«Как делают литые алюминиевые диски на заводе ЛМЗ «СКАД» в Красноярском крае. Фоторепортаж» в блоге «Производство»
© live.staticflickr.com
Мировой рынок литых колесных дисков оценивается в 300 млн штук в год. Свою лепту в этот объем вносят и два крупнейших российских завода из Красноярского края: СКАД (г. Дивногорск), который выпускает около 1,2 млн колес в год, и КиК (г. Красноярск) — 2,5 млн штук. Тема интересная и касается многих, поэтому на один из этих заводов я и напросился в гости. Итак, наш сегодняшний герой ООО «Литейно-механический завод СКАД». Между прочим, среди их клиентов замечены, например, альянс Renault-Nissan, Volkswagen AG, Toyota Motor Corporation и др.
Более 70 фото и видео под катом.
ООО «Литейно-механический завод СКАД» было создано в 2002 году. Первую свою продукцию они выпустили в 2004 году, а с 2006 года начались поставки на автосборочные заводы. В 2008 году компания получила Q1 — статус от Ford Motor Company, т. е. они стали в один ряд с ведущими производителями автокомпонентов в мире. Сейчас их марку SKAD хорошо знают, как в России, так и в СНГ. Кроме, того есть поставки в Германию, Румынию, Индию и т. д. В апреле 2017 года завод вошёл в состав РУСАЛа.
е. они стали в один ряд с ведущими производителями автокомпонентов в мире. Сейчас их марку SKAD хорошо знают, как в России, так и в СНГ. Кроме, того есть поставки в Германию, Румынию, Индию и т. д. В апреле 2017 года завод вошёл в состав РУСАЛа.
2.
© live.staticflickr.com
3. Макет завода
999A7404 © live.staticflickr.com
На автомобилях Aurus, также известном под названиями «Кортеж» и ЕМП (Единая модульная платформа), ездить пока не приходилось, зато теперь я знаю, где делают для них колёсные диски. Их как раз и производит наш завод СКАД» в партнёрстве с компанией ООО «КиК». Теперь надо и другие запчасти искать.
4.
999A8186 © live.staticflickr.com
По своим прочностным характеристикам и массе эти колеса находятся посредине между литыми и коваными: они тяжелее кованых, но легче литых; прочнее литых, но уступают по этому параметру кованым. По цене они также дороже, чем литые, но существенно дешевле кованых.
5.
999A8200 © live.staticflickr.com
Объемы производства колес для «гражданской» версии «Ауруса» пока невелики (до 500 колес в год), так как автомобиль ещё не поступил в свободную продажу.
6.
999A8207 © live.staticflickr.com
7. Вот они СКАДовские отличники.
999A7445 © live.staticflickr.com
Алюминий сюда приходит, в основном, с Красноярского алюминиевого завода (КрАЗ), а также с ИркАЗа, в том числе выпускаемый под брендом ALLOW. Оба предприятия входят Группу РУСАЛ.
8.
999A7518 © live.staticflickr.com
9.
IMG_5242 © live.staticflickr.com
Бренд низкоуглеродного алюминия ALLOW был представлен РУСАЛом в 2017 году. Алюминиевая продукция под брендом ALLOW отличается существенно более низким «углеродным следом» — удельным объемом выбросов парниковых газов при производстве металла, чем в среднем по отрасли.
10.
999A7617 © live.staticflickr.com
11.
Кстати, Россия занимает второе место в мире, после Китая, по производству алюминия. По итогам 2018 года наши заводы произвели 3,8 млн тонн алюминия.
IMG_5273 © live.staticflickr.com
Первым делом идём в Плавильно-литейное отделение. Оно состоит из 2 корпусов, и включает в себя плавильный участок (состоит из 4 печей ИАТ (индукционная плавильная печь) 2,5, одного миксера сопротивления 5 тонн, 2 установок внепечного рафинирования АУВР и FOSECO, а также раздаточных ковшей). В первом корпусе установлены 10 литейных машин — 6 машин GIMA Amatic 800 и 4 — BORLI, 1 рентген-установка BOSELLO и вырубной пресс литника LPM. В другом корпусе находятся 4 литейные машины GIMA Amatic 800, 1 рентген-установка WRU TUNDER и установки для сверления литника.
12.
999A7492 © live.staticflickr.com
13.
999A7704 © live.staticflickr.com
Завод «ЛМЗ «СКАД» — это предприятие полного технологического цикла производства литых алюминиевых дисков — от приготовления жидкого расплава алюминия до готовой продукции, которая сразу идет заказчикам. А ещё они и сами их проектируют и создают пресс формы для дальнейшей отливки колес, поэтому у них шикарное разнообразие и удивительный дизайн. Сами колеса производятся по технологии литья под низким давлением в автоматических литейных машинах с последующей подачей металла в пресс-форму.
А ещё они и сами их проектируют и создают пресс формы для дальнейшей отливки колес, поэтому у них шикарное разнообразие и удивительный дизайн. Сами колеса производятся по технологии литья под низким давлением в автоматических литейных машинах с последующей подачей металла в пресс-форму.
14.
999A7583 © live.staticflickr.com
15.
Здесь и плавится наш алюминий. Температура в таких печах достигает 1 000 С.
999A7553 © live.staticflickr.com
16.
Раздаточный ковш. Уже в расплавленный металл потом добавляют легирующие металлы и различные нужные присадки.
IMG_5311 © live.staticflickr.com
Производство литых колес устроено относительно просто: жидкий металл, литейный сплав, подается в пресс-форму, там застывает, затем отливку всячески обрабатывают, покрывают и красят нужным составом и далее готовое колесо отправляется на склад.
17.
999A7680 © live.staticflickr.com
18.
999A7690 © live. staticflickr.com
staticflickr.com
19. Полученный на этом этапе продукт отправляется в литейные машины.
999A7711 © live.staticflickr.com
20. Литейные машины. Тут есть немецкие емкостью по 800 кг и итальянские — 1 100 кг.
999A7464 © live.staticflickr.com
21. С одной заливки на немецких машинах можно получить от 20 до 50 колес в зависимости от дюйма, на итальянских машинах — до 60 колес.
999A7751 © live.staticflickr.com
22.
IMG_5299 © live.staticflickr.com
23.
999A7793 © live.staticflickr.com
24. Солянка пресс-форм. Кстати, изготовлением пресс-форм и инструмента они обходятся своими силами.
999A7948 © live.staticflickr.com
25.
999A7901 © live.staticflickr.com
Сразу бросается в глаза, что предприятие максимально автоматизировано. Более того, на заводе установлена линия термоупрочения колес, аналогов которой в России пока нет.26.
999A8040 © live.staticflickr. com
com
27. Вот так в литейной машине при помощи литья под низким давлением появляются новые колеса.
999A7909 © live.staticflickr.com
28. Отливка или по другому заготовка будущего колеса.
IMG_5374 © live.staticflickr.com
29. Литейная машина GIMA Amatic 800 (Германия)
999A7799 © live.staticflickr.com
30.
999A7865 © live.staticflickr.com
31.
999A7886 © live.staticflickr.com
32.
999A8028 © live.staticflickr.com
33. Участок термической обработки колес. Здесь осуществляется термическая обработка колес с целью получения необходимых прочностных свойств.
999A8076 © live.staticflickr.com
34.
Участок механической обработки.
999A8473 © live.staticflickr.com
35. Здесь есть роботизированная автоматическая линия механической обработки литых алюминиевых колес. Один такой робот совершает до 15 операций в минуты и при этом на перекур ему не надо бегать 🙂
Один такой робот совершает до 15 операций в минуты и при этом на перекур ему не надо бегать 🙂
.
999A8245 © live.staticflickr.com
36.
999A8241 © live.staticflickr.com
37.
IMG_5730 © live.staticflickr.com
38.
999A8489 © live.staticflickr.com
39.
999A8610 © live.staticflickr.com
40.
IMG_5720 © live.staticflickr.com
41.
999A8514 © live.staticflickr.com
42.
999A8394 © live.staticflickr.com
43.
999A8357 © live.staticflickr.com
44.
999A8547 © live.staticflickr.com
45.
999A8304 © live.staticflickr.com
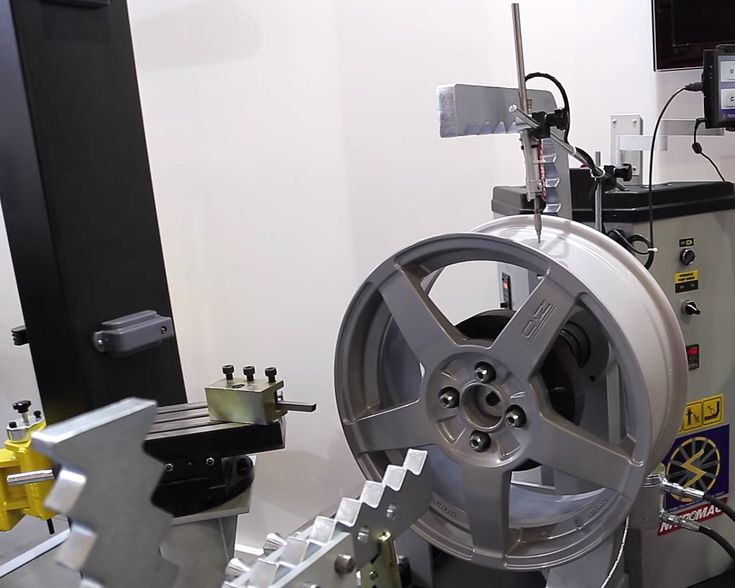
Все станки завода, включая роботизированный комплекс, связаны единым конвейером, с которого колеса поступают на установки, позволяющие проводить 100-процентный контроль герметичности, проверку баланса колеса.
46.
999A8329 © live.staticflickr. com
com
47.
999A8584 © live.staticflickr.com
48.
Участок опиловки и шлифовки колес. 999A8361 © live.staticflickr.com
49.
IMG_5604 © live.staticflickr.com
50.
999A8988 © live.staticflickr.com
На опиловке убираются неровные кромки и другие недостатки, а при шлифовке происходит дальнейшая обработка лицевых поверхностей и бортовых закраин перед покраской.
51.
IMG_5698 © live.staticflickr.com
Компания SKAD сертифицирована в соответствии с международными стандартами качества ISO. Их диски прошли независимую экспертизу TUV SUD Automotive GMBH. Также колеса SKAD разрешены для эксплуатации в странах Западной Европы и США.
52.
999A8454 © live.staticflickr.com
53. На заводе работает 640 человек.
999A8654 © live.
54.
999A8235 © live.staticflickr.com
55. После шлифовки колесо идёт на покрасочную линию.
999A8681 © live.staticflickr.com
56.
999A8713 © live.staticflickr.com
57. «СКАД» производит более 100 моделей автомобильных дисков, до 5 тыс. типоразмеров — от самых доступных, до премиум-класса.
999A8725 © live.staticflickr.com
На всех этапах производства контроль с пристрастием. Так, например, химический состав кремний-алюминиевого сплава проверяется спектрометром. Автоматическая рентгеновская установка выявляет скрытые дефекты в готовых отливках. Из каждой партии колес один образец распиливают и анализируют в лаборатории металлографический шлиф на структуру сплава. Регулярно колеса помещают на стенд для оценки отклонения от заданных геометрических параметров в осевом и радиальном направлении. Например, при допустимом отклонении в 15 микрон колеса показывают результат 4 микрона. Лакокрасочное покрытие колес также регулярно проверяют на стойкость к механическому и химическому воздействию.
58.
999A8853 © live.staticflickr.com
59. Цех окраски
999A8750 © live.staticflickr.com
60.
999A8823 © live.staticflickr.com
Законченный вид колесным дискам придают во время окрашивания на автоматической линии известного производителя Eisenmann (Германия). При этом применяется передовая технология грунтования SAM (Self-assembling molecules, «самоопределяющиеся молекулы»), при которой происходит соединение грунта с поверхностью колеса на молекулярном уровне.
61.
IMG_5743 © live.staticflickr.com
62.
999A8795 © live.staticflickr.com
63. 999A8900 © live.staticflickr.com
64. Производительность линии — 5 500 колес в сутки. Цикл полностью автоматический.
999A8939 © live.staticflickr.com
65.
999A8962 © live.staticflickr.com
66.
999A8838 © live.staticflickr.com
Эта современная немецкая линия окраски на заводе появилась в 2012 году. Тогда «СКАД» стал седьмым заводом в мире и первым в России обладателем такого уникального оборудования со специально разработанным технологическим процессом.
Тогда «СКАД» стал седьмым заводом в мире и первым в России обладателем такого уникального оборудования со специально разработанным технологическим процессом.
67.
999A8908 © live.staticflickr.com
68. Покраска одного колеса занимает где-то 5 часов.
IMG_5784 © live.staticflickr.com
69. Финишная прямая. После сушки колеса по конвейеру двигаются на участок упаковки, где в очередной раз проверяется каждое колесо.
IMG_5433 © live.staticflickr.com
70. И, наконец, упаковка готовой продукции.
999A8159 © live.staticflickr.com
71.
999A8143 © live.staticflickr.com
72.
999A8149 © live.staticflickr.com
Недавно Роскачество при поддержке Минпромторга провело исследование алюминиевых колесных дисков. Продукция сразу четырех членов Алюминиевой Ассоциации — СКАД, КиК, Азов-ТЭК и Прома (торговые марки Skad, K&K, TechLine и Proma) — успешно прошла испытание на удар. По итогам теста, в ходе которого моделируется повреждение колеса при контакте с препятствием на дороге, эти автомобильные диски признаны отвечающими необходимым требованиям. В то же время колеса ряда других производителей испытаний не выдержали. Так, из 14 китайских брендов, участвовавших в тесте, пройти его смогли лишь 5, изделия остальных 9 оказались некачественными. Главная причина, что нечестные китайские производители, обычно используют недостаточное количество алюминия или некачественный алюминиевый сплав. Компания СКАД, работает в составе Объединённой компании «РУСАЛ», а это крупнейшая в мире компания по производству алюминия. Её заводы и представительства находятся в 19 странах на пяти континентах. Она производит около 6% всего алюминия в мире.
В то же время колеса ряда других производителей испытаний не выдержали. Так, из 14 китайских брендов, участвовавших в тесте, пройти его смогли лишь 5, изделия остальных 9 оказались некачественными. Главная причина, что нечестные китайские производители, обычно используют недостаточное количество алюминия или некачественный алюминиевый сплав. Компания СКАД, работает в составе Объединённой компании «РУСАЛ», а это крупнейшая в мире компания по производству алюминия. Её заводы и представительства находятся в 19 странах на пяти континентах. Она производит около 6% всего алюминия в мире.
Источник: https://zavodfoto.livejournal.com/6437130.html
Производство литых дисков — полезная информация от компании СКАД
С чего начинается производство колесных дисков?
В первую очередь – с разработки стиля и применимости нового колеса.
Маркетологи нашей компании четко отслеживают и проводят мониторинг колесного и автомобильного рынков и оформляют на основании данных исследований техническое задание на разработку новой модели колеса. Основным критерием в определении стиля будущего колеса является то, на какие автомобили оно разрабатывается.
Основным критерием в определении стиля будущего колеса является то, на какие автомобили оно разрабатывается.
Каждый дизайн проходит оценку, используя различные маркетинговые методики исследований.
Следующий этап — Виртуальная подготовка к производству.
На этапе моделирования просчитываются основные этапы производства литых дисков: расчет режима литья, программа для станков участка механической обработки и линии покраски. Программное обеспечение наших заводов позволяет проводить виртуальные испытания колеса на этапе его проектирования. При данном испытании можно определить, как колесо себя будет вести при стендовых испытаниях и в реальных условиях эксплуатации. Виртуальные испытания с большой точностью позволяют выявить и устранить на этапе проектирования слабые места конструкции колеса.
Изготовление пресс-формы является одним из главных этапов в процессе создания колеса.
Производство пресс-формы технологически сложных процесс, требующий наличия специализированного оборудования. Правильность изготовленной пресс-формы определяет качество отливок и готовой продукции. Пресс-форма изготавливается из высоколегированной инструментальной стали, выдерживающей температуру до 800 градусов.
Правильность изготовленной пресс-формы определяет качество отливок и готовой продукции. Пресс-форма изготавливается из высоколегированной инструментальной стали, выдерживающей температуру до 800 градусов.
Приготовление сплава для литья легкосплавных колес осуществляется в индукционных тигельных печах фирмы Striko Westofen
Основой сплава для производства колес всех наших брендов – SKAD, K&K, iFree, Re:style, Rapid
— является жидкий алюминий и кристаллический кремний, обеспечивающий основные литейные и механические свойства сплава.
Перед заливкой металла в печи в сплав добавляются легирующие и модифицирующие составляющие, производится рафинирование аргоном на роторной установке дегазации. Из полученного сплава берутся пробы для определения соответствия химического состава методом спектрального анализа и определения газосодержания в сплаве. После соответствия всех технических параметров, установленных нормами, принимается решение о заливке металла в печь литейной машины.
Литье заготовок выполняется на современных литейных машинах немецкой фирмы GIMA.
Уровень автоматизации литейного оборудования на производстве «СКАД» позволяет четко отслеживать и поддерживать в нужных рамках параметры процессов литья, обеспечивая их стабильность и направленное затвердевание отливок.
Обязательный стопроцентный рентгеноскопический контроль всех литых дисков нашего производства осуществляется на автоматических рентген установках немецкой фирмы Yxlon.
Полученные отливки в автоматическом режиме подаются на установку рентгеноскопического контроля. Рентгеноскопия гарантирует недопущение в дальнейшее производство заготовок литых дисков с внутренними дефектами, обусловленными неравномерной кристаллизацией сплава из-за неравномерного затвердевания.
Механическая обработка готовой отливки.
Готовые отливки проходят механическую обработку на обрабатывающих центрах Okuma, Haas японского и американского производства. Применяемая оснастка, разнообразный инструмент, квалификация персонала и современные обрабатывающие центры обеспечивают точность, отличное качество и высокую эффективность.
Применяемая оснастка, разнообразный инструмент, квалификация персонала и современные обрабатывающие центры обеспечивают точность, отличное качество и высокую эффективность.
Окраска колес осуществляется на самой современной в России окрасочной линии Eisenmann с применением нано-технологии SAM молекул.
Стоимость окрасочного конвейера Eisenmann — 7 миллионов евро. Мощность самой современной в России линии окраски составляет 2,5 миллиона колес в год. Линия покраски колес эксклюзивно спроектирована для наших заводов. Эта фирма устанавливала оборудование для таких заводов как Ford, Audi, BMW. При подготовке поверхности в одной из 11 ванн, которую проходят колеса, используются уникальная нанотехнология, так называемые SAM (технология самораспределяющихся молекул) молекулы, которые тончайшим слоем буквально в одну молекулу, обволакивают всю поверхность изделия, создавая надежную основу для наилучшего сцепления краски с материалом. SAM-технология позволяет добиться высокой коррозийной устойчивости и адгезионных свойств лакокрасочного покрытия. Используемые при окраске технологии, позволяют с большим запасом выдерживать все испытания, которые существуют на сегодняшний день для лакокрасочного покрытия, как внутренние, так и в сторонних организациях.
Используемые при окраске технологии, позволяют с большим запасом выдерживать все испытания, которые существуют на сегодняшний день для лакокрасочного покрытия, как внутренние, так и в сторонних организациях.
Окрасочные камеры спроектированы совместно с крупнейшими мировыми компаниями «Хеметалл», «Вагнер». В цехах работает мощная система кондиционеров, которая позволяет поддерживать в окрасочных камерах постоянную температуру в течение всего года. В камеры поступает воздух через специальные системы очистки, кроме того, в камерах создается избыточное давление для того, чтобы не позволить воздуху из цеха попасть внутрь. Процесс покраски максимально автоматизирован. Операторы принимают участие только в завесе колес на конвейеры, их снятии и заправке расходных материалов. Все лакокрасочное покрытие, используемое в производстве наших колес брендов SKAD, K&K, iFree, Re:style, Rapid, производится в Германии.
Блог — Superior Industries International, Inc.
Оглянитесь в любом автосалоне, и вы заметите, что большинство автомобилей, продаваемых в США, имеют диски из алюминиевого сплава или «диски», как их иногда называют. Когда-то довольно редкий вариант, легкосплавные диски имеют…
Когда-то довольно редкий вариант, легкосплавные диски имеют…
Подробнее…
Алюминиевые колесные диски, может быть непросто поддерживать в чистоте и блеске. Грязь и грязь накапливаются быстро; Ваш автомобиль собирает много грязи с дорог и тормозных колодок автомобиля. Конечно, можно…
Подробнее…
Автомобильные колеса подвергаются наибольшему воздействию на дороге, чем любая другая часть автомобиля. Столкновение с выбоинами, бордюрами и другими объектами может привести к повреждению сторон алюминиевых колес. Если эти повреждения устранить, они могут привести к тому, что колесо…
Подробнее…
Независимо от того, каким транспортным средством вы управляете и где бы вы ни находились, поддержание ваших колес в хорошем состоянии может быть непростой задачей. Более того, когда у вас алюминиевые колеса, требуется довольно много обслуживания для тех, кто хочет сохранить их…
Более того, когда у вас алюминиевые колеса, требуется довольно много обслуживания для тех, кто хочет сохранить их…
Подробнее…
Целью очистки окисленных алюминиевых дисков является предотвращение точечной коррозии, которую трудно исправить или восстановить. Вам нужно немного потрудиться, чтобы изменить внешний вид колес. Этот метод очистки очень эффективен и надежен. Вещи, которые вам требуются: Несколько…
Подробнее…
Алюминиевые колеса в семь раз дороже, чем стальные. Только по этой причине легко понять, почему так много производителей автомобилей предпочитают производить свою продукцию со стальными колесами, а также почему так много людей заменят. ..
..
Подробнее…
Независимо от того, купили ли вы новую тачку и вам не нравятся заводские колеса, которые поставлялись с ней, или восстанавливаете стареющую красавицу, вам не нужно выкладывать сотни долларов за комплект совершенно новых алюминиевых колес. Можно восстановить…
Подробнее…
Алюминиевые диски могут сиять как хром, если их очистить и отполировать до совершенства. Поскольку алюминий является одним из самых мягких металлов, он хорошо поддается полировке. Если вы хотите, чтобы ваши алюминиевые диски были в хорошем состоянии, вам следует чистить и…
Подробнее…
Алюминиевые диски становятся все более популярными на легковых и грузовых автомобилях всех марок и моделей. На это есть ряд веских причин. Вот пять причин, по которым вам следует заменить эти стальные диски на алюминиевые. Коррозия…
На это есть ряд веских причин. Вот пять причин, по которым вам следует заменить эти стальные диски на алюминиевые. Коррозия…
Подробнее…
В настоящее время алюминий является вторым наиболее широко используемым металлом в мире после железа. Алюминий представляет собой пластичный металлический элемент серебристо-белого цвета. Это самый распространенный металлический элемент в земной коре, хотя в концентрированном виде он обычно не встречается…
Подробнее…
Прочнее и легче Алюминиевые или легкосплавные диски, изготовленные в основном из алюминия, определенно могут быть дороже по цене, чем другие варианты, но вы получаете что-то более прочное и легкое. Хотя вряд ли…
Хотя вряд ли…
Подробнее…
Глядя на автомобили, вы часто видите различные типы колес — стальные, легкосплавные, алюминиевые и магниевые (сплав магния). В этой статье мы поговорим о плюсах и минусах последних двух. Конечно, есть ряд причин, по которым вы можете…
Подробнее…
Колеса многих транспортных средств, которые вы видите, изготовлены из литого алюминия, так как сплав в них легкий и прочный. Алюминиевые сплавы, используемые для колес, обычно содержат 97% алюминия. Второй металл добавляется для обеспечения долговечности, так как чистый алюминий слишком…
Подробнее…
Окружающая среда может быть острой проблемой, но это не значит, что люди хорошо понимают, как лучше защитить то, что их окружает. Ситуация усложняется тем, что компании могут отказываться от стандартов из-за того, что это может отразиться на их прибыли. …
Ситуация усложняется тем, что компании могут отказываться от стандартов из-за того, что это может отразиться на их прибыли. …
Подробнее…
Мы добавили новые замечательные функции и обновили наш контент, чтобы предоставить вам самую свежую информацию о нашей компании. Чаще проверяйте наличие обновлений.
Подробнее…
Как делают легкосплавные диски?
- Колеса
Правильно подобранный комплект легкосплавных дисков может действительно сделать автомобиль индивидуальным и кардинально изменить его внешний вид. С таким большим количеством вариантов на рынке трудно выбрать, какие колеса вы хотели бы поставить на свою гордость и радость.
С таким большим количеством вариантов на рынке трудно выбрать, какие колеса вы хотели бы поставить на свою гордость и радость.
Если сравнивать легкосплавные диски со стальными, то наличие легкосплавных дисков на вашем автомобиле дает много преимуществ.
 $centeredContent.$inlineContent.$SITE_PAGES.$c1eke_DESKTOP.$inlineContent.$ppPrt7-dow.$inlineContent.0.$child.$0.$inlineContent.$1.$5.$0.$richTextContainer.e.0.0″> Легкосплавные диски в несколько раз легче стальных колес;
$centeredContent.$inlineContent.$SITE_PAGES.$c1eke_DESKTOP.$inlineContent.$ppPrt7-dow.$inlineContent.0.$child.$0.$inlineContent.$1.$5.$0.$richTextContainer.e.0.0″> Легкосплавные диски в несколько раз легче стальных колес;Уменьшение веса повышает эффективность использования топлива, управляемость, ускорение и торможение;
 $1.$5.$0.$richTextContainer.e.1″>
Легкосплавные диски
$1.$5.$0.$richTextContainer.e.1″>
Легкосплавные дискинамного долговечнее.
Алюминиевый сплав состоит на 97 % из высококачественного алюминия и на 3 % из других металлов, таких как титан и магний.
 $0.$inlineContent.$1.$5.$0.$richTextContainer.k»> Алюминиевые слитки нагревают в печи в течение ок. 25 минут при 720 градусах Цельсия. Затем расплавленный алюминий заливают в смеситель, где алюминий обрабатывается.
$0.$inlineContent.$1.$5.$0.$richTextContainer.k»> Алюминиевые слитки нагревают в печи в течение ок. 25 минут при 720 градусах Цельсия. Затем расплавленный алюминий заливают в смеситель, где алюминий обрабатывается.В смеситель вводят газообразный аргон для удаления водорода. Это увеличивает плотность металла. В смеситель добавляют порошки титана, магния и других металлов.
 0.$child.$0.$inlineContent.$1.$5.$0.$richTextContainer.s»> Высокопрочные формы отливаются с каждой конструкцией, и жидкий металл заливается под давлением снизу формы вверх, чтобы обеспечить качество заливки. Это снижает риск образования пузырьков воздуха.
0.$child.$0.$inlineContent.$1.$5.$0.$richTextContainer.s»> Высокопрочные формы отливаются с каждой конструкцией, и жидкий металл заливается под давлением снизу формы вверх, чтобы обеспечить качество заливки. Это снижает риск образования пузырьков воздуха.На протяжении всего процесса температура легкосплавного диска тщательно контролируется, так как от этого зависит качество готового продукта. Дефекты могут быть обнаружены на ранней стадии процесса с помощью процессов контроля нагрева.
Требуется прибл. 10 минут, чтобы металл стал твердым.