Можно ли смешивать минералку и полусинтетику — CARHack.ru
Главная » Лайфхаки
Опубликовано: Рубрика: Лайфхаки
Можно ли смешивать минералку и полусинтетику? Что из этого получится и не навредит ли двигателю?
Для начала ответьте нам: зачем? Зачем вам вообще нужно что-то смешивать? Есть родное масло, есть рекомендации автозавода. Для чего нужно заново изобретать велосипед? Производители явно знают свои машины лучше нас и подобрали к ним масла, наиболее соответствующие специфике того или иного двигателя.
Хотя не будем отрицать бывают ситуации, когда смешивать масла приходится. Например:
- Когда уровень масла упал, купить родное масло невозможно, а ехать все же надо.
- Когда вы решили перейти с одного типа масла на другой (ведь как тщательно ни сливай старое масло, 8 – 10% все равно останется в двигателе).
Официальных запретов на смешивание разных видов моторных масел не существует, есть лишь рекомендации. Однозначного мнения среди механиков тоже нет. Кто-то снимает ролик о том, как он смешал полусинтетику с минералкой и угробил движок, а кто-то на своем опыте доказывает, что ничего страшного от смешения масел не случается. Кому верить?
Однозначного мнения среди механиков тоже нет. Кто-то снимает ролик о том, как он смешал полусинтетику с минералкой и угробил движок, а кто-то на своем опыте доказывает, что ничего страшного от смешения масел не случается. Кому верить?
Никому! Вы никогда не угадаете, что произойдет с вашим мотором после смешивания масел. Потому что производителей смазок очень много, и даже внутри одной компании составы сильно меняются. При смешивании полусинтетики и минералки некоторые присадки могут оказаться несовместимыми. Неожиданные химические реакции могут привести к выпадению осадка и выделению опасных реагентов, способных разрушать детали двигателя.
В то же время многие производители масел уже сегодня заявляют, что их продукты абсолютно совместимы и взаимозаменяемы. Эти масла изготавливаются по спец-стандартам, имеют одну базу и включают одинаковые присадки. Поэтому такие масла смешивать можно, но в соответствии с инструкцией на упаковке.
В остальных случаях экспериментов с маслами лучше не проводить. Если смешать полусинтетику и минералку жизненно необходимо, то выбирайте:
Если смешать полусинтетику и минералку жизненно необходимо, то выбирайте:
- масла одной фирмы или как минимум с одной базой;
- масла с добавками, которые не могут вступать в реакции друг с дружкой.
Если особого выбора нет, все равно не торопитесь лить то, что попало под руку. Для начала смешайте немного синтетики и минералки в стаканчике, нагрейте и посмотрите на реакцию. Если раствор начнет сильно мутнеть и выдавать сильный осадок, лучше даже не пытаться заливать эту смесь в мотор.
Если вам все-таки пришлось залить в двигатель заведомо подозрительную смесь, избавьтесь от нее сразу, как только появится возможность. Слейте масло, неоднократно промойте мотор, поменяйте масляный фильтр.
Всего 4
Хорошая оценка Плохая оценка
Рейтинг
( Пока оценок нет )
двигатель масла
Понравилась статья? Поделиться с друзьями:
Что будет если смешать минералку и синтетику
Еще со времен появления синтетического масла «синтетики» на автомобильном рынке, некоторые люди задаются вопросом, а что будет если смешать минералку и синтетику. Одни говорят, проблем не будет если заливать масла от одного производителя, а другие, что такая смесь нанесет огромные повреждения двигателю.
Одни говорят, проблем не будет если заливать масла от одного производителя, а другие, что такая смесь нанесет огромные повреждения двигателю.
Давайте с вами выясним, на самом ли деле это так вредно?
Основными задачами моторного масла:
- снижение потерь энергии при трении
- очистка деталей двигателя
- отвод тепла — уменьшение ударных нагрузок на двигатель
- снижение вибрации зубчатых колес
- уменьшение шума
Проще говоря, благодаря маслу обеспечивается длительная и надежная работа мотора.
Какая разница между синтетикой и минералкой.
Синтетическое масло — синтезируют, а его характеристики (кислотное и щелочные числа, температура вспышки и застывания, вязкость) задают во время изготовления. Их характеристики стабильные, а температурно-вязкостные характеристики, способствуют уменьшению количества присадок.
Минеральное масло— продукт прямого перерабатывания нефти, оно имеет нестабильные свойства, а так же довольно сильно испаряется. Для повышения их работоспособности, добавляется различные стабилизирующие присадки, которые довольно быстро распадаются. Именно поэтому минералка чаще требует замены.
Для повышения их работоспособности, добавляется различные стабилизирующие присадки, которые довольно быстро распадаются. Именно поэтому минералка чаще требует замены.
Из за таких характеристик синтетика имеет больший срок эксплуатации. Так же, оно имеет низкую испаряемость, лучшую термокислительную стабильность и меньше образует отложения и нагар.
Так же у них отличаются присадки, по их составу и количеству. К ним принадлежат:
- модификаторы трения
- промывающие
- противоокислительные
- загущающие и вязкостные
- антикоррозийные
- депрессорные
- модификаторы трения
- противовспеннивающие
- противоизносные
Все масла различаются между собой основой, а так же присадками. В зависимости регионов в которых эксплуатируется автомобиль, состав присадок может меняться. От различных компонентов масла зависит, сможет ли мотор функционировать на «смеси» минералки и синтетики.
Основной вред – от присадок
При смешивании главный вред наносят присадки в масле, т. к имеют очень разные химические свойства. Если бы смешивалась лишь база масла, таких серьезных проблем с мотором скорее всего удалось бы избежать. Присадки, которые находятся в минералке не растворятся в синтетике, тоже самое будет и наоборот. Что произойдет в каждом из случаев, предугадать сложно, но однозначно двигатель этого «не переживет».
к имеют очень разные химические свойства. Если бы смешивалась лишь база масла, таких серьезных проблем с мотором скорее всего удалось бы избежать. Присадки, которые находятся в минералке не растворятся в синтетике, тоже самое будет и наоборот. Что произойдет в каждом из случаев, предугадать сложно, но однозначно двигатель этого «не переживет».
Вред будет нанесен, от не растворившихся осадков добавленного масла, без разницы синтетики или минералки. Данный осадок, который не растворился, закупорит масляные каналы, а также сетку маслоприемника, в следствие чего у двигателя может быть «масляное голодание».
Даже кратковременная работа двигателя в таком режиме, способна причинить огромный ущерб. Присадки с маслом образуют на деталях двигателя адсорбированные пленки и химические слои. Если добавить присадки которые различаются составом, они разрушат пленку которая защищает детали двигателя от повышенного износа.
Что делать, если масло смешалось?
Самое главное без паники.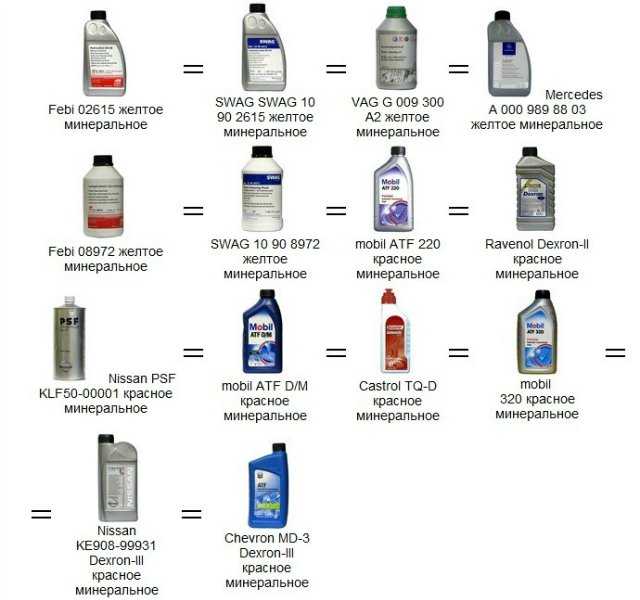 Неспеша без перегазовок и т.д, приехать к нам на СТО, где мы произведем осмотр двигателя и определим нужна промывка или же можно обойтись только масла и масляного фильтра. Так же вы всегда можете купить или заказать масло у нас, что бы не было проблем с вашим автомобилем, будем очень рады вам помочь!
Неспеша без перегазовок и т.д, приехать к нам на СТО, где мы произведем осмотр двигателя и определим нужна промывка или же можно обойтись только масла и масляного фильтра. Так же вы всегда можете купить или заказать масло у нас, что бы не было проблем с вашим автомобилем, будем очень рады вам помочь!
Качество воды для охлаждающей жидкости для машин
Вода, используемая в смесях для охлаждающих жидкостей для машин, должна быть как можно более чистой. Загрязненная вода может способствовать росту бактерий в охлаждающей жидкости машины и вызывать проблемы со здоровьем у сотрудников. Обратитесь к нашему Указатель охлаждающей жидкости для машин для получения дополнительных статей, связанных с здоровьем и безопасностью охлаждающей жидкости для машин.
Жесткая вода может и будет
Влияет на качество конечного продукта
Увеличивает затраты на техническое обслуживание машин
Снижение процесса снижения.• Подготовьте и смешайте жидкость в соответствии с инструкциями производителя.

• Используйте качественную воду для разбавления концентрата жидкости и восполнения потерь на испарение
• Контролируйте и поддерживайте надлежащую концентрацию жидкости.
• Мониторинг микробного загрязнения и контроль микробного роста путем контроля качества воды, поддержания надлежащей концентрации жидкости и pH, планового технического обслуживания оборудования, добавления биоцидов и аэрации
• Мониторинга pH на предмет признаков деградации жидкости. Расходные материалы для испытаний СОЖ для машин по разумной цене.
• Проводить регулярные осмотры и техническое обслуживание системы механической обработки, удалять твердые частицы, контролировать масляные загрязнения, проводить общую уборку и ежегодную очистку
• Предотвращение пенообразования за счет правильной концентрации жидкости, качественной воды и устранения механических воздействий, вызывающих перемешивание смазочно-охлаждающей жидкости.
Вода почти всегда содержит минералы и другие загрязнители на производственных предприятиях, использующих воду для разбавления жидкостей для металлообработки.
Смазочно-охлаждающим жидкостям для работы с максимальной эффективностью требуется вода хорошего качества. Когда поставщики смазочных материалов/химикатов рекомендуют водорастворимый продукт для завода заказчика, они должны определить качество воды, а также требования к применению жидкости. Два заказчика с идентичными технологическими процессами могут иметь совершенно разный опыт работы с одной и той же жидкостью для металлообработки из-за разного качества воды. Влияние качества воды может повлиять на любое применение водорастворимых жидкостей, включая составы для волочения/формования, охлаждающие жидкости, жидкости для закалки, очистители и ингибиторы коррозии. Когда вода испаряется из любой из этих жидкостей, негативные эффекты могут усилиться.Анализ воды имеет решающее значение для выявления и понимания того, как вода, используемая на предприятии клиента, может влиять на характеристики жидкости для металлообработки. Очень важно знать химический состав воды. Вода может составлять от 80 до 95 процентов объема разбавленной смеси СОЖ в отдельных отстойниках или центральных системах.
При разработке любого процесса металлообработки человек должен понимать все переменные, которые будут на него влиять, включая воду, используемую как для систем зарядки, так и для подпитки. Загрязнения в этой воде могут быть такими же вредными, как и другие посторонние жидкости, такие как масляные загрязнения или жир.
Параметры
Химические и физические свойства воды, такие как pH, электропроводность, щелочность, общая жесткость (уровни кальция и магния), уровни других ионов и элементов, поверхностное натяжение, мутность, ЭКА (электрокинетический заряд), характеристики пены и микробиологические уровни (бактерии, грибки, дрожжи и водоросли) могут влиять на характеристики смазочно-охлаждающей жидкости. Эти свойства могут повлиять на защиту от коррозии жидкости для металлообработки; свойства остатков; мыло; стабильность эмульсии для полусинтетики и растворимых масел; восприимчивость к микробиологической атаке; плотность заряда как истинных растворов, так и эмульсий; свойства фильтрации; и смачивание.
Ионный анализ (ICP) следует использовать для регулярного мониторинга технологической воды, чтобы установить базовый уровень, поскольку качество воды может резко меняться в течение года по мере изменения характера сезонных осадков. Параметры, которые следует постоянно оценивать, — это pH и жесткость.pH воды показывает, является ли она кислой (pH от 0,0 до 7,0), нейтральной (pH от 7,0), щелочной или щелочной (pH от 7,0 до 14,0). Большая часть воды, используемой в коммерческих целях в Соединенных Штатах, имеет pH в диапазоне от 6,4 до 8,5, в зависимости от исходного источника и типа предварительной обработки, проводимой местным управлением водоснабжения. Вода, используемая для жидкостей для металлообработки, должна иметь оптимальный диапазон рН от 7,0 до 8,5.
Общая жесткость указывает на присутствие в воде растворенных минералов и их солей. Преобладающими ионами являются кальций и магний. Другие ионы, влияющие на жесткость, включают железо, цинк, алюминий, калий и кремний.
ОБЩАЯ ЖЕСТКОСТЬ (ppm) ОЦЕНКА




 Общая жесткость выражается в частях на миллион (ppm) карбоната кальция (CaCO3). Его также можно указать в единицах, называемых зернами. Один гран твердости эквивалентен 17 ppm карбоната кальция. Жесткость воды обычно определяется по следующей шкале:
Общая жесткость выражается в частях на миллион (ppm) карбоната кальция (CaCO3). Его также можно указать в единицах, называемых зернами. Один гран твердости эквивалентен 17 ppm карбоната кальция. Жесткость воды обычно определяется по следующей шкале: | 0–49 |
Очень мягкий |
|
50 - 124 |
Мягкий |
|
125 - 249 |
Средний |
|
250 - 369 |
Жесткий |
|
370 и выше |
Очень твердый |
Жесткость может легко повлиять на характеристики жидкости для металлообработки. Мягкая вода может ухудшить характеристики всех жидкостей, способствуя образованию пены. Это состояние особенно вероятно при использовании синтетических масел в шлифовальных операциях и полусинтетических и растворимых масел как при механической обработке, так и при шлифовании. Пена может резко ухудшить характеристики жидкости, способствуя плохой смачиваемости и укрывистости, что ухудшает смазывание, охлаждение и надлежащее покрытие пленкой для защиты от коррозии в процессе эксплуатации. Пена также может препятствовать моющим свойствам жидкости, затрудняя обращение с ней и фильтрацию стружки.
Мягкая вода может ухудшить характеристики всех жидкостей, способствуя образованию пены. Это состояние особенно вероятно при использовании синтетических масел в шлифовальных операциях и полусинтетических и растворимых масел как при механической обработке, так и при шлифовании. Пена может резко ухудшить характеристики жидкости, способствуя плохой смачиваемости и укрывистости, что ухудшает смазывание, охлаждение и надлежащее покрытие пленкой для защиты от коррозии в процессе эксплуатации. Пена также может препятствовать моющим свойствам жидкости, затрудняя обращение с ней и фильтрацию стружки.
Когда образуется густая пена, это может снизить фильтрующую способность системы, мешая механизмам индексации и создавая плохие фильтрующие слои. Пена также может удерживать масляные загрязнения, препятствуя их эффективному удалению скиммерами и другими механическими устройствами. Бродячие масла могут действовать как матрица, становясь тонкой взвешенной на плотном слое пены. Это развитие дополнительно усиливает плотный слой пены. Чрезмерное количество пены также может привести к проблемам с уборкой, вызывая переполнение системных барж и обратных линий, таких как желоба в полу. Пена также может вызывать кавитацию в насосе, приводя к чрезмерному износу и преждевременному механическому отказу.
Чрезмерное количество пены также может привести к проблемам с уборкой, вызывая переполнение системных барж и обратных линий, таких как желоба в полу. Пена также может вызывать кавитацию в насосе, приводя к чрезмерному износу и преждевременному механическому отказу.
Повышение жесткости может отрицательно сказаться на стабильности полусинтетических и растворимых масляных эмульсий. Образование мыла в жесткой воде из ионов кальция и магния и анионных компонентов (обычно эмульгаторов на основе жирных кислот) может радикально изменить размер частиц эмульсии. Это развитие быстро приведет к образованию накипи и потере эмульсий, в которых присутствуют сливки и свободное масло. Мыла кальция вредят как полусинтетике, так и растворимым маслам. Полусинтетике особенно мешает высокое содержание магния.
Жесткость может увеличиваться в воде, хранящейся для использования, а также в системах смазочно-охлаждающих жидкостей в результате испарения. Многие системы могут ежедневно терять от 5 до 25 процентов своей воды, в зависимости от размера системы, открытости для заводской среды, времени года, географического положения, заводских условий (температуры воздуха и характера циркуляции) и температуры металлообрабатывающей жидкости по мере того, как вода циркулирует.
Условия использования воды
Щелочность является еще одним показателем общего состояния здоровья как воды, так и используемой жидкости для металлообработки. Измеряются два типа водной щелочности.
Постоянная щелочность обозначается как P щелочность. Он выражается в частях на миллион карбоната кальция и является мерой уровня ионов карбоната (CO3-2).
Общая щелочность обозначается как M щелочность. Он представляет собой комбинированную щелочность P (уровень ионов карбоната) и уровень ионов бикарбоната (HCO3-). Щелочность M также выражается в частях на миллион карбоната кальция.
Он представляет собой комбинированную щелочность P (уровень ионов карбоната) и уровень ионов бикарбоната (HCO3-). Щелочность M также выражается в частях на миллион карбоната кальция.
Электропроводность – это мера способности воды проводить электрический ток. Он показывает общий уровень растворенных минералов и солей, присутствующих в воде. По мере увеличения проводимости качество воды снижается. Измерения проводимости не делают различий между минералами или солями и могут использоваться для обнаружения как присутствия загрязняющих веществ в системе, так и накопления мыла в жесткой воде. Электропроводность выражается в микросименсах или микросименсах.
Необходимо также отслеживать несколько других параметров, а результаты следует записывать в водную базу данных.
ЭКА (электрокинетический заряд) является показателем силы заряда воды (степень анионного или катионного заряда).
Поверхностное натяжение, выраженное в дин на сантиметр, показывает, как вода и водные растворы «смачивают» и покрывают поверхность оснастки и заготовки. Химия жидкости для металлообработки может снизить поверхностное натяжение, так что водные и жидкие пленки обеспечивают лучшее покрытие и производительность.
Химия жидкости для металлообработки может снизить поверхностное натяжение, так что водные и жидкие пленки обеспечивают лучшее покрытие и производительность.
Мутность измеряет степень прозрачности или непрозрачности воды. Обычно выражается в ntu (нефролетических единицах мутности), определяется на единицу мутности с помощью проходящего света. Мутность указывает на уровень взвешенных веществ в воде или водном растворе.
Общий анализ ионов (ICP) отслеживает уровень катионов и анионов (измеряется в частях на миллион) в водном растворе. Этот тест можно использовать для измерения начальных уровней вредных ионов в воде, для обнаружения загрязняющих веществ или компонентов рецептуры, а также для проведения выборочного анализа истощения. Важные ионы, которые следует отслеживать в поступающей воде, включают хлориды, сульфаты и фосфаты. Ионы хлорида (Cl-) могут вызывать проблемы с коррозией, особенно при концентрации выше 25–40 частей на миллион. Сульфат-ионы (SO4-2) также могут вызывать проблемы с коррозией и способствовать росту некоторых бактерий. Фосфаты (PO4-2 и другие) могут привести к проблемам с пеной, щелочностью и росту бактерий.
Фосфаты (PO4-2 и другие) могут привести к проблемам с пеной, щелочностью и росту бактерий.
Наконец, в жидкости для металлообработки могут размножаться бактерии и грибки, что приводит к снижению производительности. Микробиологическое загрязнение часто приводит к проблемам со смазкой, коррозией и стабильностью жидкости. Микробиологическое загрязнение может привести к проблемам со здоровьем, таким как раздражение дыхательных путей или дерматит, у персонала предприятия, подвергшегося воздействию жидкости. Этот рост можно отслеживать с помощью ряда методов, включая биополоски, подсчет на чашках и методы растворенного газа, такие как HMB. Очень важно следить за этим параметром и быстро реагировать, контролируя качество поступающей воды, корректируя концентрацию теплоносителя или добавляя соответствующий биоцид, тем самым предотвращая серьезный кризис.
Типы воды и режимы обработки
Хороший химический состав воды необходим для долгого срока службы и надлежащих характеристик жидкостей для металлообработки. Достаточные объемы воды хорошего качества должны быть доступны по запросу для заправки систем и для восстановления состава раствора. Может потребоваться установка резервуаров для хранения, чтобы поддерживать достаточное количество воды для удовлетворения всех производственных потребностей. Типы программ по воде и очистке приведены ниже.
Достаточные объемы воды хорошего качества должны быть доступны по запросу для заправки систем и для восстановления состава раствора. Может потребоваться установка резервуаров для хранения, чтобы поддерживать достаточное количество воды для удовлетворения всех производственных потребностей. Типы программ по воде и очистке приведены ниже.
Водопроводная вода легкодоступна, но она поступает из различных источников. Он часто используется в качестве исходного источника для систем жидкости для металлообработки. Химический состав водопроводной воды может широко варьироваться в зависимости от ее первоначального источника, географического положения и предварительной обработки, проводимой на месте или местным органом управления водными ресурсами.
Умягченная вода прошла через систему обменной смолы. Ионы кальция и магния обмениваются на неотверждающие ионы натрия. Этот процесс приводит только к изменению ионов, но не к изменению общего количества растворенных минералов. Ионы натрия не способствуют образованию нерастворимых мыл. Однако смягчающие вещества не удаляют коррозионно-активные ионы, такие как хлориды. Умягченная вода НЕ рекомендуется для регулярного использования в жидкостях для металлообработки.
Однако смягчающие вещества не удаляют коррозионно-активные ионы, такие как хлориды. Умягченная вода НЕ рекомендуется для регулярного использования в жидкостях для металлообработки.
Процессы деминерализованной воды представляют собой наиболее эффективную очистку жесткой воды. Деминерализация фактически удаляет растворенные минералы. Двумя наиболее распространенными и экономически эффективными методами являются деионизация и обратный осмос. Деионизация удаляет минералы, пропуская воду через смешанный слой смолы. Две ионообменные смолы селективно удаляют как катионы, так и анионы. Катионы заменены ионами гидроксония, а анионы заменены ионами гидроксила. Установки со смешанным слоем чрезвычайно эффективны для снижения уровня жесткости практически до нуля частей на миллион. Такая вода имеет нулевое значение ECA (нейтральный ионный заряд). Слои смолы необходимо регулярно промывать или промывать обратной промывкой для удаления всех загрязнений и предотвращения микробиологического вмешательства. Кровати также нуждаются в регулярной регенерации. Обратный осмос пропускает воду через полупроницаемую мембрану под высоким давлением и переменными условиями потока. Этот процесс может удалить до 95 процентов растворенных минералов. Установки обратного осмоса часто используются в сочетании со ступенью предварительной очистки умягчителя воды. Фильтры необходимо промывать и заменять по мере необходимости. Необходимо также регулярно контролировать микробиологическое загрязнение.
Кровати также нуждаются в регулярной регенерации. Обратный осмос пропускает воду через полупроницаемую мембрану под высоким давлением и переменными условиями потока. Этот процесс может удалить до 95 процентов растворенных минералов. Установки обратного осмоса часто используются в сочетании со ступенью предварительной очистки умягчителя воды. Фильтры необходимо промывать и заменять по мере необходимости. Необходимо также регулярно контролировать микробиологическое загрязнение.
Новостройки
Качество воды всегда имело большое значение. Однако два недавних события сделали качество воды еще более актуальным.
Разработчики рецептур охлаждающих жидкостей часто сталкиваются с необходимостью замены сырья из-за экономических факторов и источников поставок. Например, недавно закрылся завод по производству сульфоната в США. Произведенные там химические вещества использовались в качестве эмульгаторов и ингибиторов коррозии. Это закрытие вынудило многих производителей охлаждающих жидкостей изменить свои продукты. Новые формулы могут быть не столь эффективны при всех условиях качества воды.
Новые формулы могут быть не столь эффективны при всех условиях качества воды.
Соблюдение нормативных требований и стоимость переработки отходов побуждают пользователей увеличивать срок службы смазочно-охлаждающих жидкостей и увеличивать интервалы между заменами, что дает больше времени для накопления загрязняющих веществ в воде и создания проблем.
Разработчики рецептур теперь должны улучшать свои продукты для достижения более высокого уровня стабильности и использовать новые технологические добавки. Они должны регулярно общаться со своими клиентами, чтобы контролировать производительность и удовлетворять спрос на более доступные жидкости.
Следуйте инструкциям
Хорошее качество воды необходимо для правильной работы, биостабильности и срока службы жидкостей для металлообработки. Необходимо вести базы данных по водным ресурсам и контролировать основные параметры всех источников воды. Доступны различные методы очистки для получения безопасной и эффективной воды как для заправки, так и для пополнения системы жидкости для металлообработки. Независимо от методов обработки или емкости жидкостной системы следует практиковать и строго соблюдать следующие водные рекомендации:
Независимо от методов обработки или емкости жидкостной системы следует практиковать и строго соблюдать следующие водные рекомендации:
|
Внешний вид: |
Прозрачный и белоснежный, без мусора |
|
Запах: |
Нет |
|
рН: |
7,0–8,5 |
|
Твердость: |
125 - 200 частей на миллион |
|
Общая щелочность: |
25 - 100 частей на миллион |
|
Мутность: |
< 5 нту |
|
Бактерии: |
Нет |
|
Грибы (как дрожжевые, так и плесневые): |
Нет |
|
Хлориды: |
< 20 частей на миллион |
|
Сульфаты: |
< 40 частей на миллион |
|
Фосфаты: |
< 40 частей на миллион |
Сбалансированная программа лечения имеет решающее значение для эффективного использования воды. Пользователям следует обратиться к своему изготовителю жидкости за помощью в определении качества воды и рекомендуемых вариантов обработки. Водопроводную воду часто можно использовать для зарядки систем, а очищенную воду (предпочтительно путем деионизации или обратного осмоса) можно использовать для компенсации испарения. Водные базы данных должны поддерживаться и пересматриваться на регулярной основе. Всегда следует пересматривать химический состав воды и при необходимости оценивать совместимость продуктов.
Пользователям следует обратиться к своему изготовителю жидкости за помощью в определении качества воды и рекомендуемых вариантов обработки. Водопроводную воду часто можно использовать для зарядки систем, а очищенную воду (предпочтительно путем деионизации или обратного осмоса) можно использовать для компенсации испарения. Водные базы данных должны поддерживаться и пересматриваться на регулярной основе. Всегда следует пересматривать химический состав воды и при необходимости оценивать совместимость продуктов.
Даже самая чистая вода из магазина не чиста. Средняя водопроводная вода может содержать 170 частей на миллион или более растворенных твердых веществ. Этот уровень загрязнения обычно требует процедуры предварительной обработки. Ионы кальция и магния составляют практически все минералы, определяющие жесткость воды. Другие элементы, такие как железо и алюминий, являются второстепенными источниками, но они могут вызывать проблемы, далеко несоизмеримые с их концентрацией.
Примеси в воде, даже после предварительной обработки, могут состоять из взвешенных частиц, коллоидов, растворенных неорганических твердых веществ, растворенных неорганических газов, растворенных органических веществ и микроорганизмов.
Дождевая вода мягкая, практически не содержащая минералов. Вода из озер, рек и колодцев может быть как мягкой, так и жесткой. Подсчитано, что более 70% общего водоснабжения США считается жестким. Вода на всей территории Соединенных Штатов, как правило, жесткая. Жесткость – это мера растворенных в воде солей кальция, магния и железа. «Мягкая» вода обычно относится к воде с жесткостью в диапазоне от 0 до 100 частей на миллион (частей на миллион), в то время как «жесткая» вода имеет концентрацию 200 частей на миллион или более. Для жидкостей для металлообработки идеальная жесткость подпиточной воды обычно составляет от 80 до 125 частей на миллион.
Вспенивание может стать проблемой при смешивании концентрата с водой, имеющей жесткость ниже этого диапазона, особенно в системах, в которых жидкость чрезмерно перемешивается. Жесткость выше этого диапазона может привести к тому, что растворенные минералы вступят в реакцию с добавками жидкости, что ухудшит характеристики жидкости.
Содержащиеся в жесткой воде минералы в сочетании с эмульгаторами, содержащимися в синтетических или полусинтетических концентратах, образуют накипь на отстойниках, трубах, фильтрах и даже на машине. Жесткая вода также может привести к отделению масла от взвеси.
Поскольку жидкости, смешиваемые с водой, могут состоять до 99% из воды, качество воды, используемой для разбавления концентрата, является важным фактором при подготовке жидкости. Растворенные минералы и газы, органические вещества, микроорганизмы или комбинации этих примесей могут привести к проблемам.
Концентрация общего количества растворенных твердых веществ (TDS) в воде также является проблемой при управлении жидкостями. Для поддержания надлежащего химического состава жидкости используйте неочищенную воду с приемлемым содержанием минералов для начальной подпитки жидкости. Сульфаты способствуют росту бактерий, из-за чего жидкости становятся прогорклыми. Во многих районах питьевая вода может иметь концентрацию сульфатов от 50 до 100 частей на миллион. Соли хлорида и сульфаты в концентрациях выше 80 частей на миллион способствуют коррозии. Уровни хлоридов обычно составляют менее 10 частей на миллион в необработанной воде, но значительно повышаются при обычном умягчении воды. Концентрации фосфатов выше 30 частей на миллион также реагируют с жидкостью, стимулируя рост бактерий, раздражая кожу и вызывая прогорклость. Концентрации TDS должны быть менее 80 частей на миллион для хлоридов и сульфатов и менее 30 частей на миллион для фосфатов.
Соли хлорида и сульфаты в концентрациях выше 80 частей на миллион способствуют коррозии. Уровни хлоридов обычно составляют менее 10 частей на миллион в необработанной воде, но значительно повышаются при обычном умягчении воды. Концентрации фосфатов выше 30 частей на миллион также реагируют с жидкостью, стимулируя рост бактерий, раздражая кожу и вызывая прогорклость. Концентрации TDS должны быть менее 80 частей на миллион для хлоридов и сульфатов и менее 30 частей на миллион для фосфатов.
При обычном использовании жидкости испарение воды увеличивает концентрацию жидкости для металлообработки. По мере того, как в систему вводится новая вода для восполнения потерь на испарение, также добавляются дополнительные растворенные минералы. Следовательно, концентрация TDS жидкости со временем увеличивается. Чем выше концентрация TDS в добавочной воде, тем быстрее эти концентрации увеличиваются в жидкости для металлообработки.
Для поддержания надлежащего химического состава жидкости для начальной подпитки жидкости следует использовать необработанную воду с приемлемым содержанием минералов. При восполнении потерь на испарение операторы машин должны добавлять в систему предварительно смешанную жидкость, а не только воду. Добавление свежей жидкости в систему гарантирует, что необходимые добавки, такие как ингибиторы ржавчины и эмульгаторы, поддерживаются в нужной концентрации. Деминерализованную или деионизированную воду следует использовать в качестве подпиточной воды для добавок жидкости, чтобы предотвратить повышение уровня TDS в жидкости. Если водопроводная вода используется постоянно, содержание минералов в охлаждающей жидкости продолжает увеличиваться. Концентрированные минералы могут образовывать отложения и мыла, затрудняя процесс обработки металла.
При восполнении потерь на испарение операторы машин должны добавлять в систему предварительно смешанную жидкость, а не только воду. Добавление свежей жидкости в систему гарантирует, что необходимые добавки, такие как ингибиторы ржавчины и эмульгаторы, поддерживаются в нужной концентрации. Деминерализованную или деионизированную воду следует использовать в качестве подпиточной воды для добавок жидкости, чтобы предотвратить повышение уровня TDS в жидкости. Если водопроводная вода используется постоянно, содержание минералов в охлаждающей жидкости продолжает увеличиваться. Концентрированные минералы могут образовывать отложения и мыла, затрудняя процесс обработки металла.
Руководство по качеству воды
Твердость 80–125 ч / млн
Меньше 80pm Хлорид и сульфаты
Меньшего 30-чононного фосфата
Качество воды
Adsortion . Вовлеченная вода. Воспадает вода. активированный уголь или уникальная смола с большой площадью поверхности для связывания органических веществ, хлора и коллоидов из питательной воды. Он используется в качестве предварительной обработки перед другими технологиями очистки, которые следуют за ним. Он не используется в качестве заключительного шага в удалении общего содержания органических веществ.
Деионизацию часто называют деминерализацией или ионным обменом. Ионы удаляются из воды посредством ряда химических реакций, происходящих при прохождении воды через слой ионообменной смолы.
Системы деионизации обычно обеспечивают воду, не содержащую растворенных неорганических веществ.
Дистилляция является наиболее распространенным методом очистки воды. В процессе вода претерпевает фазовые превращения, переходя из жидкости в пар и обратно в жидкость. Переход из жидкости в пар приводит к отделению воды от ее примесей. Он эффективно удаляет большинство неорганических твердых частиц, все органические вещества с температурой кипения выше, чем у воды, и практически все бактерии.
Обратный осмос происходит, когда вода проталкивается через полупроницаемую мембрану под внешним давлением. Эти системы обычно удаляют от 85% до 95% неорганических твердых частиц, 99% более крупных органических твердых частиц и более 99% твердых частиц, бактерий и пирогенов.
Эти системы обычно удаляют от 85% до 95% неорганических твердых частиц, 99% более крупных органических твердых частиц и более 99% твердых частиц, бактерий и пирогенов.
Системы фильтрации подразделяются на глубинные и мембранные. Глубинные фильтры изготавливаются путем намотки волокна на полую трубку с прорезями. Когда вода проходит через трубку, частицы удаляются и удерживаются в волокне. Мембранные фильтры обычно имеют субмикронный размер пор. Частицы и бактерии не могут пройти через мембрану и удерживаются на поверхности мембраны.
Ультрафильтрация может использоваться для предварительной очистки воды, поступающей на дополнительную очистку, или может использоваться в самом конце системы для удаления пирогенов. Чистая вода проникает через мембрану, но частицы, коллоидный кремнезем, бактерии, пирогены и высокомолекулярные органические вещества отторгаются.
Ультрафиолетовое окисление — это процесс с использованием УФ-излучения, используемый для удаления следов органических веществ и уничтожения микробов в чистой воде.
Подготовка охлаждающей жидкости,
Если срок службы охлаждающей жидкости является проблемой, рекомендуется провести анализ воды. Часто это может сделать поставщик воды. Может оказаться необходимым использовать очищенную воду, такую как деионизированная вода. Эти типы оборудования для очистки воды извлекают ионы. Деионизаторы могут использовать встроенный резервуар или установку обратного осмоса. Дистилляция также может быть вариантом.
Умягчители воды бытового типа могут помочь, удаляя минералы, способствующие коррозии металла и/или отложениям солей, но, как правило, они не считаются достаточно точными для подготовки охлаждающей жидкости.
Типы СОЖ для машин
Знакомство с СОЖ для машин
Машинные охлаждающие жидкости состоят из специальных смесей: воды, химических добавок и смазочных материалов, разработанных для удовлетворения требований металлообрабатывающей промышленности. Существует несколько типов охлаждающих жидкостей, используемых в отрасли, каждый из которых предлагает различные преимущества и недостатки по сравнению друг с другом, что позволяет менеджерам складов машин выбирать, какой тип охлаждающей жидкости лучше всего подходит для работы, которую выполняет их цех или отдельная машина.
Типы СОЖ
Растворимые масла
Растворимые масла, также называемые эмульсиями или водорастворимыми маслами, обычно состоят из 60-90% нефтяного или минерального масла и других добавок. Они поставляются в виде концентратов, которые смешиваются с водой для образования используемой охлаждающей жидкости. При смешивании масло становится взвешенным в воде, создавая непрозрачный молочный вид из-за того, что смесь преломляет свет.
Преимущества
Растворимые масла обеспечивают хорошее охлаждение и смазку, оставляя защитную масляную пленку на движущихся компонентах станков, что помогает избежать износа. Они известны как «мастера на все руки», когда дело доходит до их использования, потому что они способны выполнять все операции резки от легких до тяжелых.
Недостатки
Поскольку растворимые масла смешиваются с водой, при неправильной концентрации они могут вызывать ржавчину или бактериальные проблемы. Затраты на техническое обслуживание для надлежащего поддержания растворимых масел могут быть относительно высокими. При высоких скоростях растворимые масла могут образовывать туман, что создает опасность поскользнуться и вдохнуть на рабочем месте.
При высоких скоростях растворимые масла могут образовывать туман, что создает опасность поскользнуться и вдохнуть на рабочем месте.
Straight Oils
Straight Oils содержат 0 % воды и 100 % нефтяного или минерального масла, часто с такими добавками, как смачивающие агенты, соединения серы, хлора или фосфора для улучшения смачиваемости масел; его способность покрывать режущий инструмент и заготовку.
Преимущества
Натуральные масла обеспечивают превосходную смазывающую способность и защиту от ржавчины; это делает их обычным выбором для труднообрабатываемых металлов, таких как нержавеющая сталь и суперсплавы, которые обычно используются в аэрокосмической промышленности, где требуется высококачественная обработка поверхности. За ними довольно легко ухаживать, они устойчивы к росту бактерий, предотвращая прогоркание. Смазывающая способность и защита от ржавчины помогают продлить срок службы инструмента.
Недостатки
Что касается охлаждающего спектра, прямые масла, как правило, стоят дороже. Кроме того, они плохо работают при высоких температурах и скоростях из-за их посредственных свойств рассеивания тепла и повышенного риска возгорания. Чистые масла, как правило, оставляют масляную пленку на заготовке, для удаления которой требуются очищающие растворители.
Кроме того, они плохо работают при высоких температурах и скоростях из-за их посредственных свойств рассеивания тепла и повышенного риска возгорания. Чистые масла, как правило, оставляют масляную пленку на заготовке, для удаления которой требуются очищающие растворители.
Синтетика
Синтетические охлаждающие жидкости не содержат нефти или минерального масла, вместо этого они производятся с использованием химических смазочных материалов и ингибиторов коррозии в виде концентрата, который смешивается с водой.
Преимущества
Синтетика устойчива к размножению бактерий и в основном негорючая. Они обладают коррозионной стойкостью и отличными охлаждающими свойствами. Синтетическая охлаждающая жидкость легко отделяется от заготовок, что позволяет легко очищать готовые детали при одновременном снижении количества потерь жидкости во время работы.
Недостатки
Синтетические материалы склонны к пенообразованию и образованию мелкодисперсного тумана при работе на высоких скоростях, что может привести к повышенному износу машины, опасностям вдыхания и дерматиту (раздражение кожи). Синтетика восприимчива к эмульгированию масляных пятен, которые оставляют клейкий осадок на системе обработки.
Синтетика восприимчива к эмульгированию масляных пятен, которые оставляют клейкий осадок на системе обработки.
Полусинтетика
Полусинтетика представляет собой гибрид растворимых масел и синтетики, обычно содержащий 2-30% нефтяного или минерального масла в виде водорасширяемого концентрата. Полусинтетический концентрат уже содержит воду; поэтому эмульгирование масла и воды происходит во время производства концентрата, а не во время смешивания концентрата и воды.
Преимущества
Полусинтетические масла, как и растворимые масла, подходят для большинства операций резания от легких до тяжелых, но с преимуществом в том, что их легче обслуживать. Они создают мало тумана и устойчивы к росту бактерий, что помогает предотвратить опасную рабочую среду.
Недостатки
Полусинтетика пенится легче, чем другие охлаждающие жидкости, что может привести к преждевременному износу деталей машины. Еще одним недостатком полусинтетики является подверженность оставлению на заготовке отложений жесткой воды, но этого можно избежать, используя обратный осмос для смягчения воды, используемой для смеси.