Сварка алюминия полуавтоматом

Алюминий является одним из сложных металлов для сваривания в нынешней промышленности, поскольку в процессе сварки возникает довольно много ситуаций, которые мешают правильному формированию шва. Что бы этого не произошло, для данного процесса используют разные дополнительные материалы, которые удаляют негативные свойства. В связи с этим сваривание алюминия полуавтоматом не выйдет без дополнительных приспособлений защищающих сварную ванну. Здесь потребуется необходимые средства и режимы для сваривания, в зависимости от сложившейся ситуации.

Сварка алюминия полуавтоматом без газа
При сваривании алюминия полуавтоматом, сварная ванна появляется не вязкая, например как со сталью, она становиться жидкой, как в работе с нержавейкой. Впоследствии у многих мастеров не выходит работать с подобного рода металлом. Основной проблемой является появление пленки из оксида на поверхности металла, причем весьма быстрого ее появления. Данный процесс очень популярный в производственной сфере, где мастера часто сталкиваться с подобным занятием, благодаря чему такая отрасль улучшается.
Преимущества
- Сваривание алюминия полуавтоматом выходит не таким уж дорогим, в отличие от цен на сваривание аргоном;
- Сваривание полуавтоматом используется для множества различных применений, поэтому считается универсальной техникой, является легко приобретаемой;
- Занимает минимум времени на подготовку оборудования, и на уборку в завершении процесса;

Недостатки
- Выполняя сваривание алюминия полуавтоматом без газа, формирование шва будет некачественным;
- Обязательное применение флюса, если защищающие газы отсутствуют;
- Сложный подбор сварочной проволоки, если не изучен состав металла;
- Из-за высокой скорости сплава, появляются затруднения в образовании требуемого валика шва.


Характерные сложности в проведении работ

Если сваривать алюминий полуавтоматов без применения аргона, то сварная ванна будет подвергаться различным внешним факторам. Замена или отсутствие газа повлекут за собой низкий уровень защиты, после чего могут образоваться микротрещины, поры и раковины. Главная проблема в том, что оксидная пленка плавиться при разогреве около 2 тысяч градусов, в то время как алюминий в три раза быстрее. Раскаленные капли металла заворачиваются в оксидную пленку, и сваривание с основной массой изделия нормально не выходит.
Технология сваривания алюминия полуавтоматом требует учет усадки данного металла, поскольку коэффициент расширения у него немного больше в отличие от остальных сплавов, и часто возникают различные деформации, из-за расширения на месте сваривания шва, что приведет к искажению на поверхности металла. Еще следует помнить, что из-за повышенной текучести металла, процесс сварки в некоторых положениях становится сложнее. Для сварки алюминия полуавтоматом нужны четкие соблюдения параметров, и скорость подачи проволоки.
Методы сваривания полуавтоматом

Одним из наилучших методов сваривания алюминия полуавтоматом осуществляется в аргоне. Этот газ является защитной средой, которая покрывает сварную ванну, создавая непреодолимый барьер, защищающий от попадания различного мусора, грязи, и атмосферного кислорода. Применение аргона является довольно дорогостоящим, поэтому его используют только в необходимых ситуациях в сваривании трудных металлов.
Сваривание алюминия полуавтоматом без газа, метод гораздо дешевле. Тут применяют сварочную проволоку или электрод, а защитой является флюс или обмазка электрода. В этом случае наибольшее число брака, однако, процесс довольно быстрый и не требует долгой подготовки, поэтому считается более востребованным, особенно в частных сферах.
Сваривание алюминия полуавтоматом с помощью углекислого газа, считается средним процессом между двумя предыдущими. Применение такого газа делает эффект соединения лучше, поскольку есть возможность разогрева металла перед сваркой, а в плане финансов он не дорогой в отличие от аргона. В связи с этим, сваривание алюминия простым полуавтоматом, имеет более частое использование и больше видов.
Выбор полуавтомата

При полуавтоматическом сваривании алюминия требуется четко настраивать параметры на оборудовании, поэтому при выборе техники следует обратить внимание на чувствительность регулировки. При работе на полуавтомате возможность выбора тонких присадочных материалов, зависит от того, насколько низко выставляется ток. Стандартной работой электродом начинается от 1.6мм, но если существует более низкий параметр, то будет проще. Большое и мощное оборудование может работать с металлами более 5мм толщиной, но часто оно оказывается чересчур большим.
Когда работы проводятся в закрытых помещениях, следует обращать внимание, имеется ли режим автоматического отключения. Тем самым будет возможность прекращения работы, когда аппарат начнет действовать в опасном для себя режиме. Тут вентиляция сыграет важную роль в обеспечении длительной непрерывной работы. Для подачи проволоки требуется выставлять режим удобный для вас. Перед тем как делать выбор полуавтомата для сваривания алюминия, сначала стоит разобраться с толщиной металла и типом деталей.
Подготовка алюминия к сварке

Обработка заготовки для сваривания имеет несколько этапов, благодаря которым шов сформируется ровнее, и будет отсутствовать появление микротрещин в нем. Вначале требуется, почистить заготовку от различной грязи, жировых пленок и прочих вещей. Осуществляется щеткой по металлу или наждачной бумагой, в зависимости от толщины металла.
После, обработать все растворителем, который удалит налет и оксидную пленку. Для этого потребуется протереть ацетоном или другими химическими веществами место для предстоящего соединения. Когда толщина металла составляет от 4мм и больше, требуется скосить кромки, угол скоса которых от 30 до 45 градусов. В противном случае не будет необходимого провара на требуемую глубину.
Инструкция
Технология сваривания алюминия состоит из нескольких шагов:
- Подготовительные процедуры, благодаря которым жировой пленки и прочих негативных образований не будет;
- Четко поставленные параметры для оборудования, в соответствии с металлом;
- Нанесение флюса на место сваривания;
- Сварка с учетом поведения металла, а еще коэффициент его расширения, которые исправляются только в период охлаждения заготовки;
- В конце сваривания дать остыть металлу, затем совершить проверку сваривания при помощи керосина или других методов;
- Обработать шов до красивого эстетического вида.
Меры осторожности
Во время процесса следует соблюдать технику безопасности. Для личной защиты нужна спецодежда и маска для сваривания, которые обеспечат защитой от раскаленного металла.Баллон следуют поставить на необходимое расстояние от сварочных работ, не менее 5 метров. Перед началом процесса требуется убедиться в исправности оборудования, в основном проверить целостность шлангов. И не стоит забывать об элементарной электробезопасности.
Технология сварки алюминия полуавтоматом своими руками
Алюминий считают одним из самых сложно свариваемых металлов, которые применяются в современной промышленности, так как здесь может возникнуть множество проблем, которые мешают образованию ровного шва. Для увеличения качества применяются различные дополнительные средства, который нейтрализуют негативные свойства. Таким образом, сварка алюминия полуавтоматом не обходится без дополнительного оснащения, которое предназначено для защиты сварочной ванны. Для каждого случая может потребоваться свой набор средств и особые режимы оборудования.

Сварка алюминия полуавтоматом без газа
Сварка алюминия полуавтоматом осложняется еще тем фактором, что сварочная ванна является не вязкой, как это происходит со сталями, а жидкой, как это происходит при сварке нержавейки. Из-за этого возникают сложности у мастеров, которые не встречались с такого рода материалом. Одной из главных проблем свариваемости металла является образование на его поверхности оксидной пленки, причем это делается достаточно быстро. Из-за широкой распространенности в промышленной сфере мастерам часто приходится заниматься такого рода сваркой. Благодаря этому, постоянно идет улучшение этой отрасли.
Преимущества

- Сварка алюминия полуавтоматом получается относительно дешевой, так как ее себестоимость ниже сварки аргоном и других способов;
- Полуавтомат применяется для многих процедур сваривания, так что это универсальная техника, с которой многие сварщики имеют опыт работы;
- Процесс сваривания происходит достаточно просто, благодаря автоматической подаче присадочного материала;
- Сварочная проволока, используемая для данного метода, всегда является доступной;
- Не требуется много времени, чтобы подготовить технику, а также потом убрать все после работы.
Недостатки
- Сварка алюминия полуавтоматом теряет надежность, если не используется газ, и швы получаются не самого лучшего качества;
- Использование флюса является обязательным, если нет аргона или другого защитного газа;
- Если неизвестен состав сплава, то трудно подобрать сварочную проволоку;
- Высокая скорость электрической сварки усложняет процесс формирования нормального валика шва.
Характерные сложности проведения работ
Свара алюминия полуавтоматом без аргона осложняется тем, что сварочная ванна данного металла очень подвержена влиянию внешних негативных факторов. Другой газ, или же его отсутствие, не дают должного уровня защиты, поэтому, после проведения операции может возникнуть трещина. Внутри шва появляются поры и раковины. Самой большой проблемой, которой осложняется сварка алюминия полуавтоматом, является оксидная пленка, которая плавится только при температуре выше 2 тысяч градусов, тогда как у алюминия этот показатель более чем в три раза ниже. Расплавленные капли металла просто оборачиваются в нее и не могут нормально свариться с остальной массой металла.

Сварка алюминия полуавтоматом без аргона
Технология сварки алюминия полуавтоматом предполагает учет усадки этого металла, так как коэффициент расширения у него заметно выше у других видов материала, поэтому, может возникнуть проблемы деформации, так как в месте соединения шов будет расширяться и это приведет к искажению поверхности заготовки. Также стоит отметить повышенную жидкотекучесть металла, из-за которой осложняется проведение процедур соединения во многих положениях. Сварка алюминия полуавтоматом требует точного выставления параметров, в том числе и скорости подачи присадочного материала.
Способы сварки полуавтоматом
Одним из самых надежных способов является сварка алюминия полуавтоматом в аргоне. Данный газ представляет собой инертную среду, которая надежно обволакивает сварочную ванну и создает непроницаемый слой, который ограждает от попадания кислорода из атмосферы и других негативных факторов. Использование аргона оказывается дорогостоящим мероприятием, так что его применяют только в самых ответственных ситуациях, когда идет соединение сложных металлов.
Сварка алюминия полуавтоматом без газа куда более простой и дешевый способ. Здесь используется электрод или сварочная проволока, а в качестве защиты выступает флюс или обмазка электрода. Именно в данном случае может наблюдаться наибольшее количество брака, но все проводится достаточно быстро и не требует длительной подготовки, поэтому данный метод пользуется популярностью, особенно в частной сфере.
Сварка алюминия полуавтоматом в среде углекислого газа является промежуточным процессом, между двумя предыдущими крайностями. Использование другого газа дает лучший эффект сваривания, позволяет подогревать металл перед соединением и в то же время его себестоимость является не столь высокой, как в случае использования аргона. Таким образом, сварка алюминия обычным полуавтоматом имеет несколько часто используемых различных разновидностей
Подбор полуавтомата
Благодаря тому, что полуавтоматическая сварка алюминия проводится удачно только тогда, когда соблюдены все параметры, при выборе техники стоит обращать внимание на диапазон и плавность регулировки данных параметров. Чем ниже минимальный ток, который может подавать техника, тем с более тонкими присадочными материалами может работать полуавтомат. Нормальной считается работа с электродами от 1,6 мм, но если будет более низкий параметр, то это к лучшему. Массивные и мощные аппараты могут работать и с материалами выше 5 мм толщиною, но зачастую они оказываются слишком массивными.
При работе в закрытых помещения стоит обращать внимание на наличие режима автоматического отключения. Он сможет прекратить работу техники, когда она будет работать в опасном для себя режиме. Также важным моментом является принудительная вентиляция, которая обеспечит более длительное время беспрерывной работы. Режимы подачи присадочного материала являются делом индивидуального выбора, так как многие мастера обходятся и без них. Так что если заняться вопросом, какой полуавтомат лучше для сварки алюминия, то следует сначала определиться с толщиной и типов деталей.
«Важно!
Чем больше делений на технике, тем более точно можно будет подстроить режим ее работы.»
Сварка алюминия полуавтоматом своими руками предполагает передерживание следующих режимов сваривания металла:
| Толщина детали, мм | Сила тока, А | Скорость сварки, м/час |
| 0,6 | 70 | 73 |
| 1,3 | 125 | 153 |
| 1,6 | 130 | 73 |
| 2,3 | 235 | 73 |
| 3 | 315 | 73 |
Подготовка алюминия к сварке
Перед началом соединения имеющиеся заготовки стоит тщательно подготовить, чтобы они лучше сваривались. Обработка состоит из нескольких этапов, без которых возникает риск образования трещин и неровного образования шва. Первой процедурой является зачистка. Следует очистить металл от грязи, налета, масла, жира и прочих лишних вещей. Это делается механическим путем при помощи щетки по металлу. Если толщина заготовки относительно небольшая, то можно обработать и при помощи наждачной бумаги.

Зачистка алюминия перед сваркой полуавтоматом
На второй стадии происходит обработка растворителями. Это требуется для уничтожения налета и оксидной пленки, которые могли остаться после механической обработки. В качестве растворителя можно использовать ацетон и прочие подобные вещи. Жидкостью нужно протереть место будущего соединения. Если толщина заготовки составляет от 4 мм и выше, то во время подготовки нужно еще обработать кромки. В ином случае металл не сможет провариться на нужную глубину. Угол скоса может составлять от 30 до 45 градусов.
Инструкция
Технология сварки алюминия полуавтоматом предполагает следованию следующим шагам:
- Подготовительная процедура, которая помогает ликвидировать все налеты и прочие негативные явления, которые будут мешать свариванию;
- Выставление заданных параметров для работы техники с конкретной заготовкой;
- Нанесение флюса на место сваривания;
- Проведение самого процесса сваривания, с учетом нестабильного поведения металла, а также коэффициента его расширения, который правятся уже во время остывания;
- После окончания сварки нужно подождать, пока металл остынет и проверить качество соединения при помощи керосина или другим способом;
- Путем обработки придать шву красивый эстетический вид.
«Важно!
Благодаря высокой текучести металла в расплавленном состоянии все процедуры проводятся в нижнем положении.»
Техника безопасности
Во время работы нужно соблюдать меры предосторожности. Необходимо использовать сварочную маску, одежду, которая бы защитила от попадания расплавленного металла и искр и так далее. Запрещает варить на открытом воздухе во время осадков. При использовании газа нужно отодвигать баллоны на расстояние от 5 метров и больше от открытого огня. Перед каждым запуском техники нужно убедиться в ее работоспособности, чтобы во время работы не возникло непредвиденных опасных ситуаций. Это касается соединения электрических проводов и целостности газовых шлангов, которые могут стать причиной несчастного случая.
Сварка алюминия без Защитного газа
Алюминий нашел широкое применение в разных отраслях промышленности и заработал свою популярность благодаря важным характеристикам, таким как прочность, устойчивость к коррозии и низкая плотность. Чистый алюминий применяется в электротехнической, химической и пищевой промышленности, потому как имеет невысокую прочность. В то время как сплавы имеют широкую область применения, некоторые из них в значительной степени превосходят чугун, сталь и другие металлы.
Сваривание алюминия производится с использованием обратной полярности тока. Главной особенностью сварочных работ с алюминием является наличие оксидной пленки, которая покрывает расплавленный металл. Пленку характеризует ее тугоплавкость, потому как температура ее плавления в несколько раз больше температуры плавления алюминия и составляет более 200 градусов по Цельсию.
Помимо этого оксидная пленка нередко появляется на поверхности ванны и в значительной мере препятствует сварочному процессу, сказываясь на стабильности работы и образовывает непровары в металле шва. По этой причине работа с алюминием связана с тщательным подбором рода тока и материалов. Профессионалы советуют использовать специальные электроды из вольфрама, с помощью которых можно производить сваривание алюминия и сплавов с ним. Одни специалисты рекомендуют использовать переменный ток, другие – постоянный, но с условием создания обратной полярности.
Одним из самых перспективных направлений сваривания алюминия является сварка полуавтоматом без газа. Чтобы проводить подобные работы требуется применять специальную проволоку, которая имеет сердечник из флюса, который прекрасно заменяет защитную сварочную ванну. Нередко такая проволока называется порошковой, потому как внутри нее расположена трубка с флюсом. Флюс – это порошок, который близок по составу и свойствам к обмазке обычных электродов для дугового сваривания. Данный порошок создает отличную защиту процесса работы сварки алюминия.
Ввиду того что флюсовая проволока имеет низкую жесткость, ее следует подавать на поверхность металла шва без прикладывания чрезмерных усилий. Также необходимо строго соблюдать полярность: минус подключается к держаку, а плюс – к свариваемому изделию. Стоимость сваривания полуавтоматом без использования газового баллона значительно выше, потому как 500 грамм проволоки стоит 8 и более долларов.
В наше время полуавтоматическое сваривание не уступает по распространенности дуговой сварке и широко применяется для проведения сварочных работ с металлами и сплавами. Приступая к работе с алюминием, требуется внимательно изучить его особенности, в частности появление оксидной пленки на поверхности расплавленного металла. Если не обращать внимания на такие особенности, добиться высокого качества сваривания, комфорта при проведении процесса, а также прочности, надежности и долговечности металла практически невозможно.
Сварка алюминия полуавтоматом в среде углекислого газа
Сегодня для сварки металлов применяют различные сварочные аппараты. При их выборе учитывают свойства и поведение металлов во время выполнения сварочных работ. Особый подход требует алюминий и его сплавы. Как и стальные сплавы, этот металл широко используется во многих сферах, поэтому вопрос соединения алюминиевых конструкций и отдельных изделий из него совсем не праздный. Чаще других для этих целей применяется сварка алюминия полуавтоматом.
Особые свойства алюминия
Широкое использование алюминия объясняется его небольшим удельным весом, достаточно стабильной прочностью и коррозионной устойчивостью. Но его поведение при тепловой обработке создает сложности при соединении алюминиевых конструкций и деталей с помощью сварки. Это объясняется спецификой физико-химических свойств алюминия:
- он не изменяет свой цвет при сильном нагревании, поэтому трудно понять по цвету о степени прогрева металла;
- имеет широкий температурный диапазон плавления в отличие от стальных сплавов и начинает плавиться при низком температурном пороге, теряя при этом свою прочность;
- не проявляет склонности к намагничиванию;
- обладает высокой теплопроводностью (в среднем в 5 раз больше, чем стальные сплавы), поэтому при нагреве зоны соединения тепло интенсивно распространяется по всей свариваемой детали. Чтобы его не терять, перед проведением сварочных работ, особенно больших алюминиевых изделий, предварительно проводят их нагрев;
Из-за активного взаимодействия алюминия с кислородом воздуха на его поверхности образуется окисная пленка. При достижении определенной толщины она затем начинает служить защитой алюминия от дальнейшего окисления. В то же время, окисная пленка создает сложности при сварке, т. к. плавится при температуре 2050-2200 о С, в отличие от самого металла, имеющего точку плавления в районе 660 о С.
Задачи сварщика при работе с алюминием
Учитывая особенности поведения алюминиевых сплавов при сварке, вы должны решить в процессе работы основные задачи: избавиться от оксидной пленки, обеспечить стабильную дугу во время сварки и своевременную подачу сварной проволоки, чтобы сварочный процесс алюминия был непрерывным, в противном случае его придется начать заново.
- избавиться от окисной пленки в месте шва: пробить ее электрическим импульсом или провести механическую очистку поверхности с помощью металлической щетки или путем химического травления. Для пробивания пленки используют специальный импульсный режим работы оборудования;
- при выборе режима сварки не допустить прожогов металла из-за повышенной теплопроводности и низкого порога плавления алюминия, приводящего к быстрой потере прочности при нагревании. Для этого он должен обеспечить нужную температуру процесса и дугу от 12 до 15 мм длиной, выбрать правильные электроды и размер присадочной проволоки, подходящий для толщины соединяемых алюминиевых деталей и сопла горелки;
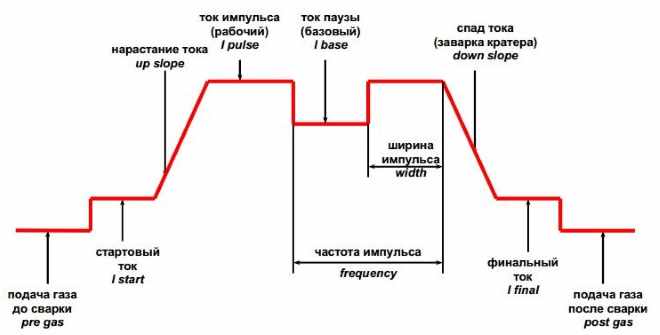
- учитывать склонность алюминия к значительной линейной усадке (почти вдвое больше, чем у сталей) при быстром остывании после нагрева, т. к. это ведет к созданию внутреннего напряжения с образованием деформационных трещин или кратеров в области шва. Для предотвращения этого начинать сварочный процесс нужно при большом сварочном токе, чтобы пробить оксидную пленку, а заканчивать — постепенно снижая его к концу процесса, это смягчит резкую смену температуры и не даст образоваться кратеру.
Технологические особенности сварки
Полуавтоматическая сварка алюминия должна выполняться под защитой инертного газа. В основном для этого используют аргон. Иногда к нему добавляется гелий.
Разбавление аргона углекислым газом при сварке алюминия, как это делают при соединении стальных конструкций аргонодуговым способом, недопустимо.
Допускается выполнение сварного шва полуавтоматом без применения нейтрального газа при условии использования порошковой расходной проволоки. При нагреве она начинает распылять железосодержащий порошок, который образует облако и служит диэлектриком, выполняющим защитную роль также, как инертный газ.
Использование порошковой проволоки в качестве защитного флюса при сварке алюминия стоит применять только в исключительных случаях, т. к. при таком методе сварной шов не будет отличаться высоким качеством.
Задачи, которые стоят перед сварщиком при работе с алюминием, успешно можно решить с помощью сварочного полуавтомата с использованием TIG и MIG технологий.
При TIG технологии используются неплавящиеся электроды на основе вольфрама и присадочная проволока, автоматически заполняющая стык между деталями. При использовании этой технологии необходимо наличие в полуавтоматическом устройстве режима переменного тока, а также высокочастотного розжига дуги.
В этом случае окисная пленка пробивается путем «катодного» распыления ее поверхности в моменты тока с обратной полярностью.
При MIG методе в качестве присадки используют сами электроды, т. к. они являются плавящимися. Такой электрод равномерно подается в сварную зону с помощью устройства автоматической подачи проволоки.
Сварка алюминиевых сплавов полуавтоматическим аппаратом MIG способом проводится с использованием постоянного тока, имеющего обратный характер полярности. Рассмотрим его подробно.
Сварка постоянным током обратной полярности
Процесс выполнения такой сварки изображен на рисунке:

При ее проведении сварочная дуга окружена парами металлического расплава электродной проволоки. Капли жидкого алюминия при постоянной подаче проволоки в виде ионов притягиваются «катодной» поверхностью сварной ванны. При этом происходит их нейтрализация с образованием дополнительного тепла.
В результате такого процесса поверхностная оксидная пленка разрушается. Если окисный слой значительный, то перед проведением сварки его нужно удалить с помощью механической чистки или травлением.
Плавящийся электродный металл заполняет каплями область между стыками деталей, образуя при застывании прочный шов.
Как использовать полуавтомат при сварке алюминия
Любой аппарат, работающий в полуавтоматическом режиме, должен обеспечить стабильную подачу присадочной проволоки, достаточный импульс для разрушения окисного слоя и дальнейшего поддержания дуги или работу с использованием переменного тока. Для этого нужно выполнять следующие правила:
- Подача мягкой алюминиевой проволоки осуществляется специальным прижимным механизмом, который вращается с помощью четырех роликов, имеющих U–форму поверхностной канавки. Для обеспечения стабильной подачи проволоки необходимо отрегулировать давление на прижимной вращающийся механизм. Это поможет избежать зажимания проволочного алюминия во время проведения сварки.
- Расплавление присадочной проволоки происходит способом струйного переноса. Такой режим может быть обеспечен применением переменного тока в 270 ампер или импульсного тока в 100 ампер. Поэтому сварочный аппарат должен иметь возможность настроек таких режимов с помощью блока генерации, т. е. представлять инверторный тип аппарата.
- Аппарат при сварке алюминия должен работать в режиме обратной полярности сварного тока, когда «–» подается на клемму, закрепленную на детали, а электрод подсоединяется к «+». Это обеспечивает создание наивысшей температуры в сварной области.
- Т. к. алюминиевые сплавы при нагревании расширяются больше, чем стальные, то при их сварке для полуавтоматической подачи проволоки в горелках должны использоваться контактные наконечники с диаметром отверстия заведомо с припуском на величину расширения, при этом должен соблюдаться хороший контакт для поддержания электрической искры.
- Для меньшего контактного трения при прохождении проволоки внутри горелки нужно использовать специальный кабельный канал, рассчитанный на алюминий. Обычно он изготавливается из тефлонового материала или на основе графита.
- Важным для успешного выполнения сварного шва является подбор подходящего диаметра сварной проволоки из алюминия. Т. к. этот металл является мягким, то использование тонкой проволоки до 8 мм в диаметре затруднительно ввиду сложности ее прохождения через горелку (она может запутываться с образованием петель и изгибов). Выходом является использование горелок с небольшим размером длины или применения дополнительного приспособления подачи проволоки внутри корпуса горелки.
При использовании толстой проволоки (от 1,2 до 1,6 мм в диаметре) нужно применять высокий сварной ток.
Плюсы и минусы сварки алюминия полуавтоматом
Любой полуавтомат для выполнения сварки имеет в своем устройстве источник получения сварочной дуги, горелки с защитным рукавом для проволоки, кабеля с зажимом на конце для подключения к детали, двигателя и редуктора.
Плюсы полуавтомата:
- Такое устройство аппарата позволяет использовать его в широком диапазоне с разными настройками, помогающими выбрать нужный режим проведения сварочного процесса.
- Контроль дуги можно проводить при любом положении горелки.
- Можно проводить сварку деталей любого размера. При необходимости соединения конструкций больших размеров проводить работу можно без использования защитного аргона.
- Аппарат обеспечивает высокую точность сварного шва.
- Обеспечивается экономный расход расходных материалов и электроэнергии с большой эффективностью.
- Аппараты полуавтоматического типа могут иметь небольшой вес и размеры, а также мобильность, позволяющую устанавливать их в нужном месте.
- Имеют высокий КПД, достигающий 95%.
- Основным недостатком полуавтомата инверторного типа является его высокая стоимость по сравнению с трансформаторными устройствами.
- Такие аппараты боятся пыли, которой в производственных условиях или на стройке достаточно. Поэтому, в отличие от других устройств, они нуждаются в регулярной чистке с продувкой инвертора.
- Электронные схемы управления регулировкой плохо реагируют на минусовые температуры, а перепады температур могут вызвать конденсат и вывести из строя систему.
Ознакомившись с процессом сварки алюминия с помощью полуавтоматического аппарата и его тонкостями, вы можете самостоятельно приступать к работе. Соблюдение всех рекомендаций статьи и правильного проведения технологического процесса позволит добиться качественного надежного соединения изделия из алюминия.
Алюминий считают одним из самых сложно свариваемых металлов, которые применяются в современной промышленности, так как здесь может возникнуть множество проблем, которые мешают образованию ровного шва. Для увеличения качества применяются различные дополнительные средства, который нейтрализуют негативные свойства. Таким образом, сварка алюминия полуавтоматом не обходится без дополнительного оснащения, которое предназначено для защиты сварочной ванны. Для каждого случая может потребоваться свой набор средств и особые режимы оборудования.
Сварка алюминия полуавтоматом осложняется еще тем фактором, что сварочная ванна является не вязкой, как это происходит со сталями, а жидкой, как это происходит при сварке нержавейки. Из-за этого возникают сложности у мастеров, которые не встречались с такого рода материалом. Одной из главных проблем свариваемости металла является образование на его поверхности оксидной пленки, причем это делается достаточно быстро. Из-за широкой распространенности в промышленной сфере мастерам часто приходится заниматься такого рода сваркой. Благодаря этому, постоянно идет улучшение этой отрасли.
Преимущества
- Сварка алюминия полуавтоматом получается относительно дешевой, так как ее себестоимость ниже сварки аргоном и других способов;
- Полуавтомат применяется для многих процедур сваривания, так что это универсальная техника, с которой многие сварщики имеют опыт работы;
- Процесс сваривания происходит достаточно просто, благодаря автоматической подаче присадочного материала;
- Сварочная проволока, используемая для данного метода, всегда является доступной;
- Не требуется много времени, чтобы подготовить технику, а также потом убрать все после работы.
Недостатки
- Сварка алюминия полуавтоматом теряет надежность, если не используется газ, и швы получаются не самого лучшего качества;
- Использование флюса является обязательным, если нет аргона или другого защитного газа;
- Если неизвестен состав сплава, то трудно подобрать сварочную проволоку;
- Высокая скорость электрической сварки усложняет процесс формирования нормального валика шва.
Характерные сложности проведения работ
Свара алюминия полуавтоматом без аргона осложняется тем, что сварочная ванна данного металла очень подвержена влиянию внешних негативных факторов. Другой газ, или же его отсутствие, не дают должного уровня защиты, поэтому, после проведения операции может возникнуть трещина. Внутри шва появляются поры и раковины. Самой большой проблемой, которой осложняется сварка алюминия полуавтоматом, является оксидная пленка, которая плавится только при температуре выше 2 тысяч градусов, тогда как у алюминия этот показатель более чем в три раза ниже. Расплавленные капли металла просто оборачиваются в нее и не могут нормально свариться с остальной массой металла.
Технология сварки алюминия полуавтоматом предполагает учет усадки этого металла, так как коэффициент расширения у него заметно выше у других видов материала, поэтому, может возникнуть проблемы деформации, так как в месте соединения шов будет расширяться и это приведет к искажению поверхности заготовки. Также стоит отметить повышенную жидкотекучесть металла, из-за которой осложняется проведение процедур соединения во многих положениях. Сварка алюминия полуавтоматом требует точного выставления параметров, в том числе и скорости подачи присадочного материала.
Способы сварки полуавтоматом
Одним из самых надежных способов является сварка алюминия полуавтоматом в аргоне. Данный газ представляет собой инертную среду, которая надежно обволакивает сварочную ванну и создает непроницаемый слой, который ограждает от попадания кислорода из атмосферы и других негативных факторов. Использование аргона оказывается дорогостоящим мероприятием, так что его применяют только в самых ответственных ситуациях, когда идет соединение сложных металлов.
Сварка алюминия полуавтоматом без газа куда более простой и дешевый способ. Здесь используется электрод или сварочная проволока, а в качестве защиты выступает флюс или обмазка электрода. Именно в данном случае может наблюдаться наибольшее количество брака, но все проводится достаточно быстро и не требует длительной подготовки, поэтому данный метод пользуется популярностью, особенно в частной сфере.
Сварка алюминия полуавтоматом в среде углекислого газа является промежуточным процессом, между двумя предыдущими крайностями. Использование другого газа дает лучший эффект сваривания, позволяет подогревать металл перед соединением и в то же время его себестоимость является не столь высокой, как в случае использования аргона. Таким образом, сварка алюминия обычным полуавтоматом имеет несколько часто используемых различных разновидностей
Подбор полуавтомата
Благодаря тому, что полуавтоматическая сварка алюминия проводится удачно только тогда, когда соблюдены все параметры, при выборе техники стоит обращать внимание на диапазон и плавность регулировки данных параметров. Чем ниже минимальный ток, который может подавать техника, тем с более тонкими присадочными материалами может работать полуавтомат. Нормальной считается работа с электродами от 1,6 мм, но если будет более низкий параметр, то это к лучшему. Массивные и мощные аппараты могут работать и с материалами выше 5 мм толщиною, но зачастую они оказываются слишком массивными.
При работе в закрытых помещения стоит обращать внимание на наличие режима автоматического отключения. Он сможет прекратить работу техники, когда она будет работать в опасном для себя режиме. Также важным моментом является принудительная вентиляция, которая обеспечит более длительное время беспрерывной работы. Режимы подачи присадочного материала являются делом индивидуального выбора, так как многие мастера обходятся и без них. Так что если заняться вопросом, какой полуавтомат лучше для сварки алюминия, то следует сначала определиться с толщиной и типов деталей.
Чем больше делений на технике, тем более точно можно будет подстроить режим ее работы.»
Сварка алюминия полуавтоматом своими руками предполагает передерживание следующих режимов сваривания металла:
| Толщина детали, мм | Сила тока, А | Скорость сварки, м/час |
| 0,6 | 70 | 73 |
| 1,3 | 125 | 153 |
| 1,6 | 130 | 73 |
| 2,3 | 235 | 73 |
| 3 | 315 | 73 |
Подготовка алюминия к сварке
Перед началом соединения имеющиеся заготовки стоит тщательно подготовить, чтобы они лучше сваривались. Обработка состоит из нескольких этапов, без которых возникает риск образования трещин и неровного образования шва. Первой процедурой является зачистка. Следует очистить металл от грязи, налета, масла, жира и прочих лишних вещей. Это делается механическим путем при помощи щетки по металлу. Если толщина заготовки относительно небольшая, то можно обработать и при помощи наждачной бумаги.
На второй стадии происходит обработка растворителями. Это требуется для уничтожения налета и оксидной пленки, которые могли остаться после механической обработки. В качестве растворителя можно использовать ацетон и прочие подобные вещи. Жидкостью нужно протереть место будущего соединения. Если толщина заготовки составляет от 4 мм и выше, то во время подготовки нужно еще обработать кромки. В ином случае металл не сможет провариться на нужную глубину. Угол скоса может составлять от 30 до 45 градусов.
Инструкция
Технология сварки алюминия полуавтоматом предполагает следованию следующим шагам:
- Подготовительная процедура, которая помогает ликвидировать все налеты и прочие негативные явления, которые будут мешать свариванию;
- Выставление заданных параметров для работы техники с конкретной заготовкой;
- Нанесение флюса на место сваривания;
- Проведение самого процесса сваривания, с учетом нестабильного поведения металла, а также коэффициента его расширения, который правятся уже во время остывания;
- После окончания сварки нужно подождать, пока металл остынет и проверить качество соединения при помощи керосина или другим способом;
- Путем обработки придать шву красивый эстетический вид.
Благодаря высокой текучести металла в расплавленном состоянии все процедуры проводятся в нижнем положении.»
Техника безопасности
Во время работы нужно соблюдать меры предосторожности. Необходимо использовать сварочную маску, одежду, которая бы защитила от попадания расплавленного металла и искр и так далее. Запрещает варить на открытом воздухе во время осадков. При использовании газа нужно отодвигать баллоны на расстояние от 5 метров и больше от открытого огня. Перед каждым запуском техники нужно убедиться в ее работоспособности, чтобы во время работы не возникло непредвиденных опасных ситуаций. Это касается соединения электрических проводов и целостности газовых шлангов, которые могут стать причиной несчастного случая.
Алюминий без преувеличения является одним из наиболее часто используемых человеком металлов. Но, проводить над ним сварочные работы из-за особых химических свойств намного сложнее, чем с обыкновенной сталью, особенно если вы не являетесь специалистом сварочного дела. И все же, для этого существует весьма удобный способ, требующий меньше навыков– сварка алюминия полуавтоматом (MIG/MAG), позволяющая легко преодолеть сопротивление тончайшей оксидной пленки металла и в результате получить отличное соединение. Подробнее об этом способе вы узнаете из нашей статьи.
Содержание
Что представляет собой сварка алюминия полуавтоматом

Сварка алюминия и его сплавов полуавтоматом (MIG/MAG-сварка) производится сварочной проволокой (некоторые сварщики употребляют название — плавящийся электрод) для алюминия и сплавов в среде газа или самозащитной проволокой. При этом для защиты алюминия от окисления используется инертный газ, чаще всего аргон. Подача присадочной проволоки происходит автоматически, а перемещение горелки сварщик осуществляет вручную.
Сварка алюминия полуавтоматом без газа не рекомендуется к применению и встречается гораздо реже, так как в этом случае:
- значительно повышается пористость шва и уменьшается его прочность;
- застывший шлак плохо отделяется;
- присутствует сильное разбрызгивание металла.
Единственной серьезной причиной, благодаря которой такой способ сварки все же используется, является его очевидная дешевизна. Поэтому сварка алюминия полуавтоматом без аргона распространена среди кустарей-одиночек, экономящих на качестве сварного шва.
В отличие от стали алюминий обладает гораздо большей теплопроводностью, поэтому при работе с ним скорость подачи проволоки увеличивается, а поверхность массивных свариваемых изделий необходимо дополнительно прогревать.
Чаще всего сварку алюминия полуавтоматом используют для сварочных работ в промышленных масштабах, в том числе в авиационной и судостроительной промышленности. Тем более, что в этом случае используются:
- высококачественный инертный газ и присадочная проволока;
- труд профессиональных сварщиков;
- дорогостоящее профессиональное оборудование.
Вместе, эти три важнейших фактора обеспечивают первоклассный результат.
Чем отличается сварка алюминия полуавтоматом от аргонодугового (TIG) метода
Основных отличий всего несколько:
- Главное отличие этих двух методов заключается в типе используемого электрода. Для аргонодуговой сварки используются электроды из тугоплавкого вольфрама, а при MIG-сварке применяется алюминиевая проволока.
- Кроме того, аргонодуговой метод предназначен лишь для ручной сварки.
- Аргонодуговой сваркой завариваются более ответственные участки из-за более высокой прочности соединения.
- Сварка вольфрамовым электродом (TIG) требует больше денежных затрат на расходные материалы (комплектующие).
Аргонодуговой метод является весьма распространенным на производстве и в бытовых условиях, поэтому заслуживает более подробного описания, которое вы можете изучить по ссылке.
Сварочный полуавтомат для сварки алюминия может быть оснащен стандартными функциями и с импульсным режимом. Использование последнего дает больший эффект, так как под воздействием мощного импульса происходит моментальное пробивание оксидной пленки на поверхности свариваемого изделия. Каждая капля расплавленного алюминия из проволоки в момент действия импульса высокого напряжения вдавливается в поверхность. В результате значительно повышается качество сварного шва при значительном уменьшении разбрызгивания металла.
Особенности и преимущества сварки алюминия полуавтоматом
У сварки алюминия полуавтоматом есть несомненные преимущества, а также некоторые особенности. К ним относятся:
- Высокая производительность. По сравнению с аргонодуговой сваркой скорость возрастает в три раза.
- Простота. Этот метод значительно проще, чем аргонодуговой, им легко может овладеть даже любитель. Поэтому сварка алюминия полуавтоматом своими руками представляется вполне обыденным делом.
- Важность наличия импульсного режима в полуавтомате. Так как в этом случае эффективность выполнения сварочных работ и качество шва на выходе значительно возрастают.
- Необходимость использования высококачественной сварочной проволоки (присадки). В противном случае стабильность и эффективность процесса сварки может серьезно пострадать.
- Для алюминия чаще всего выставляют подачу проволоки на 15-20% выше, чем для той же толщины черного металла (стали) и приблизительно на 30 процентов больше напряжения.
Требования к оборудованию и расходным материалам
Чтобы окончательно разобраться с вопросом, можно ли полуавтоматом варить алюминий, необходимо четко уяснить дополнительные требования к используемому оборудованию и расходным материалам:
- Ток должен иметь обязательно обратную полярность, потому что в таком случае оксидная пленка не разрушается.
- Механизм подачи проволоки должен иметь четыре ролика, так как мягкий алюминий легко сминается при возникновении сопротивления в момент подачи. Важно, чтобы ролик был U-образный, гладкий и без насечек. На картинке справа хоть и правильной формы, но с насечками- такой не подойдет.
- Диаметр проволоки должен быть меньше, чем у наконечника, так как при нагреве алюминий расширяется сильнее, чем сталь. Для сварки рекомендуем использовать проволоку — AlMg5 по ссылке или её аналоги.
- Желательно использовать чистый аргон в качестве инертного газа, так как в этом случае обеспечивается максимальное качество сварного шва
- Сварочная горелка должна иметь специальный тефлоновый рукав для того, чтобы уменьшить трение алюминиевой проволоки.
- Сварка МИГ-МАГ алюминиевых сплавов рекомендуется на толщинах более 3мм и важно использовать формирующую подкладку с канавкой.
Как правильно выбрать полуавтомат для сварки алюминия
Выше вы уже узнали, как сваривать алюминий полуавтоматом. Теперь пора определиться с тем, как сориентироваться среди многообразия моделей и приобрести наиболее подходящий вариант полуавтомата.
Выбор действительно имеется очень обширный. Все варианты можно условно разбить на такие основные группы:
Бюджетные полуавтоматы
Эти модели прекрасно подходят для использования в быту. Они отличаются компактными размерами, небольшим весом и способны работать от обычной сети напряжением в 220 Вольт.
Если вы намерены заниматься сварочными работами периодически, для собственных нужд, их возможностей будет вполне достаточно.
Примерами моделей этой группы могут служить Сварог EASY MIG 160 или Сварог PRO MIG 160. Вторая модель может работать в двух- и четырех тактовом режиме и обеспечивает форсаж дуги.
Полуавтоматы среднего класса
Обладают более выдающимися техническими характеристиками (большим током, плавностью регулирования тока и скорости подачи проволоки). Но они, как и бюджетные модели, нуждаются в некоторых корректировках – настройке горелки и замене роликов.
Среди прочих моделей можно отметить финский KEMMPI MinarcMIG EVO 200 и американский Lincoln Electric Speedtec 200C
Полуавтоматы среднего класса с импульсным режимом
Представляют собой многофункциональные устройства со множеством встроенных программ сварки. Наличие импульсного режима обеспечивает высочайшее качество сварного шва, а надежные комплектующие гарантируют длительность использования.
Прекрасными образцами моделей этой группы являются Helvi TP 220 и EWM Picomig 180 Puls.
Промышленные модели с импульсным режимом
Работают от напряжения 380 В, оснащены системой жидкостного охлаждения. Обеспечивают максимальную производительность труда во время сварки при высоком качестве шва. Просты в управлении и разработаны на основе новейших технологий.
Достойными представителями этой группы являются EWM Phoenix 501 Puls и EWM Phoenix 401.
Использование полуавтоматов для сварки алюминия – это весьма продуманное и правильное решение, которое приняли многие практичные люди. В компании Тиберис эти устройства вы всегда приобретаете на выгодных условиях.
Видео сварки алюминия сварочным полуавтоматом
Видео-материал для наглядного ознакомления, который показывает процесс сварки алюминия аппаратом МИГ/МАГ. Это не учебный ролик.
СВАРКА АЛЮМИНИЯ ПОЛУАВТОМАТОМ [технология, с аргоном и без]
Алюминий широко используется в самых различных сферах промышленности, а поэтому будет не лишним знать, [как проводится сварка алюминия полуавтоматом], и какая должна для этого использоваться технология.
Популярность алюминия можно объяснить сразу несколькими факторами.
В первую очередь, этот металл имеет достаточно высокие эксплуатационные свойства и сравнительно небольшой вес.
Во-вторых, он обладает высокой надежностью, а изделия из него получаются прочными и долговечными.
Между тем алюминий относится к тем материалам, которые сложно поддаются различным видам обработки, в том числе и при необходимости выполнить сварное соединение.

Этот металл имеет некоторые свои характерные особенности, которые необходимо обязательно учитывать при выполнении какой-либо его обработки.
Сварка алюминия производится исключительно полуавтоматом, при этом может выполняться либо с использованием газа аргона, либо без него.
Сам процесс сварки этого металла полуавтоматом достаточно сложный, а технология выполнения работ требует определенных навыков и умения.
В этом случае для сварки используется специальная проволока и аппарат импульсной сварки.
Кроме этого, если сварка производится в аргоне, то дополнительно необходимо иметь соответствующее оборудование для подачи газа. Для того чтобы самостоятельно выполнить сварку алюминия, необходимо постараться освоить процесс выполнения работ, хорошо изучить технологию и знать особенности самого материала.
Характерные сложности выполнения работ
Алюминий широко востребован в самых разных сферах промышленности, в том числе и в таких, как кораблестроение, самолетостроение, а также автомобилестроение.
Он поддается самым разным видам обработки, при этом существуют определенные тонкости и нюансы, на которые следует обязательно обращать внимание.
Видео:
Для сварки этого универсального металла используется исключительно сварочный полуавтомат.
Основной сложностью проведения данного вида работ является образование на поверхности металла оксидной пленки.
Это происходит из-за взаимодействия алюминия с атмосферным воздухом и может негативно сказаться на качестве соединения.
Удаление продуктов окисления производится путем последующего использования некоторых химических составов.
Кроме этого, непосредственно перед началом сварки полуавтоматом поверхность алюминия следует в обязательном порядке обработать различными типами флюсов, а также хорошо зачистить, для чего используется жесткая щетка с металлической щетиной.
Следует учесть и то, что технология варки данного вида металла в некоторых случаях подразумевает использование газа, а это значит, что помимо полуавтомата потребуется дополнительное оборудование.
Выполняя сварное соединение на поверхности алюминия, следует помнить, что образуемая полуавтоматом дуга не должна перегревать металл, а электрод прилипать.
В противном случае могут образоваться дефекты, которые будет очень сложно счистить.
Перед началом самостоятельной сварки алюминиевой поверхности, рекомендуется для начала потренироваться и получить минимальные навыки выполнения соответствующей работы.
Для получения сварного соединения на поверхности алюминия при помощи газа необходимо иметь под рукой сварочный полуавтомат, оборудование для газовой сварки, нагревательный прибор.
Видео:
Кроме этого, потребуется алюминиевая проволока в бухтах, которая будет выступать в качестве электрода.
Если работа выполняется без использования защитного газа, то в этом случае используется специальная проволока, а также принудительная подача к сварному соединению флюса, который и выступает в качестве защиты от образования оксидной пленки.
И в том, и в другом случае используется особая технология сварки, которая позволяет получить качественное и прочное соединение двух отдельных алюминиевых поверхностей.
Основные особенности
Как правило, сварка алюминия полуавтоматом выполняется специальными плавящимися электродами.
Работу следует выполнять при помощи подкладок с так называемой формирующей канавкой. По сравнению со всеми остальными, данный процесс имеет много положительных моментов.
В первую очередь, такой сварочный процесс отличается своей высокой производительностью.
Этот показатель значительно повышается в том случае, когда металл имеет большую толщину.
Сам сварочный процесс происходит при постоянном токе, имеющем обратную полярность. Горение образующейся дуги происходит непосредственно в парах плавящегося материала.
Следует отметить то, что образующееся на поверхности сварочной ванны катодное пятно в процессе работы подвергается непрерывному воздействию ионов металла, которые в свою очередь выделяют большое количества тепла.
Это приводит к тому, что образующаяся оксидная пленка начинает разрушаться. При этом разрушению подвергаются только тонкие образования. Для избегания образования более грубых образований еще на этапе подготовки к обработке алюминий следует обработать либо механическим способом, либо химическим.
В процессе сварки алюминия с использованием полуавтомата, формирование шва на поверхности металла идет за счет расплавления проволоки и образования жидкого металла, который и заполняет все пространство в районе кромок.
Производить сварку металла можно в самых разных положениях в пространстве, в том числе и в горизонтальном.
Рекомендуется для выполнения сварки алюминия использовать полуавтоматы, в которых предусмотрен тянущий подающий механизм.
В некоторых отдельных случаях используется сварочный импульсной дуговой аппарат.
В этом случае вместе со сварочным током одновременно образуется определенный импульс, который помогает значительно снизить время нахождения металла в жидком состоянии.
Видео:
Использование данного вида сварки дает возможность увеличить механические параметры выполняемого соединения, а кроме этого, сама работа становится более легкой.
На видео, которое размещено в разделе, подробно показан процесс сварки алюминия с использованием полуавтомата.
Сварка без газа
Метод получения сварного соединения на поверхности алюминия с использованием полуавтомата, но без газа, считается относительно новым.
В этом случае принципиальная схема используемого аппарата имеет замкнутый контур, в состав которого в обязательном порядке входят заземление, непосредственно сам переносной инвертор, а также специальный электрод.
Кроме этого, в процессе работы в автоматическом режиме осуществляется подвод присадочного электрода.
В большинстве случаев соединение выполняется встык, а медная проволока используется в качестве наплавляющего материала.
При выполнении данного вида сварки с использованием полуавтомата для защиты сварочной ванны используют специальный флюс.
Он вводится в расплавленный металл в момент, когда идет формирование сварочного шва.
В этом случае подвод специальной флюсовой проволоки осуществляется непосредственно через суппорт к самой электрической дуге.
В момент своего сгорания проволока равномерно покрывает всю площадь сварочной ванны.
Данный вид сварки без использования газа в настоящее время активно используется в промышленной сфере для выполнения различного вида задач.
Сварка полуавтоматом алюминиевых поверхностей без использования газа обладает большим количеством самых разных преимуществ.
В первую очередь, такое соединение имеет высокое качество, а сам процесс выполнения работ обладает хорошей функциональностью.
Видео:
Следует отметить и то, что такая сварка алюминиевых поверхностей не только проста в использовании, но и стоит относительно недорого.
Выполнение сварного соединения без использования газа на полуавтомате считается безвредной операцией, которая не оказывает негативного влияния на экологию.
Полученный таким образом шов на поверхности алюминия, отличается высокой надежностью и функциональностью.
Использование аргона
Наиболее часто алюминиевые поверхности сваривают между собой при помощи полуавтомата в аргоновой среде, которая выступает в качестве защитного слоя от атмосферного воздуха, препятствуя тем самым образованию в сварочной ванне различных окислов.
Данный метод не отличается своей высокой производительностью, однако качество получаемого в итоге шва не вызывает никаких сомнений.
В полуавтоматах для варки с использованием аргона в большинстве случаев используется переменный ток, который и образует дугу.
Это позволяет при необходимости осуществлять плавную регулировку, как чистоты и ампеража, так и температуры.
Следует отметить и то, что такие полуавтоматы импульсной сварки должны обязательно поддерживать импульсный режим.
На видео ниже показан процесс сварки алюминия полуавтоматом с использованием аргона.
Видео:
Сварка алюминия является достаточно сложным процессом в технологическом отношении.
Такая обработка, как правило, производится с использованием полуавтоматов, как в защитной газовой среде, так и без нее.
При выполнении сварки алюминия не стоит забывать и о мерах безопасности.
Кроме этого, чтобы получить качественный и прочный шов на поверхности металла, необходимо в точности соблюдать технологию выполнения работ и использовать только качественные составляющие.
Сварка полуавтоматом без газа обычной проволокой
Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91
Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте themechanic.ru
|
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Сварка становится всё популярнее как в среде профессионалов, любителей и начинающих, которые предпочитают начинать учиться делать первые сварные швы на качественном оборудовании. Это обусловлено рядом преимуществ аппаратной сварки к ручной покрытыми электродами:
- универсальность — полуавтоматы способны варить конструкционные стали, нержавеющую сталь и другие металлы как чугун, алюминий, медь и их сплавы;
- простота процесса — любой, даже который впервые взял в руки держак, способен через непродолжительное время научиться делать швы достаточно высокого качества;
- возможность неразъемного соединения тонкого металла. Высокая скорость и производительность работы.
- удобство — не нужно изменять положение руки при процессе как при электродной.
Соединение деталей подразделяется на два вида: с защитным газом и без защитного газа.
Сварка полуавтоматом флюсовой проволокой без газа
Флюсовая катанка представляете полую трубку, которая наполнена порошком флюса, который при горении обеспечивает необходимую газовую защиту от окислительного воздействия кислорода, образуя облако защиты в зоне горения дуги. катанка с флюсом позволяет производить работу без применение защитного газа.
Основные преимущества и недостатки сварки без газа
Преимущества:
- нет необходимости с собой возить баллон с газом, достаточно небольшого аппарата.
- сварка полуавтоматом без газа по цене обходится значительно дешевле, особенно если требуется ремонт на выезде.
К недостаткам можно отнести:
- высокую стоимость проволоки;
- недостаточное качество, отечественных производителей, импортная обойдется дороже, при покупке нужно внимательно осмотреть продукцию, т.к. проволока не всегда соответствует необходимым параметрам. Из-за этого может процесс работы не состояться.
Виды проволоки для ручного полуавтомата
Сварочная катанка для ручных полуавтоматов поставляется в виде бухт или рулонов весом от 2 до 5 кг. Основной диаметр 0,6,0,8,1,1,2 мм. диаметр свыше 1 мм используется узе в промышленных аппаратах.
Для предотвращения внешнего воздействия, продукция упаковывается в плотные материалы, непропускающие воздух, в результате образуется внутри образуется конденсат. Для избежание влияния этого явления перед применением продукцию необходимо просушить в течение несколько часов при температуре 200°C.
Порошковая
Порошковой проволокой называется полая стальная оболочка, заполненная флюсовым порошком, который сгорая в электродуге образует защитное облако зоны сварки, предохраняет от вредного воздействия кислорода. Активные добавки во флюс предотвращают образование на сварочном шве шлака.
Купить проволоку для сварки полуавтоматом без газа можно на специализированных интернет ресурсах или дилерских центрах по продаже сварочного оборудования.
Омедненная
Стальной стержень предназначен для неразъемного соединения и наплавки углеродистых сталей. стержень покрыт специальным медным составом электрохимическим способом для предотвращения поверхностной коррозии металла. Изделие выпускается стабильным химическим составом и имеет низкую цену. Сварка полуавтоматом без газа обычной проволокой получается некачественной: шов неровный с большим количеством раковин и шлаковых включений.
Легированная
Спускается изделие с добавками, высоколегированным компонентами, которые входят никель, вольфрам, медь. Сварочные швы получается высокопрочными. Низколегированная имеет минимальный объем присадочных компонентов.
Нержавейка
Для неразъемных соединений деталей из нержавеющих компонентов применяют проволоку соответствующее из нержавеющего металла. Высококачественные провод имеет легированные добавки, как: марганец, фосфор и хром. В зависимости от присадочного элемента проволока может быть твердой мягкой термостойкой. Материал достаточно дорогой, поэтому настройка полуавтоматического аппарата должна быть максимально точной. Применение сварки полуавтоматом без газа обычной проволокой не даст результата, т.к. сварочный шов получится с большими порами и по причине соединения разных металлов по механическим свойствам, между пластинами возникнут механические напряжения, которые приведут к трещинам.
Алюминиевая
Этот вид продукции предназначен для неразъемного соединение деталей из алюминия и его сплавов. В основе продукции алюминий с добавлением различных присадок, улучшающих качество шва. Одной из особенностей применения этого изделия является то, что проволока должна использоваться в течение нескольких дней после вскрытия упаковки, так — как длительное нахождение на воздухе способствует образование окислительной плёнки. Уменьшение влияния окисла на шов полуавтомат устанавливается на переменный режим тока. Сварка алюминия полуавтоматом без газа применяется редко из — за низкие качества шва. Больше всего практикуется соединение алюминиевых деталей в среде защитного газа — аргона.
Таблица технических характеристик проволоки для деталей из алюминия
| Свариваемый основной металл | Присадочный материал (сварочная проволока) универсальная | Присадочный материал (сварочная проволока) специальная для обеспечения особых свойств шва | |||
|---|---|---|---|---|---|
| Стойкость против горячих трещин | Временное сопротивление разрыву | Относительное удлинение | Коррозионная стойкость | ||
| А99, А97, А95 | А99 | А99 | СвА85Т | А99 | А99 |
| АД0, АД1 | СвА5 | СвА5 | СвА5 | СвА97 | СвА97 |
| Амц | СвАМц | СвАМц | СвАМц | СвАМц | СвАМц |
| АМг3 | СвАМг3 | СвАМг5 | СвАМг5 | Авч | Авч |
| АМг5 | СвАМг5 | СвАМг6з | СвАМг6 | СвАМг5 | Св1557 |
| АМг6 | СвАМг6 | СвАМг6з | СвАМг6 | СвАМг6з | Св1557 |
| АВ, АД31, АД33 | СвАК5 | СвАК5 | Св1557 | Св1557 | Авч |
| 1915 | Св1557 | СвАМг5 | СвАМг6 | СвАМг5 | Св1557 |
Подготовка к работе
Одной из особенности сварки без подачи газа является обратная полярность источника тока. При настройке подачи проволоки необходимо убедиться, что диаметр подающего гнезда в ролике подающего механизма соответствует диаметру проволоки. Прижимной ролик не нужно сильно закручивать, так как мягкая оболочка может замяться, для того чтобы этого не произошло, при подаче наконечник горелки необходимо прикручивать к корпусу только после появления конца катанки из отверстия канала. Только после этого нужно устанавливается наконечник. Сопло настраивать не нужно так — как при работе подачи газа через него не будет.
Оборудование для работы
Чтобы приступить к работе необходим, аппарат для подачи сварочной проволоки и источника тока, сварочная проволока и защитный газ (при работе в среде защитного газа). Применяемый газ — это углекислота CO2, либо смесь углекислоты с аргоном, стандартная смесь — 80% аргона и 20% углекислого газа.
Для начала необходимо определиться с условием работы аппарата: сколько часов он будет в непрерывной работе, какая толщина металла будет свариваться. Так, например, если толщина металла 5 — 10 мм тогда требуемый ток полуавтомата должен быть примерно 50 — 400А. Если же аппарат предназначен для неразъёмного соединения автомобильного железа толщиной 0,8- 0,6 мм достаточно мощности до 200 А. Также необходимо определить время сколько будет длится непрерывная работа. Если это время превышает более 4 час. тогда о необходимо выбирать аппарат с полезной нагрузкой полезную нагрузку более 60%.
Представляем один из популярных сварочных полуавтоматов Solaris MULTIMIG-228
Аппарат работает в 3 режимах:
Аппарат имеет широкий настрой функций, которое найдет широкое применение на СТО, ремонтных мастерских, а также в частном хозяйстве. Сердцем аппарата является микропроцессорная система, которая выполняет функции по управлению узлами аппарата. Такое управление работы устройства является наиболее оптимальным на всех режимах работы. Пластиковые элементы корпуса изготовленный высокопрочного полиамида.
Передняя панель оснащена двумя цифровыми дисплеями отображающий сварочный ток и сварочные напряжение. Это позволяет контролировать настройку параметров максимально точно в режиме работы. На дисплее аппарат отражает реальное напряжение и токи, используемые для данного вида работ, позволяет выставить более оптимальный режим работы.
Аппарат легкий, с небольшими габаритами. Аппарат позволит быстро научиться приемам сварки полуавтоматом для начинающих без газа и на остальных режимах. Так же можно найти обучающий материал на интернет ресурсах, сварка полуавтоматом без газа обучающее видео можно посмотреть здесь.
Сварку полуавтомат без газа купить можно на специализированных интернет — ресурсах либо на специализированных дилерских центрах, где можно получить квалифицированную консультацию при приобретении аппаратуры для сварки полуавтомат без газа по сниженным ценам.
Сварка алюминия полуавтоматом — особенности технологии
Залогом высокого качества сварки алюминиевых сплавов методами MIG и TIG являются:
- правильный выбор сварочного оборудования;
- подготовка свариваемых поверхностей;
- соответствующие навыки сварщика;
- визуальный контроль сварных соединений.
Даже сварщики с богатым опытом сварки стали, не всегда готовы качественно сварить алюминий. Сложности заключаются в его высокой теплопроводности, и при перегреве детали происходит прожог. Другие особенности этого “крылатого” металла также оказывают трудности при сварочном процессе.
Полуавтоматическая сварка алюминия имеет свои особенности по выбору и настройке оборудования, а также режимам и методам сварки. Возможно, правильная подготовка оборудования и свариваемого металла займет у вас больше времени, нежели сам процесс сварки . Но обо всем по порядку.

Подготовка свариваемых поверхностей
Чистка алюминия перед сваркой является залогом успешного соединения деталей. Для того, чтобы удалить окислы алюминия, можно пользоваться щетками из нержавеющей стали или растворителями и реактивами для травления.
Правила очистки металла:
- Не пользоваться щеткой, которая использовалась для очистки каких-либо сталей, например нержавеющей или углеродистой.
- Не следует сильно надавливать на щетку — при сильном надавливании окислы проникают в заготовку.
- Очистка металлической щеткой из нержавеющей стали осуществляется только в одном направлении;
- При использовании травящих жидкостей следует позаботиться об их удалении с поверхности заготовки перед сваркой с помощью ацетона или растворителя.

Зачистка алюминия перед сваркой
Предварительный подогрев
Предварительный прогрев алюминиевых заготовок позволяет избежать растрескивания сварного шва, при этом :
- температура не должна превышать 110°C, контроль-датчиками температуры;
- прихваточные швы по краям свариваемой зоны облегчают предварительный подогрев;
- разные по толщине свариваемые детали нуждаются в прогреве.
Следующим этапом будет определение необходимых материалов и оборудования
Выбор и настройка оборудования
Сварочный полуавтомат для алюминия
Сварка алюминия стандартными MIG- аппаратами носит условный характер, т.е. сварить с ним можно, но ожидать хорошего результата не стоит.
Оптимальным решением в выборе является полуавтомат для сварки алюминия с импульсным режимом. Импульсы пробивают оксидную пленку, уменьшают перегрев алюминия и снижают вероятность прожога.
Импульсная сварка алюминия на постоянном токе
Синергетические импульсно-дуговые аппараты, снабженные специальной программой, еще больше облегчают задачу. Сварщику необходимо определиться с выбором свариваемых сплавов и подобрать соответствующую программу. Далее выставить значение силы тока кнопочным регулятором. Подбор остальным параметров осуществляется микроконтроллером автоматически.
Хочется отметить, что данные полуавтоматы не дешевое удовольствие и оправданы в профессиональном применении. В домашних условиях вполне можно обойтись оборудованием без навороченных программ, однако и качество сварочного шва будет несопоставимым.
При покупке универсального сварочного полуавтомата в ценовом диапазоне до 40 т.р., рассчитанного на сварку цветных металлов, в т.ч. алюминия, можно присмотреться к следующим моделям:
- Сварог REAL MIG 200 (N24002)
- Сварог PRO MIG 160 SYNERGY (N227)
- Сварог PRO MIG 200 SYNERGY (N229)
- Grovers MULTIMIG 200 SYN
- Aurora PRO OVERMAN 180
Проволока для полуавтомата
При сварке алюминия полуавтоматом накладываются определенные требования при выборе сварочной проволоки. Важные моменты, на которые нужно обращать внимание:
- температура плавления проволоки должна быть сопоставима с температурой свариваемого металла. Меньше разброс – процесс сварки легче;
- оптимальный диаметр проволоки 1,2- 1,6 мм;
- больше диаметр-легче подача в зону сварки.
Распространенными типами алюминиевой сварочной проволоки являются ER4043 и ER5356. Предназначены для сварки и ремонта изделий из алюминия и его сплавов с содежанием кремния не более 5%.
Режимы сварки для проволок ER4043 и ER5356
| Диаметр проволоки, мм | Напряжение, В | Ток, А | Расход газа, л/мин |
| 0,8 | 13-24 | 60-170 | 15 |
| 0,9 | 13-24 | 60-170 | 15 |
| 1,0 | 15-26 | 90-210 | 16 |
| 1,2 | 20-29 | 140-260 | 19 |
| 1,6 | 25-30 | 190-350 | 25 |
Проволока для сварки алюминия ER 4043
Сварочная горелка
Для сварочной горелки применяется тефлоновая направляющая для уменьшения трения проволоки. Желательно чтобы рукав для сварки алюминия предназначался только для сварки алюминия и не был слишком длинным -3 м самое то.
Чем прямее в канале проволока, тем беспрепятственней она подается поэтому старайтесь держать рукав без перегибов и петель.

Push-pul- горелка
Контактный наконечник должен быть предназначен для сварки алюминия (на них помимо диаметра проволоки выбита маркировка AL) простые, используемые для сварки черных металлов и нержавеек не подходят. Связано это с сильным расширением алюминия во время нагрева. Диаметр отверстия должен быть больше диаметра проволоки примерно на 0,4 мм, и в тоже время не сильно большим, чтобы обеспечить хороший электрический контакт.
Использовать алюминиевую проволоку диаметром 0,8 мм затруднительно ввиду пластичности металла и сложностью протяжки. Решением данной проблемы может быть применение сварочной горелки Push Pull (пуш пул). Специальный встроенный механизм улучшит подачу проволоки и позволит увеличить длину горелки.
Если сварка ведется на токах свыше 200 А, стоит позаботиться о снижении тепловыделения и уменьшении проблем с подачей проволоки использованием горелки с водяным охлаждением.
Механизм подачи проволоки
Ввиду повышенной пластичности и мягкости алюминиевой проволоки по сравнению со стальной, подающий механизм должен иметь ряд особенностей, таких как :
- четырехроликовое подающее устройство. Необходимо для равномерного прижатия каждой пары роликов;
- подающие ролики с U- образными бороздками, созданные специально для работы с алюминиевой проволокой.
Четырехроликовый механизм подачи проволоки

Защитный газ
В качестве защитного газа наиболее часто используется аргон, обладающий хорошим очищающим эффектом и хорошим проникновением в сварочную ванну. При сварке алюминиевых сплавов с высоким содержанием магния в качестве защитного газа используются смеси аргона с гелием( до 75 % гелия в смеси). Такие смеси препятствуют образованию оксидов магния.
Здесь может возникнуть вопрос, как варить алюминий в среде углекислого газа или вообще без газа, ведь аргон достаточно дорогой?
Более дешевый углекислый газ, применяемый для сварки низкоуглеродистых сталей, в данном случае не подойдет. СО2- активный газ, он будет защищать сварочную ванну от воздуха, но при этом будет вступать в реакцию в алюминием, препятствуя образованию прочного соединения. Поэтому в данном случае применяется именно инертный газ.
Сварка полуавтоматом без газа возможна с применением специальной флюсовой проволоки, защищающей сварочную ванну.
Правильные режимы сварки
Настройка оборудования
Сварка алюминия полуавтоматом в условиях гаражного применения, на аппаратах, не оснащенных дополнительными функциями: горячий старт, плавный подъем и опускание сварочного тока и т.д., подбор оптимальных режимов можно осуществить только опытным путем, путем проб и ошибок.
Оптимальные значения напряжения и сварочного тока могут быть различны в зависимости от толщины металла и степени. К примеру, для сварочного полуавтомата OVERMAN 180 AuroraPRO для сварки алюминия толщиной 2 мм настройки выглядят следующим образом:
- напряжение в районе 15 в;
- ток в пределах 130-150 А на медленной подаче;
- индуктивность устанавливается в положении 3.
Настройка “индуктивности” позволяет не повышать температуру сварочной ванны

В более продвинутых моделях сварку алюминия ведут в 4-х тактном режиме. При нажатии на кнопку горелки запускается сварочный процесс, дальше ее можно опустить и контролировать наложение сварочного шва. По завершении кнопка нажимается повторно, процесс сварки в аргоне прекращается. При нажатии и опускании кнопки могут подключаться различные функции, облегчающие сварку алюминия. Применение 4- х тактного метода наиболее оправдано на длинных швах при продолжительной сварке.
Натяжение проволоки должно обеспечивать ее равномерную подачу. Избыточное и недостаточное натяжение снижает стабильность дуги и является причиной пористости сварного шва.
Положение газовой горелки
Положение горелки следует располагать под углом 10–20° к вертикали. Оптимальным расстоянием между соплом и свариваемыми деталями будет 10-15 мм, его увеличение значительно повышает расход газа.
Варить алюминий полуавтоматом нужно справа налево, так называемая сварка “от себя”. Движение горелки от сварочной ванны приводит к лучшей очистке сварного шва, снижению загрязнения и улучшения защитного действия аргона.
Скорость ведения шва
Сварку следует производить быстро, активной горячей дугой. Высокая теплопроводность алюминия диктует правила на высокие занчения токов и напряжений и более высокие поступательные скорости движения горелки во избежание прожогов.
Выпуклые швы
При сварке алюминия наиболее распространенным видом брака является растрескивание, возникающее в результате значительного расширения алюминия при нагреве и, соответственно, значительного сжатия при остывании сварного соединения. Наиболее существенная угроза растрескивания возникает в кратерах, так как кратер сжимается при охлаждении, что приводит к появлению в нем разрывов.
Кратеры следует наваривать до образования куполообразной поверхности. При охлаждении сварного соединения выпуклая поверхность будет препятствовать действию сил сжатия.
Один из распространенных приемов заварки кратеров — проход в обратном направлении без выключения дуги.
Техника безопасности
Использование средств защиты является необходимым условием проведения сварочных работ. Обязательно использование респиратора для органов дыхания, защитной маски, специальной одежды и обуви для защиты от свечения сварочной дуги и брызг расплавленного металла. Едкий белый дым, выделяющийся при сварке алюминия провоцирует кашель и головные боли.
Особое внимание следует уделить защите открытых участков тела от влияния УФ-излучения, т.к. при сварке алюминия оно гораздо интенсивнее, чем при сварке других металлов. При попытке сварки в ” шортах” и в “майке” эффект солярия вам обеспечен уже спустя 30 мин.
Сварка полуавтоматом алюминия не сопоставима по качеству с применением TIGа, однако с лихвой компенсируется значительной производительностью. Она является прекрасным решением в случае наплавки или заполнения больших зазоров. В условиях промышленного производства применение полуавтоматов наиболее целесообразно ввиду объемов и высоких требований к скорости. Применение промышленных аппаратов и высокая квалификация сварщика позволяют добиваться отличных результатов.