Коленчатый вал: как будем ремонтировать? ч. 1 / Ремонт двигателей
Надо ли знать механику-мотористу технологию ремонта коленчатого вала? На первый взгляд совершенно не обязательно. Ну зачем, к примеру, вдаваться в тонкости шлифовального ремесла, если своих дел по горло? Да и шлифовальный станок на СТО большая редкость: вещь дорогая, своими работами его не загрузишь, окупить трудно. Лучше отдать коленвал в специализированную мастерскую — пусть шлифовщик сам думает, как его ремонтировать…
К сожалению, подобная практика «разделения труда» часто приводит к плачевному результату. Моторист, не проверив все должным образом, отдает на шлифовку коленвал, который не требует ремонта или, напротив, поврежден так, что уже не может быть качественно отремонтирован. Шлифовщик тоже «не отстает» от моториста и делает, как просят, главное, побыстрее. Далее коленвал «попадает» в двигатель практически без проверки, да и зачем проверять — моторист считает это обязанностью шлифовщика. А то, что после ремонта вал может иметь дефекты (биение, эллипсность и конусность шеек, дисбаланс), вроде и не волнует никого. Хотя нет, волнует — владелец автомобиля тысяч через …надцать пробега вспомнит моториста недобрым словом. А с того «как с гуся вода» — мол, все было сделано правильно, просто запчасти плохие подсунули.
Такая вот невеселая, но вполне типичная история. Конечно, и мотористы, и шлифовщики бывают разные. Чтобы избежать ошибок, и сделают все как надо, и проверят вал тщательно — известный принцип «доверяй, но проверяй» в таком случае работает как нельзя лучше.
А что и как надо проверять? Ответить на этот вопрос можно только обладая знанием технологии ремонта вала. Которая, в свою очередь, начинается именно с контроля.
С чего начать?
Проверка коленчатого вала перед его ремонтом несколько отличается от той, которую проводят при дефектовке или сборке двигателя. Конечно, и в том, и в другом случае проверяется геометрия вала, но в нашем случае от результатов проверки зависит выбор технологии ремонта.
Для проверки вал устанавливается на призмы крайними коренными шейками, а у средних с помощью стойки с индикатором измеряется биение. Проверяется также биение хвостовика и поверхностей сальников. Далее проводят тщательное измерение диаметров коренных и шатунных шеек. При этом обращают внимание на износ средней и крайних коренных шеек (он может быть повышен), а также на эллипсность шатунных шеек. Последнее измерение выполняют в нескольких плоскостях — при наличии эллипсности минимальный размер шейки обычно получается в направлении, сдвинутом на 20-40опротив вращения от плоскости, проходящей через радиус кривошипа. После этих измерений картина несколько проясняется.
Дальнейшие действия лучше проиллюстрировать на примере. Стало общепринятым, что шлифовать вал можно только в случае, если биение средних шеек относительно крайних не превышает 0,1 мм. Точнее, шлифовать-то можно и при большем биении, но тогда неизбежно возникновение дисбаланса, который после ремонта будет необходимо устранить. К сожалению, пока в отечественной ремонтной практике хорошо освоена лишь балансировка валов 4-цилиндровых рядных и оппозитных двигателей, а также рядных 6-цилиндровых и V-образных 12-цилиндровых. Остальные типы валов — 2-, 3- и 5-цилиндровых рядных двигателей, а также большинство 6- и 8-цилиндровых V-образных отбалансировать весьма и весьма проблематично. Поэтому при биении коренных шеек свыше 0,1 мм перед шлифовкой целесообразно вал править.
Если вал уже подвергался шлифовке, не исключено, что хвостовик и поверхности сальников несоосны коренным шейкам. Известны случаи, когда недобросовестные шлифовщики умудрялись так изуродовать вал, что биение на этих поверхностях становилось раз в десять (!) больше допустимого — более 0,1-0,15 мм. Если добавить сюда износ коренных шеек, а также их возможное взаимное биение, то при исправлении подобной «халтуры» вал, скорее всего, «не выйдет» в следующий ремонтный размер шеек. Тогда, прежде чем шлифовать, следует уточнить наличие вкладышей необходимого ремонтного размера. Кстати, такое уточнение необходимо для многих двигателей иномарок — ситуация, когда после шлифовки коленвала искомые вкладыши будут найдены лишь на бумаге каталога, не редкость.
Однако самая большая неприятность — это когда ремонтировать уже «нечего» — износ шеек превысил максимальное ремонтное уменьшение. Такой вал обычно выбраковывают, в крайнем случае восстанавливают шейки наваркой или наплавкой.
Валы с перегретыми после разрушения подшипников шейками желательно проверить на отсутствие трещин. Такая проверка обычно выполняется с помощью специальной установки — магнитного дефектоскопа. Глубокие трещины, уходящие в тело вала, — основание для выбраковки. Иногда такие трещины видны и невооруженным глазом.
Перед установкой вала в станке необходима еще одна проверка. Вал ставят в центрах и измеряют биение хвостовика и поверхности заднего сальника. Если биение превышает 0,01-0,02 мм, необходимо править центровые фаски вала, иначе шлифовать коренные шейки будет невозможно.
Существует несколько способов правки фасок — шабрением, притиркой и протачиванием.
Первый способ прост, но неудачен, т.к. из-за неправильной геометрии фаски качество шлифовки вала будет снижено (может появиться эллипсность коренных шеек). Второй способ точен, но слишком трудоемок — в токарном станке фаска притирается с помощью абразивной пасты к коническому притиру. Наилучшие результаты дает протачивание вала в токарном станке с использованием люнета.
Отметим, что если на большинстве европейских и японских валов «кривые» центровые фаски — редкость, то у американских встречаются довольно часто, причем некоторые валы даже не имеют фасок. Из отечественных двигателей отличаются «волговские» валы — при ремонте правка их центровых фасок оказывается обязательной.
И, наконец, последняя подготовительная операция — удаление заглушек и промывка внутренних каналов. Последняя операция обязательна — во внутренних каналах около заглушек скапливается значительное количество грязи. Стоит только пренебречь промывкой, как грязь обязательно испортит самую качественную шлифовку вала, и весь ремонт двигателя пойдет насмарку.
Итак, подготовка к работе завершена. Тем не менее, приступать к шлифовке еще рано, надо проверить шлифовальный станок.
Какой станок лучше?
Для шлифования коленчатых валов применяются специализированные шлифовальные станки с приспособлениями, позволяющими сместить ось коренных шеек относительно оси вращения вала в станке. Это необходимо для шлифования шатунных шеек.
Как показывает практика, результат ремонта вала во многом зависит не от модели шлифовального станка, а от его состояния. Поскольку дефекты станка, ошибки, небрежности и неточности при его наладке делают невозможным качественный ремонт вала. За примерами далеко ходить не надо.
Один из самых распространенных дефектов шлифовки — дробление, при котором поверхность шейки приобретает характерный «многогранный» вид. Причина этого дефекта обычно заключается в плохой подготовке шлифовального круга, когда его биение становится больше 3-4 мкм. К таким же последствиям может привести недостаточное натяжение ремней привода планшайбы передней бабки станка.
Еще один весьма распространенный дефект — несоосность центров передней и задней бабки. Это нетрудно проверить с помощью шлифованного стержня (скалки), установленного в центрах, и стойки с индикатором. Несоосность центров приводит к неправильной обкатке центровых фасок и эллипсности шеек вала, а если она обнаружена, то причина может быть, к примеру, в износе направляющих стола станка. Тогда ремонтировать надо не вал, а станок.
Очень важное значение имеет соосность патронов станка. Допустимое значение несоосности не должно превышать 0,04-0,05 мм на длине вала. Этот параметр обеспечивает параллельность осей шатунных и коренных шеек. Отметим, что он определяется состоянием станка, а измерить непараллельность шеек непосредственно на коленчатом валу невозможно.
При несоосности патронов вал, зажатый в них, вращается по очень сложной траектории, в результате чего шатунные шейки, расположенные попарно, после шлифовки оказываются на разных радиусах и сдвинутыми по окружности. Очевидно, двигатель с таким валом уже никогда не сможет работать ровно.
Непараллельность шеек проявляется при дальнейшей эксплуатации ускоренным износом шатунных вкладышей, особенно у их краев. А поскольку контролю этот параметр не поддается, то соосность патронов станка — вопрос доверия к шлифовщику.
Несоосность патронов нетрудно устранить протачиванием их кулачков в токарном станке при базировании по наружному диаметру патрона. Правда, иногда несоосность возникает из-за дефекта планшайбы передней или задней бабки. Но так или иначе, указанные дефекты должны быть устранены, иначе качество шлифовки вала будет резко снижено.
При наладке станка обязательно проверяется конусность шеек (не более 1-2 мкм). Этот параметр регулируется с помощью специальной конусной линейки станка и особенно важен при шлифовке валов с широкими шейками.
И, наконец, жесткость закрепления вала в станке: люфты в различных соединениях станка легко могут привести к дроблению или эллипсности шеек.
Наш анализ возможных дефектов и их причин показывает, как важно для обеспечения качественной шлифовки содержать станок в исправном состоянии и периодически проверять его. А это совсем не просто. Но анализ оказался бы не полным, если не отметить роль самого шлифовщика. Какой бы замечательный, новый и точный ни был станок, квалификация шлифовщика имеет решающее значение. Особенно, когда речь идет о «ловле» микронных размеров, биений, отклонений формы и расположения поверхностей. Более того, квалифицированный мастер «чувствует металл», видит, как ведет себя вал при шлифовке и при малейшем отклонении от нормы обязательно лишний раз проверит станок.
Итак, коленчатый вал проверен, станок налажен, можно шлифовать. Но о том, как это делается, читайте в наших будущих статьях.
| Основные параметры, характеризующие качество шлифовки коленчатого вала | ||
| Параметр | Номинальное значение | Максимально допустимое значение |
| Эллипсность шеек, мм | 0,003 | 0,005 |
| Конусность шеек, мм | 0,002 | 0,005 |
| Отклонение размеров шеек, мм | 0,007 | 0,015 |
| Взаимное биение коренных шеек, мм | 0,01 | 0,03 |
| Биение хвостовика и поверхностей под сальники относительно коренных шеек, мм | 0,01 | 0,03 |
| Непараллельность осей шатунных и коренных шеек, мм/длина вала | 0,05 | 0,2 |
Ремонт коленвала двигателя автомобиля
2244 ПросмотровКоленчатый вал – высокоточное изделие двигателя и автомобиля в целом. Этот механизм преобразовывает поступательное движение поршней мотора в крутящий момент. Для длительной бесперебойной работы в условиях высокотемпературных режимов он изготавливается из специальных материалов.
Обрабатывается на станках с использованием инновационных технологий, термообработка осуществляется по высшему классу точности.
Ремонт коленвала производится только в специализированных центрах. По точности этот узел сравним со швейцарским часовым механизмом. Здесь не допускаются биения, лишние зазоры, неровности плоскостей.

Материалы для изготовления
Коленчатые валы для двигателя легкового авто производятся из сталей 40Х, 45, 45А, 20Г2, 50Г. В турбированном двигателе с наддувом коленвал изготовлен из высоколегированной стали 40ХНМА, 18ХНМА, 18ХНВА. У нее предел прочности и текучести повышен. Производители коленчатых валов изготавливают их методом ковки. Совсем недавно начали использовать для этих целей литье из чугуна высокой прочности, никельмолибденового легированного чугуна.
Конфигурация и устройство
Изделие соответствует наименованию, поскольку состоит из нескольких колен. Колена располагаются на одной оси и выполнены в виде выступов сложной конфигурации. На них установлены шатуны, к которым с помощью пальцев прикреплены поршни с кольцами. Коленвал отлит вместе с шейками, расположенными между коленами. На шейки коленчатый вал опирается и крепится в корпусе блока цилиндров.
Вал, который слабо закрепили, не смог бы вращаться столь длительный период. Поэтому его крепежные шейки располагаются по всей длине, создавая ряд точек опоры в блоке цилиндров на специальных подшипниках. Их название – коренные вкладыши. У них вместо роликов и шариков используется обильная смазка. Она во время работы льется непрерывным потоком между коренными вкладышами и опорными шейками по специальным каналам.
В процессе эксплуатации автомобильного двигателя коленвал прирабатывается к нему. Ни один опытный механик не переставит на другой блок бывший в употреблении коленвал. Спереди, на носке коленчатого вала фрезерным станком вырезается шпоночный паз. На шпонках в процессе работы механизма крепятся: звездочка привода ГРМ, шкив привода вспомогательных механизмов.
Выявление дефектов коленвала
Неисправности коленчатого вала автомобильного двигателя приводят к разрушению всего блока цилиндров. Поэтому в процессе эксплуатации необходим ежедневный тщательный осмотр этих агрегатов.
Иногда после сборки на скользящей плоскости шатунных и коренных шеек остаются вмятины, задиры, сколы металла. Бывает, что в системе создается недостаточное давление смазки, либо масло низкого качества.
Поломки коленчатого вала двигателя возникают из-за перегрева, разжижения масла, чрезмерной засоренности масляного фильтра. Распространенная поломка – течь сальника, возникает из-за царапин, трещин на детали. Эти дефекты могут появиться в металле вследствие длительного срока эксплуатации транспортного средства. Еще одна возможная причина – отсутствие сетки на маслозаливной горловине.
При очередной замене масла недобросовестные механики могут залить грязный продукт, с камнями, металлической стружкой, кусочками металла. Из-за отсутствия сетки инородные тела попадают в масляную систему, причиняя непоправимый вред. Необходимо следить за масляными протечками сальников двигателя. Не стоит впадать в панику, если сальники потекли.
Замена коленчатого вала осуществляется в крайних случаях. Его можно не один раз реставрировать, наплавлять, заново растачивать, шлифовать. Даже при сильной выработке коленвал двигателя будет еще служить много лет. Ремонтные валы ничем не отличаются от новых узлов. Они комплектуются новыми поршневыми группами, сальниками, вкладышами, кольцами, и двигатель будет работать по-прежнему.
Ремонтные размеры
Каждый ремонтный размер коленчатого вала двигателя имеет свои числовые значения. Проверка коленвала автомобиля:
- установить вал, чтобы крайние коренные шейки опирались на две призмы, проверить индикатором биения;
- биение плоскости посадки под основную шестерню маслонасоса, коренных шеек должно быть не более 0.03 мм;
- биение плоскости посадки под маховик должно быть не больше 0.04 мм;
- биение плоскостей под шкивы в точках сопряжения с сальниками клапанов должно быть не больше 0.04 мм.
Шейки шатунов должны быть отшлифованы, если есть царапины либо износ более 0.03 мм. Показатели овальности шеек не должны превышать 0.03 мм.

Заключение
Внимательно изучите инструкцию по эксплуатации двигателя. Подбирайте масло, адаптированное для вашего коленчатого вала. Убедитесь в наличии сеточки на маслозаливной горловине двигателя. При необходимости восстановления коленчатого вала не впадайте в панику. После профессиональной реставрации ваша машина будет показывать чудеса скорости, а вы будете наслаждаться прекрасной ездой.
Ремонт Коленвалов и шатунов / Ремонт / Всё для моторов
Ремонт Коленвалов
Коленчатый вал одна из наиболее ответственных деталей двигателя и к проведению ремонтных работ высококвалифицированные мастера компании ALL4Motors подходят особенно ответственно.
Мы выполняем различные работы по ремонту и восстановлению коленвала на современном высокоточном оборудовании иностранного производства.
Рихтовка коленвала (Правка)
Наверно самый важный процесс диагностики коленчатого вала от которого завит пригодность его к ремонту — это выявление величины и направления прогиба коленвала при помощи стенда с призмами. Если в процессе промера обнаруживается биение коленвала, то принимается решение о правке коленвала при помощи гидравлического пресса.

Шлифовка шеек коленчатого вала
После проведения замеров износа коренных и шатунных шеек определяется минимально допустимый размер шлифовки шейки, если в процессе дефектовки выясняется, что при проведении ремонтных работ при шлифовке коленвала можно произвести только шлифовку коренных или же напротив только шатунных шеек, то наши мастера проведут данную операцию в самые короткие сроки. При проведении операции по шлифовки коленвала мы используем современные специализированные станки с изменяемой осью вращения. Важнейший параметр шейки коленвала — это сохранение в допусках размеров по овальности и конусности установленных заводом изготовителем, наши мастера по расточке коленвала прошли соответствующее обучение и имеют допуски к высокоточным работам на современном оборудовании.

Полировка коренных и шатунных шеек коленвала
В завершении шлифовочных работ по шейке коленвала выполняются полировка шее коленвала. Данная процедура обязательна, так как в процессе ее выполнения с поверхности шеек убираются все микрозадиры и заусенцы оставленные точильным камнем в момент шлифовки и именно эта процедура обеспечивает лучшую притирку вкладышей и исключает их преждевременный износ.

Механическая обработка коленвала под упорные полукольца
После промера коленвала и выявлении износа посадочных мест под установку упорных полуколец — наши специалисты выполняют шлифовку упорных поверхностей под полукольца коленчатого вала ремонтного размера. Если вовремя не продиагностировать износ поверхности под полукольца и не произвести ремонтные работы по восстановлению поверхности, то коленвал в двигателе получает свободный осевой люфт, что значительно увеличивает нагрузку на поршневую группу и приводит к преждевременному износу привода Газораспределительного Механизма, коробки передач и в целом уменьшает ресурс двигателя.

Ремонт Шатунов
Мы проводим комплексный ремонт и восстановление шатунной группы, основные виды ремонтных работ по шатуну проводимых компанией ALL4Motors:
- — механическая обработка поверхности нижней головки шатуна под отверстие втулки
- — расточка нижней головки шатуна с восстановлением параллельности осей
- — хонингование посадочных отверстий
- — подгонка массы шатуна
Перед принятием решения о ремонте и восстановлении шатуна наши специалисты проверяют отсутствие деформации и точности размеров заводским параметрам. Как правило, есть всего три вида основных неисправностей шатунной группы — это деформация нижнего отверстия шатуна в следствии перегрева при проворачивании коренного вкладыша. Износ втулок верхний головки шатуна с «плавающими» пальцами и деформация шатуна из-за гидроудара или иного механического повреждения.

Звоните и приезжайте к нам в цех ремонта! И мы всегда поможем Вам с ремонтом коленвала и шатунов в короткие сроки!
| Наименование | Двигатель | Отечественные | Иномарки | |
| Поиск неисправности двигателя руб/час | от | 1000 | 1250 | |
| Башмак цепи (замена) | от | 1000 | норматив | |
| Блок цилиндров (расточка) | от | 2700 | 2700 | |
| Вкладыши (замена) | от | 5000 | норматив | |
| Гидрокомпенсаторы (замена) 16 клапанов | 16 клапанов | от | 2500 | норматив |
| Гидрокомпенсаторы (замена) 8 клапанов | 8 клапанов | от | 1900 | норматив |
| Гидротолкатели клапанов (замена) V-образный | V-образный | от | — | норматив |
| Гидротолкатели клапанов (замена) однорядный | однорядный | от | 3000 | норматив |
| Гидротолкатели клапанов (замена) оппозитный | оппозитный | от | — | норматив |
| Головка блока (ремонт) со с/у однорядный | от | 6000 | 7000 | |
| Головка блока (с/у) однорядный | от | 4000 | 5000 | |
| Крышка постелей распредвала (склейка) с/у | от | 3200 | 5000 | |
| Группа цилиндро-поршневая (замена) | от | 5000 | норматив | |
| Двигатель (с/у) | от | 4000 | 6000 | |
| Двигатель V-образный (ремонт) капитальный со с/у | V-образный | от | — | 25000 |
| Двигатель однорядный (ремонт) капитальный со с/у | однорядный | от | 18000 | 24000 |
| Двигатель оппозитный (ремонт) капитальный со с/у | оппозитный | от | — | норматив |
| Зажигание (установка) момента | от | 450 | 650 | |
| Защита двигателя (монтаж) | от | 400 | 400 | |
| Защита двигателя (с/у) | от | 130 | 130 | |
| Карбюратор (замена с регулировкой) | от | 550 | норматив | |
| Карбюратор (ремонт со с/у) | от | 1000 | норматив | |
| Клапан (притирка) за 1 шт | от | 300 | 500 | |
| Клапана (регулировка) зазоров 16 клапанов | 16 клапанов | от | 1800 | 2200 |
| Клапана (регулировка) зазоров 8 клапанов | 8 клапанов | от | 1100 | 1200 |
| Коленвал (шлифовка) | от | 1800 | 1800 | |
| Коллектор впускной (с/у) | от | 1800 | норматив | |
| Колпачки маслосъемные (замена) 16 клапанов | 16 клапанов | от | 3500 | норматив |
| Колпачки маслосъемные (замена) 8 клапанов | 8 клапанов | от | 2500 | норматив |
| Кольца компрессионные (замена) V-образный | V-образный | от | — | норматив |
| Кольца компрессионные (замена) однорядный | однорядный | от | 10000 | 15000 |
| Кольца компрессионные (замена) оппозитный | оппозитный | от | — | норматив |
| Кронштейн генератора (замена) | от | 650 | 850 | |
| Крышка клапанная (с/у) | от | 550 | 600 | |
| Масленный насос (с/у) V-образный | V-образный | от | — | норматив |
| Масленный насос (с/у) однорядный | однорядный | от | 1100 | 1400 |
| Масленный насос (с/у) оппозитный | оппозитный | от | — | норматив |
| Масло+фильтр в двигателе без промывки (замена) | от | 400 | 400 | |
| Масло+фильтр в двигателе с промывкой (замена) | от | 450 | 450 | |
| Маслоприемник (замена) | от | 1100 | 1300 | |
| Натяжитель цепи (замена) | от | 1000 | норматив | |
| Подушка двигателя задняя (замена) | от | 350 | 600 | |
| Подушка двигателя левая (замена) | от | 400 | 700 | |
| Подушка двигателя передняя (замена) | от | 350 | 700 | |
| Подушка двигателя правая (замена) | от | 400 | 700 | |
| Прокладка головки блока (замена) V-образный | V-образный | от | — | норматив |
| Прокладка головки блока (замена) однорядный | однорядный | от | 3800 | норматив |
| Прокладка головки блока (замена) оппозитный | оппозитный | от | — | норматив |
| Прокладка клапанной крышки (замена) с чиской герметика | 650 | 800 | ||
| Прокладка клапанной крышки (замена) | от | 550 | 600 | |
| Прокладка поддона картера (замена) | от | 1100 | 1500 | |
| Распред. вал с регулировкой клапанов (с/у) V-образный | V-образный | от | — | норматив |
| Распред. вал с регулировкой клапанов (с/у) однорядный | однорядный | от | 1100 | 3500 |
| Распред. Вал с регулировкой клапанов (с/у) оппозитный | оппозитный | от | — | норматив |
| Ремень генератора (замена) | от | 350 | 650 | |
| Ремень генератора (регулировка) | от | 100 | 100 | |
| Ремень ГРМ (замена) V-образный | V-образный | от | — | норматив |
| Ремень ГРМ (замена) однорядный 16 клапанов | однорядный | от | 1500 | норматив |
| Ремень ГРМ (замена) однорядный 8 клапанов | однорядный | от | 950 | норматив |
| Ремень ГРМ (замена) оппозитный | оппозитный | от | — | норматив |
| Ремень кондиционера (замена) | от | 350 | 650 | |
| Ремень приводной (замена) | от | 550 | 650 | |
| Ролик натяжителя ремня ГРМ (замена) однорядный 16 клапанов | от | 1500 | норматив | |
| Ролик натяжителя ремня ГРМ (замена) однорядный 8 клапанов | от | 750 | норматив | |
| Ролик приводного ремня (замена) | от | 650 | 650 | |
| Сальник коленвала задний (замена) при снятой коробке | от | 200 | 250 | |
| Сальник коленвала задний (замена) со снятием коробки | от | 2100 | 3700 | |
| Сальник коленвала передний (замена) при снятом ГРМ 16 клапанов | от | 250 | 350 | |
| Сальник коленвала передний (замена) при снятом ГРМ 8 клапанов | от | 250 | 350 | |
| Сальник коленвала передний (замена) со снятием ГРМ 16 клапанов | от | 1700 | норматив | |
| Сальник коленвала передний (замена) со снятием ГРМ 8 клапанов | от | 850 | норматив | |
| Сальник распредвала (замена) | от | 750 | норматив | |
| Свечи (замена) комплект 4 шт | от | 350 | 400 | |
| Свечи накала (замена) | от | норматив | норматив | |
| Седло клапана (замена) | от | 550 | норматив | |
| Турбина (ремонт) | от | норматив | норматив | |
| Турбина (с/у) | от | норматив | норматив | |
| Успокоитель цепи (замена) | от | 1000 | норматив | |
| Фильтр маслянный (замена) | от | 150 | 150 | |
| Цепь ГРМ (замена) V-образный | V-образный | от | — | норматив |
| Цепь ГРМ (замена) однорядный | однорядный | от | 1500 | 4000 |
| Цепь ГРМ (замена) оппозитный | оппозитный | от | — | норматив |
1. Протрите спинки подобранных вкладышей и их постели в блоке цилиндров и крышках подшипников.
3. Годные к употреблению старые вкладыши должны устанавливаться в блок и крышки подшипников строго в прежнем порядке.
11. Протрите рабочие поверхности нижних вкладышей в крышках подшипников и смажьте их тонким слоем силиконового компаунда с целью предотвращения прилипания калиброванной проволоки. Установите крышки на свои штатные места в двигателе — сверяйтесь с заводской маркировкой. Вверните старые крепежные болты и затяните их с требуемым усилием. Не допускайте проворачивания коленчатого вала после укладывания на него калиброванной проволоки.
14. Если величина зазора выходит за допустимые пределы, проверьте не попала ли под спинку вкладыша грязь или посторонние частицы. Протрите спинки вкладышей и их постели и повторите проверку. При повторении отрицательного результата проверьте правильность подбора вкладышей (см. Раздел Замена сальника промежуточного вала). Если калиброванная проволока оказывается расплющенной с одного конца больше, чем с другого, следовательно, шейка имеет конусность и подлежит проточке. |




Устройство коленвала | AUTO-GL.ru
Коленчатый вал — ключевой узел кривошипно-шатунного механизма двигателя внутреннего сгорания. Благодаря коленвалу возвратно-поступательные движения поршней преобразуются в механическое вращение. Суть коленвала — это кривошип, который совершает вращательные движения вокруг одной неподвижной оси. Удвоенный радиус кривошипа равен длине хода поршня. Шатунные шейки расположены под такими углами, что цилиндры работают попарно, но немного опережают друг друга. По такому принципу устроен коленчатый вал.
 Кривошипно-шатунный механизм
Кривошипно-шатунный механизм
Изготавливают коленвалы из высокопрочных сталей или чугуна методом литья, ковки, механической обработки. По причине высокой степени сжатия к коленвалу дизельного двигателя предъявляют более высокие требования по прочности. В остальном коленвал дизеля по строению не отличается от вала бензинового двигателя. Коленчатый вал из стали, особенно выточенный на станке, имеет высокую стоимость, поэтому чугунные коленвалы получили более широкое распространение.
 Изготовление коленвала из стали на токарно-фрейзерном станке
Изготовление коленвала из стали на токарно-фрейзерном станке
Коленчатый вал состоит из плоских проточенных пластин с противовесами (так называемых «щек»), которые соединены между собой «шейками». Противовесы необходимы, чтобы гасить возвратно-поступательные движения поршней и стабилизировать вращение вала.
На некоторых современных двигателях для дополнительной стабилизации применяются балансирные валы со смещенным центром тяжести и приводом от коленчатого вала. Они вращаются в разные стороны, помогая уравновешивать движения поршней.
 Кривошипно-шатунный механизм с дополнительным блоком балансиров
Кривошипно-шатунный механизм с дополнительным блоком балансиров
В V-образных и W-образных двигателях шатуны из противоположных цилиндров давят на соединенные между собой шейки. Это позволяет обеспечить более равномерную работу двигателя, уменьшить его габариты. В рядных двигателях каждый шатун закреплен на отдельной шейке с балансирами.
 Кривошипно-шатунный механизм рядного четырехцилиндрового двигателя со стандартными шейками и балансирами
Кривошипно-шатунный механизм рядного четырехцилиндрового двигателя со стандартными шейками и балансирами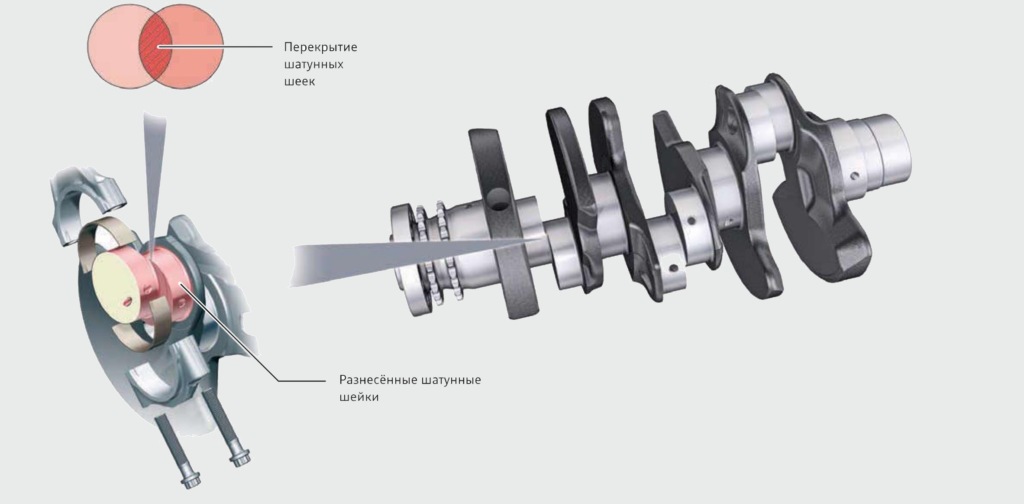 Коленчатый вал двигателя V6 c раздвоенной смежной шатунной шейкой
Коленчатый вал двигателя V6 c раздвоенной смежной шатунной шейкой
Шейки коленвала имеют цилиндрическую форму с шлифованной поверхностью. По оси вала располагаются коренные шейки, по оси шатунов — «шатунные шейки». Трущиеся пары коленвала, как правило, устанавливаются на подшипниках скольжения. Для предотвращения продольных смещений вала предусмотрены опорные подшипники, их также называют полукольца коленвала.
Коленчатый вал расположен в блоке цилиндров в ответных посадочных местах «постели коленвала». На коленчатом валу расположен хвостовик для крепежа звездочки привода ГРМ, шкива генератора и водяной помпы. На обратной части вала закреплен фланец для крепежа маховика. Во фланце устанавливается подшипник качения, в него заходит первичный вал КПП. Внутри коленчатых валов расположены каналы для принудительной смазки вкладышей шеек, шатунов и цилиндропоршневой группы. Конструктивное исполнение коленчатых валов зависит от компоновки цилиндров, их количества. На коленвал могут устанавливаться ведущие шестерни для различного оборудования, например, маслонасоса.
 Устройство коленвала
Устройство коленвала
Содержание статьи
Неисправности коленчатых валов
Рассмотрим типичные неисправности коленчатых валов:
- течи сальников коленчатого вала;
- «масляное голодание» рабочих поверхностей;
- механические повреждения коленчатых валов;
- естественный физический износ;
- ненормальный повышенный физический износ.
Как правило, первое, с чем сталкиваются автомобилисты, — это течь масла из-под резиновых уплотнений (сальников коленвала). Это широко распространенная проблема на двигателях с пробегом. Подтекающий сальник требует замены. В некоторых случаях замена масла на более вязкое поможет остановить течь на какое-то время.
 Сальник коленвала требующий замены
Сальник коленвала требующий замены
Для коленчатых валов, как и для других деталей двигателя, наиболее опасно «масляное голодание». Причиной может быть поломка маслонасоса, забитый канал подачи масла, низкий уровень масла в двигателе. Это приводит к повышенному трению подшипников, нагреванию элементов. Дальнейшая эксплуатация двигателя в таком режиме приведет к его перегреву, полному заклиниванию и к капитальному ремонту. «Клин» на ходу может привести к критическим повреждениям вала или других узлов двигателя.
Вода и топливо попадая в масло меняют его хим. состав и степень вязкости. Причиной может быть значительный износ цилиндропоршневой группы, нарушенная структура прокладок, микротрещины в блоке двигателя или ГБЦ.

 Повреждения шейки шатуна по причине отсутствия смазки
Повреждения шейки шатуна по причине отсутствия смазки
Со временем шейки и подшипники подвергаются износу, увеличивается допустимый зазор, появляется люфт коленвала, это приводит к возрастанию вибраций, двигатель начинает «стучать». Характерный стук двигателя — критичный сигнал. При его появлении необходимо прекратить движение и срочно обратиться в автосервис. Если коленчатый вал разбалансирован или смонтирован неправильно, может возникнуть повышенный ненормальный износ контактных поверхностей.
Ремонт коленвала
Ремонт или замена коленчатого вала — процесс трудоемкий. Как правило, он требует практически полной разборки двигателя, осмотра и дефектовки всех его узлов и механизмов. Коленчатый вал снимают и измеряют осевые биения. В случае допустимой выработки поверхности шеек и шатунов коленчатого вала пришлифовывают под ремонтные размеры подшипников. Постель с выработкой тоже подлежит механической обработке с «одной установкой» на специальном станке. Расточка коленвала позволяет установить вкладыш следующего ремонтного размера.
 Проточка постели коленчатого вала
Проточка постели коленчатого вала Шлифовка коленчатого вала
Шлифовка коленчатого вала
Размеры шеек имеют ремонтные допуски. Простая шлифовка коленвала не поможет в случае, если износ или повреждения слишком сильные. Коленчатый вал — деталь недешевая, а если речь идет, например, о крупногабаритной сельхозтехнике, сумма будет внушительной. Даже сильно изношенные поверхности трения можно восстановить. Толщина выработки компенсируется с помощью наплавки электросваркой под флюсом, плазменного напыления твердых сплавов, газотермичекого напыления и др. Затем коленвал шлифуется, «доводится» до необходимых ремонтных размеров. Это технологически сложный процесс, его лучше доверить специалистам.
 Автоматизированное газо-термическое напыление шеек и балансиров коленчатого вала
Автоматизированное газо-термическое напыление шеек и балансиров коленчатого вала
Качественно выполненное восстановление и шлифовка коленвала может обеспечить 100% ресурса его работы. Следует учитывать, что с увеличением ремонтного размера коленчатый вал может сместиться со своего заводского посадочного места. Потребуется точная установка коленвала с подборкой вкладышей. Коленвал с критическими повреждениями или осевым искривлением придется поменять.
Как проверить коленвал? Опытные автомобилисты могут определить характерный стук коленчатого вала на слух, используя медицинский стетоскоп. При плановых ТО можно снять поддон, визуально осмотреть коленчатый вал на предмет трещин и сколов и с помощью щупа выполнить контроль зазоров между полукольцами.
 Замер осевых смещений коленвала с помощью щупа
Замер осевых смещений коленвала с помощью щупа Комплект измерительных стальных пластин щупов
Комплект измерительных стальных пластин щупов
Повышенное содержание металлической стружки в фильтре и поддоне указывает на износ пар трения. В таких случаях нужно срочно найти причину образования такой стружки.
Диаметр шеек коленвала можно измерить обычным микрометром. Параметры разбалансировки, биений и осевых люфтов коленчатых валов определяют с помощью специальных индикаторов. Для этого нужно либо разместить вал на специальный стенд или станок, либо установить индикатор с магнитным штативом на блок двигателя. Замер выполняется при вращении.
 Стенд с установленным индикатором часового типа для замера биений коленчатого вала
Стенд с установленным индикатором часового типа для замера биений коленчатого вала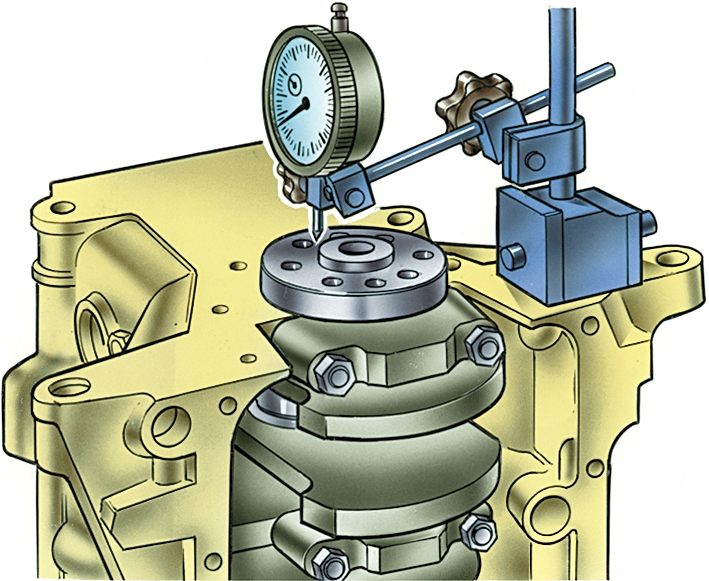 Индикатор часового типа, установленный на блок двигателя
Индикатор часового типа, установленный на блок двигателя
Для определения зазора между шейками коленчатого вала и подшипниками применяют калиброванную пластиковую проволоку и бумажный шаблон со специальной шкалой. Способ довольно прост и доступен. Кусочек проволоки устанавливают на обезжиренную поверхность шейки коленчатого вала. Для ее фиксации можно применить небольшое количество густой смазки. Затем шейка накрывается подшипником и крышкой. Крышки обтягиваются, проволока внутри раздавливается на плоскости шейки (резьбовые соединения нужно затягивать динамометрическим ключом). Болты раскручивают и снимают крышку. Далее остается измерить ширину расплющенной полоски шаблоном. Значение будет соответствовать достаточно точному значению зазора.
 Измерение зазоров между шейкой и подшипником с помощью калиброванной проволоки и шаблона
Измерение зазоров между шейкой и подшипником с помощью калиброванной проволоки и шаблона
Замена коленвала
Итак, как снять коленвал? Для этого потребуется полная разборка двигателя.
Для замены необходимо:
- стандартный набор инструментов;
- динамометрический ключ;
- фиксатор коленвала MR 1-233.
Снятие коленвала возможно выполнить после демонтажа двигателя и установки его на ремонтный стенд, узлов ГРМ, оборудования двигателя, ГБЦ, шатунов и поршней.
 Схема сборки и установки в блок двигателя коленчатого вала Skoda OCTAVIA TDI 1996-2002 г.в 1,9,1315,17 — болты крепежные, 3 — фланец, передний прижимной, 4 — вкладыш подшипника, 5 — звездочка цепной передачи, 6 — коленчатый вал, 7 — вкладыш подшипника, 8 — полукольца коленвала, 10 — крышка подшипника, 11 — установочный штифт, 12 — колесо датчика, 2 — уплотнительное кольцо (сальник), 14 — маховик и ведущий диск, 16 — промежуточная пластина, 18 — уплотнительная прокладка (с сальником).
Схема сборки и установки в блок двигателя коленчатого вала Skoda OCTAVIA TDI 1996-2002 г.в 1,9,1315,17 — болты крепежные, 3 — фланец, передний прижимной, 4 — вкладыш подшипника, 5 — звездочка цепной передачи, 6 — коленчатый вал, 7 — вкладыш подшипника, 8 — полукольца коленвала, 10 — крышка подшипника, 11 — установочный штифт, 12 — колесо датчика, 2 — уплотнительное кольцо (сальник), 14 — маховик и ведущий диск, 16 — промежуточная пластина, 18 — уплотнительная прокладка (с сальником).
Последовательность работ по замене коленчатого вала
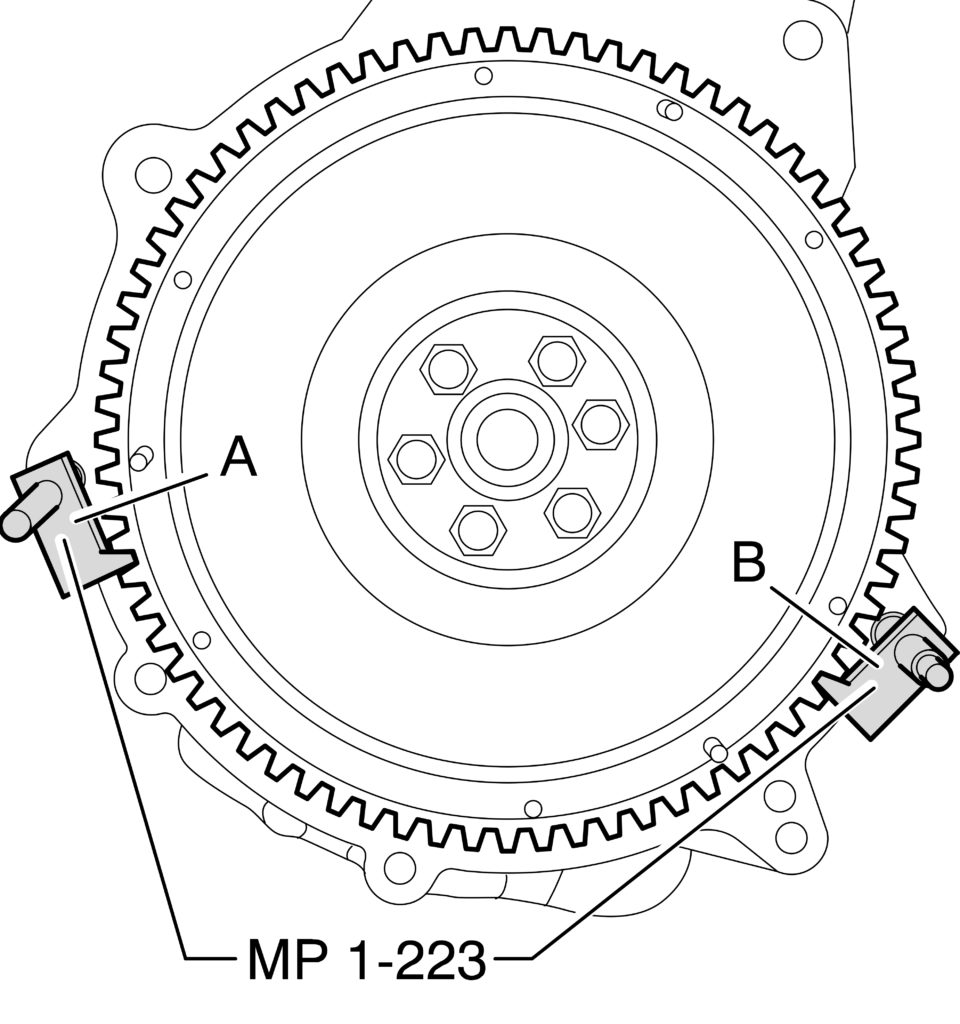
1. На «венец» маховика установить фиксатор коленвала MP 1-223 (он будет препятствовать вращению коленвала). Положение А для затяжки, В — для ослабления.
2. Открутить болты крепления маховика 15, демонтировать маховик.
3. Открутить болты 13 и, вытащив установочный штифт, демонтировать колесо датчика коленвала.
4. Открутив по периметру болты 1 и 17, демонтировать прижимной передний фланец 3, передний сальник 2, промежуточную пластину 16, уплотнительную прокладку 18.
5. Раскрутить болты 10, демонтировать крышки коренных шеек, верхние половинки подшипников 7 и полукольца 8.
6. Выполнить выемку вала 6 из блока двигателя, убрать нижние части подшипников 4 и полуколец.
7. Произвести дефектовку, шлифовку, балансировку коленчатого вала. Выполнить очистку постелей коленвала и блока двигателя.
8. Установку коленчатого вала выполнить в последовательности, обратной разборке. При монтаже колеса положения коленвала выполнить контроль размера превышения установочного штифта 11 согласно со схемой проверки.
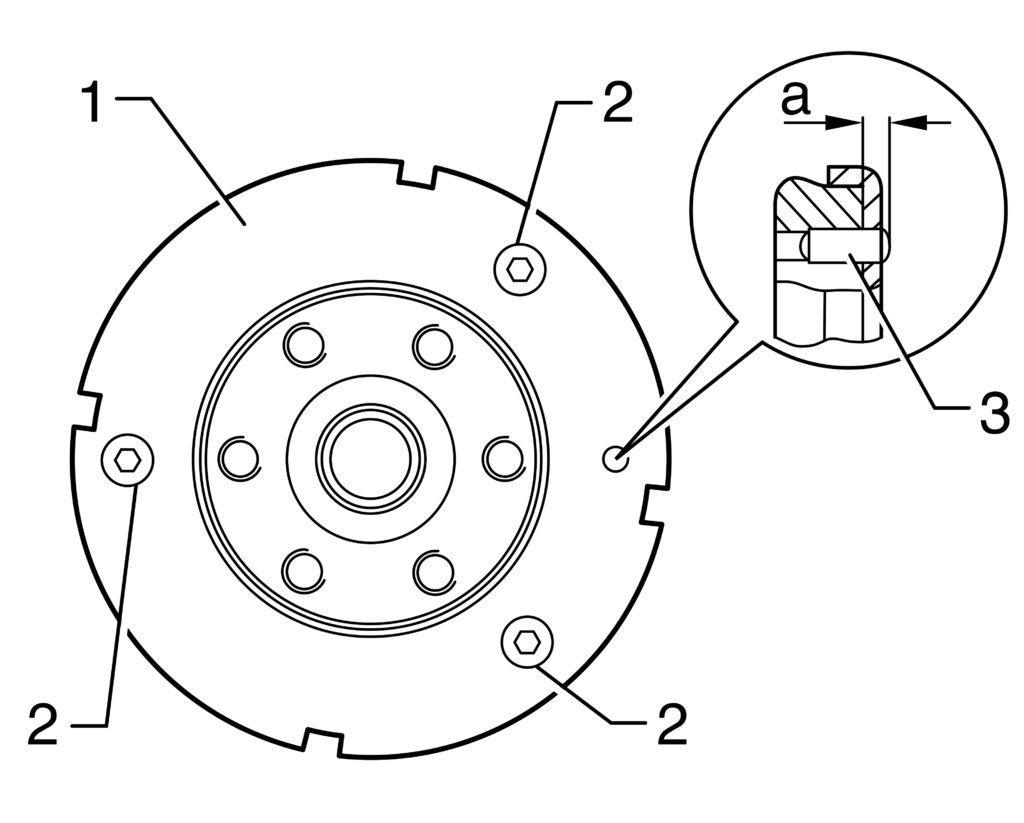 Схема проверки установочного штифта 1-колесо положения коленвала, 2-болты крепежа,3- установочный штифт а = 2,5…3,0 мм
Схема проверки установочного штифта 1-колесо положения коленвала, 2-болты крепежа,3- установочный штифт а = 2,5…3,0 мм
9. После монтажа коленчатого вала в блок двигателя произвести контроль биений.
Существует целый ряд концепций двигателей внутреннего сгорания, в которых коленчатый вал и шатуны заменены на другие узлы. На сегодняшний день коленчатый вал со стандартной компоновкой оптимально подходит для крупносерийного производства, а «безшатунные» двигатели — единичные экспериментальные экземпляры.
Снятие и установка коленчатого вала
Коленчатый вал снимаем для его замены или замены вкладышей.
Снятие коленчатого вала
1. Устанавливаем автомобиль на смотровую яму или эстакаду (см. «Подготовка автомобиля к ТО и ремонту»).
2. Снимаем поддон картера двигателя (см. «Поддон картера двигателя – снятие и установка»).
3. Снимаем с блока цилиндров держатель с сальником (см. «Задний сальник коленчатого вала – замена»).
4. Снимаем крышку привода распределительного вала с уплотнительной прокладкой и цепь со звездочки коленчатого вала (см. «Цепь привода газораспределительного механизма – замена»).
5. Помечаем взаимное положение шатунов относительно их крышек и крышек коренных подшипников относительно блока цилиндров.
6. Торцовым ключом на 14 мм отворачиваем две гайки крепления крышки шатуна.

7. Снимаем крышку шатуна вместе с вкладышем.

8. Отсоединяем от коленчатого вала остальные шатуны и сдвигаем их вверх.

Вынимаем вкладыши из шатунов и их крышек.
9. Торцовым ключом на 17 мм ослабляем болты крепления крышек коренных подшипников коленчатого вала.

10. Отвернув два болта, снимаем крышку заднего коренного подшипника. В проточках задней опоры коленчатого вала установлены два упорных полукольца. Переднее кольцо А – сталеалюминиевое, а заднее Б – металлокерамическое. Кольца можно вынуть, нажав на их торцы тонкой отверткой.
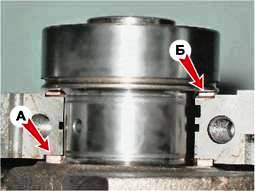
Таблица 8.1.1. Диаметры шеек коленчатого вала
Номинальный размер (мм) | Ремонтные (уменьшенные) размеры (мм) | |||
025 | 050 | 075 | 100 | |
Шатунные шейки | ||||
47,814 | 47,564 | 47,314 | 47,064 | 46,814 |
47,834 | 47,584 | 47,334 | 47,084 | 46,834 |
Коренные шейки | ||||
50,775 | 50,525 | 50,275 | 50,025 | 49,775 |
50,795 | 50,545 | 50,295 | 50,045 | 49,795 |
11. Отворачиваем болты остальных крышек коренных подшипников, удерживая коленчатый вал от падения. Снимаем поочередно крышки и вынимаем коленчатый вал из картера. Все вкладыши крышек (кроме третьей), установленные в постелях коренных подшипников, имеют проточку. На крышках коренных подшипников выполнены метки, соответствующие их порядковому номеру (отсчет от носка коленчатого вала), обращенные к левой стороне блока цилиндров. На пятой крышке выполнены две метки, разнесенные по краям.

Метка на крышке первого коренного подшипника
12. Для замены вынимаем вкладыши коренных подшипников коленчатого вала из блока цилиндров и крышек.
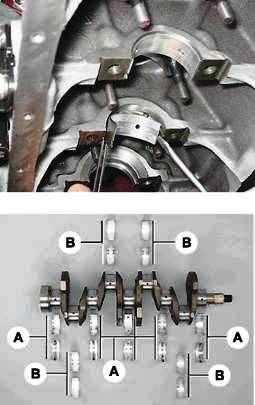
Коренные (А) и шатунные (В) вкладыши коленчатого вала
 При наличии любых трещин на шейках или щеках коленчатый вал подлежит замене.
При наличии любых трещин на шейках или щеках коленчатый вал подлежит замене.
13. Микрометром измеряем диаметры коренных и шатунных шеек и сравниваем с данными, приведенными в таблице 8.1.1. Если износ или овальность больше 0,03 мм, то шейки необходимо прошлифовать в специализированной мастерской, где имеется в наличии необходимое оборудование (там же необходимо проверить осевое биение основных поверхностей коленчатого вала). После шлифовки повторно измеряем диаметры шеек коленчатого вала для определения ремонтного размера вкладышей.
Установка коленчатого вала
1. Промываем коленчатый вал в керосине и продуваем сжатым воздухом его внутренние полости. Устанавливаем новые вкладыши коренных подшипников коленчатого вала номинального или ремонтного размера. На наружной цилиндрической поверхности вкладышей выбиты цифры, указывающие ремонтный размер: 025 – первый ремонтный, под шейку коленчатого вала, уменьшенную по диаметру на 0,25 мм. Соответственно при втором, третьем и четвертом ремонтных размерах будут значения: 050, 075, 100. Отличить шатунные вкладыши от коренных просто. На верхних коренных вкладышах (кроме среднего) выполнены кольцевые канавки. Кроме того, вкладыши средней опоры шире остальных. Шатунные вкладыши все одинаковые и взаимозаменяемые, их диаметр меньше диаметра коренных. Для увеличения площади контакта на шатунных вкладышах нет кольцевых канавок.
2. Устанавливаем в проточки постели пятого коренного подшипника упорные полукольца канавками к коленчатому валу. Полукольца изготавливаются нормальной толщины (2,310–2,360 мм) и увеличенной (2,437–2,487 мм).
3. Проверяем осевой зазор между упорными полукольцами и упорными поверхностями коленчатого вала, который должен быть в пределах 0,06–0,26 мм. Если зазор превышает максимально допустимый (0,35 мм), заменяем упорные полукольца новыми, увеличенными на 0,127 мм.
4. Смазываем шатунные и коренные шейки коленчатого вала моторным маслом и устанавливаем вал в блок.
5. В соответствии с метками устанавливаем крышки коренных подшипников и затягиваем болты их крепления моментом 68,4–84,3 Н.м. Проверяем свободное вращение вала.
6. Устанавливаем на коленчатый вал шатуны с вкладышами и крышками. Затягиваем гайки креплений моментом 43,4–53,5 Н.м.
7. Устанавливаем поддон картера двигателя (см. «Поддон картера двигателя – снятие и установка»).
8. Устанавливаем на блок цилиндров держатель с сальником (см. «Задний сальник коленчатого вала – замена»).
9. Установка остальных снятых деталей выполняется в обратной последовательности.
10. Регулируем натяжение цепи (см. «Цепь привода газораспределительного механизма – замена).
11. Регулируем натяжение ремня привода генератора (см. «Ремень привода генератора – регулировка натяжения и замена»).
12. На карбюраторном двигателе проверяем и при необходимости корректируем угол опережения зажигания (см. «Момент зажигания – проверка и регулировка»).