Зернистость шлифовальных шкурок таблица — Инженер ПТО
 Самым востребованным абразивным материалом не только в домашнем хозяйстве, но и на крупных предприятиях является наждачная бумага. В зависимости от обрабатываемого материала и требований, предъявляемых к поверхности, в каждом конкретном случае используется соответствующая модификация.
Самым востребованным абразивным материалом не только в домашнем хозяйстве, но и на крупных предприятиях является наждачная бумага. В зависимости от обрабатываемого материала и требований, предъявляемых к поверхности, в каждом конкретном случае используется соответствующая модификация.
Хотя, само по себе, полотно и не отличается сложностью изготовления и содержит всего два основных компонента, разобраться в маркировке наждачной бумаги не всегда просто. Это связано с тем, что не существует единого стандарта даже на территории РФ, не говоря уже о СНГ и мировых производителях. Несмотря на это, для правильного выбора, необходимого уметь расшифровывать обозначения наждачной бумаги.
В настоящее время для изготовления шлифовальных материалов используется самый широкий спектр абразивных компонентов. Кроме этого, существует несколько вариантов основы. Ниже рассмотрим по каким критериям необходимо выбирать наждачную бумагу для того или иного вида работ.
Что такое наждачная бумага и как ее еще называют
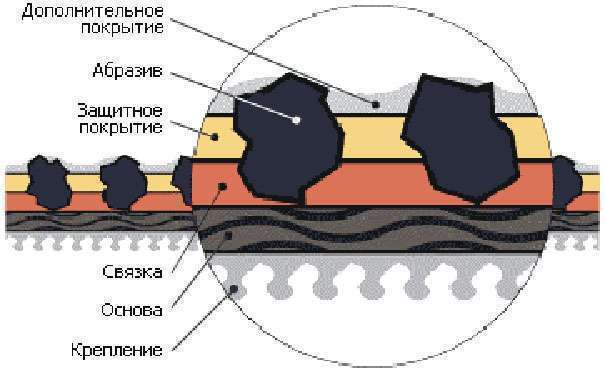
Наждачная бумага представляет собой абразивную крошку той или иной фракции, закрепленную на бумажной или тканевой основе с помощью специальных мастик или других клеящих веществ.
Реже можно встретить и другие названия: шкурка, наждак, шкурка шлифовальная, шлифовальная бумага и т.д., однако суть от этого нисколько не меняется.
Виды зернистости наждачной бумаги
В зависимости от фракции абразивной крошки, материала основы и назначения, весь спектр выпускаемого абразивного полотна можно разделить на несколько модификаций.

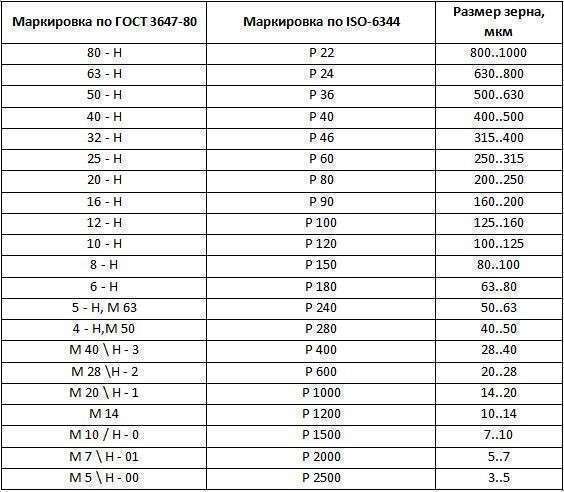
По величине зерна различают следующие виды шлифовальных полотен: мелкозернистые и крупнозернистые. В таблице приведены показатели зернистости наиболее часто используемой наждачной бумаги:
Начальное шлифованиеисправление незначительных дефектов поверхности
Черновая обработка древесины
Исправление незначительных дефектов поверхности
Обработка твердых пород дерева перед окончательной шлифовкой
Шлифовка мягкого дерева
Удаление старой краски
Мелкозернистая наждачная бумага
Финишное шлифование твердых пород дерева
Шлифование под окраску
Шлифование керамики, пластика и металлов
Полировка, снятие глянца
Как видно из таблицы зернистости, область применения наждачной бумаги довольно широка:
- Столярная и мебельная отрасли;
- Машиностроение и промышленное производство;
- Изготовление нестандартного оборудования и приборостроение;
- Ремонт и покраска автомобилей;
- Строительно-отделочные работы.
Это далеко неполный перечень, а способы использования наждачной шкурки в быту и вовсе не поддаются описанию по причине своего бесконечного многообразия.
Наиболее распространенными являются три формы выпускаемых наждачных полотен:
Что касается формы выпуска, наиболее распространенными являются листовая и рулонная. Кроме этого Существуют готовые кольцевые модификации для циклевочных и ручных шлифовальных машин, дисковые накладки для электродрелей и некоторые другие разновидности.
Маркировка наждачной бумаги в зависимости от ее назначения: таблица
В зависимости от специфики работ крупнозернистая наждачная бумага подразделяется на несколько основных групп:
Подготовительные работы: удаление ржавчины
Устранение крупных дефектов поверхности
Грубая обработка поверхностей
Р80; Р90; Р100; Р120
20-Н; 16-Н; 12-Н; 10-Н
Окончательная шлифовка и доводка
Мелкозернистая наждачная бумага так же маркируется в соответствии с особенностями использования:
Шлифование твердых пород древесины
Полирование подготовка поверхности под покраску
Шлифовка керамических поверхностей, пластиков и металлов
Р1200; Р1500; Р2000; Р2500
Полирование и снятие глянца
М14; М10; М7; М5; Н-0;Н-00; Н-01
При покупке наждачной бумаги на оборотной стороне можно обнаружить и другие обозначения. Каждое из них несет определенную смысловую нагрузку, например, разновидность абразивного порошка, способ его крепления, особенности клеевой смеси и тип основы и ее механические свойства. Рассмотрим основные обозначения.
- Наименование «Р» свидетельствует об абразивной структуре материала;
- Буква «Л» обозначает форму выпуска, в данном случае – листовая;
- Цифры «1» и «2» говорят о назначении абразивного полотна: 1 – для шлифования мягких поверхностей, 2 – металла и других твердых и особо твердых материалов;
- Устойчивость к воздействию влаги обозначается символами «Л1», «Л2» или М;
- Обозначение «П» свидетельствует о том, что воздействие влаги и сырости крайне нежелательно.
Помимо этих обозначений особое внимание необходимо уделить свойствам самих абразивных частиц.
Виды абразива
Различают несколько наиболее распространенных материалов, служащих сырьем для изготовления абразивного порошка:

Гранат . Этот абразив является натуральным минералом, поэтому экологически абсолютно безопасен для человека. Естественная структура частиц позволяет эффективно использовать такую наждачную шкурку для обработки всех пород древесины.
Карбид кремния отличается высокими показателями твердости и прочности. Применяют такую наждачную бумагу для шлифования металлов, стекловолокна и других материалов, отличающихся повышенной твердостью.
Абразив на основе керамики используют для формирования поверхности и устранения крупных дефектов при первичной обработке древесины, шлифовке паркета и т.д.
Оксид алюминия достаточно хрупок, поэтому в процессе шлифования кристаллы могут крошиться, образовывая вместо затупленных новые режущие грани. Эта особенность значительно продлевает срок службы абразивного полотна.
Существуют и другие наполнители, однако встречаются они довольно редко и используются для специальной обработки.
Учитывая доступность и невысокую стоимость наждачной бумаги, можно с уверенностью сказать, что никакая конкуренция в ближайшее время ему не угрожает. Универсальность и простота обработки, а также многообразие обрабатываемых материалов делают абразивное полотно незаменимым как в быту, так и в промышленных условиях.
При шлифовании, предварительной полировке и доводке режущих кромок в качестве инструмента обычно используют точильные круги, плоские бруски или гибкие листовые материалы, покрытые абразивной крошкой. Последние имеют два широко распространенных названия: народное — наждачная бумага (наждачка), и официальное ГОСТ — шкурка шлифовальная. Обиходное название сохранилось еще с тех времен, когда в качестве абразива использовался порошок природного корундита (наждак), а в качестве основы применялась плотная бумага. Сейчас вместо натуральных минералов используют абразивы, получаемые промышленным способом. Среди них самые распространенные — это зернистые порошки на основе оксида алюминия, карбида кремния и нитрида бора. Основа у современной наждачки может быть не только бумажная, но и тканевая, полиэстеровая, фибровая или комбинированная, а в качестве связки сейчас применяют водостойкие и электростатические клеевые составы. Изначально наждачная бумага использовалась только при ручной шлифовке. Но во второй половине двадцатого века в связи с созданием высокопрочных основ она стала широко применяться и в машинном шлифовании: сначала на ленточных и барабанных станках, а затем и на вибрационных и орбитальных шлифмашинах.

Форма выпуска наждачки
Абразивная шкурка используется не только для ручной, но и для машинной шлифовки, поэтому она выпускается в самых разнообразных формах.
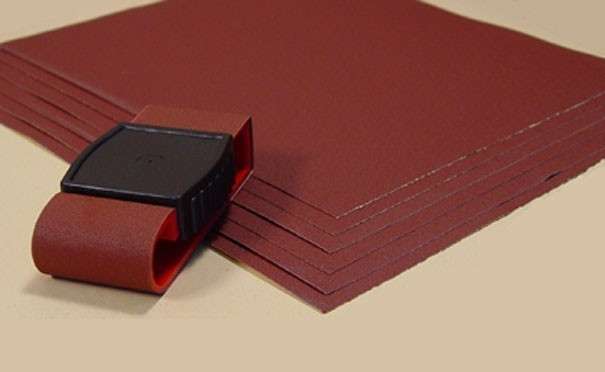
- Листовая. Обычно продается в виде листов размером 280×230. Некоторые торговые марки предлагают комплекты разной зернистости, состоящие из 4–6 листов. Этот вид наждачной бумаги применяется в вибрационных шлифмашинах, чья подошва обычно имеет длину 280 мм, а ширину — 93 или 115 мм.
- Рулонная. Чаще всего наждачная бумага продается в рулонах длиной 5 м и шириной 93 или 115 мм, что соответствует ширине ручной державки или подошвы вибрационной шлифмашины. Кроме того, в магазинах можно встретить рулоны шлифовальной шкурки длиной несколько десятков метров и шириной до метра. Такой материал предназначен для раскроя на рулоны меньшей ширины или отдельные листы.
- Дисковая и треугольная. Такие формы шлифлистов применяют в орбитальных и дельта-шлифмашинах и выпускаются в двух видах: для крепления на клипсах и самоклеящиеся («липучки»). Как правило, у обеих форм на поверхности расположено 6–8 отверстий для отвода пыли от обрабатываемой поверхности (см. на фото ниже — на переднем плане).
- Ленточная. В стационарных и ручных ленточных шлифмашинах применяют шлифшкурку в виде непрерывной ленты, вращающейся между несколькими роликами. В зависимости от вида оборудования ее длина может составлять от десятков сантиметров до нескольких метров.
- Цилиндрическая. Такая форма используется в барабанных машинах и для шлифования с помощью цилиндрической оснастки.


Кроме того, наждачная бумага является составной частью лепестковых щеток. В этом случае она используется в виде множества узких ламелей шлифшкурки, закрепленных одним концом по всей окружности центральной втулки (см. на фото выше — слева на заднем плане).
Таблица маркировок
Маркировка зернистости российской наждачной бумаги с 2005 года полностью унифицирована с международной, т. к. новый ГОСТ Р 52381-2005 включает в себя все положения стандарта ISO 6344. В отличие от прежнего ГОСТ 3647-80 теперь цифры маркировочного кода обозначают не размер абразивных зерен, а величину «меш» (англ. mesh – количество отверстий на линейный дюйм в решетке сита). Соответствие старого и нового обозначений смотрите в таблице.


Несколько ранее Белгородским заводом абразивов были введены в действие ТУ 3980-009-00223332-2003, которые регламентировали новую маркировку наждачной бумаги с использованием международного обозначения зернистости и других параметров (см. правую схему выше). До этого маркировочный код наносился в соответствии с несколькими ГОСТами 1982 года (каждый для определенного вида основы).
Существует несколько видов обозначений зернистости наждачной бумаги, среди которых самые распространенные — это системы Федерации европейских производителей абразивов (FEPA) и американского Института производителей абразивных покрытий (CAMI). На основании первой в 1998 году был принят международный стандарт ISO 6344, вторая распространена в основном в США. Маркировка FEPA основана на числовом ряде размеров шлифовального зерна, имеющем 21 градацию в интервале от 3 мкм до 1 мм (см. левую таблицу выше). По качественному типу абразивные порошки для наждачки делятся на два вида: крупнозернистые (с Р22 по Р220) и мелкозернистые (с Р240 по Р2500). Размер самого маленького шлифовального зерна по этой классификации составляет 3–5 мкм, что соответствует старому номеру ГОСТ шлифовальной шкурки для полировки Н0 (народное название — «нулевка»).
Используемые абразивы
Для создания поверхностного слоя наждачной бумаги используют несколько базовых абразивных материалов. Помимо этого, каждый из них имеет множество разновидностей, отличающихся друг от друга физико-химическими и технологическими характеристиками. Основные абразивы, применяемые для изготовления наждачной бумаги:
- Электрокорунд. Искусственный материал, содержащий до 99 % оксида алюминия. Достаточно недорогой и поэтому самый распространенный среди абразивов. Кроме нормального и белого, выпускается ряд разновидностей с добавками соединений титана, хрома, циркония и пр.
- Карбид кремния. По сравнению с электрокорундом более хрупок, но превосходит его по твердости, поэтому применяется главным образом для работ по металлу. Выпускается в двух видах: зеленый и черный, которые несколько отличаются режущими свойствами.
- Гранат. Природный минерал, по твердости уступает всем остальным, но хорошо самозатачивается. Основное применение — шлифовка изделий из мягких материалов.
- Эльбор. Синтетический абразивный материал на основе нитрида бора. По твердости несколько уступает алмазу, но имеет лучшую термостойкость.
- Алмаз. Имеет самую высокую твердость. Алмазную наждачку применяют для обработки твердых сплавов и доводки инструмента.
Кроме того, по-прежнему выпускается наждачная бумага на основе природного корундита (наждака) и стеклянного порошка. Последняя в соответствии с нормативами используется для шлифовки коллекторов электродвигателей и генераторов.

Основы наждачной бумаги
В качестве основы при изготовлении наждачки используют листовые материалы с различными характеристиками, в том числе:
- бумагу обычную и латексную;
- хлопчатобумажные и смесовые (х/б+синтетика) ткани;
- фибру;
- ткани из полиэстера;
- комбинированные материалы (обычно бумага+ткань).
Бумага классифицируется по плотности в шести диапазонах от 85 г/м² до 500 г/м², а основным технологическим признаком тканей, кроме их состава, является гибкость. Этот параметр имеет шесть градаций: от «особо гибкая» и «очень гибкая» до «жесткая» и «особо жесткая». Кроме того, вся наждачная бумага независимо от основы делится на обычную и водостойкую.
Основные достоинства наждачки на бумажной основе — невысокая цена и устойчивость к растяжению. А ее главный недостаток — низкая механическая стойкость и ломкость на сгибах. Наждачная бумага на тканевой основе обладает высокой прочностью на разрыв и может использоваться в лентах при машинной шлифовке. Кроме того, она эластична и легко принимает форму шлифуемой поверхности. А водостойкие тканевые основы не теряют своих рабочих качеств при мокрой шлифовке или работе в условиях повышенной влажности. Для получения сочетаний механических свойств различных материалов (гибкость и неспособность к растяжению) выпускают наждачную бумагу с двухслойной основой, пропитанной полиэфирными смолами.

Разновидности способов изготовления
При нанесении абразивного порошка на основу наждачной бумаги применяют два способа расположения абразивных зерен. Первый — открытой насыпкой. В этом случае частицы абразива занимают не все пространство на поверхности основы и между ними остаются свободные пространства размером около длины зерна. Такое расположение режущих зерен лучше всего подходит для обработки крошащихся материалов, т. к. срезаемые частицы материала в этом случае легко отходят от поверхности наждачки.
При закрытой насыпке абразивная крошка полностью укрывает поверхность наждачки. Такие шлифшкурки в основном применяются для обработки металлов. Он не пригодны для шлифования мягких материалов, т. к. в этом случае наждачная бумага быстро засаливается. Разравнивание абразивного порошка по основе может производиться двумя способами: механическим и электростатическим. При первом расположение зерен неравномерное. Такая наждачка менее производительная, но более щадящая к обрабатываемой поверхности. При электростатическом разравнивании зерна укладываются более равномерно, что создает абразивный слой с лучшими режущими способностями.
Виды держателей для наждачной шкурки
При ручной шлифовке плоских поверхностей наждачную бумагу обычно крепят на прямоугольные державки. В самом простом виде это деревянный брусок, обернутый наждачкой. Для профессионального использования выпускают специальные державки, которые по внешнему виду похожи на штукатурные терки. Они имеют стандартную ширину рабочей поверхности (93 или 115 мм), на которой наждачная бумага фиксируется двумя зажимами. Для мягкой шлифовки на их подошву клеится тонкая прокладка из губки или уплотнителя на поролоне. Ручная шлифовка профильных поверхностей обычно выполняется без применения приспособлений, но при массовом производстве нередко используют державки с изогнутыми подошвами.

Советы по выбору для отдельных видов работ
Выбрать нужный вид наждачной бумаги по виду работ достаточно просто. В стандартной таблице зернистости отдельные значения объединены в группы, для каждой из которых указано ее назначение. Например, зернистость от P22 до Р60 предназначена для «очень грубых» и «грубых» работ. В эту категорию попадает зачистка поверхностей от старых покрытий и загрязнений, а также их выравнивание перед шлифовкой. С условиями применения наждачной бумаги также можно разобраться самому. При обработке профильных поверхностей необходима наждачка на тканевой основе, а при работе во влажной среде или при мокром шлифовании не обойтись без водостойкой. С подбором наждачной бумаги для шлифовки конкретных материалов ситуация несколько сложней. В этом случае необходимо либо просмотреть каталоги производителей с рекомендациями по использованию их продукции, либо воспользоваться помощью квалифицированного консультанта.
Популярные производители
На российском рынке наждачная бумага представлена двумя типами брендов. Первые — это производители ручного и электроинструмента, которые продают различные виды наждачек под своими торговыми марками в качестве расходных материалов к собственной продукции. Во второй группе представлены предприятия, специализирующиеся на выпуске инструмента, в том числе и абразивного. К примеру, бумага наждачная Fit предлагается известной канадской торговой маркой, специализирующейся на продажах всех видов ручного и приводного инструмента. Среди российских производителей самым известным является Белгородский завод абразивов, а среди зарубежных — финская компания Mirka и знаменитая международная корпорация 3M. Львиная доля наждачной бумаги на российском рынке импортная. В основном она поставляется из КНР под различными торговыми марками, хотя такой известный бренд, как «Мирка», выпускает свою наждачную бумагу на Тайване. На этом фоне лучше всех выглядит 3M, построившая в 2008 году собственный завод в Волоколамске.

Применение наждачной бумаги в зависимости от ее зернистости
Зернистость наждачной бумаги является главным технологическим параметром, поскольку именно от нее зависит качество обработанного изделия. И если крупная наждачка применяется для зачистки и подготовки поверхностей любых материалов, то на стадии первичной и окончательной шлифовки выбор зернистости наждачной бумаги во многом зависит от твердости, ломкости и вязкости материала. К примеру, окончательная шлифовка мягкой древесины выполняется с зернистостью от Р150 до Р220, твердой — Р240–Р280, металла — с Р1000. При этом размер зерна наждачной бумаги меняется в 5 раз: от 100 мкм до 20 мкм. Примерно в такой же пропорции происходит изменение размера зерна между окончательной шлифовкой и тонкой полировкой. Поэтому для полного цикла обработки поверхности (от зачистки до полировки) может потребоваться до пяти-шести видов наждачной бумаги.
Советы по обработке металла наждачкой
При зачистке и шлифовке стали и чугуна рекомендуют использовать наждачную бумагу с абразивным зерном из электрокорунда на водостойкой основе из жесткой или гибкой (в зависимости от задачи) хлопчатобумажной ткани. В общем случае подойдет наждачная бумага типа KK19XW с зернистостью, соответствующей типу обработки. Алюминий и его сплавы рекомендуют обрабатывать наждачкой на бумажной основе высокой плотности (220–270 г/м²) с зерном из электрокорунда, к примеру, такой, как KP13E. Сплавы меди имеют различную вязкость и хрупкость. И если для бронзы подойдет такая же наждачная бумага, что и для черных металлов, то более вязкую латунь шлифуют наждачкой с зернами из белого или циркониевого электрокорунда на хлопчатобумажной или полиэстеровой водостойкой основе. В силу физико-механических особенностей титана и его сплавов для их обработки используют наждачную бумагу с зернами из карбида кремния на тканевой водостойкой основе, например CK10XW, CX10YW и CX10RW.
Если мы упустили что-либо важное в описании особенностей применения наждачной бумаги при обработке металлов и других материалов, дополните, пожалуйста, нашу информацию в комментариях к этой статье.
Содержание: Скрыть Открыть
Наждачная бумага или шкурка – это абразивный инструмент, применяемый повсеместно, от мелких бытовых ремонтов до крупных цехов и ремонтных мастерских. Данный материал применяется для устранения неровностей поверхностей различной конфигурации, шлифовки, устранения заусенцев, коррозии и множества других целей.
Основным методом классификации наждачной бумаги является зернистость или величина её абразивных частичек. Она же является и основным указателем для применения шкурки при проведении тех или иных работ.
Показатель зернистости
Основной показатель, который учитывается при выборе – это номер бумаги соответствующий её абразивности. В номере указано количество абразивных частиц на квадратный дюйм материала. Чем большее количество абразивных крупинок помещается на единицу площади, тем они, соответственно мельче и пригодны для более тонких операций. В зависимости от количества частиц на квадратный дюйм наждачная бумага подразделяется на три основных категории:
- Крупная. Маркируется цифрами от 12 до 80. В основном применяется для черновой обработки дерева, металла и других материалов, а также для снятия лака, краски и ржавчины. При обработке оставляет глубокие борозды и требует дальнейшей обработки менее крупной шкуркой.
- Средняя. Показатель абразивности в пределах от 80 до 160. В основном применяется для обработки деревянных деталей, доводки поверхностей после черновой обработки.
- Мелкая. Количество абразивных частиц – от 160 до 1400 на квадратный дюйм. Применяется для финишной обработки поверхностей, шлифовки и полировки.
Приведенная ниже таблица зернистости наждачной бумаги позволяет более точно подобрать бумагу в соответствии с планируемыми работами.
Прочие характеристики абразива
Сам абразивный материал, наносимый на основу шкурки, бывает разным. Для него используются различные природные и синтетические материалы, от физических свойств которых во многом зависит сфера применения материала. Приведём основные виды:
- Карбид кремния. Широко используемый материал, применяется при производстве работ с лакокрасочными материалами, металлом, пластиком, стекловолокном.
- Гранат. Природный материал, в основном используется для работы с деревом. Шкурка с данным видом абразива мягкая и эластичная, удобна в обработке неровностей и деталей со сложной конфигурацией поверхности.
- Керамический абразив. Высокотвердый материал, часто используется при формировке изделий.
- Окись алюминия. Стойкий абразив, ценится из-за длительности эксплуатации. Важным качеством данного типа бумаги является образование новых режущих граней при истирании старого слоя.
Маркировка и шероховатость наждачной бумаги регламентируется отечественными и зарубежными стандартами. Сегодня существует три стандарта – советский, российский и международный. В советском ГОСТ 3647-80 маркировка определяется количеством зерен на квадратный дюйм. На новые изделия наносится маркировка в соответствии с ISO 6344, которому соответствует российский ГОСТ 52318-2005.
Разобраться в соответствии старого и нового госта поможет приведенная ниже таблица зернистости шкурки.
Как видим, основная разница заключается в направлении движения номеров в маркировке. В старом госте значения крупности зерен и их плотности уменьшаются. В международной классификации номер шкурки увеличивается при уменьшении размера зерен.
Шлифшкурка, назначение и области применения
Шлифовальная шкурка. Наждачная (шлифовальная) бумага — гибкий абразивный материал, состоящий из тканевой или бумажной основы с нанесенным на нее слоем абразивного зерна (порошка). Предназначен для ручной и машинной обработки поверхностей различных материалов (металл, дерево, стекло, пластик) — удаления старой краски, подготовки поверхности для грунтовки и окраски, шлифование окрашенных поверхностей и пр.
Назначение наждачной бумаги в зависимости от зерна абразивного материала, маркировка зернистости
| Назначение | Маркировка по ГОСТ 3647-80 | Маркировка по FEPA P (ISO-6344) | Маркировка по FEPA F | Размер зерна, мкм | |
|---|---|---|---|---|---|
| Крупнозернистые | |||||
| Очень грубые работы | 100-Н | P20 | F20 | 900-1100 | |
| 80-Н | P22, P24 | F22, F24 | 800-1000 | ||
| 63-Н | P24, P30 | F24, F30 | 630-800 | ||
| 50-Н | P36 | F36 | 500-630 | ||
| Грубые работы | |||||
| 40-Н | P40 | F40, F46 | 400-500 | ||
| 32-Н | P46, P50 | F50, F54 | 315-400 | ||
| 25-Н | P60 | F60 | 250-315 | ||
| Первичная шлифовка | 20-Н | P80 | F70 | 200-250 | |
| 16-Н | P90 | F80, F90 | 160-200 | ||
| 12-Н | P100 | F100 | 125-160 | ||
| 10-Н | P120 | F120 | 100-125 | ||
| Окончательная шлифовка мягких пород дерева, старой краски под покраску | 8-Н | P150 | F150 | 80-100 | |
| 6-Н | P180 | F180 | 63-80 | ||
| Окончательная шлифовка твердых пород дерева, шлифовка между покрытиями | 5-Н | P220 | F220 | 50-63 | |
| 4-Н | P320, P360 | F240, F280 | 40-50 | ||
| Мелкозернистые | |||||
| Окончательная шлифовка твердых пород дерева, шлифовка между покрытиями | М63 | P240, P280 | F230 | 50-63 | |
| М50 | P320, P360 | F240 | 40-50 | ||
| Полировка финальных покрытий, шлифовка между покрасками, мокрая шлифовка | М40 | P400, P500 | F320 | 28-40 | |
| М28 | P600, P800 | 20-28 | |||
| Шлифовка металла, пластиков, керамики, мокрая шлифовка | М20 | P1000, P1200 | 14-20 | ||
| Еще более тонкая шлифовка, полировка | М14 | P1500 | 10-14 | ||
| М10 | P2000 | 7-10 | |||
| М7 | P2500 | 5-7 | |||
| М5 | P3000 | 3-5 | |||
Таблица соответствия размера абразивного зерна в стандарте ГОСТ и FEPA
В таблице приведены размеры абразивного зерна в стандарте ГОСТ и FEPA, а так же рекомендованная скорость шлифования материалов абразивными инструментами из шлифовальной
шкурки. Обращаем Ваше внимание, что размер зерна в стандарте FEPA для абразивных материалов и инструментов на гибкой основе маркируется буквой «P».
В РФ в настоящее время действует ГОСТ Р 52381-2005 вступивший 01.07.2006 г., который распространяется на шлифовальные порошки из искусственных или природных абразивных
материалов для изготовления абразивного инструмента, в том числе абразивного инстррумента на гибкой основе, а так же дляиспльзования шлифовальных порошков при обработке свободным абразивным
зерном.
| Соответствие стандартов размеров абразивного зерна шлифовальной шкурки | |||
|---|---|---|---|
| Размер зерна FEPA | Размер зерна ГОСТ P52381-2005 | Размер зерна ГОСТ 3647-80 | Средний размер зерна в мкм |
| P12 | P12 | 160 | 1815 |
| P16 | P16 | 125 | 1324 |
| P20 | P20 | 100 | 1000 |
| P22 | P24 | 80 | 800 |
| P24 | P30 | 63 | 764 |
| P30 | — | 642 | |
| P36 | P36 | 50 | 538 |
| P40 | 40 | 425 | |
| P50 | P50 | 32 | 336 |
| P60 | P60 | 25 | 269 |
| P80 | P80 (примерно) | 20 | 201 |
| P100 | P100 | 16 | 162 |
| P120 | P120 | 12 | 125 |
| P150 | P150 | 10 | 100 |
| P180 | P180 | 8 | 82 |
| P220 | P220 | 6 | 68 |
| P240 | М63 | 58,2 | |
| P280 | 52,2 | ||
| P320 | М50 | 46,2 | |
| P360 | 40,5 | ||
| P400 | P400 | М40 | 35 |
| P500 | P500 | 30,2 | |
| P600 | М28 | 25,8 | |
| P800 | 21,8 | ||
| P1000 | М20 | 18,3 | |
| P1200 | 15,3 | ||
| P1500 | М14 | 12,6 | |
| P2000 | М10 | 10,3 | |
| P2500 | М7 | 8,4 | |
| P3000 | М5 | 4,0 | |
Примечания:
1. Переводные данные являются по некоторым позициям приблизительными.
2. В маркировке инструмента буквы F и P отсутствуют.
3. Маркировка микрошлифпорошков не изменилась
Рекомендуемая скорость шлифования в м/с для абразивных инструментов из шлифовальной шкурки
| Обрабатываемый материал | Миним. м/с | Макс. м/с |
|---|---|---|
| Титан | 5 | 15 |
| Твердые металлы | 8 | 14 |
| Нержавеющая сталь | 20 | 30 |
| Углеродистое железо | 30 | 38 |
| Чугун | 34 | 36 |
| Алюминий | 35 | 45 |
| Латунь | 35 | 45 |
| Медь | 35 | 40 |
| Сухая твердая древесина | 15 | 20 |
| МДФ | 15 | 20 |
| Мягкая смолистая древесина | 12 | 18 |
| Лаки | 10 | 15 |
| Композиты | 8 | 20 |
| Резина | 15 | 25 |
| Кожа | 10 | 15 |
| Стекло | 12 | 18 |
| Фарфор | 12 | 20 |
её виды, таблица с маркировками — журнал «Рутвет»
Оглавление:
- Маркировка абразивного мягкого материала
- Влияние материала основы на зернистость
- Разновидности наждачки по методу изготовления
- Применение наждачной бумаги в зависимости от её зернистости
- Виды абразива для наждачной бумаги
- Советы по применению наждачки в зависимости от зернистости
Такой показатель, как зернистость абразивной наждачной бумаги является самым важным для этого материала. В общем понимании этот показатель материала на число нанесенных частичек абразива на один дюйм наждачки. В связи с этим несложно представить, что чем будет выше этот показатель, тем меньше зернистость. Стоит отметить, что сегодня на рынке можно найти наждачные бумаги с зернистостью от 12 до 4000.
Маркировка абразивного мягкого материала
Любая наждачная бумага имеет свой шифр, которой несет в себе основную информацию о материале. В шифре указана следующая информация:
- тип нанесенного абразива;
- вид материала основы;
- вид связующего вещества;
- метод нанесения абразивных частиц;
- характеристики основы;
- водостойкость.
Интересно отметить, что до 2005 года в мире существовала некоторая путаница в маркировке наждачной бумаги. Ранее для записи маркировки абразивного наждачного материала использовали ГОСТ. Так, по этому нормативному документу зернистость наждачного материала записывалась непосредственно в маркировке. Таким образом, на материале можно было увидеть размер абразивных частиц, который указывался в десятых долях микронов. По новому мировому стандарту в маркировке зернистости принято записывать количество отдельных проволочек сита, через которое просеивается абразив на одну единицу площади (дюйм). Таким образом, получается, что чем меньше абразивные частицы на наждачной бумаге, тем выше число в маркировке.
Также следует помнить, что ранее (до 2005 года) на зернистость наждачной бумаги маркировалась на обратной стороне материала буквами «Н» и «М». Однако теперь на обратной стороне наждачной бумаги можно увидеть букву «Р».
Зернистость наждачной бумаги приведена в таблице 1. В полную маркировку входит множество букв и цифр, которые не имеют отношения к величине зернистости.
Таблица 1 – Зернистость и маркировка абразивной наждачной бумаги
Виды зернистости наждачной бумаги:
- крупнозернистая;
- мелкозернистая.
К наждачным бумагам крупной зернистости можно отнести материала с размером абразива от 63 до 1000 мкм. В группу мягкого абразивного материала мелкозернистого типа относятся наждачки с зерном от 3 до 63 мкм.
Влияние материала основы на зернистость
Наждачка на тканевой основе
При подборе необходимого абразивного материала следует обращать внимание на материал основы, который весьма важен. Абразивная бумага на тканевой основе отличается своей высокой прочностью, низким износом и влагостойкостью. Преимуществом такого абразивного материала является возможность создания протяженных лент. Также она очень хорошо подходит для механизации и автоматизации производства.
Однако без минусов не обошлось. Основным недостатком такого материала основы является изменение габаритных размеров, что, в свою очередь, приводит к выкрашиванию абразивных частиц. Как правило, тканевая основа не применяется для создания материала с мелкозернистым абразивом.
Наждачка на бумажной основе
Менее прочным вариантом основы является бумага. Однако такой тип основы дает возможность создавать наждачную бумагу минимальной зернистости. Основные минусы бумажной основы вытекают из ее низкой прочности и слабому сопротивлению влаге.
Наждачная бумага может изготавливаться различными видами нанесения абразивного порошка.
Разновидности наждачки по методу изготовления
Абразивная бумага может изготавливаться путем открытой насыпки. При таком методе производства абразивные зерна наждачной бумаги насыпаются на основу таким образом, чтобы закрыть 60 % поверхности. Большим плюсом такой гибкой абразивной наждачки является то, что при работе ее между зернами не будет скапливаться обрабатываемый материал, так как зерна находятся на большом расстоянии друг от друга.
Иногда наждачное полотно могут изготавливать путем закрытой насыпки, а именно когда вся поверхность основы покрывается ровным слоем без просветов. Минусом второго способа изготовления является быстрое «засаливание» наждачки. Однако абразивные бумаги, сделанные вторым методом, лучше всего подходят для обработки твердых материалов.
Применение наждачной бумаги в зависимости от её зернистости
- Зернистость от 12 до 16 говорит о том, что наждачка относится к весьма грубому типу. Применять такую абразивную бумагу следует, например, для удаления старых лакокрасочных покрытий.
- Категория наждачных бумаг с зернистость от 24 до 40 также довольно грубые материалы, которые позволят провести очистку поверхностей.
- Для работ, связанных со шлифовкой, следует использовать бумаги с зернистостью от 60 до 80. Как правило, такую абразивную бумагу можно использовать для черновой шлифовки.
- Выровнять деревянную поверхность можно наждачными бумагами с зернистость от 80 до 150. Это более щадящие абразивные материалы. Следует отметить, что абразивная бумага с зернистость от 80 до 150 относиться к среднему классу.
- Для проведения работ более тонкого характера необходимо применять абразивную наждачную бумагу с зернистостью от 150 до 180. Для поверхностей из древесины эти наждачки являются финальными, т.е. после их использования, например, при изготовлении деревянной качели своими руками, можно окрашивать поверхность.
- Бумага с зернистостью от 200 до 240, применяется для зачистки промежуточно нанесенного грунтового покрытия.
- Тонкая наждачная бумага с зернистостью от 240 до 320 применяется для весьма деликатной доводки деревянной поверхности перед нанесением лакокрасочных покрытий. Ее также целесообразно использовать для удаления частиц пыли и мусора на краске перед финишным окрашиванием.
- Все наждачные бумаги с зернистостью от 360 до 4000 относятся к классу супер тонких абразивных материалов. Используя эту абразивную наждачную бумагу, можно удалить мелкие дефекты на окрашенной поверхности, заматовать поверхность, довести до блеска металлические изделия.
Виды абразива для наждачной бумаги
Сегодня для производства мягкого абразивного материала применяется:
- электрокорунд;
- карбид кремния;
- гранат;
- алмаз;
- эльбор.
Самым распространенным минералом для получения абразива для наждачной бумаги является электрокорунд. Второй материала для абразива – это карбид кремния. Он имеет твердость больше, чем электрокорунд, однако, он более хрупкий. Для полировки и шлифовки мягких материалов используется абразив из граната, так как он имеет невысокую твердость. Эльбор значительно превосходит по твердости карбид кремния, но немного уступает алмазу.
Советы по применению наждачки в зависимости от зернистости
- Одним из самых важных правил является методичное использование наждачной бумаги. Это значит, что первые работы выполняются бумагой с низкой зернистостью, а после осуществляется переход на бумагу с высокой зернистостью.
- Если необходима вода при шлифовании, то лучше всего использовать наждачную бумагу на тканевой основе. Как правило, работа наждачной бумагой при подаче воды проводится абразивными материалами высокой зернистости, т.е. осуществляется полировка.
- Бумага с любой зернистостью может быть использована при помощи электроинструмента. Однако на шлифмашинках обычно используют наждачную бумагу с зернистостью 80 – 240. Бумаги на бумажной основе с зернистостью от 600 до 4000 используются на специальных полировальных станках.
- Если необходимо очистить поверхность от лакокрасочного покрытия наждачной бумагой с зернистостью 12-40, лучше всего использовать деревянный брусок в качестве подложки под абразивный материал.
- Если нужно провести шлифовку пластиковых изделий, то следует использовать наждачную бумагу с низкой зернистостью.
Сегодня есть множество классификаций наждачной бумаги и ее маркировок. Следует помнить, что из-за того, что в мире очень много производителей этого материала, маркировка может существенно отличаться друг от друга. Некоторые страны производители придерживаются своей местной маркировки, хотя и есть общий стандарт маркировки.
Наждачную бумагу какой зернистости Вы обычно применяете и для каких целей? Поделитесь своим опытом в комментариях.
Виды наждачной бумаги и ее маркировка
Любому мастеру, занятому изготовлением изделий из древесины, металлов, пластмасс, обработкой стекла, пластиков не обойтись без различных абразивных материалов. Одним из наиболее распространенных из них стала наждачная бумага, она же шлифовальная шкурка.
О том, как правильно подобрать ее, прочитать и понять маркировку на оборотной стороне материала мы и поговорим сегодня.
Немного истории
Предок современной наждачной бумаги появился в Китае еще в 13 веке. Современный вид шлифовальная шкурка приобрела благодаря одному английскому изобретателю к середине 19 века, и с тех пор распространилась практически повсеместно.
Современная наждачка представляет собой гибкий абразивный материал, использующийся как для грубой обработки, так и для более тонкой, например, полирования. Выпускается она в виде листов или рулонов, имеет бумажную или тканевую основу с наклеенным на ней абразивным материалом – электрокорундом, карбидом кремния, стеклом, реже искусственным алмазом, эльбором и другими. Более подробно о видах основы, клеящего состава и видов абразива поговорим на конкретных примерах при изучении маркировки.
Маркировка наждачной бумаги
Напомним, что маркировкой называют буквенно-цифровой код, в котором зашифрована масса информации. В технике маркируют огромное количество различных материалов, например сталей, а так же различные станки, приспособления, инструменты и много еще чего.
Шифр наждачной бумаги содержит в себе следующие сведения:
- вид абразива;
- вид основы материала;
- тип связующего между основой и абразивом;
- способ нанесения рабочих зерен;
- свойства материала основы;
- водостойкость.
Следует отметить, что с маркировкой наждачной бумаги с некоторого момента, а именно с 2005 года произошла некоторая путаница. До этого времени в СССР и России существовал один ГОСТ, согласно которому и осуществлялась обозначение шифра, позже было принято общемировое шифрование информации о материале. Если до 2005 года зернистость наждачной бумаги, указывавшаяся цифрами, соответствовала его натуральному размеру, и проставлялась в десятках микрон, то в настоящее время за единицу принято количество проволок сита, через которое осуществляют отсев абразивного материала, на дюйм. Таким образом, с уменьшением зерна раньше цифра в маркировке убывала, теперь, возрастает и может достигать 2400.
Кроме этого, в современной маркировке перед цифрой, указывающей на размер абразива ставится буква Р, раньше стояли буквы Н и М. Ориентируясь на указанные особенности можно определить период маркировки наждачной бумаги, которую вы изучаете.
Наждачная бумага используется для решения большого перечня задач. К ним можно отнести:
- удаление старого слоя лакокрасочного покрытия или коррозионного поражения металлов;
- зачистка поверхности деталей из различных материалов для уменьшения шероховатости, подготовка их к последующей отделке;
- полирование древесины и металлов, в том числе во влажной среде.
Каждый вид обработки предъявляет к абразивному материалу те или иные требования, которым должны удовлетворять все части шкурки.
От величины зернистости напрямую зависит тонкость обработки поверхности. В зависимости от обрабатываемого материала и вида работ подбирайте соответствующую наждачную бумагу.
Кроме этого различные виды абразива, например, карбид кремния, могут при частичном разрушении образовывать новые рабочие грани, что продлевает срок службы шкурки. Один из показателей – покрытость основы. При слабом распределении зерна наждачная бумага меньше засоряется отходами обрабатываемого материала и может использоваться для мягких древесных пород, при более плотной засыпке бумага подойдет для обработки твердой древесины и металлов.
Вид основы так же важен при подборе гибкого абразива. Ткань (буква К) обладает большей прочностью и износостойкостью, она влагостойка. Более жесткие ее виды хороши при механизированных видах обработки. Недостаток ее – увеличение линейных размеров – растягиваемость. Бумага (буква Р) менее прочна, но позволяет получать шкурку с минимальным размером зерна, что незаменимо при полировании.
Вид связующего, удерживающего рабочие зерна на основе, так же важен для выполнения некоторых видов работ. Связки обладают различной механической прочностью, что важно при механическом шлифовании, а так же по-разному реагируют на увлажнение.
Каждый элемент наждачной бумаги важен. Необходимо не только правильно читать маркировку, но и уметь подбирать конкретный вид шкурки для определенного вида работ. Профессиональные шлифовщики по внешнему виду могут отличить различные виды и дать полную информацию о материале, для непрофессионала достаточно запомнить две-три основных марки, обладающих достаточной универсальностью.
Уважаемые читатели, если у вас остались вопросы, задавайте их, используя форму ниже. Мы будем рады общению с вами 😉
Рекомендуем другие статьи по теме