что нужно для полуавтоматической сварки
с помощью автомата и полуавтомата позволяет создавать высококачественные надежные соединения деталей из разнообразных металлов совершенно любой толщины.
По этой причине она широко применяется на крупных производственных предприятиях разных отраслей промышленности. Но работа с полуавтоматическим оборудованием отличается от сварки полностью автоматизированным агрегатом.
Содержание
- Полуавтоматическая сварка: принцип работы, видовое разнообразие
- Правильная техника сварки с помощью полуавтомата
- Особенности сварных работ в среде защитного газа
- Технология работы с алюминием
- Сварка с проволокой
- Основные правила при проведении сварочных работ
- Заключение
Полуавтоматическая сварка: принцип работы, видовое разнообразие
Сварочный аппарат состоит из следующих компонентов:
- ;
- шланг для подачи проволоки;
- механизм подачи проволоки;
- панель управления рабочими процессами;
- проволока в мотке;
- электропровод;
- система полуавтоматического управления;
- шланг для подачи газа;
- редуктор для снижения газового давления;
- нагреватель;
- баллон с газом высокого давления;
- выпрямитель.


На отечественном рынке присутствует большое разнообразие подобного оборудования. Дабы упорядочить его виды, обратимся к одной из наиболее распространенных классификаций. По мере автоматизации сварных процессов сварочные аппараты могут быть ручными, полуавтоматическими и автоматическими.
Первый тип подобного оборудования более подходит для бытового использования, а второй и третий – для применения на крупных предприятиях, так как сварочные автоматы, полуавтоматы отличаются более высокой производительностью за единицу времени, а также позволяют получить более качественные соединения металлов, нежели при работе ручным сварным агрегатом.
Но стоит заметить, что автоматические сварки стоят значительно дороже ручных агрегатов, поскольку характеризуются более высоким комфортом для пользователя, имеют широкие функциональные возможности, работают дольше.
Полуавтоматы выступают наиболее приемлемым вариантом по соотношению цены, комфортабельности работы и количества функций.
Чтобы понять иные достоинства полуавтоматов, нужно уяснить, как работает полуавтоматическая сварка:
- внутри аппарата находится катушка с проволокой, выполняющей функцию плавящегося электрода и автоматический механизм подачи такой проволоки;
- подвижная проволока пропускается через газовое сопло под напряжением, что приводит к ее расплавлению;
- стабильная длина дуги обеспечивается автоматическим механизмом подачи сварки;
- оператор выбирает на свое усмотрение направление тока и скорость подачи проволоки для сварки, учитывая вид металла и скорость перемещения газовой горелки.
Понимание принципа работы полуавтоматической сварки позволяет уяснить, чем отличается автомат от полуавтомата. В автомате абсолютно все процессы автоматизированы, то есть, выполняются системой управления. В полуавтоматических сварочных аппаратах, как было сказано выше, некоторые из операций остаются за сварщиком.
Полуавтоматическая сварка делится на разные виды, исходя из наличия определенных характеристик.
По способу защиты материала в процессе выполнения сварных работ различают полуавтоматы для сварки:
- под флюсом;
- в инертных и активных газах.
Также полуавтоматы могут быть:
- Однофазными.
Функционируют от сети с напряжением в 220В, но если оно скачет, электрическая дуга не будет постоянной. Такое положение дел опасно появлению дефектов на сварных соединениях. - Трехфазными.
Функционируют не от каждой розетки, однако гарантируют высокое качество работы при любых нагрузках.
Чтобы стать высококвалифицированным сварщиком, важно уяснить, что нужно для сварки полуавтоматом: каких правил придерживаться, какие расходные материалы использовать.
Правильная техника сварки с помощью полуавтомата
Техника варения сварочным полуавтоматом крайне важна для получения качественных соединений, которые не утратят первоначальных эксплуатационных параметров со временем. Она отличается от технологии выполнения электродуговой .
Она отличается от технологии выполнения электродуговой .
Существенно и различие автоматически функционирующих приборов от полуавтоматических агрегатов. Рассмотрим основные техники сварных работ полуавтоматом.
Особенности сварных работ в среде защитного газа
При выполнении сварочных работ с использованием полуавтоматического оборудования может применяться газ. Это позволяет снизить процесс окисления металлической детали, подвергаемой сварке, и повысить прочностные характеристики созданного соединения.
Газ для сварочного можно применить разный, но чаще остальных используют: углекислый газ, гелий. Объяснить такую тенденцию можно их доступностью и низким расходованием при выполнении сварных работ.
Важно! При работе с углекислотой крайне важно качество предварительной подготовки свариваемой детали: чем тщательнее выполнена зачистка металлической поверхности, тем меньше вероятность, что на ней останутся частички пыли, грязи, остатки лакокрасочных изделий, ржавчина. Зачистку выполняют с помощью наждачной бумаги или железной щетки.
Зачистку выполняют с помощью наждачной бумаги или железной щетки.
Технология сваривания позволит понять, как пользоваться сварочным аппаратом при работе с газами.
Сварка в среде защитного газа.Их существует несколько видов:
- Непрерывное сваривание подразумевает ведение горелкой или электродом от начала и до конца шва.
Такая техника требует большого мастерства. - предполагает соединение металлических деталей путем организации множества сварных точек, а не при помощи сплошной дорожки.
- Сварное соединение коротким замыканием осуществляется, в большинстве ситуаций, для тонколистового металла путем его расплавления за счет подачи импульсов от короткого замыкания, образуемого в аппарате.
После замыкания расплавленный металл образует каплю, которая и соединяет две детали.
Многие мастера выбирают режим переменного тока при выполнении сварки полуавтоматом с углекислым газом. В начале работы оборудование следует настроить, исходя из типа рабочего металла и его толщины. Режим сварки определит расход газа, а вот проволока расходуется, в среднем, по 4 см за секунду.
Режим сварки определит расход газа, а вот проволока расходуется, в среднем, по 4 см за секунду.
На заметку! Уточнить настройки можно в таблицах ГОСТа с указанием актуального режима и норм для каждого вида металла.
После настройки оборудования и подготовки деталей можно начать соединение поверхностей с помощью полуавтомата. Включите подачу газа, возбудите электрическую дугу, коснувшись проволокой рабочей детали. Нажатие на кнопку Пуск на корпусе агрегата запускает механическую подачу электрода.
Качество швов определит соблюдение важных нюансов при работе:
- держите и ведите проволоку строго прямо, но не вплотную к заготовке, чтобы сохранить хороший обзор сварной ванны;
- соблюдайте нужный интервал между кромками свариваемых деталей при работе;
- согласно данной технологии толщина изделия до 1 см требует зазора не более 1 мм, а толщина изделия более 1 см требует зазора в размере 10% от данной величины.
 Как настроить давление защитного газа и его расход.» src=»https://www.youtube.com/embed/HJK7hbwLk34?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Как настроить давление защитного газа и его расход.» src=»https://www.youtube.com/embed/HJK7hbwLk34?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Технология работы с алюминием
Сварка полуавтомат позволяет варить разного рода металлы, и в том числе алюминий.
Схема сварки металла горелкой.Но при работе с таким металлом важно соблюдать особые правила, поскольку процесс характеризуется особенными свойствами:
- Поверхность алюминия покрыта тонким слоем амальгамы с температурой плавления намного выше, нежели у самого металла.
Поэтому потребуется применить инертный газ – аргон. - Алюминий быстро поддается плавлению, поэтому течет.
Чтобы избежать негативных последствий при работе сварочным полуавтоматом, примените подложка. - Сама сварка осуществляется плавящимися электродами при постоянном токе обратной полярности.
То есть, на деталь фиксируется отрицательный заряд, а на горелке – положительный.

Описанные приемы выполнения сварки алюминия позволят добиться качественного плавления заготовки и быстрого разрушение верхнего слоя, что в итоге обеспечит сварщику возможность создать надежные сварные швы.
Сварка с проволокой
полуавтоматического типа позволяет работать в газовой среде или без применения углекислоты, гелия, аргона. Соединения металлических деталей можно выполнить под флюсом, но такую технологию чаще используют в промышленных условиях, чем в быту из-за высокой стоимости флюса.
Для понимания специфики работы таким методом, стоит выяснить основные характеристики флюса. Это порошок, который помещен в середину сварного электрода.
Он плавится при воздействии высокой температуры и выделяет облако газа, надежно защищающее сварную ванну от риска окислиться.
На заметку! Основное достоинство порошкового электрода состоит в том, что он позволяет варить под открытым небом и в закрытом помещении при сквозняке. А это невозможно при газовой сварке, поскольку дорожка из-за ветра качественной не получится.
Специалисты не рекомендуют использовать полуавтомат вместе с самозащитными электродами, если работать приходится со слишком тонкими листами или среднеуглеродистой сталью. Иначе могут появиться дефекты в виде горячих трещин.
А чтобы повысить температуру сварной электрической дуги для максимально оперативного расплавления порошка внутри сварного электрода, стоит применить обратную полярность.
Основные правила при проведении сварочных работ
Принцип полуавтоматической сварки проволокой.
При выполнении сварочных работ на промышленных объектах используется сварка автомат или полуавтомат: в чем разница между этими видами сварных приборов максимально быстро поймет опытный мастер:
- сопровождается механизированным движением дуги и подачей электродов;
- полуавтоматическая сварка подразумевает механизированную подачу проволоки и ручное перемещение дуги.
Новичку в подобных вопросах важно овладеть основными правилами высококачественной сварки. Стать профессионалом и мастерски справляться с полуавтоматом можно только при изучении всех тонкостей сварки таким типом сварного оборудования.
Немаловажно при этом соблюдать технику безопасности: надевайте форму и маску для защиты от ультрафиолетового ожога. Внимательно изучите и всегда придерживайтесь норм и стандартов по ГОСТу. Не пренебрегайте правилами, которые помогут уберечься от травм.
Использовать преимущества полуавтоматической сварки в полной мере можно только, если понимать специфику работы с таким оборудованием.
Специалисты рекомендуют выполнить пробный шов на черновой детали или в том участке детали, где он будет практически не заметен. Это позволит убедиться в правильности установленных настроек на полуавтомате для сварки.
Обязательно прочтите инструкцию к прибору перед его включением, а в последствие соблюдайте ее беспрекословно.
Важно! Полуавтоматическая сварка не может работать без перерывов. Периодически делайте паузы, как указано в инструкции к прибору.
Заключение
Полуавтоматом для сварки пользуются как на промышленных объектах, так и для выполнения бытовых операций. Чтобы работать сваркой полуавтоматического типа мастерски, важно понимать, для чего нужен такой прибор: он позволяет выполнять надежные и долговечные сварные соединения металлических деталей.
При этом некоторые процессы в работе автоматизированы и не требуют внимания со стороны сварщика, но есть и такие, которые потребуется выполнить вручную.
 Сварка полуавтоматом» src=»https://www.youtube.com/embed/eqXtmUZiZGk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Сварка полуавтоматом» src=»https://www.youtube.com/embed/eqXtmUZiZGk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Как сварить алюминий полуавтоматом? — новости и статьи
1. Физико-химические свойства алюминия и его виды
Алюминий является одним из самых востребованных в промышленности металлом и при этом одним из самых трудно свариваемых. Причины сложности сварки алюминия кроются в его физико-химических свойствах. Рассмотрим каждый из факторов отдельно:
Большая теплопроводность. Высокая теплопроводность означает, что для того, чтобы нагреть металл, потребуется значительно больше энергии дуги, т.к. тепло очень быстро передается от более нагретых зон к менее нагретым зонам и чем больше габариты свариваемой детали, тем критичнее сказывается это свойство, что приводит к необходимости в ряде случаев использовать предварительный подогрев при сварке.
Низкая температура плавления. Данная особенность вкупе с высокой теплопроводностью приводит к тому, что алюминий очень легко перегреть и прожечь, а также привести к вытеканию сварочной ванны.
Наличие оксидной пленки. Оксидная пленка, образующаяся на поверхности алюминия, обладает значительно более высокой температурой плавления, чем сам алюминий, а так же маленькой пластичностью, что в сочетании с большим коэффициентом температурного расширения алюминия может приводить к трещинам.

Самыми распространенными сплавами алюминия, используемыми при сварке являются:
АК 5, АД, АД1, АМц, АМцс, АМг, АМг3, АМг5В, АМг6, АВ, АД31, АДЗЗ, АД35, М40, Д12, ВАД1, В92Ц.
2. Подготовка поверхности алюминия и оборудования перед сваркой
Перед тем, как приступать к сварке алюминия необходимо выполнить мероприятия по подготовке поверхности материала и подстройке сварочного оборудования.
Для подготовки алюминия под сварку производят механическую обработку кромок и околошовной зоны для удаления оксидной пленки. Использование промышленных растворителей необходимо для очистки поверхности алюминия и обезжиривания. Это очень важная часть подготовки, т.к. оксидная пленка алюминия с течением времени способна накапливать в себе большое количество влаги и если не удалить ее перед сваркой, то вероятность образования пор возрастает в несколько раз, а это самым негативным образом влияет на механические свойства сварного шва.
Использование промышленных растворителей необходимо для очистки поверхности алюминия и обезжиривания. Это очень важная часть подготовки, т.к. оксидная пленка алюминия с течением времени способна накапливать в себе большое количество влаги и если не удалить ее перед сваркой, то вероятность образования пор возрастает в несколько раз, а это самым негативным образом влияет на механические свойства сварного шва.
Механическую обработку кромок рекомендуется выполнять шабером или металлическими щетками достаточной жесткости, после чего зачищенные кромки следует снова обезжирить. Оксидная пленка образуется на поверхности алюминия практически мгновенно, но для образования наиболее тугоплавкой пленки требуется 1 — 2 ч.
В условиях полуавтоматической сварки алюминия в среде инертных защитных газов удаление окисной пленки также происходит в результате электрических процессов, происходящих у катода (катодное распыление).
3. Подготовка полуавтомата и его оснастки
После того, как Вы подготовили поверхность алюминия под сварку необходимо проверить, правильно ли настроен и укомплектован сварочный полуавтомат. Для сварки алюминия вместо углекислоты для газовой защиты необходимо использовать инертные газы, такие как аргон (Ar), гелий (He) или их смесь. Выбор газа и их пропорций в смеси влияет на вид валика и глубину проплавления (рис.1).
Для сварки алюминия вместо углекислоты для газовой защиты необходимо использовать инертные газы, такие как аргон (Ar), гелий (He) или их смесь. Выбор газа и их пропорций в смеси влияет на вид валика и глубину проплавления (рис.1).
| Рисунок 1 | ||
Для подготовки непосредственно полуавтомата следует произвести настройку аппарата и замену ряда комплектующих:
— Подготовить механизм подачи. В идеале механизм подачи должен иметь 4 ролика с U-образной канавкой без засечек (рис. 2) чтобы избежать смятия проволоки при подаче.
| Рисунок 2 | |
— Канал для подачи проволоки следует заменить на тефлоновый (рис. 3) для уменьшения коэффициента трения, а для более стабильной подачи проволоки тефлоновый канал должен быть вплотную подведен к роликам. Для более стабильного токоподвода и большего срока службы мы рекомендуем использовать тефлоновый канал с концом из витой проволоки, который вставляется в горелку (рис.4).
Для более стабильного токоподвода и большего срока службы мы рекомендуем использовать тефлоновый канал с концом из витой проволоки, который вставляется в горелку (рис.4).
| Рисунок 3 | Рисунок 4 |
— Для сварки алюминия полуавтоматом рекомендуется использовать горелку с длиной кабеля не более 3 м, но если планируется проводить сварку алюминия с кабелем большей длины или очень тонкой и мягкой проволокой, то необходимо использовать горелки типа Push-Pull (рис. 5) или SpoolGun (рис. 6).
| Рисунок 5 | Рисунок 6 |
— Из-за более высокого коэффициента теплового расширения алюминия следует использовать наконечник для токоподвода с бОльшим диаметром отверстия, чем диаметр проволоки на 1 размер (рис. 7) .
7) .
Рисунок 7 (неправильный подбор наконечников)
Так же стоит отметить, что наличие импульсных режимов в полуавтомате (одинарного и двойного) может значительно повысить качество получаемого соединения за счет улучшенного формирования сварочной ванны, а так же расширяет число пространственных положений ,в которых может производиться сварка алюминия. Наличие в полуавтомате синергетики облегчает задачу по выбору режима сварки.
4. Техника сварки алюминия
Сварка алюминия полуавтоматом требует не только подготовки оборудования. но и подготовки самого сварщика, т.к. техника сварки алюминия обладает рядом особенностей:
Сварку алюминия полуавтоматом следует выполнять углом вперед 10 – 15 градусов от нормали. Это позволить обеспечить необходимую газовую защиту шва (Рис. 8) .
Рисунок 8
При сварке вертикальных швов предпочтительнее использовать сварку на подъем для лучшей газовой защиты.
Нужно очень внимательно следить за температурным балансом алюминия, при перегреве чистого алюминия ванна может вытечь, при перегреве АМг может произойти закалка сварного шва. Для предотвращения вытекания шва рекомендуется делать V-образную разделку на обратной стороне детали. При недостаточных же тепловложениях и недостаточной зачистке можно получить большую пористость.
Для предотвращения вытекания шва рекомендуется делать V-образную разделку на обратной стороне детали. При недостаточных же тепловложениях и недостаточной зачистке можно получить большую пористость.
5. Сварочные режимы
Необходимым условием для высокого качества шва так же является использование капельного переноса без коротких замыканий – струйного или импульсного. Токи для струйного переноса указаны в табл.2.
| Таблица 2 | ||||||||||||
Диаметр проволоки, мм | Тип защитного газа | Токи струйного переноса, А | ||||||||||
| 0.8 | 100% Аргон | 85-95 | ||||||||||
| 1.0 | 100% Аргон | 105-115 | ||||||||||
1. 2 2 | 100% Аргон | 130-140 | ||||||||||
| 1.6 | 100% Аргон | 175-185 | ||||||||||
Таким образом, мы выяснили, что для сварки алюминия полуавтоматом не обязательно иметь очень дорогое оборудование, хоть оно и позволяет добиться наилучшего качества швов. Достаточно правильно подготовить свой полуавтомат и поверхность алюминия, а также подобрать режим сварки, который позволит получить струйный перенос металла.
Узнайте, как использовать Whirlpool Magicook 20C | Видеообзор, справочное руководство, руководство пользователя для Whirlpool Magicook 20C — Showhow2.com
Другие сайты
Предыдущий поиск
- СмартСтарт
- Уровни
- Популярный
- Все
Самые полезные функции, которые помогут вам начать работу и получить максимальную отдачу от вашего гаджета. Пользователи Smart Начните здесь.
Пользователи Smart Начните здесь.
Начинающий , Средний и Продвинутый . Экспертные группы функций позволяют вам учиться в своем собственном темпе! Попробуйте
То, что вы хотите, может быть в списке . Проверьте это здесь, прежде чем начать поиск!
Список всех демонстраций для изучения
- Новичок
- Промежуточный
- Расширенный
Список всех шоулетов принадлежит
Автоприготовление
Меню Автоприготовление — это опция приготовления с помощью одной кнопки.
Вам не нужно устанавливать время приготовления или мощность микроволн.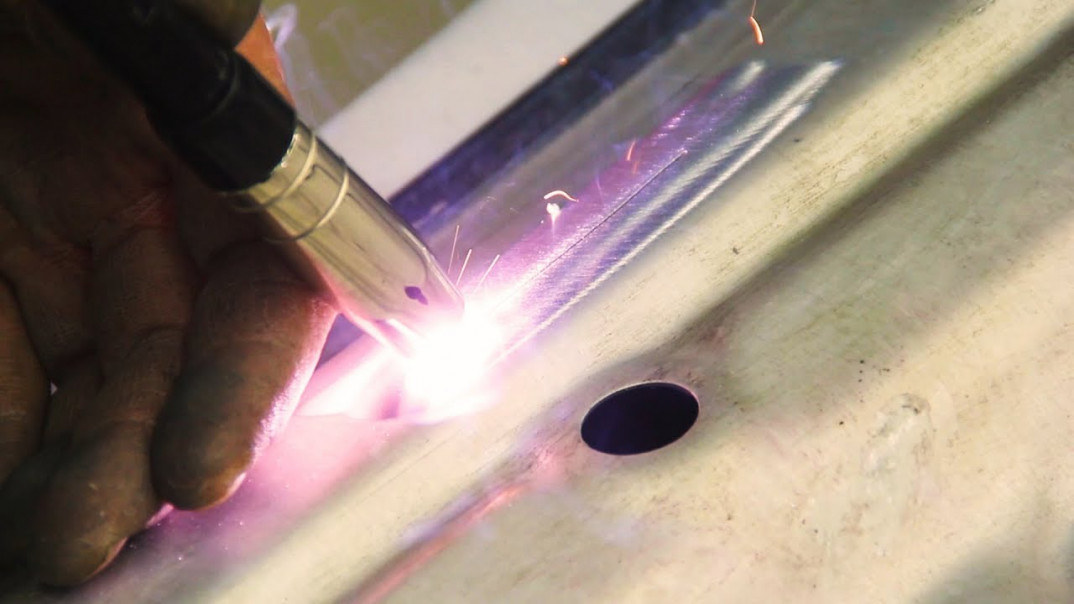
Используйте Auto Cook для удобного приготовления до восьми распространенных видов пищи.
Просмотрите страницу 10 вашего руководства, выберите тип пищи и установите вес или количество порций.
Auto Cook сделает все остальное.
Вот готовим 750 мл супа.
Шаг 1. Поместите приготовленную смесь в микроволновую печь…
Зарегистрируйтесь, чтобы просмотреть полную стенограмму.
Объем 20 л с утопленным поворотным столом 270 мм
Оптимальная вместимость для семьи из 6-7 человек.
2 года гарантии на магнетрон
Сенсорное управление фольгой
Для легкой и простой работы
Комбинированное приготовление пищи
Готовит одновременно в режиме соло и в режиме гриля для блюд, требующих предварительного подрумянивания и приготовления.
Полость из нержавеющей стали
Полость, которая способствует сохранению тепла и обеспечивает равномерное распределение микроволн за счет отражения микроволн для обеспечения равномерного приготовления
Функция памяти
Чтобы помочь вам быстро вызвать предпочтительную настройку, сохраненную ранее. Уровни мощности-11
Предоставляет вам возможность выбора из множества уровней мощности, обеспечивающих минимальные потери электроэнергии и лучшую в своем классе эффективность приготовления пищи.
Меню автоприготовления
8 меню автоматического приготовления блюд, которые чаще всего готовятся в микроволновой печи, одним нажатием кнопки
Блокировка от детей
Функция безопасности, которая блокирует настройки во время процесса приготовления. Он также автоматически отключает питание в момент открытия двери.
Уровни мощности-11
Предоставляет вам возможность выбора из множества уровней мощности, обеспечивающих минимальные потери электроэнергии и лучшую в своем классе эффективность приготовления пищи.
Меню автоприготовления
8 меню автоматического приготовления блюд, которые чаще всего готовятся в микроволновой печи, одним нажатием кнопки
Блокировка от детей
Функция безопасности, которая блокирует настройки во время процесса приготовления. Он также автоматически отключает питание в момент открытия двери.
- Спецификация : Whirlpool Magicook 20C
Технические характеристики: Whirlpool Magicook 20C 118 Конвекционная микроволновая печь - Ссылка для покупки: Whirlpool Magicook 20C
Whirlpool MAGICOOK 20C 118 Конвекция 20 л Микроволновая печь - Сравнение: Whirlpool Magicook 20C
Whirlpool Magicook 20C 118 Микроволновая печь Цена в Индии. - Buylink : Whirlpool Magicook 20C
Whirlpool Magicook 20C 118 Конвекционная микроволновая печь - Ссылка для покупки : Whirlpool Magicook 20C
Ручки Whirlpool Magicook 20C Белая конвекция 20 литров Микроволновая печь (черный) - Аксессуары : Whirlpool MAGICOOK GRILL 20G (20 литров)
Здесь вы можете сравнить цену Whirlpool MAGICOOK 20G GRILL(20 Ltr)
- Обзор : Whirlpool Magicook 20C
Отзывы о Whirlpool Magicook 20C 118 Конвекционная микроволновая печь
- Блоги : Laptopbatterylife
Здесь вы найдете описание и видео о вашем Whirlpool Мэджикук 20С.

Получить аксессуары для Whirlpool Magicook 20C
Коммерческая фритюрница с автоматическим приготовлением пищи — LT-CD300T-A105 —
Рейтинг 0 из 5
(оставь отзыв первым)
Полностью автоматизированная машина для жарки с перемешиванием может хранить более 1000 меню. Он может заменить 3 поваров и приготовить 2-3 кг еды за 3 минуты с энергоэффективностью 93%. Эта роботизированная кулинарная машина, способная равномерно обжаривать и нагревать на 360°, станет высококачественным оборудованием для коммерческих кухонь, таких как рестораны, торговые центры, столовые и т. д.
- Описание
- Отзывы (0)
Автоматический миксер для обжаривания
360° Автоматический миксер для обжаривания, равномерно перемешивает продукты и соусы.
Приготовление за 3 минуты
Приготовление блюда весом 2–3 кг за 3 минуты на 20–35 человек.
Редактируемые 1000 меню
До 1000 предустановленных режимов меню, саморедактирование и хранение на SD-карте.
Равномерный нагрев
Трехслойный вок из утолщенного компаунда, обеспечивающий сильный/равномерный/мгновенный нагрев.
Легко моется
Вок-сковорода из нержавеющей стали с антипригарным покрытием. оперативная ручная очистка и автоматическая очистка
Интеллектуальное управление
Панель управления с сенсорным экраном + голосовая трансляция в реальном времени + управление меню саморедактирования.
Множественная защита
Кнопка аварийной паузы + автоматическая пауза на 3 часа + защита от высыхания + отображение кода неисправности.
Высококачественные компоненты
Использование вогнутого энергосберегающего барабана из медной проволоки + немецкий Infineon IGBT может работать в течение 3000 часов.
Угол наклона 90°
Большой угол наклона от -30° до 90° хорошо подходит для автоматического приготовления, легко наблюдать за перемешиванием продуктов..
Особенности и преимущества: Подробности параметров продукта:- Модель №: LT-CD300T-A105 rt-CD300T-A105 9100111212121212121212121212121212121211212121212121212121121212121211121212121121121121. 50HZ
- Размер изделия: Д720*Ш500*В680мм
- Диаметр ролика: φ300мм*в415мм
- Производительность за одно приготовление: 2-3 кг
- Экран дисплея: 7-дюймовый многофункциональный сенсорный экран
- Функции: Бочка с автоматическим наклоном
- Услуги: Индивидуальный OEM/ODM
- Меню: Функция хранения 1000 блюд
- Голос: Smart Voice Service
- Способ упаковки: Деревянный ящик
- Гарантия: 1 год
- Сертификат: CE
Применение
Эта машина идеально подходит для приготовления пищи, интеллектуального управления кухней и управления огнем.
Подходит для жарки/тушения/супа/жареных блюд на больших коммерческих кухнях, таких как пищевая промышленность/китайский ресторан/гостиница/столовая.
Зачем покупать:
Обладая преимуществами интеллектуального сенсорного экрана + предварительно сохраненных 1000 меню + бесконтактного автоматического обжаривания, он соответствует требованиям защиты от вирусов/гигиены/ безопасность в эпидемический период.
Эта автоматическая сковорода может приготовить от 3 до 5 кг пищи не менее чем за 3 минуты и удовлетворит объем еды 50 человек. Он не прилипает во время жарки и может очищаться автоматически.
Как производитель автоматических кухонных машин с независимыми исследованиями и разработками / дизайном / производством / продажами / техническим обучением, мы предоставили кухонные машины с сертификацией CE + оптовая цена дистрибьюторам / инженерам / торговцам кухонной утварью в более чем 50 странах.