Что такое металлизированная окраска кузова автомобиля. Металлизированная краска
Каждый автовладелец знает, что одним из важных этапов восстановительных работ является выбор цвета краски. В современное время самыми популярными цветами для покраски автомобиля считаются металлик или перламутр. Существует множество тонов такой эмали. А всеми привычные цвета, такие как синий, серный или серый, при помощи автокраски металлик меняют свой внешний вид, приобретая серебристый оттенок.
Состав автокраски
Но подбор этих привлекательных и стильных оттенков требует основательного подхода. В случае неправильного подбора участки, которые подвергались ремонту, будут отличаться по оттенку от остальных частей кузова. Поэтому чтобы не возникло подобной ситуации, необходимо внимательно подходить к вопросу выбора краски для авто.
Автомобильная краска помогает не только создавать стиль авто, но и является надежным покрытием, которое защитит поверхность от ржавчины и механических повреждений.
Автокраска состоит из следующих основных компонентов:
- растворитель, который помогает получить требуемую консистенцию и вязкость;
- определяющий цвет и оттенок краски пигмент;
- связующие вещества – необходимы для равномерного нанесения и придания глянцевого блеска.
В зависимости от сочетания компонентов выделяются различные виды краски, которые имеют определенные свойства и характеристики.

Автокраска металлик: состав и основные параметры
Существует огромное количество видов краски, среди которых все большую популярность приобретает автокраска типа металлик. Она способна визуально придать серебристый оттенок любому цвету.
Автокраска обладает особым эффектом, который достигается благодаря внедрению в состав специальных пигментов цинка, латуни, меди, бронзы или алюминия. Свет, попадающий на поверхность, отражается от этих частиц и получается блестящая поверхность.
От количества этих пигментов в составе краски, правильности формы и близости их расположения друг к другу будет зависеть степень сверкания поверхности авто. Серебристый оттенок получается в итоге внедрения в состав краски специальных плоских частиц, отражающая способность которых напрямую зависит от угла расположения.
Автокраски металлик позволяют создать уникальный стиль автомобилю. Она помогает получить красивый металлический блеск кузова, что сделает авто эффектным, стильным и выделяющимся на фоне других автомобилей.

Варианты окрашивания
Покраска авто в цвет металлик проводится с учетом некоторых особенностей. Так, необходимо следить не только за равномерностью распределения или качеством окрашивания, но и за толщиной и количеством слоев. Выделяются несколько вариантов материалов:
- однослойный металлик – в составе этого вида присутствует лак, покраска же может быть испорчена появлением подтеков или пузырей;
- двухслойный – покраска происходит в два этапа с промежутком для высыхания первого слоя, в конченом итоге получается устойчивое к механическим воздействиям и повреждениям блестящее покрытие;
- трехслойный металлик – в итоге такого варианта получается перламутровый отлив.
Самым распространенным методом, при котором совершается покраска авто, является двухслойный способ. Тогда как технически сложным является трехслойное покрытие, предназначенное для нестандартных вариантов окрашивания.

Оттенки краски металлик
С каждым годом палитра оттенком металлик становится все разнообразней, и стандартные автомобильные цвета, такие как серебристый, черный или синий, дополняются новыми неожиданными оттенками, к которым можно отнести оранжевый или розовый.
Заводские палитры автозаводов ежегодно обновляются, причем каждый производитель стремится заинтересовать потенциальных покупателей оригинальностью и даже креативностью. Так, в брошюре автомобилей Lada, черный металлик назван «космосом», а серебристый – «снежная королева». Но чаще всего производители предпочитают пользоваться готовыми материалами поставщиков лакокрасочных покрытий, повторяя их цветовую палитру.
Случается, что представленная цветовая палитра не имеет требуемого оттенка. Тогда можно скорректировать цвет путем смешивания одинаковых по составу, но различных по тонам, материалов:
- оранжевый оттенок можно получить путем соединения желтого цвета с красным;
- чтобы получить темно синий, стоит к основному оттенку добавить черный и немного зеленого цвета;
- модным в последнее время является фиолетовый оттенок, который можно получить, если в синий цвет добавить красный;
- зеленый, красный и синий цвета дадут в итоге пурпурный оттенок – довольно нестандартный цвет авто;
- даже серебристый оттенок можно скомбинировать самостоятельно – для этого нужно к белому добавить синий и черный цвета.

Единственный цвет, который невозможно смешать – это черный. Можно смешать синий, коричневый, зеленый, желтый и другие цвета, чтобы получить черный, но по оттенкам это всегда будут различные цвета.
Подбор цвета автокраски
Чтобы покраска была проведена качественно, необходимо отдельное внимание уделить подбору цвета, который проводится несколькими способами:
- по вин-коду или номеру в каталоге – специальные цветовые палитры с номерами красок для различных марок авто, моделей и даже годов выпуска, помогают быстро определится с выбором цвета;
- подбор с помощью компьютера – созданные программы позволяют сопоставить код краски на образце с требуемым кодом, учитывая при этом глубину, насыщенность и контрастность цвета;
- «на глаз» — можно выбрать оттенок, сравнив деталь автомобиля с палитрой производителя краски.
Подбор цвета с использованием специальных компьютерных программ считается самым дорогостоящим способом, но именно он позволяет точно определить, какая автокраска требуется в конкретном случае.
К тому же самостоятельный подбор именно такого типа краски недопустим, поскольку различить оттенки или насыщенность цвета бывает довольно проблематично. И тогда покраска требуемых участков будет визуально отличаться от остальной части кузова.
Качество покрасочных работ оказывает огромное влияние на внешний вид любого автомобиля. Справедливость данного утверждения особенно подтверждает покраска автомобиля металликом. Использование данной краски делает заметными практически все виды внешних дефектов кузова. Можно ли произвести качественную ?
Технология покраски машины металликом требует последовательного и неукоснительного выполнения каждого этапа. В противном случае вы рискуете зря потратить не только свое время, но и деньги. Данная статья будет посвящена детальному описанию основных этапов нанесения краски металлик на кузов автомобиля в гаражных условиях.
Краска с эффектом металлик
Вот так выглядит автомобиль окрашенный в металлик. Нажмите на фото для увеличения.
Краска с эффектом металлик представлена в трех разновидностях:
- Однослойная.
- Двухслойная.
- Трехслойная.
Однослойную краску применяют довольно редко, так как для ее качественного нанесения необходим высокий уровень квалификации и определенное мастерство. Использование трехслойной краски позволяет создать сложные эффекты (белый перламутр, хамелеон и т.д.). Данный тип покрытия характеризуется изменением цвета в зависимости от угла обзора. Технология в этом случае предполагает нанесение прозрачного перламутра на выполненную грунт-тонером базу.
Двухслойная краска получила наибольшее распространение и популярность. Покраска авто данным методом в металлик достаточно проста и представляет собой поэтапное нанесение базы
Окраска кузова
Окраска кузова
Окраска кузова автомобиля. Настолько распространенное понятие, но при этом совершенно разный подход, и как следствие, результат оказания этой услуги на автомобильном рынке. Большое значение в этом вопросе оказывает выбор материалов, причем не только непосредственно лакокрасочных, но и материалов для подготовки поверхности.
Мировым лидером материалов для подготовки деталей к покраске считается 3М. Многие Вас могут заверять, что совершенно не имеет значения каким абразивом готовить поверхность, но будьте уверены, что после окраски детали, которую готовили дешевыми абразивными материалами, Вы сможете увидеть риски под лаком. Конечно мастер может увеличить толщину слоя, чтобы постараться сделать их менее заметными, но это впоследствии приведет к расхождению по цветовому восприятию (разнотон деталей на сложных цветах) или к нарушению адгезии декоративных материалов, да и за дополнительный расход лакокрасочных материалов придется платить все равно Вам.
Теперь сами лакокрасочные материалы, здесь очень большое разнообразие продуктов. Описать каждый, отметив его преимущества и недостатки, просто не возможно. В любом случае, существует общепринятая линейка ценовых групп: бюджетная и топовая. Различия здесь не в раскрученности бренда, за которое приходится платить конечному клиенту, а в наполнении линейки, наличие совместимых продуктов для всего технологического процесса (травящий грунт, антикоррозионный грунт, наполнители, пигменты для базового покрытия, защитные лаки с разными химико-физическими свойствами). Так например, некоторые цвета определенных производителей просто невозможно получить на бюджетной линейке, а содержать обе в пределах одной технической станции очень сложно. Поэтому наш выбор остановился на топовой линейке производителя ЛКМ Akzo Nobel (голандия) SIKKENS, мы пользуемся их продукцией с 2007г. и гарантируем высокое качество оказания услуг, в разумные сроки. Работа с дистрибьютором продукции на территории РФ, гарантирует высокое качество продукта, техническую поддержку (поиск решения в сложных случаях) и разумные цены (большие поставки).
И будьте уверены, что «скупой платит дважды», некоторые недобросовестные исполнители находят, например, грунт одного производителя, базовое покрытие другого производителя, а лак третьего, главное дешевле, а в результате как все это будет работать на молекулярном уровне большой вопрос. Ведь периоды кристализации, время межслойной сушки у производителей отличается, возможно и отслаивание (плохая адгезия) спустя некоторое время. Но даже самый качественный продукт требует правильного применения, и только подготовленный специалист способен раскрыть все премущества выбронного ЛКМ. Здесь сказывается опыт и знания специалиста, и соответствующее оборудование для выполнения работ. Очевидно, что маленькая станция кузового ремонта, с потоком в одну/две машину в месяц, просто не может позволить себе закупить дорогостоящее оборудование, затратиться на обучение персонала, и закупить все необходимые материалы для подбора цвета. Отсюда и конечный результат.
Если Вас заинтересовала эта тема, предлагаю ознакомиться с учебным материалом по окраске автомобилей, который подготовили специалисты нашего учебного центра.
Компоненты краски
Окрашивание – это процесс нанесения на поверхность изделия жидкой краски для создания тонкой пленки, которая затем сушится и отверждается, чтобы образовалось твердое покрытие или «окрасочная пленка».
Окрашивание преследует две основные цели:
- Предохранение.
Является основной целью окрашивания, так как окрасочная пленка обеспечивает защиту изделия от внешних воздействий, вызывающих повреждение его поверхности.
- Эстетический вид и идентификация.
Окраска придает цвет, создает глянец и улучшает эстетический вид изделия, что, в свою очередь, делает изделие привлекательным. Цветовая идентификация является другой целью окрашивания (пожарные и машины скорой помощи имеют определенную окраску, чтобы отличаться от других автомобилей)
Виды покрытий
1.Листовой металл панели кузова
2.Грунт Защищает кузов от коррозии.
3.Грунт-выравниватель
Образует подложку для верхнего слоя краски и выравнивает поверхность грунта.
4.Верхний слой
Завершающий слой окраски, который придает кузову блеск и привлекательный вид.
Типы верхних покрытий
- Однокомпонентная окраска
Образуется нанесением единственного верхнего слоя краски на базе красящих пигментов, которые не содержат в своем составе алюминиевых частиц.
1 – Отраженные лучи
- Металлизированная окраска («металлик»)
Верхний слой покрытия образуется нанесением двух слоев: база — металлизированная краска, которая представляет собой смесь обычной краски и алюминиевой «пудры», а верхний слой образуется прозрачным лаком. Такое покрытие при техническом обслуживании или мытье автомобиля требует большой осторожности, поскольку на поверхности прозрачного слоя лака могут появиться легкие, но очень заметные царапины.
- Окраска с жемчужными искорками (перламутровая)
Покрытие состоит из трех компонентов. В состав среднего компонента входят мельчайшие блестящие частицы слюды. Уникальными особенностями такого покрытия являются пространственная глубина, жемчужный блеск и прозрачность. Чтобы уберечь прозрачный верхний слой лака от царапин, следует проявлять немалую осторожность.
Краска обычно растворяется разбавителем для более легкого нанесения. В двухкомпонентную краску добавляется отвердитель.
Краска — Смола. Вязкая и прозрачная жидкость, которая образует пленку. Придает глянец, твердость и обеспечивает адгезию краски.
Краска — Пигмент. Порошок, который придает цвет и является наполнителем краски.
Краска — Растворитель. Жидкость, которая растворяет смолу и способствует более легкому смешиванию пигмента и смолы.
Краска — Добавки. Вещества, добавляемые в соответствием с назначением краски.
Разбавитель — Растворитель. Придает краске требуемую вязкость для более легкого нанесения.
Отвердитель — Отвердитель. Связывает молекулы в смоле, образуя таким образом прочную твердую пленку.
Отвердитель — Растворитель. Жидкость, которая растворяет отвердитель для регулирования его вязкости.
Смолы
Смола, основной компонент краски, представляет собой вязкую и прозрачную жидкость, которая образует пленку после ее нанесения на изделие и сушки.
Пигменты
Пигментами являются мельчайшие частицы, которые не смешиваются с водой, маслом или растворителями. Сами по себе они не могут сцепляться с другими предметами. Однако они могут сцепляться с другими предметами после их смешивания со смолой и др. компонентами смазки.
Цветовые. Придают цвет покрытию
Блестящие. Придают покрытию металлическую или перламутровую игру цветов
Наполняющие. Придают покрытию прочность и кроющую способность, увеличивают вязкость и предохраняют от осаждения
Противокоррозионные. Используются в нижних слоях покрытия для предохранения от коррозии
Матирующие. Используются для уменьшения глянца покрытия
Растворители и разбавители
Растворитель является жидкостью, которая растворяет смолы и облегчает смешивание пигментов и смол в процессе приготовления красок. Обычно он смешивается с краской основного цвета. Разбавитель используется для разжижения краски основного цвета до вязкости, необходимой для выполнения окрашивания. Растворитель и разбавитель испаряются по мере сушки краски и не остаются на покрытии.
Добавки
| Тип добавки | Назначение |
| Пластификатор | Придает окрасочной пленке пластичность. |
| Диспергатор пигментов | Помогает дисперсии пигментов и препятствует связыванию дисперсных пигментов. |
| Замедлитель осаждения | Замедляет процесс осаждения пигментов в нижние слои в процессе хранения посредством предотвращения отделения их от смол и растворителей. |
| Замедлитель отделения цвета | Препятствует отделению пигмента и его подъему, что часто связано с краской, частицы пигментов которой разных размеров или обладают различным удельным весом. |
| Выравнивающее вещество | Позволяет краске течь и помогает получить ровную пленку без следов кисти или апельсиновой корки. |
| Противовсепенивающее вещество | Предохраняет от появления воздушных карманов, когда воздух смешивается с краской при нанесении ее на изделие и от образования воздушных пузырей. |
| Ультрафиолетовый абсорбент | Поглощает ультрафиолетовые лучи, чтобы предохранить окрасочную пленку от повреждения при воздействии солнечных лучей. |
Отвердители
]
При использовании двухкомпонентной краски к ней добавляется отвердитель. Добавленный к основному компоненту двухкомпонентной краски, отвердитель реагирует с молекулами основного компонента для получения большего количества молекул или высокомолекулярных полимеров. В качестве отвердителя в уретановой краске используются изоцианатные соединения.
Автомобильные краски
Состав окрасочного покрытия нового автомобиля имеет три слоя. Простым нанесением одного типа краски не достигаются требуемые цели окрашивания. Поэтому для гарантии получения требуемых рабочих характеристик производят послойное нанесение различных окрасочных пленок, обладающих разными свойствами.
Краски верхнего покрытия
Роль верхнего покрытия состоит в придании цвета, глянца, гладкости наряду с другими качествами и в обеспечении стабильности этих качеств. Краски верхнего лакокрасочного покрытия могут быть классифицированы по способу сушки следующим образом:
Теплополимеризационная краска (горячей сушки)
Это краска однокомпонентного типа, которая отверждается при температуре около 140о С. Она широко используется на автомобильных сборочных конвейерах, но редко применяется для перекраски.
Термореактивная аминоалкидная. В качестве основных компонентов содержит алкидные и меламиновые смолы. Обладает превосходными характеристиками покрытия, включая глянец, твердость, наращивание и стойкость к растворителям.
Термореактивная акриловая. Эта краска, содержащая в качестве основных компонентов акриловые и меламиновые смолы, применяются главным образом для получения металлизированных цветов окраски, которые требуют высокого уровня полупрозрачности.
Двухкомпонентная (уретановая) краска
Спирт (ОН), содержащийся в основном компоненте, и изоцинат, содержащийся в отвердителе, вступают в реакцию для получения поперечно-связной структуры, называемой уретановой связью. Основными компонентами этой связи являются акриловые и полиэфирные смолы.
Обеспечивает превосходные характеристики покрытия, однако она очень медленно сохнет, и для правильной сушки требуется специальное сушильное оборудование. Некоторые акрило-уретановые краски сохнут быстро и легко наносятся, хотя характеристики покрытия могут быть хуже.
Способы нанесения краски
Окрашивание распылением
Состоит в нанесении краски в распыленном виде и обеспечении сцепления частиц краски с изделием. Этот способ обычно применяют при перекрашивании автомобилей. Для этого способа характерны следующие особенности.
- Распыление краски обеспечивает эффективность работы и гарантирует прекрасную отделку поверхности;
- Окрашивание распылителем имеет также широкий диапазон применения, поскольку материал или форма изделия не влияют на результаты работы;
- Поскольку краска распыляется, то часть ее теряется в виде тумана, не достигая изделия;
- Для правильного распыления краски ее вязкость должна поддерживаться на определенном уровне.
Распыление сжатым воздухом
Процесс основан на принципе пульверизации и осуществляется посредством подачи сжатого воздуха через отверстие, что заставляет краску выходить из бачка и подвергаться мельчайшему распылению.
- Этот метод можно использовать с большинством типов краски;
- Стоимость оборудования относительно низкая;
- Обеспечивает хорошую текстуру;
- Позволяет производить окрашивание изделий сложной формы;
- Эффективность адгезии относительно слабая.
Распыление без сжатого воздуха
Принцип аналогичен распылению воды, подаваемой по шлангу и проходящей через узкое сопло. Краска подается под высоким давлением и проходя через небольшое отверстие распыляется в воздухе.
- Создается меньше распыленного тумана;
- Обеспечивается более высокая адгезионная эффективность;
- Можно использовать краску с более высокой вязкостью;
- Можно распыливать больший объем краски;
- Текстура, получающаяся в результате такого распыления, хуже, чем при распылении сжатым воздухом;
- Трудно отрегулировать количество распыляемой краски и характер распыления.
Электростатическое окрашивание
Устройство для электростатического окрашивания заряжает краску отрицательным зарядом, заставляя частицы краски отталкиваться друг от друга и превращаться в туман. Затем частицы краски притягиваются к положительно заряженному кузову автомобиля.
- Обеспечивает более высокую адгезионную эффективность минимальными потерями краски;
- Обеспечивает эффективное распыление и хорошую отделку поверхности
- Имеет более высокую скорость окрашивания;
- На участках с углублениями создается низкий электрический потенциал, что приводит к плохой адгезии краски и поэтому требуется дополнительный проход;
- Не может использоваться для окрашивания диэлектрических материалов.
Другие способы окрашивания
Нанесение шпателем. Этот способ используется для нанесения весьма вязкого материала, образующего твердое толстое покрытие (используется для нанесения шпатлевки, наполнителя или лака).
Окрашивание кистью. Может быть легко применено независимо от формы, расположения и типа оборудования.
Окрашивание валиком. Этот способ удобен для окрашивания стен и других плоских поверхностей.
Погружение (окунание). Все изделие может быть окрашено сразу, что является идеальным для массового производства. Потери краски минимальны. Используется в случаях, когда внешний вид не является решающим.
Окрашивание электо-осаждением. Минимальные потери краски. Сразу окрашивается все изделие. Отсутствует каплеообразование. Позволяет регулировать толщину.
Душ. Для окраски этим способом используется насос, который подает краску к соплам, откуда она поступает к изделию.
Порошковые покрытия. После нанесения на деталь порошковой пластмассы, она расплавляется под действием тепла для образования пленки.
Подготовка к нанесению покрытия
Перед нанесением лакокрасочного покрытия следует провести подготовительные работы. Их можно подразделить на две большие группы: подготовка автомобиля к окрашиванию и подготовка краски к нанесению.
Смешивание с отвердителем (для двухкомпонентной краски)
Важно следовать инструкциям изготовителя красок для точного измерения количества отвердителя до смешивания с краской. Если эта операция не будет выполнена надлежащим образом, позднее могут возникнуть различные проблемы, такие как отслаивание, пятнообразование и образование водяных пятен.
Смешивание с разбавителем (для корректировки вязкости)
Вязкость краски в первоначальном состоянии слишком высока для возможности ее нанесения краскораспылителем. Поэтому краску следует развести с помощью разбавителя до уровня вязкости, обеспечивающего требуемое краскораспыление. Для разведения краски используется разбавитель, рекомендованный изготовителем краски. В каталогах краски обычно приводится таблица для выбора такого типа разбавителя, который гарантирует стабильную скорость испарения при данной температуре окружающего воздуха.
Если температура слишком высокая, большое количество разбавителя испарится до нанесения краски на поверхность детали, что приведет к образованию грубого покрытия. И наоборот, если температура слишком низкая, испарится только незначительная часть разбавителя, что приведет к образованию потеков краски.
Даже при одинаковом числе проходов, выполненных с использованием красок, имеющих различную степень разбавления, толщина покрытия (после испарения разбавителя) также будет различной.
Нанесение лакокрасочного покрытия
При нанесении выявительного покрытия наносится столько краски, чтобы появился незначительный глянец, с целью выявления наличия «оспин». Чтобы их удалить следует увеличить давление воздуха и обдуть поверхность всухую.
Краску следует наносить до тех пор, пока не появится глянец и не будет просвечиваться основа.
Отделка – нанесение краски так, чтобы текстура и глянец стали однородными.
Промежуточная сушка – это время, в течении которого испаряется растворитель и покрытие выдерживается до нанесения нового слоя.
Сразу после нанесения покрытия происходит интенсивное испарение растворителя. Если в это время подвергнуть покрытие воздействию тепла, то разбавитель или растворитель будет испаряться очень быстро, что вызовет появление таких дефектов как кратеры и поры.
Пневматический краскораспылитель
Пневматический краскораспылитель — это инструмент, которым наносят краску путем распыления смеси краски и воздуха.
Пневматический краскораспылитель
Регулирует расход краски посредством перемещения иглы. Вывинчивание винта увеличивает расход краски, а затягивание винта уменьшает расход краски. Полная затяжка винта приводит к прекращению подачи краски.
Регулирует форму пятна распыления. Вывинчивание винта дает овальную форму факела распыления а затягивание более круглую форму.
Овальная форма более пригодна для распыления краски на больших поверхностях.
Круглая форма более подходит для распыления краски на небольших поверхностях.
Регулирует величину давления воздуха. Вывинчивание винта увеличивает давление воздуха а затягивание винта уменьшает давление воздуха. Полная затяжка винта пол- костью отключает давление воздуха. Недостаточное давление воздуха снижает распыление краски, а чрезмерное давление воздуха вызывает большее разбрызгивание краски что увеличивает ее расход.
Нажатие на курок вызывает распыление воздуха и краски. Курок действует в два этапа. Первоначальное нажатие на курок вызывает открытие воздушного клапана, позволяя распыляться только воздуху. При последующем нажатии на курок открывается игла, вызывая распыление краски вместе с воздухом. Такое устройство краскораспылителя обеспечивает стабильное распыление при нажатии на курок.
Типы пневматических краскораспылителей
Всасывающего типа
Бачок для краски расположен ниже сопла краскораспылителя. Краска подается только под действием силы всасывания в сопле краскораспылителя.
Благодаря большей емкости бачка пригоден для распыления краски на больших поверхностях.
С подачей краски самотеком
Бачок для краски расположен выше сопла краскораспылителя, краска подается к соплу под действием силы собственного веса, а также за счет силы всасывания, создаваемой у сопла.
Сводятся к минимуму отклонения в количестве подаваемой краски из-за изменения вязкости.
Непригоден для непрерывного окрашивания больших поверхностей из-за небольшой емкости бачка.
С подачей краски под действием сжатого воздуха
Резервуар с краской и распылитель являются отдельными устройствами. Краска сжимается в резервуаре под действием сжатого воздуха и подается к распылителю.
Пригоден для непрерывного окрашивания больших поверхностей. Может использоваться с краской большей вязкости.
Непригоден для небольших окрасочных работ.
Технологические приемы пользования краскораспылителем
Расстояние от краскораспылителя до окрашиваемой поверхности панели.
Если держать краскораспылитель слишком близко к окрашиваемой поверхности, будет наноситься большое количество краски, что будет давать более толстый слой покрытия и появятся подтеки краски. Наоборот, если краскораспылитель удерживать на слишком большом расстоянии, объем краски будет меньшим, создавая тонкий слой и шероховатость покрытия.
Идеальное расстояние определяется типом краски, краскораспылителем и используемым способом окрашивания. Кроме того, для получения однородного покрытия важно поддерживать постоянное расстояние даже при окрашивании неровных поверхностей, как показано ниже.
Угол наклона краскораспылителя — это ориентация краскораспылителя относительно поверхности панели. Краскораспылитель должен быть постоянно перпендикулярен к поверхности панели как в вертикальном, так и в горизонтальном направлениях. Иначе отделка будет выглядеть неравномерной.
Перекрытие пятна распыления.
При выходе краски из краскораспылителя она разбрызгивается, как показано на рисунке справа, образуя пятно распыления, причем покрытие получается более тонкое по краям, чем а центре.
Следовательно, для получения однородного покрытия пятно распыления должно иметь одинаковую толщину. Приемлемая величина перекрытия составляет от 1/2 до 2/З пятна распыления.
Процесс сушки краски
Процесс, при котором жидкая краска отвердевает и образуется твердое покрытие, называется сушкой или отверждением.
Процесс, при котором краски сушатся и отверждаются, можно классифицировать следующим образом.
Сушка испарением растворителя
При испарении растворителя краски образуется покрытие, но поскольку молекулы смолы не связаны, покрытие может быть растворено разбавителем. Характерной чертой таких красок является быстрое высыхание и простота использования. Однако, они уступают краскам реактивной сушки в части стойкости к действию растворителей и влиянию окружающей среды.
Сушка реактивного типа
Краски реактивной сушки отличаются такой особенностью, что их отверждение не начинается до тех пор, пока что-нибудь не будет введено для начала химической реакции. В большинстве автомобильных красок такого типа отверждение вызывается теплом или катализатором.
Сразу после распыления свежая краска представляет собой разжиженный слой, в котором смешаны смолы, пигменты, растворители и разбавители.
В процессе отверждения растворитель и разбавитель испаряются и молекулы смолы постепенно связываются друг с другом посредством химической реакции.
После окончания отверждения покрытие полностью освобождается от растворителей и разбавителе. Химическая реакция молекул смолы заканчивается и они образуют твердый высокополимерный слой.
Окислительная полимеризация
Так как молекулы смолы окисляются путем поглощения кислорода из воздуха, они полимеризуются в структуру с поперечными связями. Этот тип краски редко применяется в автомобильном деле, поскольку для получения поперечно-связной структуры требуется много времени и грубая структура не обеспечивает приемлемых характеристик покрытия.
Тепловая полимеризация
При нагреве краски этого типа до определенной температуры (обычно выше 120оС) в смоле начинается химическая реакция, вызывающая отверждение краски. В результате получается настолько плотная поперечно-связная структура, что после отверждения краску не растворяет даже разбавитель (термореактивные амино-алкидные и акриловые краски).
Отверждение двухкомпонентной полимеризацией
В этом типе краски основной компонент смешивается с отвердителем, чтобы вызвать в смоле химическую реакцию, заставляющую краску отверждаться. Несмотря на то, что эта реакция может иметь место и при комнатной температуре, для ускорения процесса используется горячий воздух (60-70оС). Большинство автомобильных красок относится к этому типу.
Дефекты окраски
Сорность покрытия (зерность)
Пыль или другие посторонние частицы, которые прилипли к окрашенной поверхности при окрашивании, или сразу после окрашивания, называются зернами. Наряду с внешними источниками загрязнений, эти частицы могут присутствовать в самой краске.
Кратеры (оспины)
Углубления, которые образовались в результате выталкивания из окрасочной пленки масла или воды, или пустоты, возникшие из-за неспособности краски образовать пленку по маслу или воде.
Шагрень (апельсиновая корка)
Представляет собой неровную пленку, которая имеет место при быстром отверждении краски до ее выравнивания (самопроизвольного выравнивающего перемещения краски). На появление дефекта оказывают влияние как режим нанесения покрытия, так и толщина пленки.
Потеки (наплывы)
Потеки вызываются избытком краски, которая стекает вниз и отверждается.
Сморщивание (вспучивание)
Сморщивание бывает двух видов. Один из них вызывается растворителем, проникающим из свежего окрасочного покрытия в слой старой краски, что приводит к ее внутренним деформациям и образованием морщин в верхнем слое. Другой вид сморщивания имеет место при размягчении верхнего слоя покрытия и его расширений под действием тепла с последующей усадкой по мере охлаждения.
Вскипание (поры)
Группы небольших отверстий, называемых порами, появляются при быстром нагреве краски. Если окрашенная поверхность высыхает и отверждается до испарения растворителя, оставшийся растворитель прорывается через пленку, оставляя поры.
Следы шпатлевки
Имеет место, когда на поверхности покрытия проявляется шпатлевка. При различном вспучивании первоначальной окраски и шпатлевки растворитель верхнего окрасочного слоя вызывает сморщивание по окрашенным кромкам и появление следов шпатлевки.
Царапины от шлифования
Царапины увеличиваются и появляются на поверхности верхнего окрасочного слоя, когда растворитель верхнего покрытия проникает в нижележащие слои.
Выцветание (впитывание)
Имеет место, когда верхнее покрытие теряет свой глянец с течением времени. Если нижний слой пористый, он стремиться впитать краску, вызывая ее выцветание. Кроме того, выцветание имеет место, если полированный состав применяется до полного высыхания окрасочной пленки.
Защитные средства
Размеры частиц, оказывающих вредное воздействие на легкие человека, находятся в диапазоне от 0,2 до 5 мкм. В таблице справа показаны размеры типичных частиц, взвешенных в воздухе. Маска является одним из наиболее эффективных средств, которые препятствуют вдыханию таких вредных частиц.
Использование защитных средств
Подбор цветов, подготовка поверхности
- Кепка механика;
- Очки;
- Маска с фильтром;
- Униформа механика;
- Перчатки, защищающие от воздействия растворителей;
- Защитная обувь.
Окрашивание
- Маска, подключаемая к воздуховоду;
- Униформа механика;
- Перчатки, защищающие от воздействия растворителей;
- Защитная обувь.
Газовая маска является защитным средством, предназначенным для защиты органов дыхания человека от вредного воздействия органических газов (воздуха, смешанного с парами органических растворителей). Существуют маски двух типов: маски, подключаемые к воздухопроводу и маски, снабженные фильтрами.
Маска с фильтром снабжена респираторной коробкой для поглощения органических газов.
Металлизированная окраска кузова что это
Окраска кузова
Окраска кузова автомобиля. Настолько распространенное понятие, но при этом совершенно разный подход, и как следствие, результат оказания этой услуги на автомобильном рынке. Большое значение в этом вопросе оказывает выбор материалов, причем не только непосредственно лакокрасочных, но и материалов для подготовки поверхности.
Мировым лидером материалов для подготовки деталей к покраске считается 3М. Многие Вас могут заверять, что совершенно не имеет значения каким абразивом готовить поверхность, но будьте уверены, что после окраски детали, которую готовили дешевыми абразивными материалами, Вы сможете увидеть риски под лаком. Конечно мастер может увеличить толщину слоя, чтобы постараться сделать их менее заметными, но это впоследствии приведет к расхождению по цветовому восприятию (разнотон деталей на сложных цветах) или к нарушению адгезии декоративных материалов, да и за дополнительный расход лакокрасочных материалов придется платить все равно Вам.
Теперь сами лакокрасочные материалы, здесь очень большое разнообразие продуктов. Описать каждый, отметив его преимущества и недостатки, просто не возможно. В любом случае, существует общепринятая линейка ценовых групп: бюджетная и топовая. Различия здесь не в раскрученности бренда, за которое приходится платить конечному клиенту, а в наполнении линейки, наличие совместимых продуктов для всего технологического процесса (травящий грунт, антикоррозионный грунт, наполнители, пигменты для базового покрытия, защитные лаки с разными химико-физическими свойствами). Так например, некоторые цвета определенных производителей просто невозможно получить на бюджетной линейке, а содержать обе в пределах одной технической станции очень сложно. Поэтому наш выбор остановился на топовой линейке производителя ЛКМ Akzo Nobel (голандия) SIKKENS, мы пользуемся их продукцией с 2007г. и гарантируем высокое качество оказания услуг, в разумные сроки. Работа с дистрибьютором продукции на территории РФ, гарантирует высокое качество продукта, техническую поддержку (поиск решения в сложных случаях) и разумные цены (большие поставки).
И будьте уверены, что «скупой платит дважды», некоторые недобросовестные исполнители находят, например, грунт одного производителя, базовое покрытие другого производителя, а лак третьего, главное дешевле, а в результате как все это будет работать на молекулярном уровне большой вопрос. Ведь периоды кристализации, время межслойной сушки у производителей отличается, возможно и отслаивание (плохая адгезия) спустя некоторое время. Но даже самый качественный продукт требует правильного применения, и только подготовленный специалист способен раскрыть все премущества выбронного ЛКМ. Здесь сказывается опыт и знания специалиста, и соответствующее оборудование для выполнения работ. Очевидно, что маленькая станция кузового ремонта, с потоком в одну/две машину в месяц, просто не может позволить себе закупить дорогостоящее оборудование, затратиться на обучение персонала, и закупить все необходимые материалы для подбора цвета. Отсюда и конечный результат.
Если Вас заинтересовала эта тема, предлагаю ознакомиться с учебным материалом по окраске автомобилей, который подготовили специалисты нашего учебного центра.
Компоненты краски
Окрашивание – это процесс нанесения на поверхность изделия жидкой краски для создания тонкой пленки, которая затем сушится и отверждается, чтобы образовалось твердое покрытие или «окрасочная пленка».
Окрашивание преследует две основные цели:
Является основной целью окрашивания, так как окрасочная пленка обеспечивает защиту изделия от внешних воздействий, вызывающих повреждение его поверхности.
- Эстетический вид и идентификация.
Окраска придает цвет, создает глянец и улучшает эстетический вид изделия, что, в свою очередь, делает изделие привлекательным. Цветовая идентификация является другой целью окрашивания (пожарные и машины скорой помощи имеют определенную окраску, чтобы отличаться от других автомобилей)
Виды покрытий
1.Листовой металл панели кузова
2.Грунт Защищает кузов от коррозии.
3.Грунт-выравниватель Образует подложку для верхнего слоя краски и выравнивает поверхность грунта.
4.Верхний слой Завершающий слой окраски, который придает кузову блеск и привлекательный вид.
Типы верхних покрытий
Образуется нанесением единственного верхнего слоя краски на базе красящих пигментов, которые не содержат в своем составе алюминиевых частиц.
1 – Отраженные лучи
- Металлизированная окраска («металлик»)
Верхний слой покрытия образуется нанесением двух слоев: база — металлизированная краска, которая представляет собой смесь обычной краски и алюминиевой «пудры», а верхний слой образуется прозрачным лаком. Такое покрытие при техническом обслуживании или мытье автомобиля требует большой осторожности, поскольку на поверхности прозрачного слоя лака могут появиться легкие, но очень заметные царапины.
- Окраска с жемчужными искорками (перламутровая)
Покрытие состоит из трех компонентов. В состав среднего компонента входят мельчайшие блестящие частицы слюды. Уникальными особенностями такого покрытия являются пространственная глубина, жемчужный блеск и прозрачность. Чтобы уберечь прозрачный верхний слой лака от царапин, следует проявлять немалую осторожность.
Краска обычно растворяется разбавителем для более легкого нанесения. В двухкомпонентную краску добавляется отвердитель.
Краска — Смола. Вязкая и прозрачная жидкость, которая образует пленку. Придает глянец, твердость и обеспечивает адгезию краски.
Краска — Пигмент. Порошок, который придает цвет и является наполнителем краски.
Краска — Растворитель. Жидкость, которая растворяет смолу и способствует более легкому смешиванию пигмента и смолы.
Краска — Добавки. Вещества, добавляемые в соответствием с назначением краски.
Разбавитель — Растворитель. Придает краске требуемую вязкость для более легкого нанесения.
Отвердитель — Отвердитель. Связывает молекулы в смоле, образуя таким образом прочную твердую пленку.
Отвердитель — Растворитель. Жидкость, которая растворяет отвердитель для регулирования его вязкости.
Смолы
Смола, основной компонент краски, представляет собой вязкую и прозрачную жидкость, которая образует пленку после ее нанесения на изделие и сушки.
Пигменты
Пигментами являются мельчайшие частицы, которые не смешиваются с водой, маслом или растворителями. Сами по себе они не могут сцепляться с другими предметами. Однако они могут сцепляться с другими предметами после их смешивания со смолой и др. компонентами смазки.
Цветовые. Придают цвет покрытию
Блестящие. Придают покрытию металлическую или перламутровую игру цветов
Наполняющие. Придают покрытию прочность и кроющую способность, увеличивают вязкость и предохраняют от осаждения
Противокоррозионные. Используются в нижних слоях покрытия для предохранения от коррозии
Матирующие. Используются для уменьшения глянца покрытия
Растворители и разбавители
Растворитель является жидкостью, которая растворяет смолы и облегчает смешивание пигментов и смол в процессе приготовления красок. Обычно он смешивается с краской основного цвета. Разбавитель используется для разжижения краски основного цвета до вязкости, необходимой для выполнения окрашивания. Растворитель и разбавитель испаряются по мере сушки краски и не остаются на покрытии.
Добавки
| Тип добавки | Назначение |
| Пластификатор | Придает окрасочной пленке пластичность. |
| Диспергатор пигменто |
Металлизированная окраска кузова что это


АВТОВАЗ продолжает совершенствовать популярный внедорожник LADA 4х4. В текущем году за счет повышения надежности и комфортности существенно улучшились его потребительские свойства. На следующий год АВТОВАЗ планирует серьезно обновить лакокрасочное покрытие LADA 4х4.
Материалы, планируемые к внедрению в окраску LADA 4х4, в 5 раз повысят коррозионную стойкость кузова внедорожника. Кроме того они позволят покрывать LADA 4х4 металлизированными эмалями.
Николай Кананыхин, начальник производства автомобилей LADA 4х4, большое значение для рассчитанного на использование в экстремальных условиях внедорожника, кроме его конструктивных особенностей, также имеет коррозионная стойкость кузова. Чтобы привести этот показатель к мировым стандартам на АВТОВАЗе приняли решение внедрить в технологию комплекса по окраске LADA 4х4 современных материалов. Также в комплексе окраски проведут модернизацию оборудования.
Работы по решению этой масштабной задачи разбиты на несколько этапов. Первый из них на АВТОВАЗе уже начали выполнять. В частности началась модернизация линии фосфатирования кузова. Именно на этом этапе окраски закладывается основа антикоррозийного покрытия. Окончание модернизации запланировано на конец января – начало февраля 2013 года. После этого в технологии будет заменен использовавшийся материал на более современный.
Второй этап модернизации предполагает перевод технологии окраски с анафореза на катафорез. Это обеспечит повышение коррозионной стойкости кузова LADA 4х4 в пять раз. Чтобы провести глубокую модернизацию оборудования с конца апреля до конца мая будет полностью приостановлена работа производства. В ванне нанесения катафорезного грунта демонтируют старое оборудование, а вместо него будет установлено новое оборудование. Соответствующий контракт на его поставку уже заключен с производителем. В итоге к началу лета 2013 года технология цеха будет полностью переведена на работу с катафорезом.
После этого в технологии появится также полиэфирный грунт, который на долгое время обеспечивает сохранность блеска эмали и защиту покрытия от сколов, а также защищает кузов от коррозии.
В отдаленной перспективе на АВТОВАЗе проведут модернизацию камеры окраски. Ее планируют удлинить, а также установить дополнительное оборудование, которое позволит на кузов LADA 4х4 наносить двухслойные и металлизированные эмали. После этого АВТОВАЗ сможет предложить потребителям LADA 4х4, окрашенные металлизированными эмалями. Этого давно ожидают почитатели вазовского внедорожника.
А мотор древнющий с такой же коробкой и с невключающейся раздаткой там не собираются менять?Да и кузов неплохо бы было. А то серъёзное изменение в конструкции-РЕСПЕКТ АВТОВАЗУ. Ура.
Добавлено через 1 минуту
эксНИВА, которая теперь скромно 4нах4, УЖЕ в улучшениях не нуждается. Ибо де-факто трупп. Довольно спорная конструкция еще в 1978 году, собранная в массе своей из частей 2106, она уже требует не модернизации, а гробовщика.
Модернизация покрасочных линий — это хорошо. Но не для заслуженного ветерана. Пластические операции еще никому не вернули молодость. Но вот старушка нива в попугаисто-металлической окраске — это примерно как Алла Пугачева в мини-юбке, смешно и пошло.
Ниву нужно не перекрашивать, а дать ей достойно умереть и уступить место новой модели компактного паркетника со вполне серьезными возможностями.
ЛЕГЕНДА О «МЕТАЛЛИКЕ»
ЛЕГЕНДА О «МЕТАЛЛИКЕ»
Берегите «родную» эмаль — покрасить
машину так, как на заводе,
«Куплю ВАЗ от 95 г.в., небитый, некрашеный. » Прочитав такое объявление, непосвященный может подумать, что речь идет об автомобиле, который почему-то сошел с конвейера с неокрашенным кузовом.
Все, как мы знаем, гораздо проще: покупатель хочет машину с полностью сохранившейся заводской эмалью — та, что уже побывала в малярном цехе автосервиса, его не интересует. Действительно, опыт нескольких поколений автовладельцев многих научил — ремонта хватит ненадолго. Пусть даже самый лучший маляр покрасит вам отрихтованное или приваренное крыло «как самому себе», тщательно обезжирив, прогрунтовав и высушив, через две «соленые» зимы оно все равно зацветет паучками коррозии.
На заводах, на том же ВАЗе, а в последнее время и на ГАЗе («соболи» и «газели») красят вполне сносно. Фирменное оборудование и западные технологии эффективны даже с дешевыми отечественными материалами — лет на пять покрытия хватает. А вот дальше.
На рис. 1 показан полный цикл работы окрасочной линии. Ознакомьтесь и станет очевидным, что в условиях даже хорошо оснащенного автосервиса самых важных стадий подготовки кузова не воспроизвести. Одна только катафорезная обработка с полным погружением кузова в ванну дает очень прочный слой грунта — влага, со временем проникшая под эмаль через трещины и сколы, не может добраться до металла.
А теперь о другом. Говоря о покраске, нельзя не сказать о самих материалах. Наш автопром вот уже сорок лет использует, в основном, эмали серии МЛ (меламиноалкидные), образующие хрупкую, неэластичную пленку. На Западе ведущие автозаводы применяют более долговечные полиэфирные и полиакриловые эмали. Например, немецкий концерн «Хербертс», как и другие производители, поставляет на конвейеры в основном водоразбавляемые материалы, без органических растворителей — испарять в атмосферу сотни тонн этилцеллозольва и циклогексанона, как это делается у нас, в Европе считают варварством — экология превыше всего.
Цвет и оттенок эмали (всего их около 45 тысяч) зависят от сочетания в ней различных пигментов — порошков минерального или органического происхождения. Так, двуокись титана (TiО2) дает белый цвет, газовая сажа (С) — черный и т. д. В развитых странах токсичные пигменты запрещены. Например, вместо желтого хромата свинца (PbCrO4) тот же «Хербертс» давно подобрал безопасный заменитель.
Применяемых пигментов гораздо меньше, чем оттенков эмалей, поскольку, смешивая их согласно хроматическому кругу (рис. 2), можно получить любой цвет спектра. Цвета, расположенные в круге напротив, — антагонисты, они уничтожают друг друга в смеси эмалей. Но все это обычные или, как их называют, одноцветные эмали. Не менее распространены на автомобилях «металлики» — вот о них и поговорим подробнее.
Впервые эмаль, содержащую металлические частицы, у нас увидели отнюдь не на автомобилях — в те годы «победы» и «волги» красили незатейливо — в черный, белый, бежевый. Зато рамы велосипедов харьковского завода искрились так называемыми лессирующими эмалями — чешуйки алюминия отражали свет из глубины лаковой пленки. «Металлики» первых поколений были однослойными (рис. 3, а) — пленка эмали содержала алюминиевые частицы по всей толщине в 50 микрон. В последние годы «металлик» наносят в два слоя: 20 микрон основы с частицами алюминия и еще 50 — прозрачный лак (рис. 3, б). Двухслойное покрытие не только более эффектное — оно прочнее и долговечнее, поскольку лучше отражает ультрафиолетовые лучи солнца — эмаль медленнее стареет.
Последнее достижение — эмали с эффектом перламутра. Их главный компонент — частицы слюды. Это природный минерал — алюмосиликат калия, размолотые кристаллы которого образуют тончайшие прозрачные пластинки. Покрывая их по специальной технологии окислами металлов, химики получают частицы, меняющие цвет в зависимости от угла зрения. У перламутровой эмали минимум два слоя — основа со слюдой и бесцветный лак, а иногда даже три — белая или цветная подложка, слюда и лак. Глубинные переливы и игра цветов завораживают взгляд — покрытие соперничает в красоте с природным жемчугом, тем более что все оттенки, интенсивность отражения и преломления световых лучей разработчик может запрограммировать, подбирая состав эмали и режим окраски.
На рис. 4 показаны падение и отражение лучей света в покрытиях разных видов. Так, в пленке обычной одноцветной эмали (а) свет проходит на глубину около 25 микрон, а угол падения равен углу отражения. В «металликах» и «перламутрах» углы изменяются. В однослойном покрытии (б) довольно много алюминиевых чешуек, расположенных близко к поверхности и параллельно ей, поэтому нижний, видимый сбоку тон получается темным, а верхний, видимый под прямым углом — светлым. В двухслойном «металлике» (в) — наоборот: темный верхний тон и светлый нижний. В эмали с эффектом перламутра (г) свет частично отражается пластинками слюды, частично проходит сквозь них, отражаясь от подложки под разными углами, поэтому мы видим смесь разноцветных лучей.
Словом, не так-то просто создать фирменную краску. Зная это, легко понять, почему у гаражных кустарей, пытавшихся сделать «металлик» из смеси отнюдь не чешуйчатого, а пылеобразного алюминия («серебрянки») и обычной «синтетики», получалось нечто похожее на «молотковую» эмаль для несгораемых шкафов. И уж совсем нереально рассчитывать на долговечное покрытие, обойдясь купленной банкой дешевой однокомпонентной эмали.
Профессиональные ремонтные материалы обязательно двухкомпонентные: и к эмали, и к бесцветному лаку прилагается соответствующий отвердитель, позволяющий акриловым смолам высыхать до высокой твердости при температуре от 20 до 60оС. Разумеется, такие существенно дороже, чем предназначенные для заводов — туда поставляют только однокомпонентные, поскольку голый кузов без легкоплавких пластмассовых деталей и чувствительной электроники сушат при 140оС. Попытки наспех, без разборки, покрасить «синтетикой» МЛ-12 современную иномарку (или хотя бы ее часть) с последующей высокотемпературной сушкой скорее всего закончатся плачевно — салон станет скрипучим, как на «Самаре», а неустранимые сбои системы впрыска топлива заставят продать машину на запчасти.
Покрасить битую или поржавевшую машину не хуже, чем на заводе, можно, но не всякому по карману. Например, хорошо оснащенный сервис, работающий фирменными двухкомпонентными материалами, возьмет за покраску крыла VAZ 2110 около $120, всей «десятки» — до $1500, а, скажем, «Мерседеса-124» — до $3000. Поэтому берегите кузов, пока он свежий: смывайте соль, вовремя закрашивайте сколы эмали, натирайте поверхность восковыми и тефлоновыми полиролями — копейка рубль сбережет.
Рис. 1. Стадии обработки кузова на окрасочной линии.
Рис. 2. Хроматический круг.
Рис. 3. Расположение плоских алюминиевых частиц в пленке «металлика»: а — однослойном;
Рис. 4. Упрощенная схема отражения лучей света в покрытиях разных видов: а — одноцветная эмаль; б — однослойный «металлик»; в — двухслойный «металлик»; г — трехслойный «перламутр».
Что лучше металлизированная окраска или двухслойная эмаль. Металлизированная окраска кузова что это
Настоящего золота или серебра в современных металлических печатных красках, конечно же, нет. Но они очень удачно имитируют благородные металлы, так как на треть состоят из металлических пигментов серебристого или золотистого цвета. Серебристый оттенок обеспечивает алюминиевая пудра, а золотистый — бронзовая, полученная из сплава меди и цинка.
Строго говоря, бронзой называются сплавы меди с оловом, алюминием, свинцом или хромом. Сплав меди с никелем — это мельхиор, а с цинком — латунь. Тем не менее, пудра из сплава меди и цинка почему-то называется не латунной, а бронзовой, — видимо, по инерции: первые порошки для «бронзирования» производились из оловянистой меди, то есть из истинной бронзы.
Возникло такое производство еще в 18-м веке, однако бронзовые печатные краски появились только в конце 19-го столетия. Оттенок «самоварного золота» зависит от соотношения двух металлов: чем больше в сплаве розовато-красной меди, тем более красноватый получается оттенок. Если меди 80% — цвет пигмента желтоватый, если 70% — уже зеленоватый (cм. таблица 1).
Таблица 1. Оттенки золотисто-бронзовых красок
Получение металлизированных пигментов состоит из целого ряда производственных этапов. Сначала алюминиевые электроды распыляют в электрическом поле при температуре чуть выше температуры плавления алюминия при высоком давлении и получают гранулы размером от нескольких до сотни микрон. Далее полученные гранулы перемалывают в шаровых мельницах в присутствии органических кислот, как смазочного материала, чтобы избежать холодного спаивания металлических частиц. После перемалывания частицы алюминия не только меняют свой размер, но и приобретает пластинчатую форму. Следующий этап — просеивание, удаляются агломераты и выделяются фракции металлика с максимально узким распределением по размеру. На заключительной стадии производства металликов частицы проходят поверхностную обработку для придания специфических оптических свойств.
Металлики делятся на два типа:
- всплывающие,
- невсплывающие,
что характеризует степень смачиваемости пигментов в краске.
Всплывающие пигменты из-за высокого поверхностного натяжения не смачиваются и всплывают на поверхность мокрой пленки при нанесении на изделие и ориентируются параллельно подложке.
Невсплывающие, напротив, полностью смачиваются связующим и равномерно распределяются по всей толщине лакокрасочного покрытия. Металлики всплывающего типа дают ровный серебристый блеск, так называемый хром-эффект или эффект хромирования.
Краска металлик характеризуется двумя основными параметрами:
- блеском (metallicbrilliance)
- искрением (sparkle-effect).
Первый описывает уровень отражения, другими словами, чем выше доля отраженного света по отношению к рассеянному или поглощенному, тем большим блеском характеризуется эффект металлика. На практике чем более совершенна поверхность металлизированного пигмента (отсутствие дефектов), чем выше отношение площади к периметру отдельного пигмента (в идеале — круглый диск) и чем уже распределение по размеру частиц, тем выше показатель брилеанса. Очень мелкие пигменты с нерегулярной формой и широким распределением по размерам дают просто серый цвет мало напоминающий серебристый металлик. Искрение наблюдается, когда можно увидеть отражение от отдельных частиц металлизированного пигмента.
Для этого эффекта важен размер частиц, он должен быть от 25 микрон и более.
Также большую роль играет идеальность формы, распределение по размеру и ориентация металлика в пленке краски.
При использовании в краске металлик только алюминиевого металлизированного пигмента получается серебристый металлик. Для придания, какого либо цвета краске, например синий металлик, зеленый металлик или серый металлик в краску вводят высокодисперсные колеровочные пигментные пасты.
Таким же способом можно при покраске получить золотой или бронзовый металлик, соответственно. Использование напрямую медных, бронзовых или латунных пигментов ограничено из-за слабой их светостойкости и атмосферостойкости.
Дисперсия пигментов
Как известно, краски — это не только пигмент. Это дисперсии пигментов в связующем — в воде или пленкообразователях. К примеру, для масляных красок пленкообразователями выступают масла (высыхающие и олифы), для эмалевых — лаки, для клеевых — крахмал или казеин, силикатных — жидкое стекло, эмульсионных — водные дисперсии синтетических полимеров.
Теперь производители металлизированных красок чаще всего поставляют их уже готовыми, а в прежние времена такие краски поставлялись на полиграфические предприятия только в виде двухкомпонентной системы, состоящей из пигментной пасты и связующего. Процесс приготовления красок при помощи дрели с насадкой-смесителем требовал большой аккуратности и ловкости. Нужно было получить однородную массу с гладкой поверхностью, но при чересчур старательном размешивании хрупкие металлические чешуйки повреждались и уже не давали нужного блеска. Каждая частица металлического пигмента, или шлифа, — это не комок, а неправильной формы плоский листик, чешуйка, пластинка тонко расплющенного металла. За счет наложения этих частиц при печати друг на друга и обеспечивается требуемый металлический эффект.
 Для разных способов печати применяется пигмент из того же самого металлического сырья, но с частицами разного размера. Для офсетной и высокой печати нужны чешуйки толщиной около 0,1 микрона и диаметром 3,5 микрона. А для глубокой и флексографической печати частицы шлифа с такой же толщиной имеют диаметр от 8 до 9 микрон. Казалось бы, самый простой способ усилить блеск — это применить пигмент с увеличенными частицами. Но для хороших кроющих свойств в краске нужно поддерживать достаточно высокое содержание пигмента, а увеличение размеров металлических частиц ведет к ослаблению действия связующих веществ и оседанию, выпадению бронзовых или алюминиевых пигментов в осадок.
Для разных способов печати применяется пигмент из того же самого металлического сырья, но с частицами разного размера. Для офсетной и высокой печати нужны чешуйки толщиной около 0,1 микрона и диаметром 3,5 микрона. А для глубокой и флексографической печати частицы шлифа с такой же толщиной имеют диаметр от 8 до 9 микрон. Казалось бы, самый простой способ усилить блеск — это применить пигмент с увеличенными частицами. Но для хороших кроющих свойств в краске нужно поддерживать достаточно высокое содержание пигмента, а увеличение размеров металлических частиц ведет к ослаблению действия связующих веществ и оседанию, выпадению бронзовых или алюминиевых пигментов в осадок.
Срок хранения готовой краски резко сокращается. При глубокой печати наличие в краске частичек размером свыше 10 микрон ведет к образованию на оттиске поглощения и других дефектов — в основном, из-за нежелательного накапливания краски позади ракеля. Такие наслоения краски время от времени «выскакивают» из-под ножа, заметно ухудшая качество готовой продукции. Отсюда следует, что в металлических печатных красках нельзя использовать частицы произвольного размера, а при комбинировании надо придерживаться определенного баланса.
Сухой металлический порошок превращается в пригодную для печатных процессов краску благодаря связующим, обволакивающим и несущим каждую частицу пигмента. Предварительно порошок слегка увлажняют для облегчения последующего смешивания. Естественно, состав связующих у красок, предназначенных для разных способов печати, разный. В состав фирнисов (приготовленных связующих) для офсетных красок входят твердые смолы (модифицированная канифоль и/или углеводородная смола), алкидная смола на растительной основе, минерально-масляный разбавитель, растительные масла, структурообразователи. Связующие для красок, используемых в глубокой печати, включают в себя производные целлюлозы (нитроцеллюлоза, этилцеллюлоза, целлюлозаацетатбутират и целлюлозаацетопропинат), полиамидные смолы, сополимеры винила и другие смолы.
Связующие для пигментов
Всего в производстве красок применяются не менее тысячи наименований компонентов связующих. Понятно, что количество возможных комбинаций бесконечно. Вот почему разработано столько серий красок, различных по своим свойствам, хотя пигментов для металлизированных красок изначально только два. Меняется состав, меняются пропорции компонентов, меняются свойства продукции. Естественно, прежде всего, при создании композиции краски учитывается метод печати. Так, краски для высокой и офсетной печати должны быть гораздо более вязкими, чем краски для глубокой и флексографской печати. И тут решающее значение приобретает выбор растворителя и определение его пропорции.
Разбавители красок
В офсетных машинах красочный аппарат состоит из множества валиков, и краска довольно долго находится в машине. Если бы она содержала легколетучие растворители, то успевала бы, высыхая, много раз изменить свои свойства за время печатания, чего не должно быть ни в коем случае. Поэтому в офсетных красках используются малолетучие разбавители с очень высокой (до 300 градусов и выше) температурой кипения — минеральные масла (см. таблица 2).
Таблица 2. Диапазон кипения разбав
Примула, Снежная королева и Арахис: вспоминаем краски и цвета советских автомобилей
Начало
Первые советские легковушки довоенных лет по цветовой гамме соответствовали концепции великого автопромышленника начала прошлого века Генри Форда: как знаменитый «черный воронок», так и менее зловещие по назначению «эмки» ГАЗ-М1 за редким исключением окрашивались в черный цвет. Да и правительственные ЗИСы, разумеется, были выкрашены аналогично.»Номенклатурно-официальный» колер смотрелся вполне уместно, но редкий еще дорожный поток от этого смотрелся довольно уныло и однообразно. Изредка попадались «эмки» с тёмно-зелёным или светло-серым кузовом, а более ярких «пятен на колёсах» до сороковых годов в СССР практически не встречалось.
Черный цвет кузова для ГАЗ-А и «эмки» был предусмотрен, что называется, «по умолчанию»
И лишь только после того, как закончилась Вторая мировая война, дорожный поток в советских городах запестрел невиданными доселе красками, ведь на улицах появилась «Победа» . В отличие от предшественницы, новую модель красили в разные цвета — несколько оттенков бежевого и зелёного, кофейный, синий, серый…
ГАЗ М-20 «Победа»
Предсерийные Победы были даже двухцветными с разделением по поясной линии
Самыми необычными были автомобили, окрашенные в бирюзовый и фисташковый цвет, причем это было не торговое наименование оттенка, а официальное обозначение в «Стандартах на отделку кузовов автомобилей Победа», утверждённое министром автомобильной промышленности СССР. А вот черных Побед просто не было: этот «официально-номенклатурный» цвет кузова стал прерогативой более престижных автомобилей — ЗИС-110 и ГАЗ-12 ЗИМ.
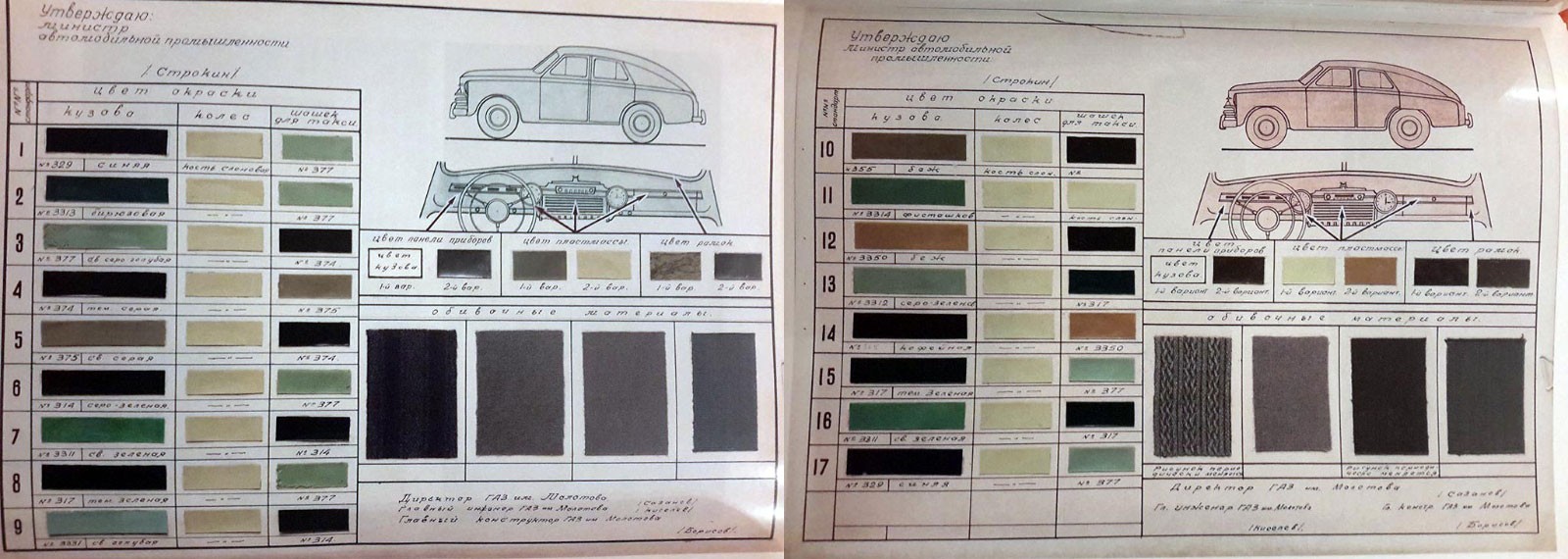 |
Цветовая гамма «Победы» была куда разнообразнее, чем у довоенных машин
«Правительственные» автомобили красили нитроэмалями в семь (!) слоёв с промежуточной полировкой каждого из них. Кроме традиционного черного цвета, хоть и редко, но встречались машины, окрашенные в серый цвет, а на экспорт даже отправляли машины с двухцветным кузовом! Однако для большинства граждан СССР ЗИМ ассоциировался с мрачно-черным окрасом.
В большинстве своем ЗИМы были, разумеется, черными…
 |  |
…хотя встречались и вот такие яркие и двухцветные варианты окраски!
«Народный» Москвич-400-420, как и его модернизированный вариант 401-420, по цветовой гамме не сильно отличался от Победы — все те же мягкие пастельные оттенки, характерные для европейских автомобилей сороковых годов. Тёмно-серый, тёмно-бежевый и сине-зелёный – вот, пожалуй, и вся «палитра», из которой обычно можно было условно выбирать «свой» цвет кузова при покупке Москвича.
«Четырёхсотый» Москвич также не блистал яркостью цветовой гаммы
Все цвета радуги
Всё изменилось с началом выпуска ГАЗ-М21. Несмотря на то, что большинство новеньких Волг, мелькавших по улицам, было окрашено в однотонный цвет кузова (причём довольно спокойный — серый, бежевый, белый и так далее), разработанная на ГАЗе цветовая гамма предполагала не только большое разнообразие ярких оттенков, но и двухцветную окраску, доступную за дополнительную плату.
 |  |
«Двадцать первая» получила комбинированный окрас еще на стадии ранних прототипов!
Двухцветными были автомобили всех трёх серий
Предлагалось четыре варианта разделения поверхностей по цвету: например, крыша одного цвета, а низ другого, или крыша с выштамповкой одного цвета, а остальные детали — другого. Двенадцать комбинаций цветов при этом обеспечивали полную уникальность — шансы встретить вторую такую же «двухцветную» машину в потоке были невелики. Особенно если учесть, что на протяжении 14 лет конвейерной жизни «двадцать первой» для окраски кузова ГАЗ-21 использовалось свыше 160 артикулов (!) цветов, причём от партии до партии оттенки могли заметно отличаться. Это объяснялось несовершенством технологий на производстве автомобильных эмалей, из-за чего на завод поступали краски со значительными расхождениями по оттенку от эталонного номинала. Именно поэтому на ГАЗе были вынуждены вводить новые артикулы. Поэтому один и тот же тон в зависимости от года выпуска и даже партии автомобилей мог заметно отличаться по оттенку, из-за чего само понятие «цвет кузова» для ГАЗ-21 было довольно расплывчатым и условным.
Двухцветная окраска, как и стилистика кузова ГАЗ-21, навевала ассоциации с американскими автомобилями тех лет. И, надо признать, яркие оттенки и многоцветность на Волге смотрелись весьма уместно — не хуже, чем на седанах Ford и Chevrolet тех лет.
И схема окраски, и многие цвета Волги словно позаимствованы у этих американских машин пятидесятых годов. Или не словно…
В отличие от Победы, ГАЗ-21 красили и в чёрный цвет – как нетрудно догадаться, такие Волги обслуживали чиновников и партийную номенклатуру, а «частникам» они доставались в исключительных случаях.

«Чёрная Волга» — это привычное советским гражданам словосочетание появилось еще при ГАЗ-21
Так, на ГАЗ-21 черного цвета ездил советский лётчик-космонавт Юрий Гагарин. Интересно, что «гагаринская» Волга при стандартном для «номенклатурных» автомобилей однотонном черном кузове отличалась от остальных машин светло-голубой отделкой салона — необычное сочетание для «двадцать первой», надо признать. Двухцветная окраска кузова была доступна и для новых моделей МЗМА (402/403). По крайней мере, на экспортных Москвичах встречались контрастные сочетания верхней части кузова и боковин (ниже молдингов).
 |
Двухцветные Москвичи выглядели эффектно и на страницах брошюр «Автоэкспорта»…
…и на улицах европейских городов!

Какие Москвич и Волга могли экспонироваться на выставках за рубежом? Правильно, только двухцветные!
Предсерийный Москвич-408 также получил двухцветную окраску. Но серийные «четыреста восьмые» стали однотонными

Двухцветным был даже предсерийный «горбатый» Запорожец!
Большинство советских автомобилей тех лет красили эмалями ярославского завода «Победа рабочих», причем постепенно нитроэмали были вытеснены более современными и стойкими к внешним воздействиям синтетическими меламиноалкидными красками (МЛ). Такую эмаль с отвердителем сушили при температуре от 80 до 130 градусов. Правда, правительственные лимузины тех лет по-прежнему окрашивались нитроэмалями (вручную!) в несколько заходов с промежуточной сушкой и полировкой отдельных слоёв!
Загадочный металлик
«Обрусевший» Fiat 124 под названием ВАЗ-2101 вышел на дороги большой страны в 1970 году.
Fiat 124 (слева) и наша «единичка» имели общую цветовую гамму
Первые тысячи «копеек» цветовым разнообразием не блистали, поскольку палитра красок состояла из серо-белого (заводской код 233), вишнёвого (181), зелёного (386), синего (483) и палевого (583).
Ранние «копейки» красили в спокойные, приглушенные цвета
Чуть позже к ним прибавились светло-голубой, светло-дымчатый, желтый и несколько оттенков красного. Ну а более-менее разнообразная гамма цветов и оттенков на тольяттинских автомобилях появилась в середине семидесятых годов, причем какого-то «эксклюзивного» цвета для той или иной модели не существовало.
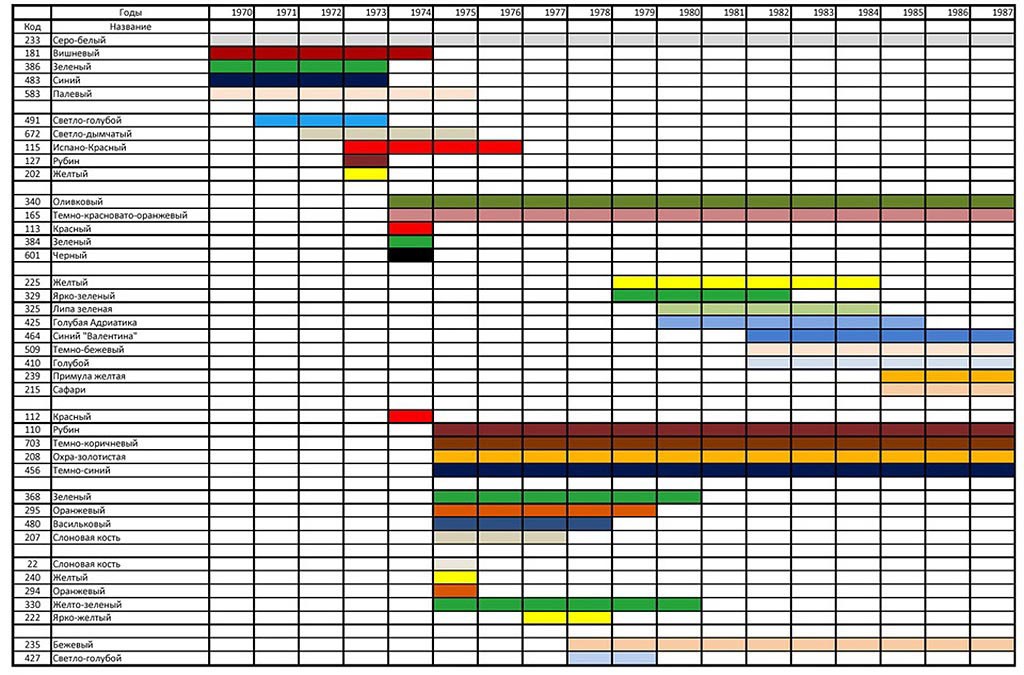
Таблица цветов Жигулей семейства 2101 (2101, 2102, 21011, 21013), выпускавшегося с 1970 по 1987 гг.
То есть, в один и тот же период в ярко-желтый цвет красили не только «единичку», но и ВАЗ-2103 , Ниву и другие выпускавшиеся на тот момент модели.
В один и тот же цвет красили разные модели ВАЗ, причем смотрелась эмаль на машинах по-разному
Впоследствии это же правило «единого цвета для всех моделей» за редким исключением сохранится и для более новых Жигулей. Интересно, что вазовские малолитражки (как, впрочем, и товарные Москвичи, сделанные на двух автозаводах в Москве и Ижевске) в чёрный цвет не красили никогда — точнее, вплоть до конца восьмидесятых годов. В престижный, но непрактичный колер горьковских «персоналок» красили только Волги, Чайки и лимузины ЗИЛ.
«Персоналка застоя» (и после него) была, разумеется, черного цвета. В частные руки такие машины не попадали, за редким исключением
«Двадцать четвёрка» встречалась в разных цветах – в том числе и в ярких. Однако большое количество машин было окрашено в «стандартный» белый или серый тон

Для ГАЗ-3102 было предусмотрено даже меньшее количество цветов, чем было у предыдущих Волг. Большинство же машин этой модели было черного и белого цвета
«Копейку» красили в тёмные цвета – синий и зелёный. Но чёрных Жигулей этой модели с завода не было!

В середине семидесятых годов этот тёмно-синий цвет «трёшки» называли «дипломат»
Чёрный Москвич? Главный конструктор завода А.Ф. Андронов считал, что именно он лучше всего проявляет нюансы дизайна опытных образцов. Позднее этот прототип принял участие в фотосессиях для ВО «Автоэкспорт», что и стало источником мифа по поводу «чёрных Москвичей с завода».
Зато Автозавод имени ленинского комсомола первым начал применять так называемые рефлексные эмали — то есть, аналог современных «металликов»! Еще до того, как АЗЛК-2140 встал на конвейер, в 1974-1975 гг. на выставке ВДНХ экспонировались предсерийные прототипы нового Москвича, кузов которых был окрашен не обычной краской, а новомодными по мировым меркам «металликами» — золотистым под названием «Орфей» и серебристым («Снежная Королева»).

Предсерийный АЗЛК-2140 цвета «Орфей» на ВДНХ-74
Аналогичной металлизированной эмалью (только зелёного цвета) для пущего эффекта покрыли и так и не ставший серийным «большой Москвич» модели 3-5-6 .
Удивительно, но эксперименты с цветовой гаммой «сорокового» в итоге дошли до уровня колерной книжки серийных автомобилей! Ведь в начале 1977 года некоторые партии Москвичей начали окрашивать в три цвета рефлексных эмалей производства немецкой фирмы Herberts — зелёный «Аллигатор», синий «Садко» и голубой «Форель». Таким образом, АЗЛК-2140 стал первым автомобилем в истории советского автопрома, который серийно получил краску типа «металлик».

АЗЛК-2140, окрашенный рефлексной эмалью «Форель»
 |  |
Трёхмиллионный «сороковой» выкрашен, разумеется, в металлик («Страдивари»). Обратите внимание на буйство палитры красок товарных Москвичей за спинами рабочих АЗЛК

В июле 1975-го в Тольятти был выпущен двухмиллионный автомобиль – ВАЗ-21011, кузов которого был окрашен в очень необычный цвет «Ультрамарин». Причём это была не простая эмаль, а рефлексная!

Предсерийная «шестёрка» тоже была покрашена эффектным зелёным «металликом»! Но, в отличие от машин московского автозавода, серийные Жигули новомодную краску не получили
Естественно, в первую очередь такое эффектное внешне покрытие предназначалось для экспортных машин, однако правдами и неправдами металлизированные Москвичи удавалось «достать» и советским гражданам — особенно тем, кто был как-то причастен или связан с московским автозаводом. В 1979-м обновилась и палитра «металликов», и поставщик краски. Вместо немцев модную эмаль начала поставлять югославская фирма Helios, хотя на заводе в это время использовался и металлик немецкой марки Glasurit (входит в концерн BASF). Серебристый цвет «Снежная королева», как и коричнево-золотистый «Страдивари», были задуманы в качестве основных «фирменных» оттенков для «люксовой» модификации АЗЛК-2140-117, больше известной как SL. Правда, большинство «сатурнуслюксов», как и обычные «сороковые», окрашивалось во вполне стандартные эмали ярославского производства.
Несмотря на то, что большинство «металлизированных» Москвичей, покинув конвейер, должно было отправиться за границу, некоторое количество машин, окрашенных в «страдивари» и «королеву», на внутренний рынок всё же просачивалось.
«Страдивари» и «Снежная королева» хорошо сочетались с оригинальными элементами экстерьера АЗЛК-2140 SL

17 cентября 1986 года в Москве собрали четырехмиллионный Москвич. Им стал «люкс» цвета «Снежная королева».

Ранние прототипы «сорок первого» покрасили в тёмно-серый металлик, напоминавший культовый в девяностые годы «мокрый асфальт»
В «Страдивари» и «Снежную королеву» были выкрашены несколько предсерийных переднеприводных Москвичей, которые потом использовали для рекламных фотосессий
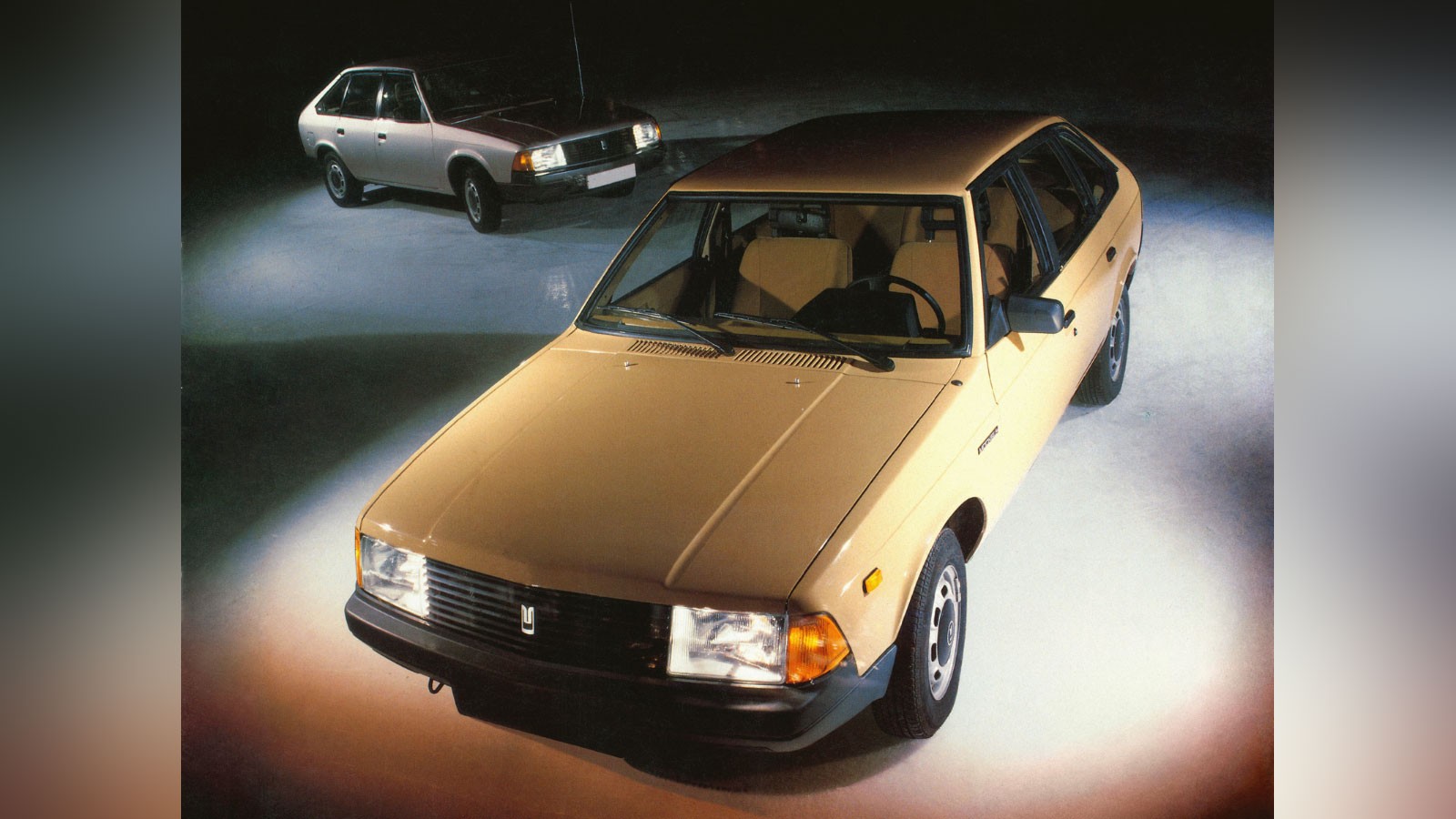
Ранние АЗЛК-2141 красили в несколько оттенков бежевого — «Таврия», «Гоби» и «Арахис». На заднем плане — «сорок первый» цвета «Снежная королева».

Большинство машин впоследствии было окрашено вот в такой «унылый» белый цвет

«Гольфстрим» — интересный сине-зелёный цвет, который очень шел новому Москвичу
В восьмидесятые годы ВАЗы для экспорта нередко окрашивались импортными эмалями — например, производства старейшего производителя красок — фирмы Sadolin. Нередко на бумажных бирках, наклеенных на внутренней стороне крышки багажника Жигулей, можно было встретить и слово «Хелиос» — так называлась эмаль югославского производства. Большинство же автомобилей с ладьей на решетке окрашивалось красками, произведенными в Ярославле.
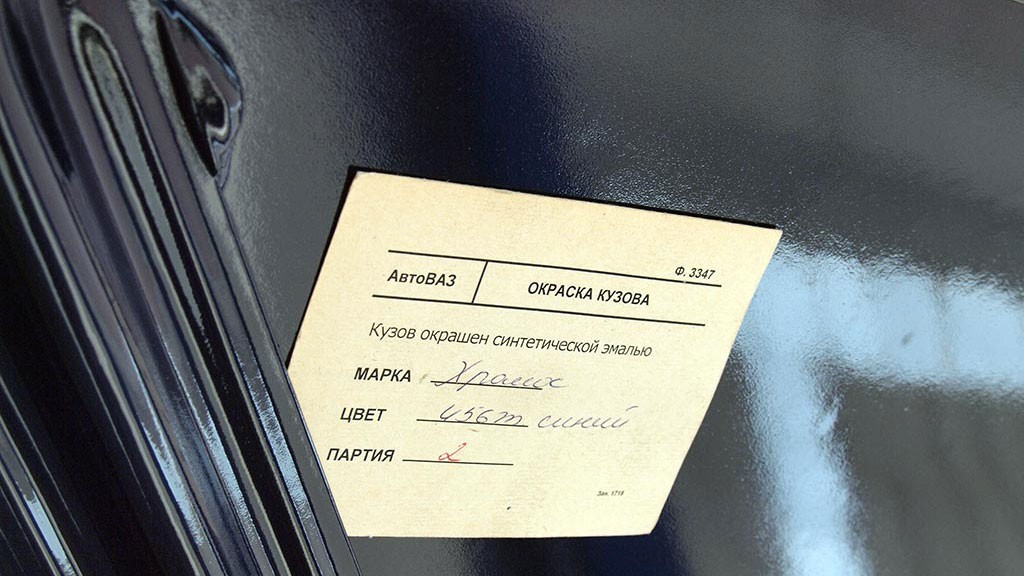 |  |
Код окраски кузова и марку эмали на Жигулях можно было узнать из специальной бумажки, наклеенной на внутреннюю поверхность крышки багажника
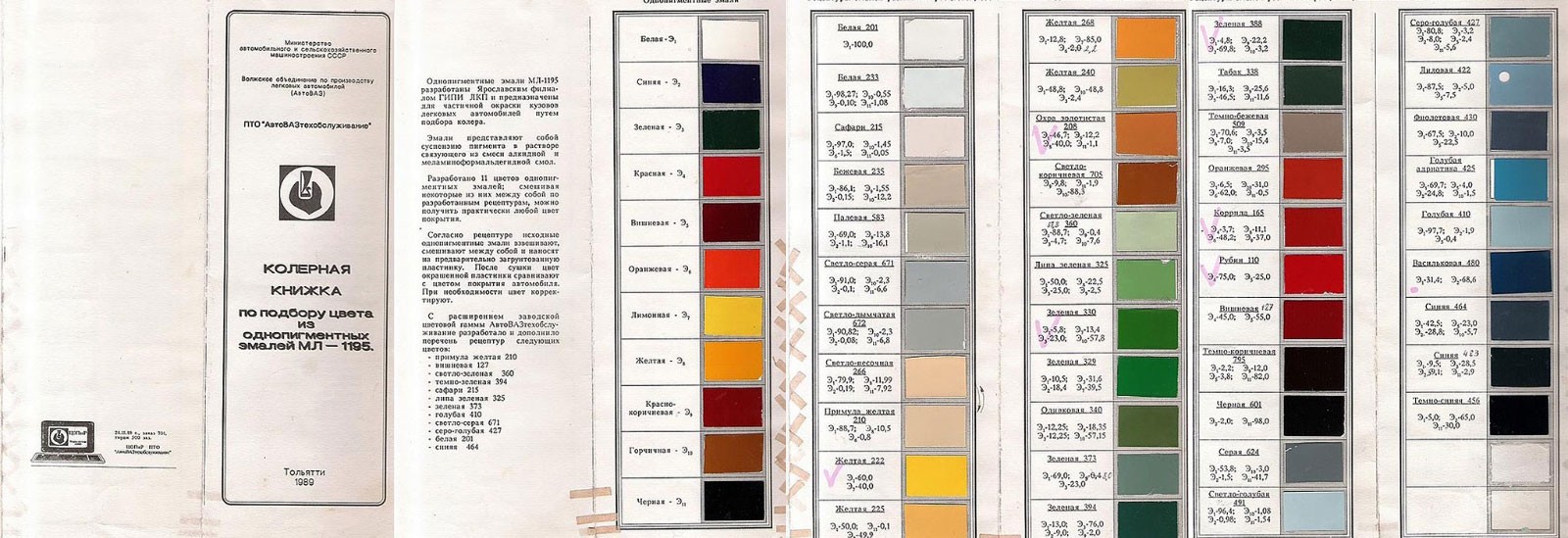 |
Обратите внимание: в колерной книжке ВАЗ за 1989 год уже есть черный цвет!
Серо-голубой (427) цвет появился в гамме ВАЗ во второй половине восьмидесятых годов
Цветовая гамма «восьмерок», появившихся на дорогах СССР в середине восьмидесятых годов, практически полностью повторяла «жигулёвскую» — по крайней мере, в начале выпуска. Не редкостью были яркие, «сочные» цвета – «Зелёная липа» (салатово-зелёный), «Примула» (светло-желтый), «Коррида» (коричнево-оранжевый).
Предсерийный ВАЗ-2108, экспонировавшийся на ВДНХ-84, был окрашен металликом «Снежная королева»
«Примула», «Коррида», «Зелёная липа» – ранние «восьмерки» были, как говорят некоторые, «цветными», причем многие автомобилисты предпочитали при возможности взять машину более спокойного оттенка (белого или бежевого)

Ярко-красный и белый цвета были доступны как на Жигулях, так и на Спутниках
Многие ранние Спутники были окрашены в привычные по другим советским машинам белый, бежевый, коричневый, красный, темно-зелёный и синий цвета. Серо-белый и бежевый оттенки в восьмидесятые годы вообще превалировали над остальными в производственной гамме – видимо, потому, что такие краски были дешевле других. Правда, для покупателя они стоили столько же, сколько и более «весёлые», а ржавчина и грязь на белых и бежевых машинах была заметнее, чем на «цветных».
Белый – наиболее универсальный и распространённый цвет ВАЗ, ведь в него окрашивали все модели: от первых ВАЗ-2101 до «девяносто девятой»
Однако в конце восьмидесятых годов цветовая гамма переднеприводных моделей (ведь к «восьмерке» на конвейере уже добавилась и пятидверная «девятка»!) стала заметно интереснее — появились такие привлекательные для покупателей варианты, как «вишня», тёмно-синий «дипломат», тёмно-коричневый и ранее недоступный на ВАЗах чёрный неметаллик. Интересно, что немецкие (и многие другие европейские) дилеры были настолько не удовлетворены качеством покраски тольяттинских машин, что нередко абсолютно новые чёрные Самары полностью перекрашивали за рубежом!
В черный цвет Лады стали красить в 1989 году. Наряду с появившимися чуть позже металликами такой вариант окраса Спутника считался наиболее престижным в СССР

Обратите внимание: европейский дилер выкрасил бамперы, зеркала и нештатную решетку радиатора «восьмерки» в цвет кузова!
«Вишнёвая девятка» независимо от длины крыльев и точного оттенка (рубин 110 или вишня 127) в те годы была настолько престижным и популярным явлением (мемом, как сказали бы сейчас), что про неё слагали целые песни!
В это же время эмали с металлизированным эффектом наконец-то-то появились и на ВАЗах — разумеется, на переднеприводных «восьмерках» и «девятках». Речь идёт про культовый в начале девяностых тёмно-серый металлик под названием «мокрый асфальт», а также не менее космически крутой оттенок «валюта» (серо-зелёный металлик). Были еще более необычные и редкие «металлики», среди которых серо-голубоватый «электрон» и золотисто-бежевый «брызги шампанского».

Электрон (415) – довольно редкий серебристо-голубовато-фиолетовый «металлик», которым окрашивались Спутники в начале девяностых годов
«Мокрый асфальт» (626) наряду с «валютой» (310) был невероятно модным цветом Самар в начале девяностых годов
«Брызги шампанского» – один из самых редких «металликов» ВАЗ
Предсерийные прототипы Спутников разных моделей для «эффектности» красили в металлики
Правда, как и в случае с «металликовыми» Москвичами, эксплуатация автомобиля с такой краской превращалась в настоящую головную боль. Ведь если случилась любое, даже малейшее повреждение ЛКП (например, соседские детишки катались на велосипеде и случайно зацепили дверь), незаметно подкрасить элемент локально было невозможно, а при полной перекраске детали нужно было не только найти нужную (но очень редкую!) краску в продаже, но и нанести её с той же толщиной слоя! Ведь именно от этого зависел итоговый оттенок покрытия… А еще в силу тотального дефицита в СССР, отстояв несколько лет в очереди, будущий автовладелец был готов смириться даже с «цветом детской неожиданности» — лишь бы машина ездила и не ломалась. А всерьёз о выборе цвета при покупке отечественного автомобиля можно было говорить уже в другой стране и лет десять спустя. Но это уже совсем другая история.
Опрос
Какое цветовое решение советского автопрома вам нравится больше всего?
Всего голосов:
Металлизированная краска, характеристики, свойства, состав, применение в печати
Содержание статьи
Настоящего золота или серебра в современных металлических печатных красках, конечно же, нет. Но они очень удачно имитируют благородные металлы, так как на треть состоят из металлических пигментов серебристого или золотистого цвета. Серебристый оттенок обеспечивает алюминиевая пудра, а золотистый — бронзовая, полученная из сплава меди и цинка.
Строго говоря, бронзой называются сплавы меди с оловом, алюминием, свинцом или хромом. Сплав меди с никелем — это мельхиор, а с цинком — латунь. Тем не менее, пудра из сплава меди и цинка почему-то называется не латунной, а бронзовой, — видимо, по инерции: первые порошки для «бронзирования» производились из оловянистой меди, то есть из истинной бронзы.
Возникло такое производство еще в 18-м веке, однако бронзовые печатные краски появились только в конце 19-го столетия. Оттенок «самоварного золота» зависит от соотношения двух металлов: чем больше в сплаве розовато-красной меди, тем более красноватый получается оттенок. Если меди 80% — цвет пигмента желтоватый, если 70% — уже зеленоватый (cм. таблица 1).
Таблица 1. Оттенки золотисто-бронзовых красок
| Наименование | Цвет | Медь | Цинк |
|---|---|---|---|
| Reichgold/Richgold | Зеленоватый | 70% | 30% |
| Reichbleichgold/Richpalegold | Желтоватый | 80% | 20% |
| Bleichgold/Palegold | Красноватый | 90% | 10% |
Металлизированные пигменты
Получение металлизированных пигментов состоит из целого ряда производственных этапов. Сначала алюминиевые электроды распыляют в электрическом поле при температуре чуть выше температуры плавления алюминия при высоком давлении и получают гранулы размером от нескольких до сотни микрон. Далее полученные гранулы перемалывают в шаровых мельницах в присутствии органических кислот, как смазочного материала, чтобы избежать холодного спаивания металлических частиц. После перемалывания частицы алюминия не только меняют свой размер, но и приобретает пластинчатую форму. Следующий этап – просеивание, удаляются агломераты и выделяются фракции металлика с максимально узким распределением по размеру. На заключительной стадии производства металликов частицы проходят поверхностную обработку для придания специфических оптических свойств.
Металлики делятся на два типа:
- всплывающие,
- невсплывающие,
что характеризует степень смачиваемости пигментов в краске.
Всплывающие пигменты из-за высокого поверхностного натяжения не смачиваются и всплывают на поверхность мокрой пленки при нанесении на изделие и ориентируются параллельно подложке.
Невсплывающие, напротив, полностью смачиваются связующим и равномерно распределяются по всей толщине лакокрасочного покрытия. Металлики всплывающего типа дают ровный серебристый блеск, так называемый хром-эффект или эффект хромирования.
Характеристики металлизированный краски
Краска металлик характеризуется двумя основными параметрами:
- блеском (metallicbrilliance)
- искрением (sparkle-effect).
Первый описывает уровень отражения, другими словами, чем выше доля отраженного света по отношению к рассеянному или поглощенному, тем большим блеском характеризуется эффект металлика. На практике чем более совершенна поверхность металлизированного пигмента (отсутствие дефектов), чем выше отношение площади к периметру отдельного пигмента (в идеале – круглый диск) и чем уже распределение по размеру частиц, тем выше показатель брилеанса. Очень мелкие пигменты с нерегулярной формой и широким распределением по размерам дают просто серый цвет мало напоминающий серебристый металлик. Искрение наблюдается, когда можно увидеть отражение от отдельных частиц металлизированного пигмента.
Для этого эффекта важен размер частиц, он должен быть от 25 микрон и более.
Также большую роль играет идеальность формы, распределение по размеру и ориентация металлика в пленке краски.
При использовании в краске металлик только алюминиевого металлизированного пигмента получается серебристый металлик. Для придания, какого либо цвета краске, например синий металлик, зеленый металлик или серый металлик в краску вводят высокодисперсные колеровочные пигментные пасты.
Таким же способом можно при покраске получить золотой или бронзовый металлик, соответственно. Использование напрямую медных, бронзовых или латунных пигментов ограничено из-за слабой их светостойкости и атмосферостойкости.
Дисперсия пигментов
Как известно, краски — это не только пигмент. Это дисперсии пигментов в связующем — в воде или пленкообразователях. К примеру, для масляных красок пленкообразователями выступают масла (высыхающие и олифы), для эмалевых — лаки, для клеевых — крахмал или казеин, силикатных — жидкое стекло, эмульсионных — водные дисперсии синтетических полимеров.
Теперь производители металлизированных красок чаще всего поставляют их уже готовыми, а в прежние времена такие краски поставлялись на полиграфические предприятия только в виде двухкомпонентной системы, состоящей из пигментной пасты и связующего. Процесс приготовления красок при помощи дрели с насадкой-смесителем требовал большой аккуратности и ловкости. Нужно было получить однородную массу с гладкой поверхностью, но при чересчур старательном размешивании хрупкие металлические чешуйки повреждались и уже не давали нужного блеска. Каждая частица металлического пигмента, или шлифа, — это не комок, а неправильной формы плоский листик, чешуйка, пластинка тонко расплющенного металла. За счет наложения этих частиц при печати друг на друга и обеспечивается требуемый металлический эффект.
Пигменты для печати
Для разных способов печати применяется пигмент из того же самого металлического сырья, но с частицами разного размера. Для офсетной и высокой печати нужны чешуйки толщиной около 0,1 микрона и диаметром 3,5 микрона. А для глубокой и флексографической печати частицы шлифа с такой же толщиной имеют диаметр от 8 до 9 микрон. Казалось бы, самый простой способ усилить блеск — это применить пигмент с увеличенными частицами. Но для хороших кроющих свойств в краске нужно поддерживать достаточно высокое содержание пигмента, а увеличение размеров металлических частиц ведет к ослаблению действия связующих веществ и оседанию, выпадению бронзовых или алюминиевых пигментов в осадок.
Срок хранения готовой краски резко сокращается. При глубокой печати наличие в краске частичек размером свыше 10 микрон ведет к образованию на оттиске поглощения и других дефектов — в основном, из-за нежелательного накапливания краски позади ракеля. Такие наслоения краски время от времени «выскакивают» из-под ножа, заметно ухудшая качество готовой продукции. Отсюда следует, что в металлических печатных красках нельзя использовать частицы произвольного размера, а при комбинировании надо придерживаться определенного баланса.
Сухой металлический порошок превращается в пригодную для печатных процессов краску благодаря связующим, обволакивающим и несущим каждую частицу пигмента. Предварительно порошок слегка увлажняют для облегчения последующего смешивания. Естественно, состав связующих у красок, предназначенных для разных способов печати, разный. В состав фирнисов (приготовленных связующих) для офсетных красок входят твердые смолы (модифицированная канифоль и/или углеводородная смола), алкидная смола на растительной основе, минерально-масляный разбавитель, растительные масла, структурообразователи. Связующие для красок, используемых в глубокой печати, включают в себя производные целлюлозы (нитроцеллюлоза, этилцеллюлоза, целлюлозаацетатбутират и целлюлозаацетопропинат), полиамидные смолы, сополимеры винила и другие смолы.
Связующие для пигментов
Всего в производстве красок применяются не менее тысячи наименований компонентов связующих. Понятно, что количество возможных комбинаций бесконечно. Вот почему разработано столько серий красок, различных по своим свойствам, хотя пигментов для металлизированных красок изначально только два. Меняется состав, меняются пропорции компонентов, меняются свойства продукции. Естественно, прежде всего, при создании композиции краски учитывается метод печати. Так, краски для высокой и офсетной печати должны быть гораздо более вязкими, чем краски для глубокой и флексографской печати. И тут решающее значение приобретает выбор растворителя и определение его пропорции.
Разбавители красок
В офсетных машинах красочный аппарат состоит из множества валиков, и краска довольно долго находится в машине. Если бы она содержала легколетучие растворители, то успевала бы, высыхая, много раз изменить свои свойства за время печатания, чего не должно быть ни в коем случае. Поэтому в офсетных красках используются малолетучие разбавители с очень высокой (до 300 градусов и выше) температурой кипения — минеральные масла (см. таблица 2).
Таблица 2. Диапазон кипения разбавителей для офсетных красок (в градусах Цельсия)
| Для красок хит-сет | 240-290 |
| Для красок листовой офсетной печати | 280-310 |
| Для красок колд-сет | 280-370 |
Количество разбавителя в пастообразных офсетных красках обычно не превышает 30%. А вот в составе жидких красок для глубокой и флексопечати очень много — более 65% — растворителя.
В идеале он должен иметь минимум цвета, запаха и токсичности, а также испаряться без остатка. Растворители для жидких красок кипят при низких (до 100 градусов) и средних (до 150 градусов) температурах.
Только диацетоновый спирт, который уже не используется в производстве красок, относился к высококипящим (точка кипения 166 градусов Цельсия).
Таблица 3. Летучесть некоторых растворителей для флексографской и глубокой печати.
| Растворитель | Точка кипения | Число испарения |
|---|---|---|
| Этанол | 78 | 8,3 |
| Метилэтилкетон | 80 | 2,6 |
| Изопропанол | 82 | 1,0 |
| Изопропилацетат | 88 | 4,0 |
| Этоксипропанол | 134 | 33,0 |
| Этилацетат | 77 | 2,9 |
| Вода | 100 | ок.90,0 |
Говорить что-либо конкретное о химическом составе красок и, особенно о новых рецептурах и технологиях не принято, так как производители держат эти сведения в секрете друг от друга.
Краски для глубокой печати
В производстве красок для глубокой печати в качестве растворителей до недавних пор применяли толуол (бесцветная горючая жидкость, добываемая из каменноугольной смолы и продуктов нефтепереработки) и другие вредные с точки зрения экологии ароматические углеводороды. Понадобилось найти им приемлемую замену.
Состав металлизированных красок
При создании металлизированных красок нужно учитывать, что металлические пигменты лучше всего взаимодействуют с неполярными растворителями, имеющими высокое поверхностное натяжение. Использовать в этом случае низкомолекулярные спирты нежелательно. На одной из стадий производства металлической краски к пигменту добавляется смазочный материал на основе концентрированной жирной кислоты, чтобы придать поверхности металла гидрофобные и олеофобные свойства. Но низкомолекулярные спирты разрушают получившуюся на поверхности металла защитную пленку.
Удовлетворительный результат дает изопропиловый ацетат, который является хорошим растворителем для типичных связующих, применяемых в металлизированных красках, и оставляет после себя меньше следов, что особенно важно для кондитерской и табачной упаковки. Изопропилацетат — легколетучий растворитель,- может в небольших количествах использоваться также и в офсетных металлизированных красках.
Применение вместо толуола сложных эфиров сказывается на смачивающей способности растворителя. Одним из важных преимуществ толуола была способность прекрасно смачивать цилиндр в точке контакта с ракельным ножом в ходе печатания тиража, улучшать скольжение и качество работы ракеля, что положительно сказывалось на качестве готовой продукции.
С эфирными растворителями степень смачивания снизилась, и это нужно как-то компенсировать. В отсутствие ароматических углеводородов наиболее эффективный способ повысить смачивающую способность — это использовать пластификаторы — субстанции с низкой летучестью, которые улучшают пластические качества смол и одновременно могут действовать как смачивающие вещества в рецептуре металлизированных красок. /1/
Пластификатор для металлизированных красок
При взгляде на химическую формулу типичных смол или канифолей, которые используются в промышленности, видно, что это высокомолекулярные соединения, в которых молекулы связаны между собой только в одном продольном направлении. Химические связи эффективно действуют только по длине полимерных цепочек, а между отдельными цепочками они очень слабые — скорее, физической, чем химической природы, а значит, пригодны для модификации пластификаторами.
Степень пластификации зависит от молекулярной структуры полимера и самого пластификатора, а также от силы притяжения между полимерными цепями. Пластификаторы также способствуют испарению летучих веществ растворителя в определенных канифолях. Целлюлозные эфиры имеют свойство соединяться с некоторым количеством растворителя, но в присутствии пластификатора растворитель испаряется лучше и полнее, содержание остаточного растворителя в высохшей красочной пленке минимально.
Мерой эффективности пластифицирующих компонентов является «glasstransitiontemperature» — Tg. Упрощенно эту величину можно представить как температуру стеклования.
Большая часть пластификаторов, базирующихся на дифенилфосфате или глицерилтриацетате, хорошо зарекомендовала себя в большинстве красочных систем. Тем не менее, использовать их надо с осторожностью, так как они могут портить упаковку и понижать прочность красочного слоя.
Казалось бы, выбор смол диктуется выбором растворителей, которые можно применять для металлизированных красок. Поэтому в поисках безвредных технологий пытались обратиться к совершенно новым смолам и растворителям для создания безуглеводородных металлизированных красок. На практике обнаружилось, что многие из уже известных смол, применявшихся ранее в системах на базе толуола, вполне пригодны в сочетании со сложноэфирными и подобными им растворителями.
Идеальными оказались низкокислотные акрилы и целлюлозные эфиры, образующие растворы с низкой вязкостью и едкостью (высокая едкость может неблагоприятно повлиять на металлические частицы и вызвать нежелательные химические реакции, поэтому лучше всего подходят для металлических красок смолы с кислотными номерами менее 10).
Чем лучше растворимость и восстановимость смол, тем лучше стойкость и стабильность краски при печати, меньше накопление краски позади ракельного ножа и тем реже появляются полошение и тенение. При создании рецептур красок было бы гораздо проще иметь дело с одной группой смол и одной группой растворителей, однако обычно приходится модифицировать металлизированные краски дополнительными смолами, улучшающими стойкость к истиранию, блеск и другие полезные качества. Но это опять-таки должны быть низкокислотные смолы с хорошей растворимостью.
Водорастворимые металлизированные краски
Изменения в технологии изготовления и применения металлизированных красок были вызваны возросшими требованиями заказчиков и законодателей. Пришлось искать новые красочные рецептуры на основе растворителей и одновременно разрабатывать металлизированные краски на водной основе.
В узкорулонной флексографской печати уже сегодня широко применяются водорастворимые металлизированные краски, так как в этом секторе традиционно работают с красками на водной основе и здесь приняты собственные стандарты.
Строго говоря, вода тоже является растворителем, только неорганическим, и относится к очень труднолетучим: число испарения воды — 90, то есть она испаряется в 90 раз медленнее, чем эфир.
Кроме того, вода по сравнению с другими растворителями имеет более сильное поверхностное натяжение. Но ведь искусственные смолы, которые применяются в качестве связующего, не растворяются в воде!
Чтобы сделать их водоразбавляемыми, смолы эмульгируют в воде подобно дисперсии или нейтрализуют аммиаком или органическими аминами (омыливание). Понятно, что водорастворимые краски сохнут медленнее, чем обычные, и ускорить этот процесс можно повышением температуры, дополнительной вентиляцией, снижением скорости печати и уменьшением высоты стопы. При глубокой печати глубину травления печатного цилиндра также необходимо уменьшить.
Водорастворимые краски сильнее подвержены пенообразованию, чем обычные.
К тому же их труднее смывать. Из-за своего химического состава водорастворимые краски и лаки хорошо закрепляются. Поэтому валики и цилиндры должны двигаться до самого завершения работы, а после прогона тиража необходимо все части машины, контактирующие с краской, незамедлительно промыть водой или смесью воды и этанола. Засохшую краску можно удалить с помощью смеси: вода, этанол, аммиак или амин и любое чистящее средство. Этилацетат также хорошо очистит засохшие цилиндры. Краски, содержащие воду, ни в коем случае нельзя оставлять на морозе.
В отличие от грунтовых золотых красок или офсетных бронзовых красок, которые закрепляются в результате окислительной полимеризации, краски по композиции связующего аналогичные дисперсионным лакам не имеют характерного запаха и подходят для печати на упаковках пищевых продуктов и сигарет.
По качеству передачи металлического блеска и степени глянца оттиски, полученные с использованием данных красок, которые можно наносить через модифицированную лаковую башню офсетной печатной машины, намного превосходят достигаемый сегодня результат офсетной печати. Эти краски поставляются, как в однокомпонентном, так и в двухкомпонентном виде.
Интересно, что для достижения различных золотых оттенков в этих красках применяются наряду с металлическими интенсивные цветные пигменты с высокой степенью прозрачности.
Вводить красочные подцветки можно самостоятельно, используя специальную серию концентрированных красочных паст.
Преимущества становятся очевидными при сравнении данного способа с бронзированием. Для грунтования золотой краской и бронзирования требуются дополнительные рабочие операции и площади для промежуточного хранения оттисков между операциями. К тому же процесс этот трудоемкий и вредный ввиду образования пыли от металлического пигмента.