Как варить сваркой электродами для начинающих
В гараже, на даче, в частном доме что-то да приходится подварить. Для таких задач совсем не обязательно заканчивать курсы сварщиков — достаточно иметь бытовой сварочный аппарат, средства защиты, расходные материалы и немного потренироваться. Рассказываем, как правильно сваривать металл электродами начинающим и каких ошибок избегать при этом.
В этой статье:
- Виды электросварки
- Технология ручной дуговой сварки
- Как самостоятельно научиться варить электросваркой
- Основные ошибки
- Советы начинающему сварщику
Виды электросварки
Все виды электросварки заключаются в возбуждении электрической дуги между двумя концами разной полярности. При этом выделяется температура до 5000 градусов, которая плавит основной металл и присадочный, образуя сварное соединение.
Электросварку можно выполнять сварочным трансформатором.
Электросварка при помощи инвертора выполняется на постоянном токе, у которого предварительно была повышена частота (еще на стадии переменного), а затем ток был выпрямлен. Это обеспечивает:
Инверторы компактнее по размерам чем трансформаторы и меньше садят сеть. Есть модели на 220 и 380 V. Новичку лучше начинать варить инвертором РДС (ручной дуговой сварки). Такие аппараты еще называются инверторы ММА.
Сварка полуавтоматом или вольфрамовым электродом тоже построена на плавлении металла электрической дугой, но тут задействуются другие способы защиты сварочной ванны и методы передачи присадочного металла.
Технология ручной дуговой сварки
Для РДС сварки подается ток от аппарата на рабочие кабеля. Кабель массы присоединяется к изделию, а в руках у сварщика остается кабель с электрододержателем. От температуры дуги кромки стыка расплавляются.
Чтобы увеличить количество металла в шве, используют плавящиеся электроды. По мере их сгорания жидкий металл переносится на изделие. Защита сварочной ванны от внешней среды осуществляется благодаря обмазке электрода. Сгорая, она образует плотное облако дыма, изолирующее расплавленный металл от контакта с воздухом. После остывания поверх шва остается тонкая шлаковая корочка.
Шов формируется благодаря специальным движениям электродом. Если правильно все освоить, соединения будут равномерными по толщине и высоте, а также с нужной глубиной провара.
Как самостоятельно научиться варить электросваркой
Чтобы научиться варить ручной дуговой сваркой, потребуется собрать комплект оборудования, обзавестись индивидуальными средствами защиты, правильно настроить аппарат и освоить ряд движений.
Что нужно для работы
Сварочные аппараты
Приспособления для сварки
Сварочные электроды
Средства защиты сварщика
Настраиваем правильно аппарат и выбираем электрод
Во многом качество шва зависит от правильности настроек аппарата. Если выбрать слишком слабый ток, основной металл не проплавится, присадочный останется на поверхности, стык получится хрупким, не герметичным. Слишком большая сила тока приводит к подрезам, прожиганию, дугу трудно контролировать.
Слишком большая сила тока приводит к подрезам, прожиганию, дугу трудно контролировать.
Предлагаем сохранить таблицу настроек сварочного аппарата для ручной дуговой сварки. Характеристики приведены для работы в нижнем положении.
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
|---|---|---|
| 1-2 | 1.6 | 25-60 |
| 3 | 2-3 | 60-120 |
| 4 | 3 | 120-160 |
| 5-6 | 4 | 160-200 |
Как подключать электрод
Когда диаметр электрода и сила тока выбраны, можно включить аппарат и вставить электрод в электрододержатель. Последний может быть двух типов: пружинный и винтовой. Пружинный имеет нажимную лапку, на которую сварщик давит большим пальцем, а второй рукой вставляет электрод. Винтовой оснащен отверстием для вставки расходника и прижимным болтом. Пружинные держатели позволяют быстрее сменить электрод и помогут сэкономить время при объемных сварочных работах.
Последний может быть двух типов: пружинный и винтовой. Пружинный имеет нажимную лапку, на которую сварщик давит большим пальцем, а второй рукой вставляет электрод. Винтовой оснащен отверстием для вставки расходника и прижимным болтом. Пружинные держатели позволяют быстрее сменить электрод и помогут сэкономить время при объемных сварочных работах.
Применять самодельные электрододержатели в виде подпружиненного трезубца не советуем. Они опасны с точки зрения ТБ (Техника Безопасности), а оголенная токоведущая часть будет постоянно случайно касаться изделия, мешая процессу.
Для сварки в нижнем положении установите электрод под прямым углом относительно держателя. Если планируете варить вертикал или потолок, разместите электрод еще на 45 градусов от себя — так меньше придется сгибать запястье.
Подключаем кабеля к инвертору
Кабель массы и кабель электрододержателя имеют одинаковые разъемы для подключения к аппарату. Если предстоит сваривать толстый металл 5-6 мм, присоединяйте держатель к плюсу.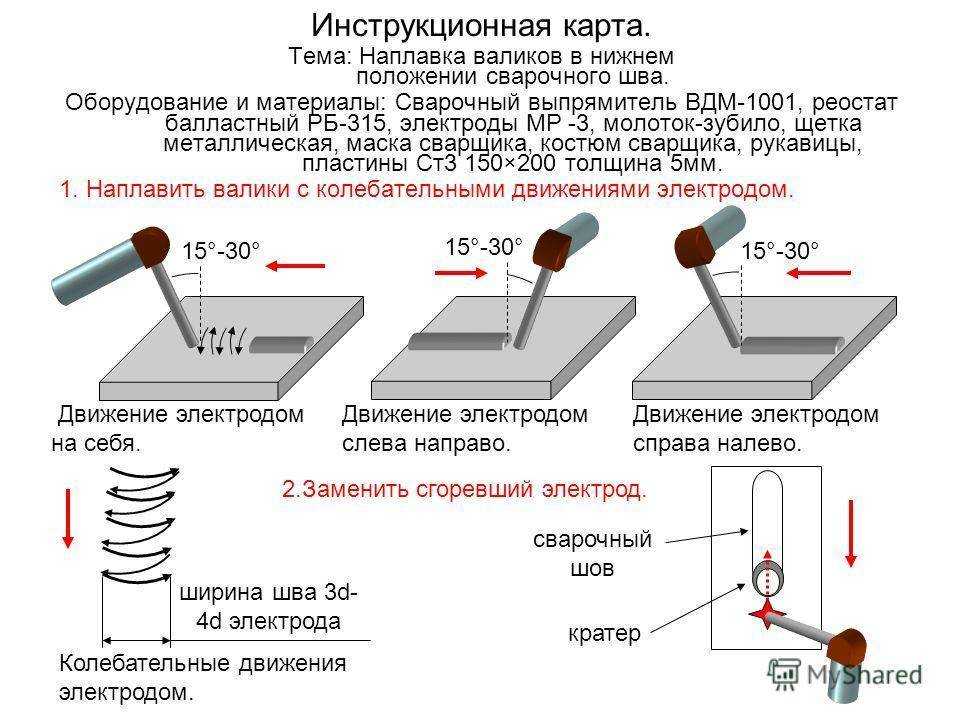 Тогда тепло будет концентрироваться на изделии, увеличится глубина провара.
Тогда тепло будет концентрироваться на изделии, увеличится глубина провара.
Когда требуется сварка тонкого металла, нужна обратная полярность — вставьте держатель в клемму со знаком «минус». Это уменьшит тепловложение, но варить придется быстро, поскольку кончик электрода начнет перегреваться.
Начало сварки: зажигаем дугу
Когда все собрано и подключено, надев маску, можно начинать розжигать электрическую дугу. Используйте для тренировки черновой кусок металла. Возбуждение дуги осуществляется постукиванием по поверхности или чирканьем о нее, как спичкой.
Новый электрод имеет оголенный кончик и зажигается достаточно быстро. Электрод, которым уже варили, если он успел остыть, поджигается труднее, поскольку у него на конце образовался «козырек» из обмазки. Нужно ударить 3-4 раза, чтобы ее отбить. Но не перестарайтесь, иначе без обмазки стержень начнет прилипать к изделию.
Наклон электрода
Когда дуга загорелась, не паникуйте.
Задача осложняется тем, что длина плавящегося электрода постоянно укорачивается, поэтому приходится приближать руку к изделию. «Твердая рука» приходит со временем, поэтому придется спалить не один электрод, прежде чем привыкните.
Когда уже освоили удержание электрической дуги, можно переходить к сварке. Прежде всего держите правильно электрод. Обычно варят, наклонив его на себя в пределах 30-60º. Некоторые сварщики выбирают оптимальное положение наклона 45º. Сварка углом назад обеспечивают хорошую видимость сварочной ванны, металл прогревается глубже. Сварка углом вперед (когда шов ведут от себя) содействует уменьшению прогрева. Это подойдет для соединения тонких металлов 1-2 мм.
Варить можно справа-налево или слева-направо, наклоняя электрод по разные стороны сварочной ванны. Здесь все зависит от доступа к месту соединения.
Движения электрода
На тонких металлах 1-2 мм, где две стороны плотно приставлены друг ко другу, никаких дополнительных движений не требуется. Возбуждается дуга, электрод выставляется на начало стыка, и медленно ведется вдоль линии соединения. Шов получится узкий, чешуйчатый.
На толстых металлах предусматривают зазор 1-2 мм, чтобы жидкий металл проник глубже. Если толщина пластины свыше 5 мм, необходима разделка кромок под углом 45 градусов. Тогда первый шов (называется корневой) прокладывается без дополнительных движений. А последующие нужны для заполнения ширины и требуют поперечных колебательных манипуляций. Это могут быть движения:
В идеале располагать деталь под небольшим наклоном, чтобы жидкий шлак не затекал в сварочную ванну. Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
Основные ошибки
Рассмотрим основные ошибки, которые допускают новички при сварке РДС:
 (хоть и очень хочется проверить качество соединения). Дайте ему немного остыть. Так Вы не повредите шов, а отлетевший горячий шлак, попавший на кожу, не причинит ожога.
(хоть и очень хочется проверить качество соединения). Дайте ему немного остыть. Так Вы не повредите шов, а отлетевший горячий шлак, попавший на кожу, не причинит ожога.Советы начинающему сварщику
В конце дадим ряд советов новичкам, чтобы варить было легче. Перед наложением шва две стороны изделия обязательно фиксируются между собой прихватками. В зависимости от размеров стыка потребуется от 2-х и более точек, с расстоянием между собой 8-25 см. Это необходимо, чтобы стороны на разошлись от термического расширения, когда Вы начнете варить с одного края.
Сварка тонкого металла 1 мм электродом возможна, но потребует тренировки. Самая частая проблема — прожоги. Установите силу тока 30-40 А и вставьте электрод диаметром 1.6 мм. Под изделие подложите медную или графитовую подложку. Она не даст разогретому металлу провалиться и не прилипнет к нему. Ведите сварку не сплошной дугой, а прерывистой (отрывайте кончик электрода каждые 1-2 секунды от поверхности, чтобы дуга погасла). Это позволит металлу немного остыть и сократит прожоги.
Это позволит металлу немного остыть и сократит прожоги.
Источник видео: Aurora Online Channel
Чтобы не стучать по чистовому изделию для распаливания электрода, имейте под рукой черновую заготовку. Распалите электрод на ней и сразу переходите на стык для соединения. Тогда меньше придется зачищать следы от сварки на изделии.
Новичку легче научиться варить, если аппарат обладает функцией «Антиприлипание». Когда электрод касается изделия, сварочный ток отключается. Не нужно тянуть держатель влево и вправо, пытаясь отломать расходник. С функцией «Форсаж» удобно варить тонкие металлы. При маленьком токе длина дуги короткая. Когда аппарат «чувствует», что дуга вот-вот погаснет, он на мгновение повышает сварочный ток. Функция «Горячий старт» обеспечит быстрый поджиг электрода без многочисленных постукиваний. Это актуально, если работы ведутся на ржавом металле. Тогда не придется предварительно много зачищать.
Функция «Горячий старт» обеспечит быстрый поджиг электрода без многочисленных постукиваний. Это актуально, если работы ведутся на ржавом металле. Тогда не придется предварительно много зачищать.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Как правильно варить сварочным полуавтоматом
Сварка в среде защитного газа считается одним из наиболее надежных методов обработки металла. Еще несколько лет назад она была доступна только профессионалам. Но сегодня специальный режим MIG, предназначенный для работы с аргоном и другими газами, есть практически на всех недорогих полуавтоматах бытового назначения. Чтобы вы смогли овладеть этой техникой, разберем, каковы особенности такой сварки, на что нужно обратить внимание при ее выполнении, и как правильно настроить приборы перед началом подобной работы.
Общее описание процесса
Этот метод сварки также предусматривает оплавление железа при воздействии на него высоких температур. Однако он имеет свои особенности. Работа при нем ведется с использованием проволоки и защитного газа.
Однако он имеет свои особенности. Работа при нем ведется с использованием проволоки и защитного газа.
Проволоку для такого типа работ выпускают в бобинах. Ее размер колеблется от 0,6 мм до 1,2 мм. Обычно для заготовок, толщина которых составляет 4 мм и менее, используют образцы в 0,6-0,8 мм. А вот для более толстых деталей нужна проволока диаметром в 1-1,2 мм.
Что касается защитного газа, то в качестве такового используют смесь углекислого газа и аргона. Можно ограничиться чистым углекислым газом. Он дешевле в закупке. Однако швы с ним получаются менее качественными. Этот вариант можно использовать для черновых работ. В остальных случаях лучше брать смесь. Газ для сварки подается на горелку через специальный рукав. Он защищает сварочную ванну от вредоносного воздействия внешних факторов, включая пыль, пониженные температуры, влагу.
Сварка в среде защитного газа имеет ряд особенностей, отличающих ее от классической дуговой. Среди таковых:
- Отсутствие дыма при плавлении железа.

- Возможность работы с любым материалом. Только этот метод годится для обработки изделий толщиной от полмиллиметра.
- Отсутствие шлака на готовом шве.
- Универсальность. Этот метод можно использовать для обработки всевозможных материалов, включая нержавейку, сталь, цветные металлы.
- Высокую скорость обработки материала в сравнении с классическим дуговым методом.

К недостаткам такого типа сварки относят невозможность работы с заготовками на открытой местности (при сильном ветре невозможно контролировать поток защитного газа).
Ключевые особенности работы
Использование полуавтомата для сварки металлических заготовок имеет ряд нюансов:
- При работе в среде защитного газа плюсовую клемму нужно подключать к горелке, а минусовую – к заготовке. Только в том случае, если вы работаете без защитного газа, следует подводить заготовку к плюсовой клемме, а для сварки использовать специальный тип проволок.
- Подбор проволоки в соответствии с тем материалом, из которого выполнена заготовка. Так, если вы работаете с алюминием, вам потребуется алюминиевая проволока, если с нержавейкой – нержавеющая.
- Перед началом работы нужно проверить состояние механизма подачи проволоки. Если он будет работать плохо, вам не удастся получить качественные швы.
- При настройке скорости подачи проволоки необходимо учитывать силу тока. Чем выше последняя, тем быстрее должна двигаться проволока.
- Токосъемный наконечник, расположенный на горелке, нужно подбирать с учетом диаметра проволоки. Этот элемент относится к расходным материалам. Его нужно время от времени менять. Кроме того, наконечник и сопло горелки нужно время от времени чистить, так как в нем скапливаются брызги от сварки. Если это не делать, со временем устройство засорится и будет подавать проволоку прерывисто. А это чревато браком.
- При работе в сетях с пониженным напряжением (менее 200 В) желательно использовать более тонкую проволоку. Это позволит получить шов высокого качества.
- При работе с тонкими заготовками сварку осуществляют точечно. Такая техника работы нивелирует риск прожога металла.
- Для подачи проволоки нужно использовать прочный твердый шланг. Гибкие элементы могут перегнуться во время работы. Это остановит подачу проволоки и может испортить шов.
- Перед началом работы необходимо откусить кончик проволоки, показавшийся из горелки. Он обычно плохо проводит электричество и не дает устройству разжечься.
 Так, если вы работаете с алюминием, вам потребуется алюминиевая проволока, если с нержавейкой – нержавеющая.
Так, если вы работаете с алюминием, вам потребуется алюминиевая проволока, если с нержавейкой – нержавеющая.
Также перед началом работы важно удостовериться в том, что вы правильно держите горелку. Если вы работаете в нижнем положении, она должна быть наклонена под углом в 60 градусов к заготовке. Расстояние от этого устройства до металлического листа должно составлять не менее 5 мм, но и не более 15 мм.
Общие правила работы
Чтобы получить качественные швы при работе с первыми заготовками, соблюдайте следующие правила сварщика:
- Следите, чтобы шов равномерно направлялся на оба фрагмента металла. Иначе вы получите хлипкое соединение.
- Между крупными заготовками (толщина металла у которых составляет более 3-х мм) обязательно оставлять зазор в 2 мм. Такая особенность работы позволяет получить качественный однородный шов. Если же этого не делать, шов получится поверхностным. Он сломается при первой же механической нагрузке на деталь.
 Иначе вы получите хлипкое соединение.
Иначе вы получите хлипкое соединение.Перед началом работы заготовки «прихватывают» в нескольких местах сверху и снизу. Чем крупнее листы металла, тем больше таких заготовок должно быть. Это позволяет избежать деформации шва, которая может появиться в результате перегрева материала.
Представленные рекомендации распространяются на все типы заготовок, с которыми вам может посчастливиться иметь дело. Чем раньше вы привыкните к таким особенностям работы, тем меньше производственного брака у вас будет получаться.
Как настроить сварочный аппарат для работы
Перед началом работы необходимо правильно настроить инструмент. Следует задать такие параметры сварки:
- силу тока;
- скорость подачи проволоки;
- давление газа (обычно устанавливается в пределах 1-2 атмосфер).

В инструкции к прибору можно найти рекомендуемые значения силы тока и скорости подачи проволоки для работы с теми или иными заготовками. Используйте их исключительно как ориентир. Помните, что они могут не подойти для ваших деталей в силу разных причин.
Совет: чтобы не испортить заготовку, обязательно опробуйте работу автомата с определенными настройками на ненужных образцах металла. Это позволит определить, подойдет ли вам выбранный режим, и по необходимости скорректировать параметры работы прибора.
Виды сварочных швов
Для обработки заготовок в домашних условиях можно использовать различные типы швов. Их классифицируют по типу соединения и пространственному положению.
Тип соединения у шва может быть:
- угловым;
- тавровым;
- в нахлест;
- в стык.
Что касается пространственного положения шва, то оно может быть:
- горизонтальным,
- вертикальным;
- потолочным;
- нижним.

Новичкам рекомендуется варить заготовки с типом соединения встык и в нахлест с нижним или вертикальным положением.
Вертикальный шов
Это один из основных типов швов, которым должен овладеть начинающий сварщик. Направление движения горелки в этом случае надо подбирать в зависимости от толщины заготовки. Если она менее 3 мм, двигаться надо сверху вниз, если более указанного значения – снизу-вверх. Во время работы горелку надо расположить под углом в 45 градусов к заготовке. При работе надо соблюдать такие требования:
- Следить за положением горелки. Она не должна отклоняться от заданного угла.
- Равномерно вести прибор. Если двигаться слишком быстро, шов будет неровным. Если слишком медленно – можно повредить материал.
- Соблюдать рекомендованную дистанцию между горелкой и заготовкой в 5-15 мм.
Вот и весь секрет получения ровного шва. Остальное сделает сварочный полуавтомат (при условии, что вы его правильно настроили).
Тонкости работы с заготовками толщиной менее миллиметра
Работа с листами металла толщиной 1 мм и менее того считается наиболее сложной. Однако такого мнения обычно придерживаются те люди, которые не умеют с ним работать. На самом деле справиться с ним не так тяжело, если соблюдать основные требования к сварочному процессу.
Для обработки тонких листов можно использовать один из следующих методов сварки:
- Заклепочный. Для него нужно проделать отверстия в одной из заготовок. Детали нужно складывать внахлест и проваривать металл через отверстия верхнего слоя.
- Обычный. Позволяет использовать любые типы соединений.
При работе с тонкими листами металла важно соблюдать такие рекомендации:
- Горелку надо вести плавно. Если ее задержать на одном месте, вы можете получить наплыв металла или же прожиг заготовки.
- При заклепочном методе начинать обработку материала надо от середины. Если нарушить это правило, можно залить металлом все отверстия. Это не позволит получить качественные швы.
- Силу тока и скорость подачи проволоки надо выставлять на минимальные позиции. В противном случае можно испортить заготовку.
 Это не позволит получить качественные швы.
Это не позволит получить качественные швы.Детали можно варить с небольшими промежутками в 1-5 см. Только в том случае, если вам нужен герметичный шов, следует проваривать материал по всей длине.
Провар образцов толщиной более 4 мм
Работа с заготовками толще 4 мм также имеет свои особенности. Для глубокого провара таких деталей с них снимаются фаски, а сама горелка ведется зигзагообразными или спиралевидными движениями. И это не все. Для получения высокого качества шва при работе с толстыми заготовками рекомендуется соблюдать такие правила:
- Заготовки следует располагать на расстоянии 2 мм друг от друга.
- Ширину шва нужно подбирать, исходя из толщины заготовок. Например, если она составляет 6 мм, то шов должен зайти на каждую заготовку как минимум на 3 мм.
Заготовки толщиной более 5 мм рекомендуется варить в несколько подходов. Сначала детали надо соединить по центру, а затем проварить заготовки сверху и снизу от первого шва.
Сначала детали надо соединить по центру, а затем проварить заготовки сверху и снизу от первого шва.
Выводы
Как видим, работать со сварочным полуавтоматом совершенно не сложно. Достаточно изучить технологию сварки в среде защитного газа. Подобрать необходимые расходные материалы и хорошенько попрактиковаться. И тогда вы сможете освоить представленную технологию обработки металла всего за пару дней.
Коммерческая автоматическая фритюрница с перемешиванием -LT-CD300T-A105 —
Рейтинг 0 из 5
(будьте первым, кто оставит отзыв)
Будучи полностью автоматизированной машиной для жарки, она может хранить более 1000 меню . Он может заменить 3 поваров и приготовить 2-3 кг еды за 3 минуты с энергоэффективностью 93%. Эта роботизированная кулинарная машина, способная равномерно обжаривать и нагревать на 360°, станет высококачественным оборудованием для коммерческих кухонь, таких как рестораны, торговые центры, столовые и т. д.
д.
- Описание
- Отзывы (0)
Автоматический вальцовщик
Автоматический миксер для обжаривания на 360°, равномерно перемешивающий продукты и соусы.
Приготовление за 3 минуты
Приготовление блюда весом 2–3 кг за 3 минуты на 20–35 человек.
Редактируемые 1000 меню
До 1000 предустановленных режимов меню, саморедактирование и хранение на SD-карте.
Равномерный нагрев
Трехслойный вок из утолщенного компаунда, обеспечивающий сильный/равномерный/мгновенный нагрев.
Легко моется
Вок-сковорода из нержавеющей стали с антипригарным покрытием. оперативная ручная и автоматическая очистка
Интеллектуальное управление
Панель управления с сенсорным экраном + голосовая трансляция в реальном времени + управление меню с саморедактированием.
Множественная защита
Множественные средства защиты для обеспечения стабильной работы оборудования, такие как защита питания и напряжения.
Высококачественные компоненты
Использование вогнутого энергосберегающего барабана из медной проволоки + немецкий Infineon IGBT может работать в течение 3000 часов.
Угол наклона 90°
Большой угол наклона от -30° до 90° хорошо подходит для автоматического приготовления, легко наблюдать за смешиванием продуктов.
- Модель №: LT-CD300T-A105
- .
- Производительность за одно приготовление: 2-3 кг
- Материал изделия: Нержавеющая сталь #304
- Материал барабана: нержавеющая сталь #443/чугун
- Экран дисплея: 7-дюймовый многофункциональный сенсорный экран
- Функции: Бочка Автоматический наклон
- Услуги: Индивидуальный OEM/ODM
- Меню: Функция хранения 1000 блюд
- Голос: Smart Voice Service
- Способ упаковки: Деревянный ящик
- Гарантия: 1 год
- Сертификат: CE
Эта коммерческая автоматическая кухонная машина идеально подходит для контроля огневой мощи, интеллектуального управления и большой емкости.
Подходит для жарки/тушения/супа/жареных блюд на больших коммерческих кухнях, таких как пищевая промышленность/китайские рестораны/гостиницы/столовые.
Зачем покупать:Благодаря преимуществам интеллектуального сенсорного управления + предварительно сохраненных 1000 меню + бесконтактного автоматического обжаривания, он соответствует требованиям защиты от вирусов/гигиены/безопасности во время эпидемический период.
Эта автоматическая сковорода может приготовить от 3 до 5 кг пищи не менее чем за 3 минуты и приготовить еду на 50 человек. Он не прилипает во время жарки и может очищаться автоматически.
Как производитель автоматических кухонных машин с независимыми исследованиями и разработками/дизайном/производством/продажами/техническим обучением, мы предоставили кухонные машины с сертификацией CE + оптовая цена дистрибьюторам/инженерам/торговцам кухонной утвари в более чем 50 странах.
Связаться с США
Имя *
Электронная почта *
Телефон
Страна
Требуемый продукт *
Ваше сообщение *
Automatic Automatic Cooking -Fishing -Product -Product -Producter -Producter -Producter -Producker -Producter -Producting -Productor -Producter.
- Последнее обновление
- Сохранить как PDF
- Вы можете настроить духовку на автоматическое включение позже, приготовление в течение заданного времени (время приготовления), а затем автоматическое выключение в заданное время остановки. См. пример и инструкции ниже (шаги с 1 по 7).
- Если вы начинаете приготовление вручную и хотите, чтобы духовка автоматически выключалась только после установленного времени приготовления: просто установите время приготовления, выполнив шаги 1–3 ниже и выбрав функцию и температуру. Духовка автоматически выключится, когда время приготовления закончится.
- В качестве альтернативы вы можете просто установить время дня, в которое духовка должна выключаться. Выполните шаги 4 и 5. Духовка автоматически выключится по истечении времени остановки.
- Таймер может быть включен одновременно с автоматическим приготовлением.
- При автоматическом приготовлении нельзя использовать щуп для мяса.
- Только для моделей с двумя духовками: Вы можете настроить одну или обе духовки на автоматическое приготовление. Если одна духовка настроена на автоматическое приготовление, вторую можно использовать в обычном режиме.
 Выполните шаги 4 и 5. Духовка автоматически выключится по истечении времени остановки.
Выполните шаги 4 и 5. Духовка автоматически выключится по истечении времени остановки.
Безопасное обращение с пищевыми продуктами: оставляйте продукты в духовке на как можно более короткое время до и после приготовления или размораживания. Это делается для того, чтобы избежать заражения организмами, которые могут вызвать пищевое отравление. Будьте особенно осторожны в теплую погоду.
Пример: Сейчас 11:05. Вы хотите, чтобы ваша еда готовилась в течение 1 часа, и вы хотели бы, чтобы она была готова к обеду (12:30).
Выбор функции и температуры
1. Выберите функцию. | 2. Отрегулируйте температуру |
3. Убедитесь, что часы показывают правильное время суток. | 4а. Дважды нажмите правую кнопку прокрутки. Загорится индикатор времени приготовления.
4б. Нажмите кнопку выбора для подтверждения. Дисплей будет мигать. |
5а. 5б. Нажмите кнопку выбора для подтверждения. Дисплей будет постоянно светиться. |
 Нажмите правую кнопку прокрутки, чтобы установить время приготовления. Убедитесь, что вы учитываете время предварительного нагрева в своих расчетах.
Нажмите правую кнопку прокрутки, чтобы установить время приготовления. Убедитесь, что вы учитываете время предварительного нагрева в своих расчетах.Установка времени остановки
6a. Нажмите правую кнопку прокрутки, чтобы перейти к индикатору времени остановки. 6b. Нажмите кнопку выбора для подтверждения. Дисплей будет мигать. | 7а. Нажмите правую кнопку прокрутки, чтобы установить время, к которому вы хотите, чтобы ваша еда была готова (т. е. время остановки). 7б. Нажмите кнопку выбора для подтверждения. Дисплей будет постоянно светиться. |
Только для моделей с двумя духовками:
Чтобы настроить автоматическое приготовление для второй духовки, нажмите кнопку выбора ВЕРХНЯЯ или НИЖНЯЯ, чтобы выбрать вторую духовку, и повторите шаги 1-7 выше.
Когда установлено автоматическое приготовление
- Духовка и освещение не будут светиться, ореолы не будут гореть, но ваша духовка теперь настроена на автоматическое приготовление. Он автоматически включится в нужное время.
- Через несколько секунд на дисплее отобразится время суток с включенными индикаторами времени приготовления и времени остановки, а также индикатором выбранной в данный момент духовки ( только для моделей с двумя духовками ).
Вы можете изменить функцию и температуру, пока духовка ожидает начала приготовления.
По истечении времени остановки
Духовой шкаф автоматически выключится, и прозвучит длинный звуковой сигнал.
Для проверки установленного времени приготовления и времени остановки
Только для моделей с двумя духовками: Нажмите кнопку ВЕРХНЯЯ или НИЖНЯЯ, чтобы выбрать печь, которую вы хотите проверить.
