Как сделать ремонт гофры. Ремонт выхлопной системы
Рассказываем, что такое гофра, где она находится, какую функцию в себе несет, а также как и зачем ее менять.
Уважаемые автомобилисты, официальный сайт профессионального автосервиса Гефест в городе Раменское (Подмосковье – 20 минут езды от Москвы) продолжает знакомить вас со своими услугами и рассказывать о тонкостях различного ремонта машин. В данной статье вы узнаете, что такое гофра, частью какой системы она является, для чего ее ставят на автомобили всех марок и моделей, а также как и почему выполняется ремонт гофры.
Отметим, услуги по диагностике и полноценной проверке гофры, а также по ремонту данного узла в автомобиле вы всегда сможете заказать в нашем центре. Ремонт гофры в Гефест выполняется быстро, правильно, с гарантией качества и совсем недорого.
Гофра
Гофра – это часть выхлопной системы, это деталь, стоящая на пути выброса выхлопных газов из двигателя. Собственно гофры является тем самым подвижным соединением труб, выходящих из двигателя, с выхлопной трубой, которую вы можете видеть под днищем машины.
В связи с тем, что гофра является подвижным узлом и соединением труб, куда попадают очень горячие газы, то эта деталь является расходной и подлежит естественному износу.
Замена гофры
Причем, ремонт гофры как таковой не реализуется. Гофра за годы эксплуатации автомобиля прогорает, перетирается и рвется. В связи с чем, ее нельзя ремонтировать, а можно только поменять. Благо, замена гофры в автосервисе Гефест это недорогая услуга, доступная по цене каждому автомобилисту.
Однако запускать гофру до абсолютно негодного состояния нельзя. Замену гофры рекомендуется производить при первых же симптомах того, что она износилась – почернела, скрипит, на ней видны повреждения, прогары и т.д. Поэтому при ежегодном техническом обслуживании машины рекомендуется менять гофру в выхлопной системе.
Ремонт выхлопной системы
Замена гофры входит в разряд услуг автослесаря. Чтобы выполнить данный ремонт выхлопной системы и поменять негодную, прогоревшую, порванную гофру на новую мастер вырезает ее из сплетения труб, а далее вваривает вместо нее новую гофру на данное место.
Ремонт выхлопной системы и замена гофры в автосервисе Гефест занимает буквально 20 минут. Наши мастера – автослесари, автосварщики имеют большой опыт по диагностике и ремонту машин, в частности по замене гофры. Поэтому эта ремонтная услуга выполняется очень быстро, на 100% правильно, аккуратно и обязательно с гарантией качества.
Услуги автосервиса. Сварка
В целом, ремонт выхлопной системы, будь то замена гофры, удаление катализатора, замена глушителя или ремонт резонатора, он не обходится без сварочных работ. Поэтому в автосервис Гефест приглашены на работу профессиональные автосварщики, которые могут предоставить клиентам услуги качественной сварки и соединить все необходимые детали выхлопной системы авто правильно, надежно, с выдержкой технологии.
Уважаемые водители, мы ждем вас за честной и полноценной автодиагностикой, а также всегда готовы предложить вам услуги профессиональных автомобильных сварщиков, как по замене и ремонту выхлопной системы (в том числе по замене гофры), так и по другим направлениям в ремонте машин.
Мы работаем каждый день, с 9 утра и до 9 вечера. Телефон для справок и записи на ремонт авто: 8 926 791 17 71.
Замена гофры глушителя Пермь
Мы предлагаем профессиональную замену гофры глушителя от лучших мировых производителей в Перми. Автомобиль, как известно, уже давно «не роскошь, а средство передвижения». И чем надежнее это самое средство передвижения, тем увереннее мы себя чувствуем в наш век мощностей и скоростей. И всем понятно: чем больше запрягаем лошадок, тем совершеннее должна быть выхлопная система, чтобы помимо наших стальных коней и мы сами могли бы жить в этом созданном нами мире машин и механизмов.
А какая же выхлопная система без глушителя? А «какая ж свадьба без баяна?», то есть, какой же глушитель без гофры?
Гофра, являясь довольно гибким и эластичным элементом выхлопной системы, снижает вероятность поломки жестких конструкций глушителя, т.к. амортизирует вибрации самого двигателя и глушителя в результате его перегрева. Таким образом, гофра продлевает срок эксплуатации всей выхлопной системы путем поглощения нежелательных вибраций.
Не секрет, что гофры из-за своей специфичности не подлежат ремонту.
Зато, замена гофры глушителя в нашей компании не представит для вас никакой сложности. Доверьтесь нашим высоко-квалифицированным специалистам и вам не придется в дороге слушать стук, лязг и скрежет, а будете наслаждаться естественными звуками окружающего мира.
С нами всегда выгодней гарантия 2 года!
Если вы еще не пользовались нашими услугами и интересуетесь, сколько стоит заменить гофру в Перми
, дирекция нашей компании заверяет вас, что стоимость замены гофры Пермь в нашей фирме вас приятно удивит, т.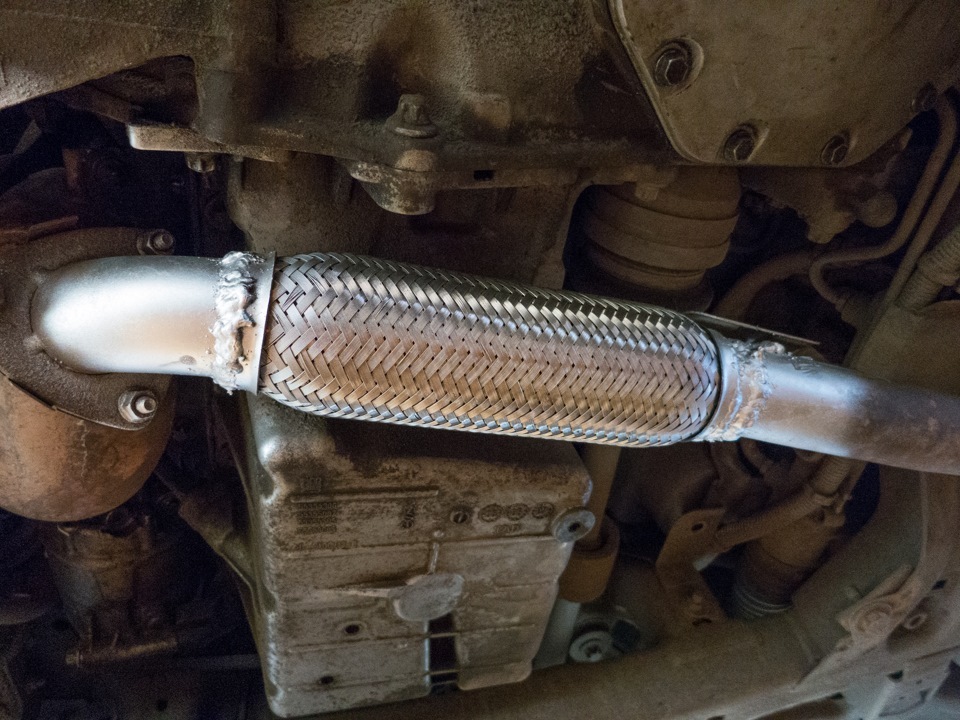 к. качество монтажа и самого изделия несоизмеримо выше цены. Цена гофры в Перми – ничто в сравнении с получаемым взамен комфортом и удобством в пути, когда глушитель, да и вся выхлопная система работают безупречно как часы.
к. качество монтажа и самого изделия несоизмеримо выше цены. Цена гофры в Перми – ничто в сравнении с получаемым взамен комфортом и удобством в пути, когда глушитель, да и вся выхлопная система работают безупречно как часы.В Перми самый доступный по цене монтаж качественной ремонт гофры глушителя отечественных и зарубежных производителей. Недорого гофра глушителя в Перми на глушители устанавливается исключительно в нашей фирме. Для дизельных двигателей, имеющих более сильную вибрацию, роль гофры трудно переоценить.
У нас вы подберете одно-, двух- и трехслойную гофру любой длины и любого диаметра.
При профессиональной установке гофры, учитывающей все нюансы, гофра будет служить значительно дольше. Наши гофры обладают оптимальным соотношением прочности и эластичности, ведь они изготавливались на лучших заводах современным оборудованием. И это соотношение позволяет устойчиво работать выхлопной системе даже в случае перегрева глушителя.
Экономьте время и деньги! Пользуйтесь услугами компании Глушители -Пермь!
Общие проблемы и советы по обслуживанию линий по производству гофрированного картона
Общие проблемы и советы по обслуживанию линий по производству гофрированного картона.
В процессе производства гофрированной бумаги иногда возникают производственные проблемы. Если ее не решить вовремя, весь производственный процесс будет вынужден остановить, что повлияет на отгрузку картона. Сегодня редактор China Paper Network подробно расскажет вам о решении проблемы с гофрированным картоном и предоставит вам ссылку.
1 Распространенные неисправности и методы их устранения в процессе гофрирования
1.1 Недостаточная высота гофра, причиной может быть слишком низкое давление или температура, либо слишком высокое содержание влаги в бумаге. Решение состоит в том, чтобы отрегулировать давление или температуру рулона или уменьшить скорость автомобиля, чтобы дать бумаге высохнуть.
1.2 Высота гофрированной бумаги неравномерна, а две стороны экструдированной гофрированной бумаги имеют веерообразную форму с разной длиной. Это происходит из-за плохой параллельности валков для гофрирования или неравномерного давления на обоих концах. Если гофрированная бумага слева короче правой, левая сторона верхнего гофрирующего валика должна быть поднята соответствующим образом, в противном случае регулировку следует изменить на обратную.
1.3 Гофрированная бумага скручивается в цилиндр, основная причина в том, что разница температур между верхним и нижним роликами слишком велика. Следует проверить условия работы источников нагрева в верхних и нижних валках. Возможно, один из них неисправен и подлежит ремонту или замене.
1.4 Гофрированная бумага прилипает к поверхности гофрированного валика. Это явление возникает, когда температура поверхности рулона слишком высока или содержание влаги в бумаге-основе слишком велико. В это время следует отрегулировать температуру поверхности валика, чтобы бумага высохла перед гофрированием. Если скребок не входит в канавку ролика, его следует отрегулировать или заменить.
Если скребок не входит в канавку ролика, его следует отрегулировать или заменить.
2 Техническое обслуживание и методы ухода за гофрированными валиками
2.1 Перед использованием проверьте параллельность и натяжение гофрированных валиков и отрегулируйте согласующее давление между валиками.
2.2 Обратите внимание на достаточную смазку рифленого валика при его использовании. Во время производства распыление небольшого количества масляного тумана или антифрикционного агента на поверхность гофрированного вала уменьшит износ между гофрированными валками, а также предотвратит разрыв и вспенивание гофрированной бумаги.
2.3 После использования снимите давление фитинга и очистите поверхность ролика. Не мойте высокотемпературную поверхность ролика водой, иначе ролик деформируется и ускорится износ.
2.4 Регулярное техническое обслуживание. Ролик для гофрирования обычно может производить около 20 миллионов метров гофрированного картона. Если ежедневно производить 50 000 метров гофрокартона, то примерно через год он будет отшлифован и отремонтирован. Диаметр гофрированного валика после шлифования уменьшается примерно на 1,0 мм. Коэффициент увеличивается, а также увеличивается количество бумаги-основы и клея.
Диаметр гофрированного валика после шлифования уменьшается примерно на 1,0 мм. Коэффициент увеличивается, а также увеличивается количество бумаги-основы и клея.
3 Проблемы, на которые следует обратить внимание при печати на гофрированных коробках
3.1 Избегайте полной печати
Когда гофроящик заполнен или окружен графикой, в дополнение к прижимному эффекту тиснильного валика на гофрокартон, чернила также оказывают смачивающее действие на поверхность бумаги, что снижает прочность на сжатие гофроящика. Поэтому чем проще будет напечатать графику и текст на гофроящиках, тем лучше, и по возможности избегать печати графики и текста по всей поверхности ящика, не говоря уже о полноцветной печати.
3.2 Избегайте печати лентой (то же направление машины, что и для гофрированного картона)
Из-за отсутствия знаний о процессе печати некоторые дизайнеры-декораторы разрабатывают рисунки для печати на коробках с некоторыми горизонтальными градиентными линиями. При печати давление печати раздавливает гофры. В этой области картона будут сосредоточены напряжения, и она будет наиболее подвержена поломке.
В этой области картона будут сосредоточены напряжения, и она будет наиболее подвержена поломке.
3.3 Цвет чернил должен привлекать внимание
Так как цвет самого гофрированного картона достаточно темный, при выборе необходимо рассмотреть возможность использования чернил с высокой цветовой насыщенностью и сильной окрашивающей способностью (например, большой красный) цвет печати, в противном случае цвет печати будет сильно отличаться от желаемого цвета. большой разрыв. 3.4 Минимизируйте количество надпечаток
Чем больше количество надпечаток, тем сильнее снижается прочность гофрокороба на сжатие.
3.5 Избегайте печати мелкого текста
При печати на гофроящиках с учетом эффекта рекламы продукта следует определить размер шрифта. Текст размером менее 2 см вообще практически неразличим на расстоянии более 5 м, таким образом, теряется смысл продвижения и продажи товаров.
3.6 Минимизация давления при печати
Чтобы обеспечить качество печати на картоне и уменьшить влияние на прочность гофрированного картона, давление печати должно быть как можно меньше, а используемые чернила должны быть как можно более быстросохнущими. Во-вторых, расстояние между печатной поверхностью и горизонтальной линией отступа должно быть больше 15 мм, потому что гофрированный картон не может полностью впитать краску прижимной пластиной ламинатора, в противном случае это повлияет на эффект печати. $разрыв страницы$
Во-вторых, расстояние между печатной поверхностью и горизонтальной линией отступа должно быть больше 15 мм, потому что гофрированный картон не может полностью впитать краску прижимной пластиной ламинатора, в противном случае это повлияет на эффект печати. $разрыв страницы$
4 Как сохранить постоянство цвета и точное расположение чернил при печати на гофрированном картоне
4.1 Поддержание стабильной вязкости чернил. Вязкость краски является основным показателем, который необходимо контролировать при печати на гофрокартоне, и это один из основных факторов, влияющих на состояние цвета печати. Из-за улетучивания растворителя чернил во время процесса печати вязкость основы будет увеличиваться. Чтобы поддерживать стабильность вязкости чернил, стабилизатор чернил следует добавлять каждые полчаса до 1 часа, а количество добавления составляет от 1% до 2%.
4.2 Поддерживайте стабильный объем переносимой краски. Для этого скорость печати должна быть сбалансированной и стабильной. Поскольку скорость печати связана с состоянием переноса чернил, она должна выполняться сбалансированным образом и не может быть быстрой или медленной. Также необходимо ровно держать бумагу, чтобы не возникало явление межлистовой подачи. Только таким образом чернильная печатная машина может иметь стабильное состояние переноса чернил, что играет важную роль в поддержании стабильности цвета чернил при печати.
Поскольку скорость печати связана с состоянием переноса чернил, она должна выполняться сбалансированным образом и не может быть быстрой или медленной. Также необходимо ровно держать бумагу, чтобы не возникало явление межлистовой подачи. Только таким образом чернильная печатная машина может иметь стабильное состояние переноса чернил, что играет важную роль в поддержании стабильности цвета чернил при печати.
4.3 Поддерживайте стабильное состояние кормления. В дополнение к стабильной скорости работы печатного станка необходимо зафиксировать точку ручной подачи. Для картона с плохой плоскостностью необходимо правильно обращаться с ним, например, сгибать вдоль одной стороны (или обеих сторон) горизонтальной линии давления картона; зазор между направляющими для бумаги, такими как ручное нажатие и подача, должен быть постоянным, что связано с поддержанием стабильной работы картона. Важным звеном является также важный метод феномена «бегущей версии».
4.4 Поддерживайте печатное оборудование в хорошем состоянии. Здесь следует подчеркнуть, что содержание анилоксового валика и печатной формы в чистоте и чистоте напрямую связано с эффектом печати. Анилоксовый валик связан с эффективностью переноса краски, а печатная форма связана с четкостью напечатанных слов и узоров. $page break$
Здесь следует подчеркнуть, что содержание анилоксового валика и печатной формы в чистоте и чистоте напрямую связано с эффектом печати. Анилоксовый валик связан с эффективностью переноса краски, а печатная форма связана с четкостью напечатанных слов и узоров. $page break$
5 Основные причины различных деформаций и меры по их устранению
5.1 Деформация
Односторонний гофрированный картон необходимо склеивать на одностороннем гофроагрегате и оклеивающей машине, а горизонтальное удлинение длинное, и лайнер (поверхностная бумага) находится в пересушенном состоянии из-за прямого контакта с подогревателем и плоской сушилкой двухсторонней машины. После входа в охлаждающую секцию дуплексера он отправляется в виде гофрированного картона. Когда гофрированный картон подвергается воздействию воздуха, для достижения баланса влажности односторонняя гофрированная сторона с большой влажностью выделяет влагу и одновременно дает усадку; в то время как сухой облицовочный картон впитывает влагу и удлиняется, что приводит к короблению вверх. Когда описанная выше ситуация обратная (на самом деле скорость склеивания слишком высока по сравнению с мощностью сушки плоской сушилки), возникает подрез.
Когда описанная выше ситуация обратная (на самом деле скорость склеивания слишком высока по сравнению с мощностью сушки плоской сушилки), возникает подрез.
При использовании подкладочной бумаги из одностороннего гофрокартона влажность на 3% больше, чем подложка из гофрированного картона, 92% рулонов будут коробиться. Когда влажность вкладыша из гофрированного картона на 3% выше, чем у одинарного вкладыша из гофрированного картона, коробление снижается на 75%. Поэтому при выборе бумаги-основы колебания влажности подкладочной бумаги (подкладочной бумаги односторонней машины и подкладочной бумаги из гофрированного картона) необходимо удерживать в пределах 3%.
Чтобы решить проблему верхнего коробления, в дополнение к влажности бумаги-основы, мы также должны обратить внимание на следующее на машине для производства гофрированного картона:
5.1.1 Увеличить угол оборачивания подогревателя и машины предварительной обработки на односторонний гофроагрегат.
5.1. 2 Минимизируйте количество клея, наносимого на односторонний гофроагрегат.
2 Минимизируйте количество клея, наносимого на односторонний гофроагрегат.
5.1.3 Уменьшите накопление одностороннего гофрированного картона на мосту и поддерживайте постоянную скорость одностороннего гофроагрегата и двусторонней машины.
5.1.4 Свести к минимуму количество клея, наносимого на гофрированный картон на оклейочной машине.
Все вышеперечисленные 4 элемента предназначены для решения проблемы переворачивания картона и минимизации чрезмерной влажности при входе одностороннего гофрированного картона в двустороннюю машину.
5.2 S-образное коробление
Как верхнее, так и нижнее коробление представляют собой простое коробление, а S-образное коробление и диагональное коробление, описанные ниже, представляют собой очень неприятные деформации. При таком короблении 10-20 листов картона должны быть перевернуты на 180 градусов в точке подачи производственной линии, прежде чем их можно будет укладывать в стопку. В то же время, когда коробление серьезное, в дополнение к описанному выше методу укладки следует добавить тяжелый предмет, чтобы сгладить коробление, иначе это создаст препятствия в последующем процессе изготовления коробки.
S-образное коробление возникает из-за:
5.2.1 Влажных полос в поперечном направлении свисающего бумажного рулона.
5.2.2 На стороне рулона подкладки много влаги.
5.2.3 Температура нагрева двусторонней машины неравномерна.
Из вышеперечисленных 3 пунктов можно сделать вывод, что основным ключом к преодолению S-образной деформации является то, что содержание влаги в бумаге-основе должно быть равномерным, за которым следует равномерный контроль температуры двухсторонней машины.
5.3 Коробление в продольном направлении
Коробление гофрокартона в продольном направлении не имеет ничего общего с бумагой-основой, что вызвано регулировкой натяжения в процессе производства гофрокартона. Это связано с тем, что натяжение бумаги из гофрированного картона на стойке для бумаги и трехслойной машине предварительного нагрева слишком велико, а разница в натяжении между односторонним гофрокартоном слишком велика. В то же время натяжение лицевой стороны гофрированного картона слишком сильное, что также является одной из причин ошибки длины на бумагорезальном станке. Решение заключается в уменьшении разницы в натяжении между односторонним профнастилом и профнастилом в процессе эксплуатации.
Решение заключается в уменьшении разницы в натяжении между односторонним профнастилом и профнастилом в процессе эксплуатации.
5.4 Диагональное коробление
Диагональное коробление представляет собой коробление, возникающее в результате комбинации продольного и поперечного коробления. Основные причины заключаются в том, что односторонний гофрокартон слишком нагроможден на мосту, чтобы стать перегруженным, натяжение одностороннего гофрированного картона слишком велико (натяжение является причиной продольного коробления) и изгибание , деформация вниз или S-образная деформация, как указано выше. Это вызвано разницей влажности гофрированного картона, нарушающей баланс расширения и сжатия. Поэтому, чтобы решить проблему диагональной деформации, необходимо всесторонне рассмотреть вышеупомянутые различные ситуации и устранить вышеупомянутые плохие ситуации одну за другой в процессе эксплуатации и наблюдать во время работы. Например, содержание воды в картоне можно сбалансировать путем распыления воды на односторонний гофрокартон или поверхность бумаги; натяжение бумаги можно регулировать, регулируя натяжение тормоза стойки для бумаги, можно регулировать угол обертывания подогревателя и угол обертывания машины для предварительной обработки. Контролируйте натяжение картона; может контролировать скорость линии по производству гофрированного картона, чтобы она работала в стабильном состоянии, и разумно уменьшить количество накопления на мосту, не перегружая его.
Контролируйте натяжение картона; может контролировать скорость линии по производству гофрированного картона, чтобы она работала в стабильном состоянии, и разумно уменьшить количество накопления на мосту, не перегружая его.
Чтобы решить проблему верхнего коробления, в дополнение к влажности бумаги-основы, мы также должны обратить внимание на следующее на машине для производства гофрированного картона:
5.1.1 Увеличить угол намотки подогревателя и машины для предварительной обработки на одностороннем гофроагрегате.
5.1.2 Минимизируйте количество клея, наносимого на односторонний гофроагрегат.
5.1.3 Уменьшите накопление одностороннего гофрированного картона на мосту и поддерживайте постоянную скорость одностороннего гофроагрегата и двусторонней машины.
5.1.4 Свести к минимуму количество клея, наносимого на гофрированный картон на оклейочной машине.
Все вышеперечисленные 4 элемента предназначены для решения проблемы переворачивания картона и минимизации чрезмерной влажности при входе одностороннего гофрированного картона в двустороннюю машину.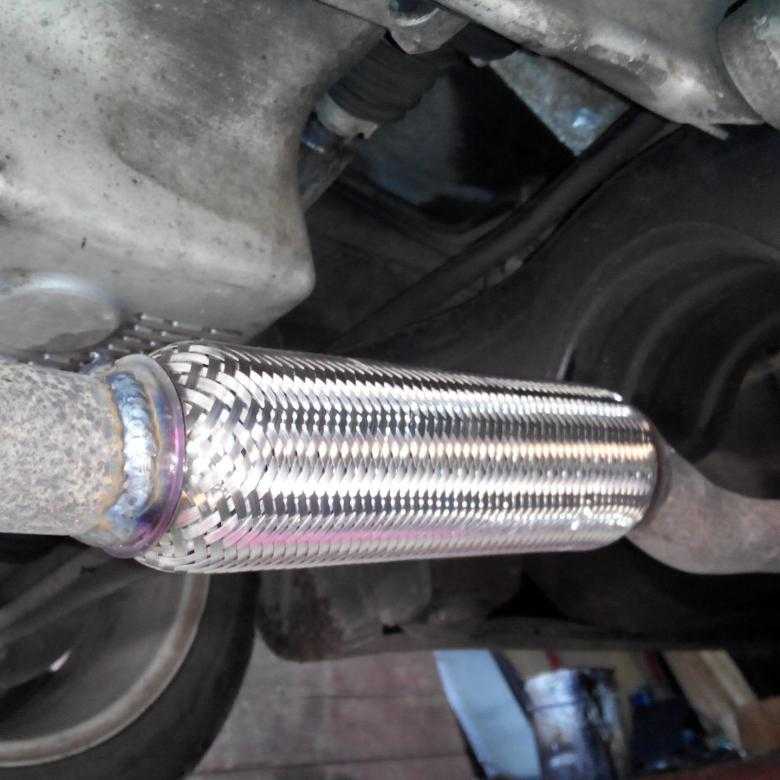
5.2 S-образное коробление
Как верхнее, так и нижнее коробление представляют собой простое коробление, а S-образное коробление и диагональное коробление, описанные ниже, представляют собой очень неприятные деформации. При таком короблении 10-20 листов картона должны быть перевернуты на 180 градусов в точке подачи производственной линии, прежде чем их можно будет укладывать в стопку. В то же время, когда коробление серьезное, в дополнение к описанному выше методу укладки следует добавить тяжелый предмет, чтобы сгладить коробление, иначе это создаст препятствия в последующем процессе изготовления коробки.
S-образное коробление возникает из-за:
5.2.1 Влажных полос в поперечном направлении свисающего бумажного рулона.
5.2.2 На стороне рулона подкладки много влаги.
5.2.3 Температура нагрева двусторонней машины неравномерна.
Из вышеперечисленных 3 пунктов можно сделать вывод, что основным ключом к преодолению S-образной деформации является то, что содержание влаги в бумаге-основе должно быть равномерным, за которым следует равномерный контроль температуры двухсторонней машины.
5.3 Коробление в продольном направлении
Коробление гофрокартона в продольном направлении не имеет ничего общего с бумагой-основой, что вызвано регулировкой натяжения в процессе производства гофрокартона. Это связано с тем, что натяжение бумаги из гофрированного картона на стойке для бумаги и трехслойной машине предварительного нагрева слишком велико, а разница в натяжении между односторонним гофрокартоном слишком велика. В то же время натяжение лицевой стороны гофрированного картона слишком сильное, что также является одной из причин ошибки длины на бумагорезальном станке. Решение заключается в уменьшении разницы в натяжении между односторонним профнастилом и профнастилом в процессе эксплуатации.
5.4 Диагональное коробление
Диагональное коробление представляет собой коробление, возникающее в результате комбинации продольного и поперечного коробления. Основные причины заключаются в том, что односторонний гофрокартон слишком нагроможден на мосту, чтобы стать перегруженным, натяжение одностороннего гофрированного картона слишком велико (натяжение является причиной продольного коробления) и изгибание , деформация вниз или S-образная деформация, как указано выше. Это вызвано разницей влажности гофрированного картона, нарушающей баланс расширения и сжатия. Поэтому, чтобы решить проблему диагональной деформации, необходимо всесторонне рассмотреть вышеупомянутые различные ситуации и устранить вышеупомянутые плохие ситуации одну за другой в процессе эксплуатации и наблюдать во время работы. Например, содержание воды в картоне можно сбалансировать путем распыления воды на односторонний гофрокартон или поверхность бумаги; натяжение бумаги можно регулировать, регулируя натяжение тормоза стойки для бумаги, можно регулировать угол обертывания подогревателя и угол обертывания машины для предварительной обработки. Контролируйте натяжение картона;
Это вызвано разницей влажности гофрированного картона, нарушающей баланс расширения и сжатия. Поэтому, чтобы решить проблему диагональной деформации, необходимо всесторонне рассмотреть вышеупомянутые различные ситуации и устранить вышеупомянутые плохие ситуации одну за другой в процессе эксплуатации и наблюдать во время работы. Например, содержание воды в картоне можно сбалансировать путем распыления воды на односторонний гофрокартон или поверхность бумаги; натяжение бумаги можно регулировать, регулируя натяжение тормоза стойки для бумаги, можно регулировать угол обертывания подогревателя и угол обертывания машины для предварительной обработки. Контролируйте натяжение картона;
Техническая служба – BHS Corrugated
Несмотря на все возможности, предлагаемые дистанционным обслуживанием, иногда вам просто нужна помощь специалиста на месте. Мы не только восстановим работоспособность вашего оборудования, но и поможем с профилактикой и техническим обслуживанием. Для всех ваших потребностей в механике, электрике, обработке данных или подаче пара — BHS Corrugated поможет вам с глобальной сервисной сетью.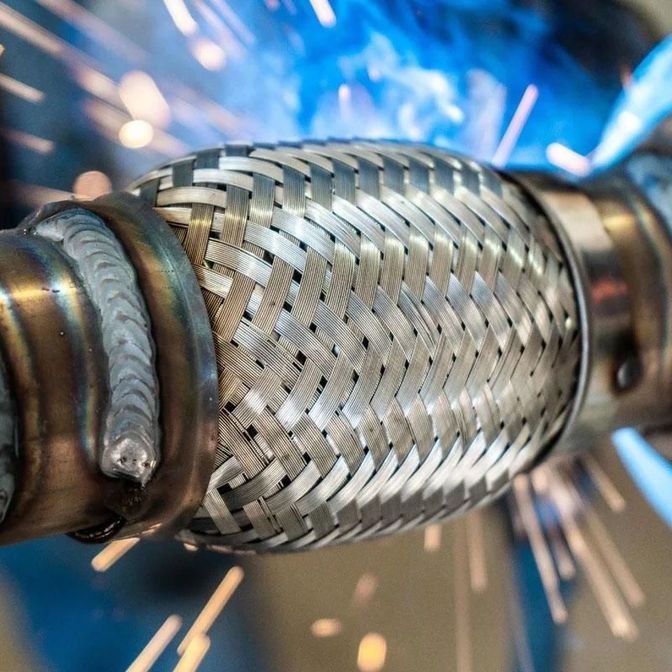
Благодаря более чем 50-летнему опыту работы в сфере технического обслуживания и более чем 650 специалистам по обслуживанию в более чем 20 странах, заботящимся о ваших проблемах и проблемах 24/7, BHS Corrugated является производителем гофроагрегатов с самой полной и лучшей сервисной сетью. Мировой. Таким образом, мы можем поддерживать вас с помощью услуг на месте, адаптированных для удовлетворения ваших потребностей и требований на протяжении всего жизненного цикла вашего гофроагрегата.
Подробнее о круглосуточной службе поддержки
Профессиональная установка и запуск BHS Corrugated закладывает основу для долгосрочного успеха ваших отдельных машин и систем для гофроагрегатов. Все параметры и настройки адаптированы друг к другу и оптимизированы в соответствии с вашими требованиями к производству и процессам.
Все параметры и настройки адаптированы друг к другу и оптимизированы в соответствии с вашими требованиями к производству и процессам.
Подробнее об установке и запуске
Многолетний опыт для эффективного запуска и бесперебойной работы в течение длительного времени – установка и запуск. Тщательные проверки часто позволяют добиться долгосрочных улучшений.Несмотря на новейшие цифровые технологии мониторинга, многие гофроагрегаты и процессы по-прежнему требуют циклических проверок на месте. Систематические проверки позволяют вам вносить долгосрочные улучшения в ваше оборудование и компоненты.
Подробнее о проверках
Наши услуги по техническому обслуживанию включают в себя профилактическое обслуживание для обеспечения высокой доступности системы и, в конечном счете, снижения затрат на обслуживание. Мы также предлагаем коучинг, чтобы помочь вашим сотрудникам справиться с некоторыми или всеми этими услугами.
Подробнее о техническом обслуживании
Профилактические меры для продления срока службы: регулярное техническое обслуживание поддерживает ваши машины и компоненты в отличном состоянии. Удаленная помощь не вариант? Наши специалисты решат проблему на месте и помогут минимизировать внеплановые простои.
Удаленная помощь не вариант? Наши специалисты решат проблему на месте и помогут минимизировать внеплановые простои.Если ваш гофроагрегат сломался, действовать нужно быстро. Достаточно одного звонка на нашу горячую линию. Если проблема не может быть решена удаленно, мы немедленно направим высококвалифицированного специалиста для устранения проблемы, минимизируя время простоя.
Подробнее о ремонте
Какую выгоду вы можете получить от комплексного технического обслуживания
- Всемирная сервисная сеть и круглосуточная доступность
- Высококвалифицированные специалисты по обслуживанию с большим опытом работы
- Всесторонняя и гибкая поддержка при техническом обслуживании – осмотр, техническое обслуживание, ремонт
- Быстрое, профессиональное решение технических проблемы для обеспечения высокой надежности производства и сокращения времени простоя
Cookie
Мы используем файлы cookie, чтобы упростить использование и улучшить наш сервис.