головки и блока.
- Не допускать работу ДВС при повышенной температуре.
- Обращать внимание на посторонние звуки из подкапотного пространства, а при их наличии, не затягивать с проведением диагностики.
- Стараться не усугублять поломку самостоятельным ремонтом.

Стоит отметить, что мелкий ремонт , такой как регулировка клапанов или установка новых маслосъёмных колпачков, не требуют демонтажа головки блока, соответственно, будет стоить гораздо дешевле, чем, например, замена втулок или расточка цилиндров.
Ремонт головки блока цилиндров (ГБЦ) в компании Механика
Заказать услугу
Ваше имя*
Номер телефона*
Ваш вопрос*
Услуга
Отправляя форму, вы соглашаетесь
c политикой конфиденциальности
Ремонт клапанного механизма ГБЦ (головки блока цилиндров)
В хорошо послужившей ГБЦ бывает много такого, что нужно ремонтировать. Это и постели распределительных валов, и посадочные места стаканов-толкателей, посадочные места форсунок, обработка деформированной плоскости разъема, заварка проеденных некачественной охлаждающей жидкостью раковин. В этой статье мы будем говорить только о ремонте клапанного механизма.
Это и постели распределительных валов, и посадочные места стаканов-толкателей, посадочные места форсунок, обработка деформированной плоскости разъема, заварка проеденных некачественной охлаждающей жидкостью раковин. В этой статье мы будем говорить только о ремонте клапанного механизма.
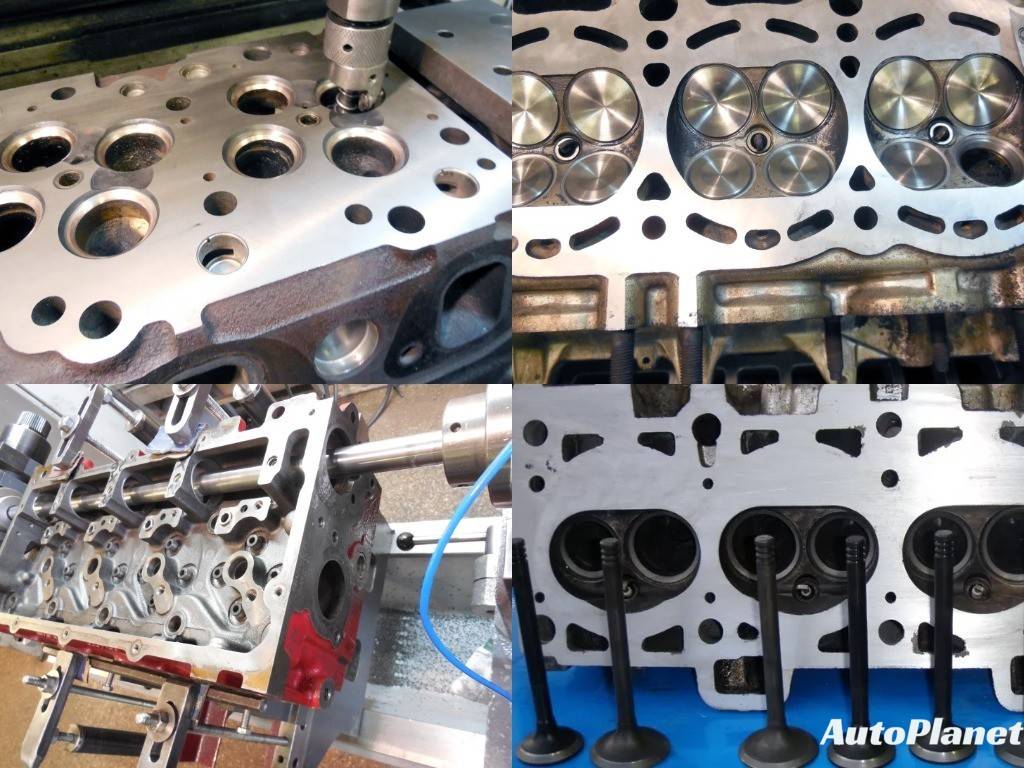
Ремонт клапанного механизма в самом стандартном случае заключается в замене изношенных направляющих втулок клапанов на новые и последующей правке седел клапанов с целью восстановления соосности седел и направляющих втулок.
(фото: правка седел клаппаного механизма ГБЦ Cummins)
Технология следующая: Изношенные втулки выпрессовывают из тела ГБЦ. Затем визуально осматривают посадочные места на предмет задиров, трещин и других повреждений. Если повреждений нет, производят измерения наружных диаметров направляющих втулок и диаметры их посадочных мест в ГБЦ. Если измерения показывают, что есть необходимый натяг (обычно 0,03-0,05 мм), ГБЦ разогревают в печи, направляющие втулки охлаждают и запрессовывают в посадочные места специальной оправкой которая задает выступание втулки.
Если в процессе визуального осмотра посадочных мест направляющих втулок выявлены задиры и/или измерения показывают, что натяг втулка/посадочное место недостаточный можно использовать ремонтные т.е. увеличенные по наружному диаметру направляющие втулки. В этом случае, посадочное место втулки разворачивается или даже растачивается в размер, который позволяет обеспечить необходимый натяг. Если в посадочном месте были задиры при этом они убираются.
После заперссовки направляющих втулок в посадочные места, отверстия в направляющих втулках разворачивают для получения надлежащего зазора между штоком клапана и направляющей втулкой. После этого ГБЦ устанавливается на станок для правки седел клапанов. Правка седел выполняется фасонным резцом, который создает на рабочей поверхности седла клапана обычно 3 фаски, расположенные под надлежащими углами. За закрытие клапана отвечает средняя фаска. Она выполняется под углом соответствующем углу рабочей фаски клапана.
В случаях, когда к качеству правки седел предъявляются повышенные требования, операция может быть выполнена на станке с ЧПУ. На нашем предприятии имеется такой станок марки «Newen».
На нашем предприятии имеется такой станок марки «Newen».
ГБЦ двигателя Cummins ISF2.8, ISF3.8
Встречаются ГБЦ в которых направляющих втулок нет. Это чугунные ГБЦ где отверстия под шток клапана выполнены непосредственно в теле головки. Типичный пример ГБЦ двигателя Cummins ISF2.8, который установлен на многих модификациях Газелей. Если направляющие отверстия (втулок-то нет!) изнашиваются, то ремонт такой головки сложен и дорог. Нужно подобрать или изготовить подходящие направляющие втулки, затем произвести фрезеровку отверстий, так чтобы в них можно было установить эти направляющие втулки и развернуть их в точный размер для обеспечения необходимого натяга. Такой ремонт часто влечет за собой замену седел клапанов т.к. величина несоосности установленной направляющей втулки и седла клапана оказывается очень значительной. Т.о. часто стоимость ремонта оказывается сопостовимой со стоимостью ГБЦ. Однако, в настоящее время в нашей компании для головок этого популярного двигателя имеются ремонтные клапаны со штоком увеличенного диаметра.
В случае значительного износа или прогорания седел клапанов, простой правкой рабочих фасок не обойтись. В таких случаях седла меняют. Старые изношенные седла выпрессовывют или врезают. Восстанавливают геометрию посадочных мест и запрессовывают готовые ремонтные или специально изготовленные седла. Само-собой рабочие фаски замененных седел необходимо править.
После замены направляющих втулок и правки седел клапаны, как правило, держат необходимое разряжение (-0,8 БАР) даже без притирки. Однако, для достижения наилучшего результата притирку все же стоит выполнить.
Если клапаны не сильно изношены, то их можно и не менять, а предварительно очистив от нагара, установить на специальный станок и абразивным кругом поправить рабочие фаски под надлежащим углом, а затем, штоки клапанов отполировать. Такое восстановление обычно обходиться существенно дешевле, чем покупка новых клапанов.
Такое восстановление обычно обходиться существенно дешевле, чем покупка новых клапанов.
(фото: проверка геометрии направляющих клаппанного механизма ГБЦ Cummins)
После замены направляющих втулок, правки седел и притирки клапанов ГБЦ тщательно промывается (по желанию заказчика может быть выполнена и ультразвуковая мойка) на направляющие втулки устанавливаются маслосъемные колпачки (если они предусмотрены конструкцией двигателя), после чего клапаны засухаривают и ГБЦ снова готова к работе.
Наши работы
- Ремонт клапанов ГБЦ Cummins
- Правка седел клапанов ГБЦ на станках с ЧПУ
- Ремонт головки блока цилиндров в компании Механика
Ремонт блока цилиндров и головки
Этот почти невидимый ремонт трещин распространяется на седло клапана.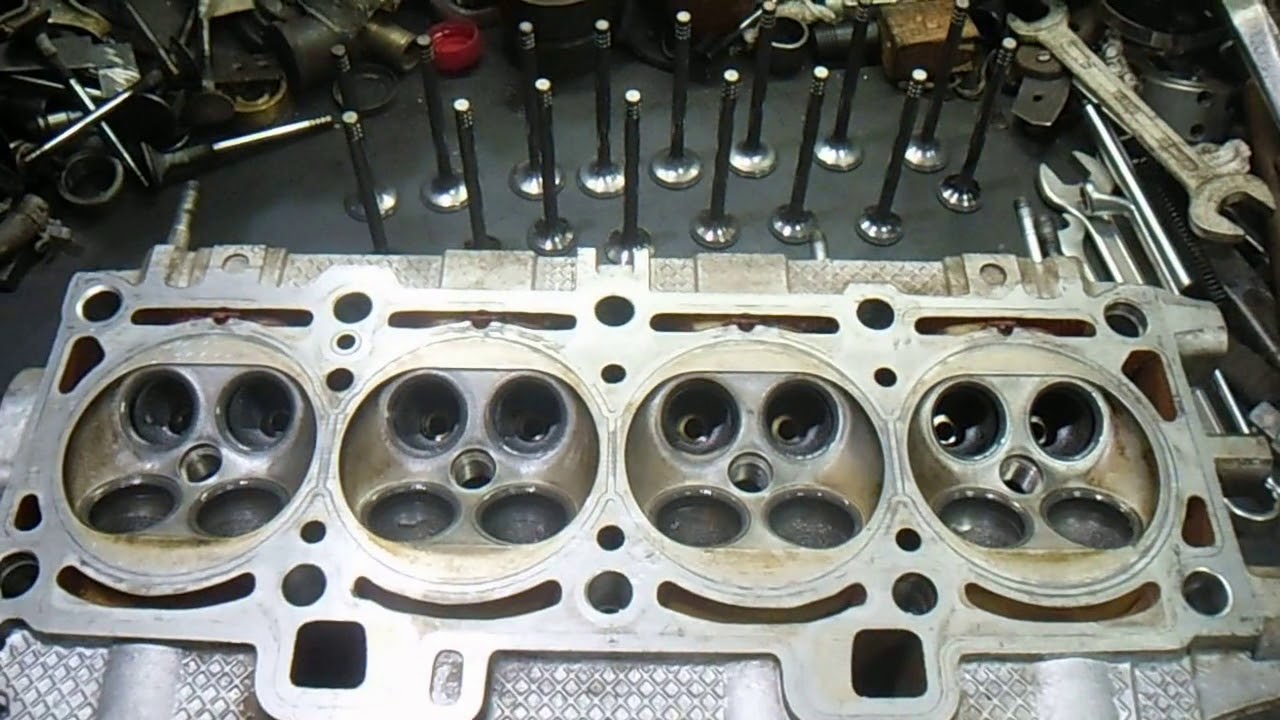 В области седла клапана следует использовать стальные штифты, поскольку сталь лучше выдерживает нагрев, чем чугун.
В области седла клапана следует использовать стальные штифты, поскольку сталь лучше выдерживает нагрев, чем чугун.Трещина в головке блока цилиндров или блоке цилиндров может быть плохой новостью, а может и не быть плохой новостью в зависимости от размера и местоположения трещины (трещин), стоимости отливки и того, что потребуется для устранения трещины (трещин) по сравнению с тем, сколько это будет стоить. вам заменить литье. Относительно распространенная отливка с сильными трещинами, вероятно, не стоит времени и усилий на ее ремонт, если вы можете найти другую чистую отливку по разумной цене.
С другой стороны, если вы обнаружили трещины в головке цилиндра или блоке последней модели, которые относительно дороги или трудно найти, может оказаться более экономичным исправить отливку, используя соответствующие методы ремонта трещин. Чтобы испортить вывод этой статьи, все сводится к тому, чтобы сопоставить стоимость ремонта треснувшей отливки со стоимостью ее замены.
Конечно, в этой истории есть нечто большее, чем просто конец. Каждый раз, когда вы восстанавливаете подержанный двигатель с большим пробегом, головку и блок всегда следует тщательно осматривать на наличие трещин. Методы магнитопорошкового контроля выявляют большинство поверхностных трещин глубиной около четверти дюйма на чугунных блоках и головках. Но некоторые области может быть трудно осмотреть только с помощью обнаружения магнитных частиц, поэтому рекомендуется проводить испытания под давлением для проверки «скрытых» трещин во впускных и выпускных отверстиях и водяных рубашках.
Каждый раз, когда вы восстанавливаете подержанный двигатель с большим пробегом, головку и блок всегда следует тщательно осматривать на наличие трещин. Методы магнитопорошкового контроля выявляют большинство поверхностных трещин глубиной около четверти дюйма на чугунных блоках и головках. Но некоторые области может быть трудно осмотреть только с помощью обнаружения магнитных частиц, поэтому рекомендуется проводить испытания под давлением для проверки «скрытых» трещин во впускных и выпускных отверстиях и водяных рубашках.
В алюминиевых отливках трещины и утечки пористости обычно обнаруживаются с помощью проникающих красок и/или испытаний под давлением. Испытания под давлением от 10 до 40 фунтов на квадратный дюйм обычно выявляют любые утечки пористости или трещины, о которых стоит беспокоиться. Нет необходимости использовать более высокое давление, потому что большинство утечек, возникающих при нормальных рабочих температурах и давлениях, проявляются при давлении воздуха от 10 до 40 фунтов на квадратный дюйм.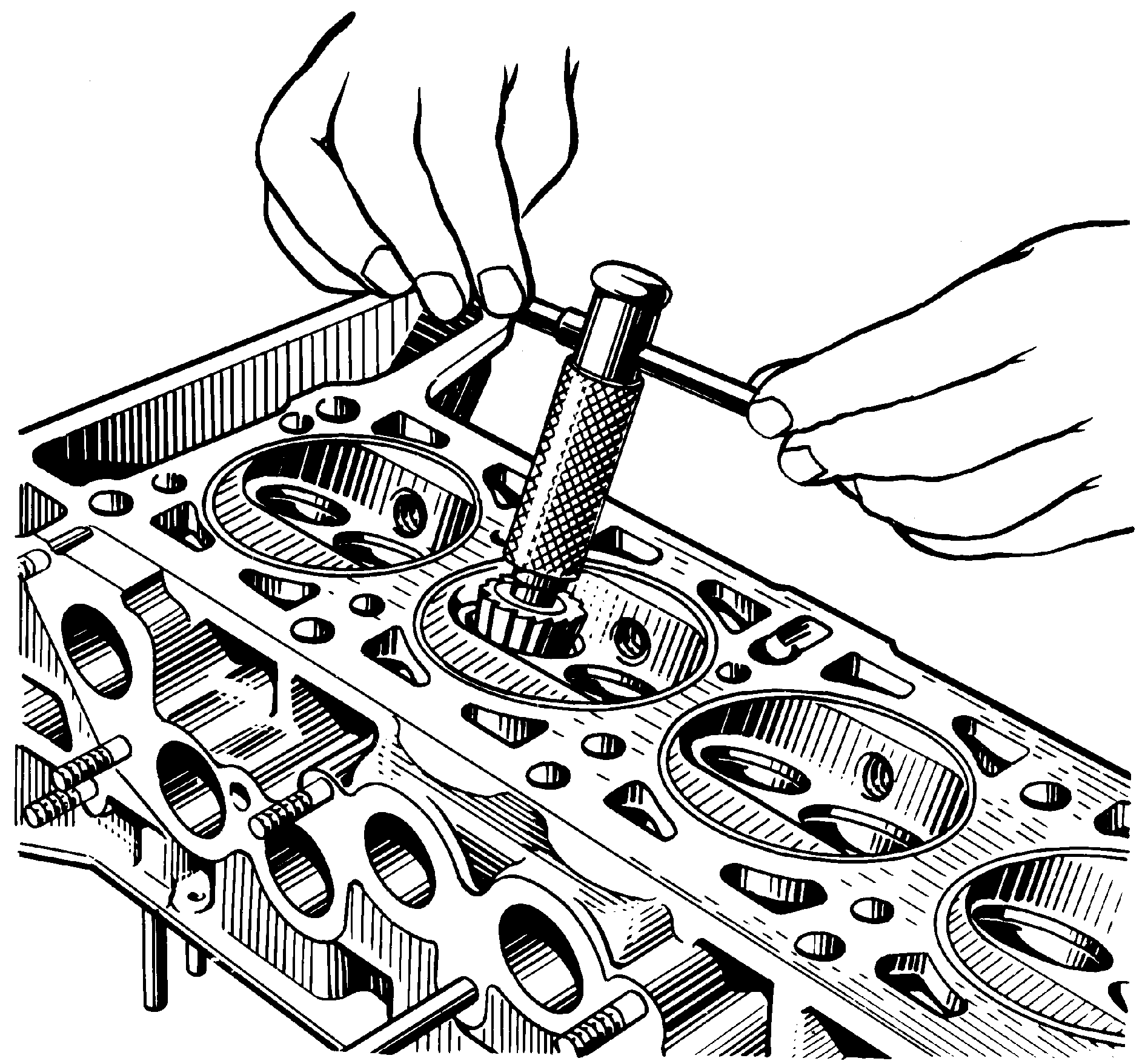 Погружение отливки в горячую воду во время испытания под давлением — это еще один метод, который может выявить трещины и утечки пористости, которые в противном случае можно было бы не заметить при комнатной температуре.
Погружение отливки в горячую воду во время испытания под давлением — это еще один метод, который может выявить трещины и утечки пористости, которые в противном случае можно было бы не заметить при комнатной температуре.
После обнаружения трещины или утечки важно внимательно осмотреть отливку, чтобы определить полную протяженность трещины. Трещины, видимые на поверхности отливки, часто простираются на некоторое расстояние под поверхностью в обоих направлениях. Поэтому при ремонте трещины не думайте, что трещина заканчивается там, где поверхность кажется твердой, потому что она может распространяться под поверхностью, как корни дерева.
Способ устранения трещины зависит от типа металла (чугун или алюминий), местоположения трещины (напряженная или ненапряженная зона) и размера трещины.
Трещины обычно появляются в наиболее нагруженных участках отливки. К ним относятся области между седлами клапанов в головке блока цилиндров, область между седлами клапанов и отверстием для свечи зажигания, область деки между камерами сгорания, верхняя центральная область головки и выпускные отверстия. Трещины могут начинаться в камере сгорания и распространяться на впускные или выпускные отверстия или исходить из глухих отверстий, открытых отверстий под болты или направляющих клапанов.
К ним относятся области между седлами клапанов в головке блока цилиндров, область между седлами клапанов и отверстием для свечи зажигания, область деки между камерами сгорания, верхняя центральная область головки и выпускные отверстия. Трещины могут начинаться в камере сгорания и распространяться на впускные или выпускные отверстия или исходить из глухих отверстий, открытых отверстий под болты или направляющих клапанов.
Трещины в блоке могут возникать между цилиндрами на поверхности деки, в стенках цилиндров или в области перемычки вокруг коренных отверстий и коленчатого вала. Вы также можете найти трещины вокруг отверстий подъемника или распредвалов, или даже по бокам или по краям блока рядом с креплениями двигателя или отверстиями для расширительных заглушек.
Чем больше термическое напряжение и/или механическая нагрузка на определенную область отливки, тем выше вероятность ее растрескивания, особенно если отливка относительно тонкая.
Новые отливки обычно считаются без трещин, но дефекты отливки, неправильное охлаждение после отливки также могут привести к появлению трещин. Более распространенной проблемой новых алюминиевых отливок является утечка из-за пористости. Вот почему новые отливки следует осматривать так же тщательно, как и бывшие в употреблении отливки с большим пробегом, чтобы убедиться в отсутствии трещин или пористых утечек, которые позже вызовут проблемы.
Более распространенной проблемой новых алюминиевых отливок является утечка из-за пористости. Вот почему новые отливки следует осматривать так же тщательно, как и бывшие в употреблении отливки с большим пробегом, чтобы убедиться в отсутствии трещин или пористых утечек, которые позже вызовут проблемы.
Что еще нужно помнить о трещинах, так это то, что они часто являются результатом слишком сильного нагрева. Негерметичная прокладка головки блока цилиндров, водяной насос, радиатор или шланг охлаждающей жидкости могли привести к утечке охлаждающей жидкости, что в конечном итоге привело к перегреву и перегреву двигателя. Ограничение выхлопа, вызванное частично забитым каталитическим нейтрализатором (или сажевым фильтром на дизельном двигателе), также может накапливать тепло в двигателе. Поэтому важно определить и устранить все, что могло вызвать перегрев двигателя, прежде чем он снова будет введен в эксплуатацию, иначе ремонт трещины может быть недолгим.
Горячий или холодный ремонт
Ремонт трещин может производиться холодным (штифтовым) или горячим (сварка и пайка). Используемый метод будет зависеть от размера трещины и типа отливки (чугун или алюминий). Основным преимуществом холодного ремонта трещин является то, что он не требует нагрева. Отсутствие нагрева означает, что не требуется дополнительное время для предварительного нагрева и последующего охлаждения отливки, и нет опасности деформации или деформации отливки. Нагрев головки цилиндров или блока вызывает их расширение, что, в свою очередь, создает термическое напряжение в металле, что может привести к последующему растрескиванию при охлаждении металла, особенно если он остывает слишком быстро.
Используемый метод будет зависеть от размера трещины и типа отливки (чугун или алюминий). Основным преимуществом холодного ремонта трещин является то, что он не требует нагрева. Отсутствие нагрева означает, что не требуется дополнительное время для предварительного нагрева и последующего охлаждения отливки, и нет опасности деформации или деформации отливки. Нагрев головки цилиндров или блока вызывает их расширение, что, в свою очередь, создает термическое напряжение в металле, что может привести к последующему растрескиванию при охлаждении металла, особенно если он остывает слишком быстро.
При закреплении меньше беспокойства по поводу идеальной чистоты металла вокруг трещины. Для любого типа сварки требуется идеально чистая поверхность, на которой не должно быть таких загрязнений, как жир, масло или грязь. Это означает, что отливка должна быть предварительно очищена перед сваркой. Кроме того, сварка требует шлифовки трещины с помощью шлифовальной машины, чтобы новый металл мог заполнить пустоту и сплавиться с металлом по обе стороны от трещины.
При использовании чугунных головок и блоков 80 процентов трещин обычно можно устранить с помощью железных или стальных штифтов или конических заглушек, а для 20 процентов трещин потребуется сварка в печи, сварка пламенем или пайка. С алюминиевыми головками и блоками все наоборот. Около 80 процентов трещин ремонтируются с помощью вольфрамовой сварки в среде инертного газа (TIG), а 20 процентов трещин ремонтируются с помощью алюминиевых штифтов или заглушек.
Небольшие пористые утечки в алюминии часто можно легко закрыть с помощью одного штифта или конической заглушки. Трещины в алюминиевой головке или блоке, с другой стороны, гораздо труднее устранить штифтами, потому что алюминий является более мягким металлом, чем чугун, поэтому штифты и заглушки не могут обеспечить такой сильный «захват», как в железе. Кастинг. Штифтование может обеспечить удовлетворительный ремонт небольших трещин в ненагруженных зонах, но обычно не рекомендуется для больших трещин или трещин вблизи седел клапанов. Сварка обычно является предпочтительным методом ремонта, потому что алюминий относительно легко сваривается по сравнению с чугуном. Сварочный аппарат TIG с подачей аргона или гелия может легко и быстро заполнить большинство трещин.
Сварка обычно является предпочтительным методом ремонта, потому что алюминий относительно легко сваривается по сравнению с чугуном. Сварочный аппарат TIG с подачей аргона или гелия может легко и быстро заполнить большинство трещин.
Другой метод холодного ремонта, который можно использовать на участках вне камеры сгорания или на внешних поверхностях литья, заключается в заполнении трещин высокотемпературной эпоксидной смолой. Многие эпоксидные смолы могут обеспечить прочный и долговечный ремонт. Эпоксидные смолы с металлическим наполнителем можно даже просверлить и нарезать резьбу, чтобы восстановить сломанные бобышки болтов. Ключом к правильному использованию эпоксидных смол является уверенность в том, что поверхность металла идеально чистая, сухая и на ней нет масла или охлаждающей жидкости. Поверхность также должна быть слегка шероховатой путем шлифовки или пескоструйной обработки, чтобы эпоксидная смола могла прилипнуть к поверхности. Большинство эпоксидных смол застывают довольно быстро (15 минут или меньше), но обычно для полного отверждения требуется 24 часа.
Методы завинчивания
Для ремонта трещин можно использовать различные типы резьбовых штифтов или конических заглушек. Используйте алюминиевые штифты на алюминиевых головках и блоках и чугунные или стальные штифты на чугунных головках и блоках.
Штифты с прямой резьбой устанавливаются путем сверления, нарезания резьбы и ввинчивания в перекрывающиеся штифты. Отверстия для соседних штифтов просверлены так, что они слегка перекрывают друг друга, что помогает зафиксировать каждый штифт на месте. Наилучшие результаты часто достигаются, если начинать с центра трещины и двигаться к ее концу, а не начинать с одного конца трещины и двигаться к другому концу. Начиная с центра, вы помогаете распределять напряжения наружу по мере продвижения к каждому концу трещины.
Штифты с прямой резьбой не закроют трещину, если на резьбу не нанести термостойкий герметик для резьбы на керамической основе и не зачистить верхние части штифтов. Не используйте обычный анаэробный герметик для резьбовых штифтов внутри или вокруг камеры сгорания или выпускных отверстий, потому что он не выдерживает тепла.
В другом типе штифта с прямой резьбой используется специальная направленная резьба с выступом в верхней части штифта. Направление резьбы вверх создает защемляющий или зажимающий эффект при затягивании штифта. Это позволяет штифту более плотно сжимать соседний металл, что хорошо работает с тонкостенными отливками. Для этого типа стопорного штифта требуются специальные метчики для формирования резьбы в каждом просверленном отверстии. Это двухэтапный процесс, начиная с чернового метчика и заканчивая чистовым метчиком.
Серия фотографий на страницах 32 и 33 показывает выявленные трещины, зашлифованные, заполненные сваркой TIG, а затем обработанные после сварки. Конические штифты или заглушки устанавливаются по существу таким же образом, за исключением того, что глубина штифта более важна для правильной посадки. Конический штифт сужается внизу и шире вверху. Он работает как трубная заглушка с резьбой и вклинивается в отверстие при затягивании. Конические заглушки требуют специального метчика.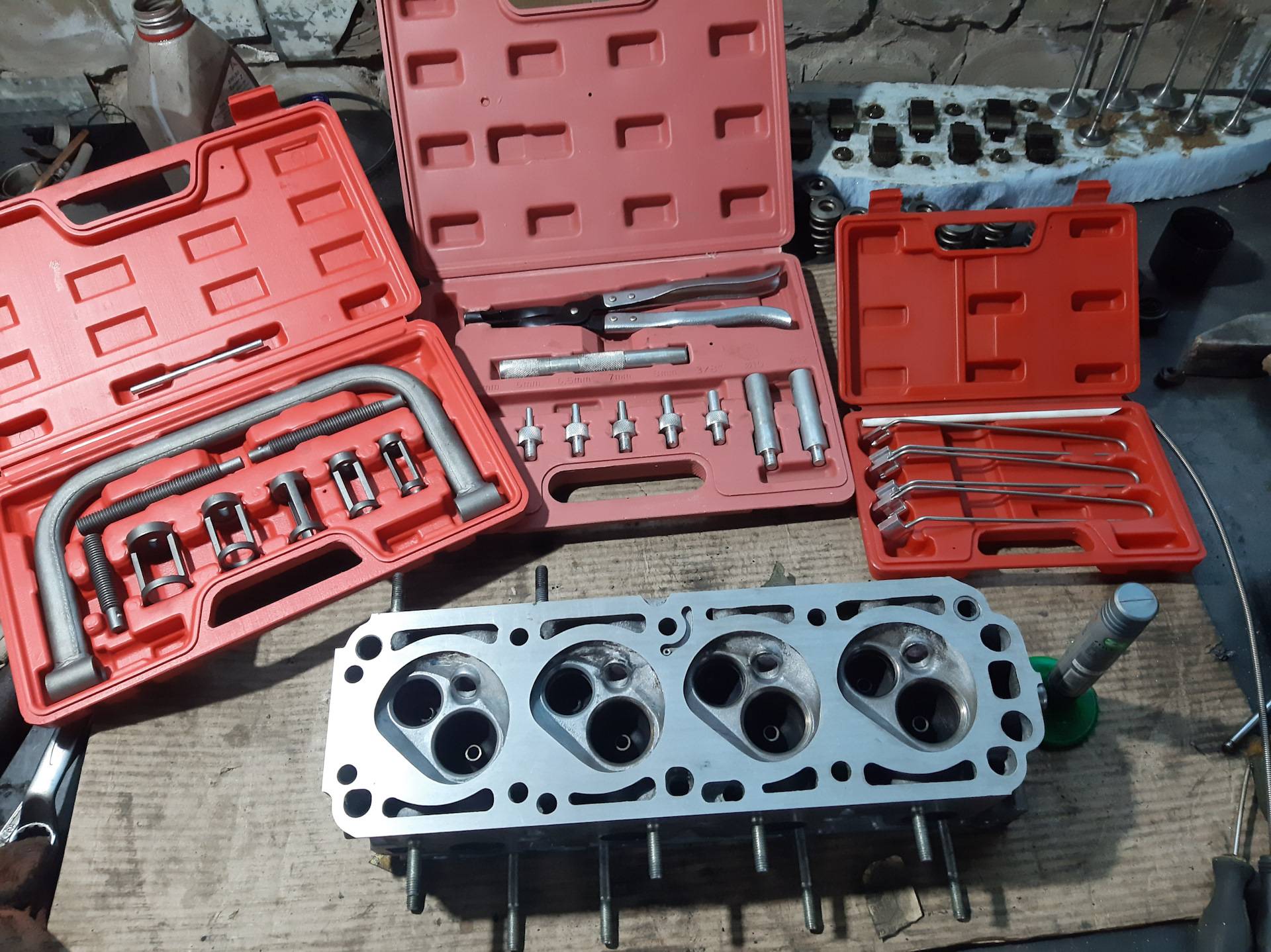 После того, как каждая заглушка установлена, верхняя часть должна быть отрезана или отшлифована.
После того, как каждая заглушка установлена, верхняя часть должна быть отрезана или отшлифована.
Наконечники некоторых резьбовых штифтов отламываются при затягивании заглушки. Это избавляет от необходимости обрезать верхнюю часть плунжера, но крутящий момент на плунжере может варьироваться в зависимости от диаметра плунжера и толщины отливки.
Для трещин, которые могут распространяться под воздействием тепла или нагрузки, вдоль трещины через определенные промежутки времени можно разместить «замки», чтобы сшить и скрепить трещину. Некоторые замки имеют форму галстука-бабочки, а другие имеют форму нити сплющенных бусин. Замки устанавливаются поперек трещины (перпендикулярно трещине), как шнурки для обуви, а оставшаяся часть трещины заполняется перекрывающимися штифтами.
Завершающим этапом ремонта холодных трещин является проковка верхушек штифтов или заглушек тупым наконечником в пневматическом молотке. Упрочнение деформирует верхние части штифтов и помогает соединить их с окружающим металлом. Упрочнение также сжимает верхнюю резьбу для герметичного уплотнения. Затем штифты можно зашлифовать заподлицо по мере необходимости, а затем дополнительно зачистить, чтобы сделать почти невидимый ремонт.
Упрочнение также сжимает верхнюю резьбу для герметичного уплотнения. Затем штифты можно зашлифовать заподлицо по мере необходимости, а затем дополнительно зачистить, чтобы сделать почти невидимый ремонт.
После завершения ремонта головки блока цилиндров ее следует снова опрессовать, чтобы убедиться в отсутствии утечек. Если есть небольшие утечки, их часто можно устранить путем дополнительной проклевки и/или установки дополнительных штифтов. Кроме того, не используйте слишком большое давление воздуха для повторной проверки головки, так как это может вытолкнуть герметик для резьбы до того, как он полностью затвердеет.
Варианты сварки
Если треснувшую головку или блок нельзя отремонтировать, заполнив трещины штифтами или заглушками, другим вариантом является сварка. Для чугунных головок это включает сварку в печи, сварку пламенем или пайку. С алюминиевыми головками это будет сварка TIG.
Для сварки в печи требуется опытный сварщик и предварительный нагрев головки в печи до 1000–1400 градусов по Фаренгейту (средне-красный цвет). Головка должна быть идеально чистой, а направляющие клапанов, седла и любые шпильки должны быть удалены перед сваркой. Трещина также должна быть зашлифована до водяной рубашки, чтобы в нее можно было вставить наполнитель (который должен быть из того же сплава, что и головка). Сварка производится ацетиленовой горелкой и нейтральным пламенем. После того, как трещина заполнена, головку необходимо обернуть изолирующим одеялом, чтобы предотвратить ее слишком быстрое охлаждение (что может привести к появлению затвердевших участков или дополнительных трещин). Скорость охлаждения не должна превышать 200 градусов по Фаренгейту в час, поэтому охлаждение до комнатной температуры должно занять от 6 до 7 часов.
Головка должна быть идеально чистой, а направляющие клапанов, седла и любые шпильки должны быть удалены перед сваркой. Трещина также должна быть зашлифована до водяной рубашки, чтобы в нее можно было вставить наполнитель (который должен быть из того же сплава, что и головка). Сварка производится ацетиленовой горелкой и нейтральным пламенем. После того, как трещина заполнена, головку необходимо обернуть изолирующим одеялом, чтобы предотвратить ее слишком быстрое охлаждение (что может привести к появлению затвердевших участков или дополнительных трещин). Скорость охлаждения не должна превышать 200 градусов по Фаренгейту в час, поэтому охлаждение до комнатной температуры должно занять от 6 до 7 часов.
Сварка пламенем
Другим методом ремонта трещин в чугунных головках и блоках является сварка пламенем (порошком). Сварка пламенем быстрее и проще, чем сварка в печи, и может обеспечить прочный и долговечный ремонт, как и сварка в печи. Головку все еще необходимо предварительно нагреть и медленно охладить после того, как трещина будет заполнена.
Горелка с пламенным напылением имеет загрузочный бункер, который подает никелевый порошок в пламя. Когда порошок подвергается воздействию пламени, он плавится и прилипает к краям трещины, заполняя область ремонта. Этот процесс похож на пайку, но приводит к гораздо более прочному ремонту, чем пайка. Порошок можно использовать для заполнения отверстий и трещин, а также для восстановления изношенных или поврежденных седел клапанов.
Сварка алюминиевых головок ВИГ
Трещины в алюминиевых головках чаще всего ремонтируются с помощью сварки ВИГ с использованием аргона или иногда гелия. Защита от инертного газа необходима, потому что алюминий образует оксидное покрытие, когда подвергается воздействию воздуха. Оксидное покрытие может загрязнить сварной шов и предотвратить сплавление присадочного стержня с окружающим металлом. Переменный ток используется для поочередного нагревания металла и выжигания образующегося оксида.
Как и чугун, алюминий перед сваркой необходимо предварительно нагреть.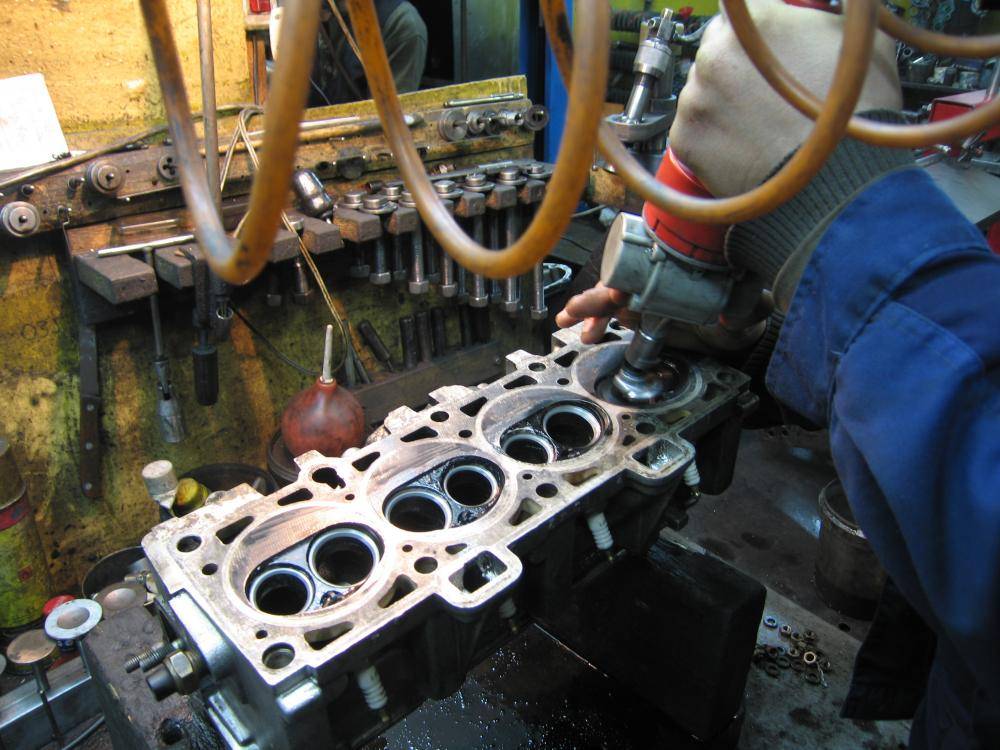 Но с алюминием вам нужно только предварительно нагреть до 350-450 градусов по Фаренгейту. Алюминий проводит тепло намного быстрее, чем чугун, поэтому важно держать головку теплой во время сварки.
Но с алюминием вам нужно только предварительно нагреть до 350-450 градусов по Фаренгейту. Алюминий проводит тепло намного быстрее, чем чугун, поэтому важно держать головку теплой во время сварки.
Методы сварки различаются, но основная идея заключается в расплавлении окружающего металла и заполнении трещины расплавленным металлом и присадочной проволокой. Самые прочные сварные швы получаются при использовании присадочного стержня, который точно соответствует сплаву в отливке. Хорошо работают два присадочных стержня: № 4043 и № 5356 с 5-процентным содержанием магния. Тип электрода, который используется в аппарате для сварки TIG, также может иметь значение. Вольфрамовые ториевые электроды хорошо работают с алюминием, но лучшими считаются циркониевые вольфрамовые электроды (которые намного дороже).
После сварки необходимо дать головке медленно остыть. Длительное медленное охлаждение снимает напряжение в металле, которое, если его не снять, может привести к растрескиванию.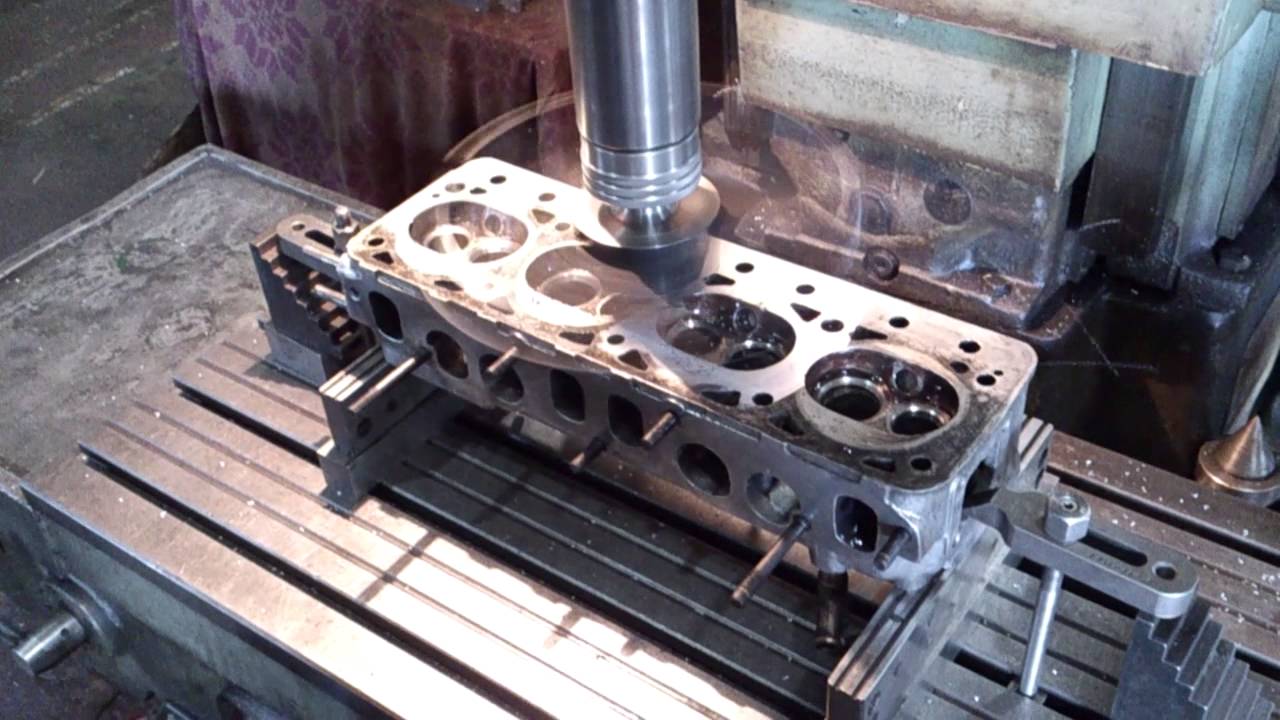
После того, как головка прогреется до комнатной температуры, ее следует испытать под давлением на наличие утечек. Покрытие внутренней части водяных рубашек герметиком или добавление герметика в систему охлаждения двигателя после установки двигателя может обеспечить дополнительную защиту от будущих утечек.
В этой серии представлены конические заглушки, используемые для заполнения трещин в головке блока цилиндров. Конические заглушки устанавливаются, отрезаются, зачищаются, затем отделываются. Внизу виден выбор из
различных размеров вилок.
Ремонт трещин в чугунных головках цилиндров и блоках цилиндров
Дом, Библиотека по ремонту автомобилей, Автозапчасти, Аксессуары, Инструменты, Руководства и книги, Автомобильный БЛОГ, Ссылки, Индекс
Copyright AA1Car.com
Адаптировано из статьи, написанной Ларри Карли для Журнал производителя двигателей
стал одной из самых горячих тем сегодняшнего дня, потому что хорошие ремонтопригодные головки цилиндров для многих двигателей последних моделей очень дороги и их трудно найти.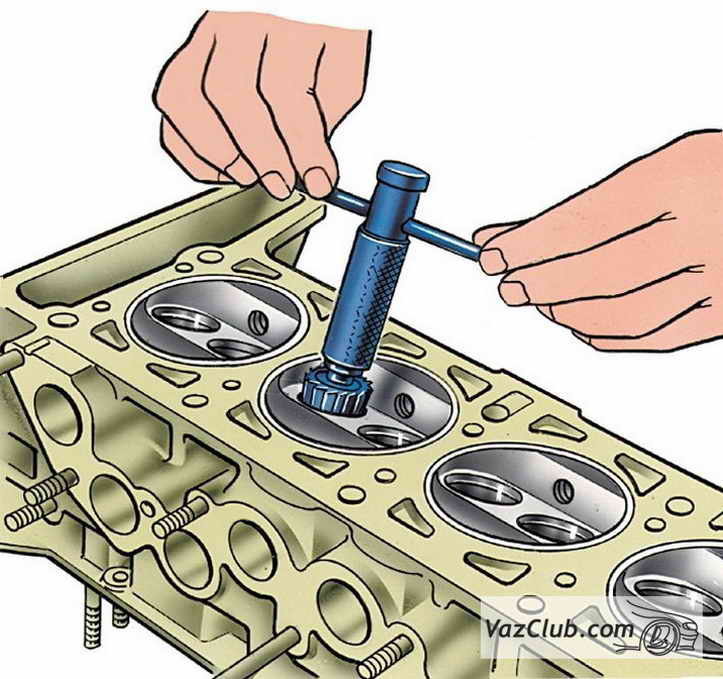 Так много мастеров по ремонту двигателей сейчас ремонтируют головки, которые всего несколько лет назад выбросили бы как не подлежащие восстановлению.
Так много мастеров по ремонту двигателей сейчас ремонтируют головки, которые всего несколько лет назад выбросили бы как не подлежащие восстановлению.
Варианты ремонта трещин в чугуне существовали всегда. Штифтование и печная сварка являются жизнеспособными вариантами, которые уже давно используются для ремонта трещин и других видов повреждений. Но у штифтов есть свои ограничения, а сварка в печи — это не то, чему новичок может научиться за одну ночь.
Ремонт трещин также сопряжен с определенным риском. Вот почему большая часть деятельности по ремонту трещин в прошлом была ограничена дорогостоящими сверхмощными дизельными головками, антикварными головками или другими работами, которые оправдывали время, усилия и риск. Но из-за высокой стоимости многих головок и блоков последних моделей ремонт трещины может быть рентабельной альтернативой покупке нового или бывшего в употреблении литья для замены треснувшей головки или блока.
ВАРИАНТЫ ДЛЯ РЕМОНТА ТРЕЩИН
Трещины в алюминиевых головках и блоках относительно легко ремонтировать сваркой TIG, а вот чугун сваривать гораздо труднее. Вот почему штифтование долгое время было самым популярным методом ремонта мелких трещин в чугунных блоках и головках. Штифтование может исправить около 80 процентов всех трещин, но не все виды трещин. Многое зависит от локализации трещины и ее тяжести. Конические штифты с герметиком хорошо подходят для большинства применений. Сварка же восстанавливает целостность и позволяет заделывать трещины и дыры. Вы даже можете изменить форму камеры сгорания или порта, добавив металл.
Вот почему штифтование долгое время было самым популярным методом ремонта мелких трещин в чугунных блоках и головках. Штифтование может исправить около 80 процентов всех трещин, но не все виды трещин. Многое зависит от локализации трещины и ее тяжести. Конические штифты с герметиком хорошо подходят для большинства применений. Сварка же восстанавливает целостность и позволяет заделывать трещины и дыры. Вы даже можете изменить форму камеры сгорания или порта, добавив металл.
Для ремонта трещин можно использовать различные типы штифтов
и отверстия в чугунных головках цилиндров.
ШТИФТЫ ДЛЯ ФИКСАТОРА ГОЛОВКИ ЦИЛИНДРОВ С ТРЕЩИНАМИ
Штифтование является наиболее часто используемым методом ремонта трещин в чугунных головках, блоках и коллекторах, потому что это быстро, надежно и дешево. Штифты также можно использовать для ремонта трещин в алюминиевых головках и блоках, хотя сварка TIG часто является предпочтительным методом ремонта алюминия. Закрепление булавками является относительно простым в освоении и использовании методом, не требующим большого количества инструментов, кроме сверла, направляющей арматуры и метчика, и не требует нагревания.
Закрепление булавками является относительно простым в освоении и использовании методом, не требующим большого количества инструментов, кроме сверла, направляющей арматуры и метчика, и не требует нагревания.
Перекрывающиеся штифты герметизируют трещину.
По сути, закрепление штифтами включает в себя просверливание отверстий в трещине, установку штифтов внахлест для заполнения трещины, а затем зачистку штифтов для герметизации и выравнивания поверхности.
Существует два основных типа штифтов: прямые и конические. Каждый тип имеет свои преимущества и может работать лучше в определенных ситуациях, чем другой.
Конические штифты втягиваются в щель при затягивании для обеспечения герметичности по всей длине штифта. Это происходит из-за того, что резьба как на коническом штифте, так и на отверстии имеет посадку с натягом. Герметик действительно не обязателен, но часто используется для дополнительной страховки. Отверстия для конических штифтов должны быть тщательно забиты вручную, а штифты затянуты вручную для плотного прилегания.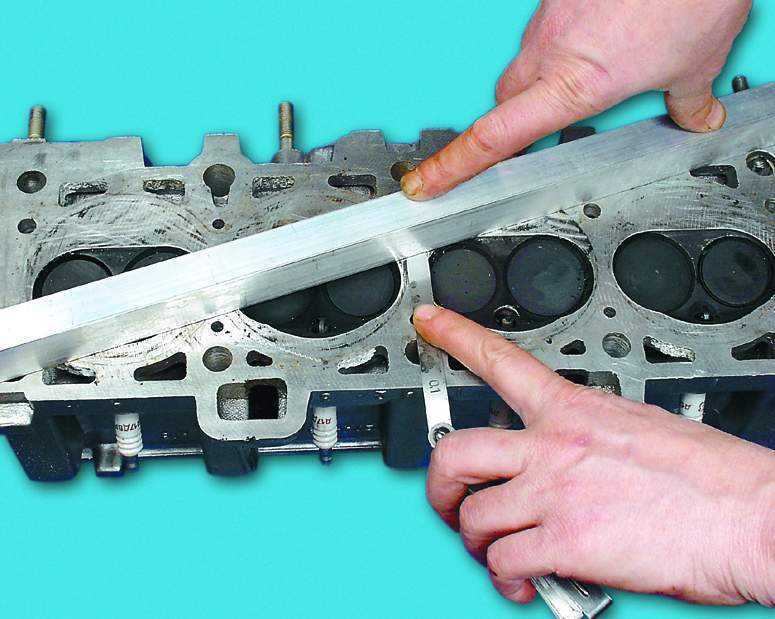
Прямые штифты устанавливаются быстрее, поскольку для их установки можно использовать обычный метчик и дрель. Прямые штифты скручиваются при затягивании, что устраняет необходимость срезать или стачивать головки (как это необходимо для конических штифтов). Прямые штифты также имеют посадку с натягом по всей длине и конический буртик, который вдавливается в поверхность. Это устраняет линию резьбы на поверхности, позволяя обрабатывать поверхность. Этот тип прямого штифта также может устранить необходимость установки вставок седла клапана в чугунных головках.
Различные типы и размеры штифтов и заглушек для ремонта трещин.
Обычные конические и прямые штифты не могут справиться с определенными типами трещин, например, вдоль внешнего края или угла, которые требуют поддержки, чтобы скрепить стороны трещины. То же самое касается трещин в области отливки, которые открываются или расходятся, когда отливка находится под нагрузкой или нагревается.
Еще одна трещина, которую трудно устранить штифтом, — это любая трещина, возникающая в очень тонкой (менее 1/8 дюйма толщины стенки) области отливки. Штифты не будут держаться, если не будет достаточно металла, чтобы захватить и поддержать резьбу.
При сварке в печи используется горелка, печь и большое количество тепла.
ПЕЧЬ СВАРОЧНАЯ ЧУГУННАЯ
Трещины в чугуне можно устранить с помощью горячей сварки (печной сварки), но этот метод требует навыков и большой практики. Это также требует предварительного нагрева отливки перед ее сваркой и большого количества тепла (предварительный нагрев до 1200–1400 градусов по Фаренгейту в печи). Отливку также необходимо медленно охлаждать через семь-восемь часов после сварки, чтобы предотвратить повторное растрескивание.
Это также требует предварительного нагрева отливки перед ее сваркой и большого количества тепла (предварительный нагрев до 1200–1400 градусов по Фаренгейту в печи). Отливку также необходимо медленно охлаждать через семь-восемь часов после сварки, чтобы предотвратить повторное растрескивание.
Успешный ремонт трещины с помощью печной сварки (горячей сварки) требует предварительной тщательной подготовки трещины и тщательного регулирования температуры. Вы не можете просто нагреть голову горелкой для сорняков. Правильный способ — предварительно нагреть головку в закрытой печи или духовке, чтобы тепло проходило через головку снизу. Вы должны держать голову изолированной одеялом и не допускать сквозняков во время сварки, иначе вы получите трещины и пористость в сварном шве. После этого голову следует медленно охладить.
Когда температура предварительного нагрева головки стабилизируется (это занимает около часа), кислородно-ацетиленовая горелка с нейтральным пламенем, в которой ацетилена немного больше, чем кислорода, используется для плавления чугуна (который плавится при температуре от 2400 до 2600 градусов по Фаренгейту). Чугунный присадочный стержень и бурный флюс затем используются для заполнения трещины. Хитрость заключается в том, чтобы поддерживать чистоту сварного шва, добавляя немного флюса, чтобы примеси поднялись наверх. Затем примеси могут быть удалены из зоны ремонта с помощью факела.
Чугунный присадочный стержень и бурный флюс затем используются для заполнения трещины. Хитрость заключается в том, чтобы поддерживать чистоту сварного шва, добавляя немного флюса, чтобы примеси поднялись наверх. Затем примеси могут быть удалены из зоны ремонта с помощью факела.
Если седло клапана приваривается в печи, один прием состоит в том, чтобы заполнить отверстие графитовой заглушкой, а затем приварить вокруг него. Лужа будет примерно полдюйма в глубину и, возможно, два дюйма в диаметре. Для этого требуется много тепла, около 5000 градусов.
После заполнения трещины наступает долгое и медленное остывание. Если чугун остывает слишком быстро, может произойти одно из двух. Окружающий металл может сжиматься от сварного шва, вызывая появление новых трещин, и/или углерод в железе может превращаться в карбид, делая металл слишком твердым и хрупким для обработки. Поэтому отливку необходимо охлаждать очень медленно, чтобы предотвратить эти нежелательные металлургические изменения.
Оберните голову изолирующим одеялом и держите ее в горячем боксе, чтобы она охлаждалась со скоростью не более 100–200 градусов в час. Период охлаждения может занять до восьми часов. После того, как головка остынет, ее можно очистить от накипи, затем подвергнуть грубой механической обработке и испытать погружением в горячую воду под давлением 100 фунтов на квадратный дюйм для проверки на наличие утечек.
Если чугунная головка имеет встроенные седла клапанов, рекомендуется заменить седла выпускных клапанов после сварки в печи, поскольку высокие температуры процесса могут разрушить индукционную закалку седел.
СВАРОЧНЫЙ ЧУГУН
Другой альтернативой для ремонта трещин в чугунных головках и блоках является порошковая сварка (также называемая сваркой пламенным напылением). Основная технология существует уже много лет, но в последние годы она была усовершенствована с помощью нового оборудования для сварки распылением. Это может сделать прочный ремонт, аналогичный горячей сварке, но с гораздо меньшим нагревом. Вам все равно придется предварительно нагревать и нагревать пластик, чтобы снять напряжение, которое может привести к повторному растрескиванию. Но с этой техникой меньше риск деформировать или деформировать голову от чрезмерного нагрева.
Вам все равно придется предварительно нагревать и нагревать пластик, чтобы снять напряжение, которое может привести к повторному растрескиванию. Но с этой техникой меньше риск деформировать или деформировать голову от чрезмерного нагрева.
Для сварки пламенем требуется специальная кислородно-ацетиленовая горелка с загрузочной воронкой, которая подает порошок никелевого сплава в пламя. Когда порошок подвергается воздействию пламени, он плавится и прилипает к краям трещины, заполняя область ремонта. Процесс требует предварительного нагрева головки примерно до 700 градусов и последующего нагрева головки после сварки для снятия напряжения.
Порошок никелевого сплава, используемый для сварки пламенем, обеспечивает твердость от 18 до 22 Rc. Доступны более твердые сплавы для сварки распылением седел клапанов, распределительных валов и коленчатых валов.
Как и в любом процессе ремонта, всегда существует риск повторного растрескивания независимо от того, был ли отливка отремонтирована с помощью сварки TIG, сварки в печи, сварки распылением или штифта. Трещины в области седла клапана могут открыться снова, если новое седло клапана будет запрессовано со слишком большим натягом. Сварные участки на чугуне могут быть тверже основного металла, что затрудняет обработку отливки.
Трещины в области седла клапана могут открыться снова, если новое седло клапана будет запрессовано со слишком большим натягом. Сварные участки на чугуне могут быть тверже основного металла, что затрудняет обработку отливки.
ПОИСК И УСТРАНЕНИЕ ПРОБЛЕМ С РАСПЫЛЕНИЕМ ПЛАМЕНИ
Если у вас возникли проблемы с получением хороших результатов при сварке пламенем, вот несколько советов, которые могут улучшить ваш успех:
- Если никелевый порошок просто ложится или скапливается, а не смачивается при начале сварки, сварка слишком холодная. Фаска должна быть тускло-вишнево-красной, или примерно от 1300 до 1400 градусов по Фаренгейту. Попытка довести основной металл до температуры путем нагревания его через толстый слой нерасплавленного порошка толщиной 0,020 дюйма или больше, скорее всего, выжжет флюс из порошка. .
- Если никелевый порошок вскипает при начале сварки, и вы получаете вулканическую реакцию, когда первоначальный взрыв порошка распыляется на фаску, работа слишком горячая. Отключите горелку, дайте области остыть до тусклого вишнево-красного цвета, затем поднесите кончик синего конуса к пламени на расстоянии примерно 1/8–1/2 дюйма от отложений и добавляйте свежий порошок короткими порциями. Это должно добавить достаточно нового флюса, чтобы должным образом смочить порошок. Если это не сработает, остановитесь, очистите фаску и начните сначала.
 Отключите горелку, дайте области остыть до тусклого вишнево-красного цвета, затем поднесите кончик синего конуса к пламени на расстоянии примерно 1/8–1/2 дюйма от отложений и добавляйте свежий порошок короткими порциями. Это должно добавить достаточно нового флюса, чтобы должным образом смочить порошок. Если это не сработает, остановитесь, очистите фаску и начните сначала.
Отключите горелку, дайте области остыть до тусклого вишнево-красного цвета, затем поднесите кончик синего конуса к пламени на расстоянии примерно 1/8–1/2 дюйма от отложений и добавляйте свежий порошок короткими порциями. Это должно добавить достаточно нового флюса, чтобы должным образом смочить порошок. Если это не сработает, остановитесь, очистите фаску и начните сначала.
- Если при первом распылении нанести слишком много порошка, он не просочится. Когда нерасплавленный порошок нарастает до 0,020 дюйма или более, он действует как изолятор между пламенем и основным металлом. Остановитесь, соскребите не расплавившийся порошок и начните сначала.
- Неправильный угол пламени также может привести к тому, что порошок слипнется и не смочит. Если угол пламени меньше 75 градусов, порох может вылететь вперед лужи и прилипнуть к фаскам. Когда нерасплавленный порошок укладывается толщиной примерно до 0,020 дюйма или более, он не будет должным образом смачиваться. Попытка выдавить его с помощью горелки создаст проблемы с пористостью и твердостью. Остановитесь, соскоблите или смахните нерасплавленный порошок, держите горелку под правильным углом и снова начните сварку.
 Попытка выдавить его с помощью горелки создаст проблемы с пористостью и твердостью. Остановитесь, соскоблите или смахните нерасплавленный порошок, держите горелку под правильным углом и снова начните сварку.
Попытка выдавить его с помощью горелки создаст проблемы с пористостью и твердостью. Остановитесь, соскоблите или смахните нерасплавленный порошок, держите горелку под правильным углом и снова начните сварку.
- Проблемы с пористостью и твердостью сварного шва могут быть вызваны загрязнением поверхности, прилегающей к V-образной фаске. На некоторых отливках, в частности на коллекторах, поверхность может содержать много «сгоревшего» железа. Это должно быть сошлифовано, оставив прочный, чистый металл, по крайней мере, от 3,8 до 1/2 дюйма по обе стороны от фаски «V». Ржавый, грязный или обожженный металл обычно лопается и трескается при воздействии на него пламени.
ТРЕЩИНЫ ПРИ СВАРКЕ В ЧУГУННЫХ ГОЛОВКАХ
Сварка припоем – еще один вариант ремонта чугуна. Он отлично подходит для таких применений, как поврежденные отверстия под болты и даже трещины в портах головки, потому что это более простой процесс. Сварка пайкой может выполняться при температуре от 800 до 900 градусов, что означает, что отливка нагревается только примерно до 400-500 градусов и не деформируется и не плавится.