Как запаять радиатор печки в домашних условиях 🦈 avtoshark.com
Небольшие повреждения радиатора печки авто не требуют обязательного обращения в ремонтную мастерскую, однако сильно деформированные медные или алюминиевые решетки эксперты рекомендуют ремонтировать у профессионалов в автосервисе, в наиболее запущенных случаях лучшим вариантом станет демонтаж с последующей заменой.
Радиатор печки — один из составных компонентов системы охлаждения транспортного средства, основным предназначением которого является предотвращение перегрева циркулирующего антифриза. Этот процесс обеспечен за счет вентилятора или потока холодного воздуха, обтекающего переднюю часть бампера при движении автомобиля.
Длительная эксплуатация агрегата без должного ухода приводит к засорению решетки, коррозионному или механическому повреждению отдельных частей. В этих случаях водителю рекомендовано как можно быстрее запаять радиатор печки автомобиля в домашних условиях или ремонтной мастерской — это поможет сохранить работоспособность оборудования и избежать непредвиденных финансовых трат на замену.
Можно ли запаять в домашних условиях
Небольшие повреждения охлаждающего агрегата не требуют обязательного обращения в мастерскую — восстановление поверхности радиатора печки реально выполнить самостоятельно с помощью подручных материалов. Сильно деформированные медные или алюминиевые решетки рекомендуют ремонтировать у профессионалов в автосервисе, в наиболее запущенных случаях лучшим вариантом станет демонтаж с последующей заменой.
Можно ли запаять без снятия
Для восстановления поверхности отопителя автомобиля без съема допустимо использовать специализированные смеси на основе химических компонентов — плавни. Приобрести такие субстанции можно в онлайн-магазине, а также приготовить самостоятельно в домашних условиях.
Как запаять своими руками: пошаговый алгоритм
Для восстановления целостности и функциональности головного устройства системы охлаждения, водителю потребуется придерживаться определенной последовательности действий. Алгоритмы при пайке медных и алюминиевых радиаторов похожи, однако каждый из типов ремонта имеет особенности.
Алюминиевое устройство
Отопители из этого металла трудно поддаются обработке в домашних условиях — причиной тому является пленка из гидроксида алюминия на поверхности. Обладает способностью к восстановлению при механических повреждениях, интенсивность которых не превышает предельно допустимый порог разрушения. Это стало причиной высокой популярности материала и активного применения в различных сферах промышленности, включая производство радиаторов печки для автомобилей.
Наиболее распространенными типами флюсов при пайке алюминиевого агрегата в автосервисе являются: НИТИ-18, 34-А и модификации со схожими характеристиками. Обработку поверхности конструкции в гараже проводят с применением двухкомпонентной смеси на основе канифоли и измельченной металлической стружки — позволяет избавиться от оксидной пленки и предотвратить повторное формирование.
Как происходит пайка
Перед выполнением ремонтной процедуры автолюбителю нужно подготовить следующие инструменты и аксессуары:
- электрический паяльник мощностью 100–150 Ватт;
- листы наждачной бумаги;
- проволоку из меди;
- горелку любого типа;
- батарейку;
- припой и флюс — смесь для удаления оксидов;
- раствор CuSO4 — медного купороса.


Газовая горелка — обязательный инструмент для самостоятельной пайки радиатора
Последовательность действий при пайке радиатора печки своими руками из алюминия в гараже:
- Поверхность агрегата зашкурить абразивными материалами для удаления загрязнений.
- Налить небольшое количество раствора медного купороса для формирования пятна в виде «капли».
- Подсоединить «плюс» батареи к проволоке сечением 1 мм, «минус» погружают в «каплю», при этом важно следить за отсутствием контакта с поверхностью агрегата.
- После оседания меди, тщательной обработки и просушки места повреждения использовать лужение и стандартный способ пайки припоем, выполняемый размеренными круговыми движениями.
Этот вариант подходит для восстановления в домашних условиях небольших участков, применять его при наличии объемных дефектов отопителя не рекомендуют ввиду повышенной трудоемкости процесса. Флюс в таких случаях застывает с высокой скоростью, что снижает эффективность работ.
Пайка с применением самодельных плавней
Одним из наиболее распространенных методов ремонта отопителя при обширных деформациях является применение плавней — смесей на основе химически активных соединений. Пошаговый алгоритм действий в таком случае несколько отличается. Перед стартом работ нужно создать микс в определенных пропорциях из следующих компонентов:
- хлорида калия — 56%;
- хлорида лития — 23%;
- криолита — 10%;
- поваренной соли — 7%;
- сульфата натрия — 4%.
Однородную смесь домашних условиях расплавляют в тигле, после чего наносят на прогретый газовой горелкой радиатор тонким слоем. Последующая обработка свинцово-оловянным припоем (ПОСВ с индексом 33 или 50) с добавлением висмута объемом в 5% поможет восстановить целостность обшивки конструкции и нормализовать работу охлаждающей системы.
Медное устройство
Запаять радиатор печки автомобиля в домашних условиях из такого металла можно посредством вышеописанных способов. Работать с подобными агрегатами гораздо проще в сравнении с алюминиевыми, что обусловлено необходимостью поддержания высокой температуры в процессе пайки для удаления оксидной пленки на поверхности последнего.
Работать с подобными агрегатами гораздо проще в сравнении с алюминиевыми, что обусловлено необходимостью поддержания высокой температуры в процессе пайки для удаления оксидной пленки на поверхности последнего.
Нюансы работы
Внутреннее устройство охлаждающих агрегатов различного предназначения идентично, однако в качестве основного вещества используют разные субстанции. Это определяет особенности восстановления в домашних условиях.
К примеру, увеличенное сечение каналов масляного радиатора, обусловленное необходимостью снижения температуры вязкой жидкости, а также работа при повышенных значениях давления и температуры, требуют ремонта с применением аргонной сварки или высокотемпературного припоя (> 300℃).
Медный радиатор легче поддается ремонту в сравнении с алюминиевым агрегатом
Печной радиатор функционирует при стандартном давлении 1–2 атмосфер и 120℃, а на единицу пространства приходится максимальное количество сот, что приводит к повышению трудоемкости процесса пайки. В такой ситуации восстановление поверхности имеет смысл только при дефектах небольшого объема.
В такой ситуации восстановление поверхности имеет смысл только при дефектах небольшого объема.
Читайте также: Мотор вентилятора отопителя — назначение, устройство, как работает
Практические советы
Автоэксперты рекомендуют придерживаться следующих правил при самостоятельном ремонте охлаждающих агрегатов на улице или в гараже:
- при работе в замкнутом пространстве важно обеспечить достаточный уровень проветривания для исключения раздражения глаз и проблем с дыханием;
- особое внимание следует уделить предварительной зачистке места пайки, что позволит сформировать прочный контакт припоя и металла;
- восстановление биметаллических агрегатов с сердечником из стали в большинстве случаев малоэффективно ввиду высокой вероятности расползания соединительного шва — владельцу автомобиля желательно заменить радиатор на новый.
Соблюдение техники безопасности и следование изложенным в статье рекомендациям позволит быстро и правильно запаять радиатор печки автомобиля в домашних условиях.
Вы можете использовать наши уникальные ФОТО, при указании активной ссылки — https://avtoshark.com/
радиатор печкисвоими руками
0
Радиатор алюминиевый как запаять: пошаговая инструкция и рекомендации
Большинство современных автомобилей оснащаются алюминиевыми радиаторами охлаждения. Этот металл легкий, обладает хорошими антикоррозионными свойствами, а также обладает отличной теплопроводностью. К тому же он значительно дешевле меди и латуни, из которых раньше изготавливались радиаторы.
Однако у алюминия есть и недостаток. Если медный (латунный) теплообменник при повреждении можно без особых проблем отремонтировать, припаяв проблемный участок обычным способом, то с алюминиевым радиатором такой номер не подойдет. Все дело в химических характеристиках этого металла. Но нет ничего невозможного. В этой статье мы увидим, почему он течет алюминиевый радиатор, как сварить проблема и какие средства на это потребуются.
Содержание
- 1 О некоторых особенностях алюминия
- 2 Основная неисправность
- 3 С чего начать
- 4 Как и чем запаять или заклеить алюминиевый радиатор
- 5 Паяльник
- 6 Флюс
- 7 Припой
- 8 Как запаять алюминиевый радиатор автомобиля своими руками
О некоторых особенностях алюминия
Для производства автомобильных теплообменников этот металл был выбран не случайно. Дело в том, что алюминий и большинство его сплавов имеют оксидную пленку, которая образует естественный барьер, защищающий от коррозии. Эта пленка обладает стойкостью к высоким температурам и химическим веществам. Он активно противостоит обычным флюсам и сварке. Его можно разрушить только механической обработкой поверхности и специальными смесями. Вот почему трудно восстановить алюминиевый радиатор. Как сварить а главное, о том, как подготовить его к этой процедуре, мы поговорим чуть позже, а теперь давайте рассмотрим основные причины, по которым теплообменник выходит из строя чаще.
Дело в том, что алюминий и большинство его сплавов имеют оксидную пленку, которая образует естественный барьер, защищающий от коррозии. Эта пленка обладает стойкостью к высоким температурам и химическим веществам. Он активно противостоит обычным флюсам и сварке. Его можно разрушить только механической обработкой поверхности и специальными смесями. Вот почему трудно восстановить алюминиевый радиатор. Как сварить а главное, о том, как подготовить его к этой процедуре, мы поговорим чуть позже, а теперь давайте рассмотрим основные причины, по которым теплообменник выходит из строя чаще.
Основная неисправность
Несмотря на хрупкость конструкции, радиатор может служить годами. Его главные враги — некачественная охлаждающая жидкость и посторонние предметы, способные нанести механические повреждения. Антифриз или антифриз сами по себе не очень активные вещества, которые могут разрушить защитную оксидную пленку и практически не вступают в реакцию с чистым алюминием. Но если теплоноситель не соответствует установленным химическим нормам, он способствует коррозионным процессам, в результате которых постепенно разрушаются сотовые стенки устройства.
Механические повреждения радиатора чаще всего возникают при дорожно-транспортных происшествиях, столкновениях с бордюрами, пнями и так далее. Также устройство может быть случайно повреждено при ремонте автомобиля. В любом случае результат один: течь из перфорированных сот. Размер отверстия определяет возможность ремонта. Если теплообменник не сильно поврежден и размер проблемного участка составляет несколько квадратных сантиметров, можно попробовать восстановить его. Еще один вариант ремонта радиатора алюминий (как сваривать это — узнаем дальше) не существует.
С чего начать
Ремонт теплообменника начинаем со слива охлаждающей жидкости и снятия устройства с автомобиля. После этого его необходимо промыть чистой проточной водой и просушить. Если повреждения радиатора видны и вы уверены, что кроме них прибор цел, можно приступать к подготовке проблемного участка к ремонту. Но если точное местоположение отверстия (трещины) неизвестно или известно приблизительно, сначала как сварить алюминиевый радиатор, потребуется более подробная проверка.
Для его реализации нам понадобится большая емкость с водой (можно унитаз), компрессор или помпа. Метод определения места повреждения аналогичен поиску места прокола шины. Только здесь нам нужно закрыть крышку устройства, а также все патрубки, кроме одной (самой тонкой). Погружаем устройство в воду и подаем воздух с помощью компрессора или насоса. Выходящие пузырьки воздуха укажут точное место повреждения.
Как и чем запаять или заклеить алюминиевый радиатор
Переходим к следующему шагу. Определив проблемную зону и оценив объем будущих работ, пора подумать, как подготовиться к ремонту алюминиевый радиатор, как сварить правильно и какие инструменты и инструменты для этого необходимы. Сразу отметим, что починить теплообменник автомобиля домашним паяльником и канифолью не получится. Здесь нам понадобятся:
- мощный паяльник;
- набор файлов;
- ацетон.
- плоскогубцы;
- сварка специального состава;
- ручей или специальный поток;
- наждачная бумага;
Рассмотрим подробнее основные инструменты и средства.
Паяльник
Что касается паяльника, то он должен иметь мощность не менее 250 Вт. Только с помощью такого инструмента можно должным образом нагреть поверхность металла, чтобы он мог успешно соединиться со сварным швом. Также можно использовать нагретые паяльники с открытым пламенем. Но лучший вариант — это небольшая газовая горелка (фонарик), работающая на смеси пропана и бутана. Он нагреет обрабатываемую область и плавно расплавит припой.
Флюс
До как сварить радиатор, вам придется иметь дело с потоком. Именно он обеспечивает надежное соединение сварного шва и ремонтируемой поверхности металла. Вы можете приобрести поток или создать свой собственный. Купить его можно в любом магазине, специализирующемся на продаже радиодеталей. На упаковках российских флюсов, предназначенных для сварки алюминия, обычно есть соответствующая надпись. Кроме того, в их названии может присутствовать маркировка F-59A, F-61A, 34A и т.д.
Как припаять радиатор автомобиля в домашних условияхбез покупки потока? Вы можете сделать это сами? Да, вы можете создать свой собственный поток. У него, конечно, не будет таких свойств, как у заводского, но со своей задачей он справится. Для его приготовления вам понадобится всего два ингредиента: канифоль и железные опилки. Канифоль, скорее всего, можно найти в вашем доме, а стружку можно получить, обработав любую часть железа напильником. Все это необходимо смешать в небольшой огнеупорной посуде и нагреть на плите. Полученная смесь представляет собой простейший поток для алюминия.
У него, конечно, не будет таких свойств, как у заводского, но со своей задачей он справится. Для его приготовления вам понадобится всего два ингредиента: канифоль и железные опилки. Канифоль, скорее всего, можно найти в вашем доме, а стружку можно получить, обработав любую часть железа напильником. Все это необходимо смешать в небольшой огнеупорной посуде и нагреть на плите. Полученная смесь представляет собой простейший поток для алюминия.
Чтобы добиться более прочного соединения между сварным швом и металлом, можно сделать так называемый флюс. Для этого нужно смешать следующие вещества в следующих пропорциях:
- хлорид калия — 56%;
- соль пищевая крупная — 7%;
- сульфат натрия — 4 %.
- криолит — 10%;
- хлорид лития — 23%;
Ингредиенты измельчаются, смешиваются и переливаются в герметичную стеклянную емкость. Храните пух в месте, защищенном от прямых солнечных лучей.
Припой
Не рекомендуется использовать оловянно-свинцовые сплавы для пайки алюминия. И дело не в их составе или силе. Дело в том, что они не могут обеспечить адекватную защиту от коррозии для соединения. Если вы решили использовать обычный сварной шов, сначала как сварить алюминиевый радиатор, вам придется позаботиться о покупке специальной краски, которая впоследствии защитит ремонтируемый участок от коррозии.
И дело не в их составе или силе. Дело в том, что они не могут обеспечить адекватную защиту от коррозии для соединения. Если вы решили использовать обычный сварной шов, сначала как сварить алюминиевый радиатор, вам придется позаботиться о покупке специальной краски, которая впоследствии защитит ремонтируемый участок от коррозии.
Но лучше сразу приобрести специальный сварной шов, предназначенный именно для этого металла. Сегодня на рынке можно найти множество припоев для алюминия, содержащих серебро, медь, цинк, кремний и т.д. Среди недорогих припоев российского производства можно отметить такие смеси, как ЦОП-40 (олово — 60%, цинк — 40%) и 34-А (алюминий — 66%, медь — 28%, кремний — 6%). Процент цинка в сварном шве определяет прочность соединения и коррозионную стойкость. Другими словами, чем больше, тем лучше.
Как запаять алюминиевый радиатор автомобиля своими руками
Перейдем к процессу сварки. Сначала проблемный участок тщательно зачищается напильником и наждачной бумагой. Если есть рейки, их нужно аккуратно удалить плоскогубцами. Далее место ремонта обезжиривают ацетоном.
Если есть рейки, их нужно аккуратно удалить плоскогубцами. Далее место ремонта обезжиривают ацетоном.
Когда подготовка к пайке завершена, можно наносить флюс. После этого приступаем к прогреву спая. Если вы используете газовую горелку или паяльную лампу, будьте осторожны, чтобы не сжечь струю раньше времени. Наносить его проще паяльником. Достаточно окунуть его рабочий элемент в смесь и перенести на обрабатываемую поверхность.
Пришло время нанести припой. Лучше если в виде прутка или проволоки. На стык наносится припой и осторожно нагревается паяльником (горелкой). Когда он распределится равномерно, необходимо дать ему остыть, после чего рекомендуется нанести второй (защитный) слой. По окончании работы образовавшиеся узелки можно удалить наждачной бумагой.
Как потеть медную трубу (сделай сам)
Обновлено: 05 апреля 2023 г.
Всегда получайте идеальные герметичные соединения сантехники.
Следующий проект›
Семейный Разнорабочий
Пайка медных водопроводных труб — несложный навык.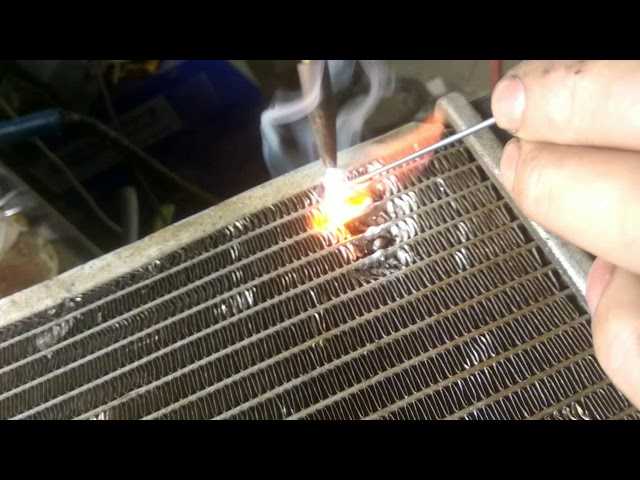 Даже новичок может научиться паять герметичные соединения за 30 минут. Процесс прост — если вы будете следовать нескольким основным рекомендациям. В этой статье мы покажем вам, как быстро и легко паять медь.
Даже новичок может научиться паять герметичные соединения за 30 минут. Процесс прост — если вы будете следовать нескольким основным рекомендациям. В этой статье мы покажем вам, как быстро и легко паять медь.
Эксперты DIY журнала The Family Handyman Magazine
- Время
- Сложность
- Стоимость
- Полный день
- Новичок
- Менее $20
Базовые паяльные горелки
Существует два обычных газовых регулятора: один с автоматическим воспламенителем, а другой требует бойка или спички.
Рецепт успешной пайки состоит из двух частей: подготовительной работы и одной научной части. Если вы хорошо выполняете два важных этапа подготовки — очистка и подогрев шва — дело доделает сам припой. Когда соединение достаточно нагрето, расплавленный припой моментально стекает в соединение и полностью покрывает все сопрягаемые поверхности, как будто следуя подробной инструкции. Там он твердеет при остывании. Presto, у вас есть прочное, герметичное соединение.
Там он твердеет при остывании. Presto, у вас есть прочное, герметичное соединение.
В этой статье мы познакомим вас с основными этапами пайки медных труб и пайки медных труб, используемых в большинстве домов. Изучите различные типы медных труб во время подготовки. Как вы увидите, для успешной пайки медных фитингов не нужны специальные навыки. Вы можете легко спаять медное соединение без утечек с первой попытки, но вы также можете ошибаться. Мы покажем вам, как их избежать, а также предупредим вас о простых, но важных мерах предосторожности, которые защитят вас от ожогов и уберегут ваш дом от пожара.
Основным инструментом для пайки является пропановая горелка, состоящая из регулятора и комбинации наконечников, которые ввинчиваются в верхнюю часть небольшого резервуара. Для работы откройте клапан регулировки подачи топлива и зажгите наконечник. Для облегчения зажигания мы рекомендуем регулятор со встроенным воспламенителем (вверху слева). Газ загорается нажатием кнопки. Если вы покупаете более простую версию (вверху справа), купите также и ударник. Сжатие проволочной ручки производит искры, которые воспламеняют газ. Боек проще и безопаснее спичек.
Сжатие проволочной ручки производит искры, которые воспламеняют газ. Боек проще и безопаснее спичек.
Также купите «флюс для лужения» (фото 5) или «флюс для пасты». Кислотный флюс очищает поверхность меди при нагревании соединения, обеспечивая равномерное растекание припоя. Оба типа работают хорошо. Флюс для лужения содержит небольшое количество припоя, но вам все равно придется добавить больше припоя.
Все основные инструменты для пайки медных труб можно найти в хозяйственных магазинах с полным спектром услуг или в бытовых центрах — пропановую горелку, припой, наждачную шкурку (фото 3) и флюс. Мы также рекомендуем труборез, огнезащитную ткань (см. начальное фото), плотные перчатки и защитные очки. Наденьте перчатки и защитные очки, а также плотную рубашку с длинными рукавами и головной убор, чтобы защитить себя от ожогов, если капнет расплавленный припой.
Типы припоя
Купить бессвинцовый припой , предназначенный для медных водопроводных труб; Вы найдете его в отделе сантехники в магазине. Припой со свинцом все еще доступен, но свинец может попасть в воду, поэтому не используйте его.
Припой со свинцом все еще доступен, но свинец может попасть в воду, поэтому не используйте его.
Фото 1
Аккуратно отрежьте медные трубки с помощью трубореза. Зажмите трубу между отрезным и направляющим дисками и вращайте резак, надрезая трубу по всему периметру. Затяните ручку резака на четверть оборота и снова поверните резак, делая более глубокие надрезы на трубе. Продолжайте затягивать и вращать резак до тех пор, пока труба не оторвется, всего около восьми оборотов.
Медь — мягкий металл, который легче всего резать труборезом (Фото 1). Купите тот, который режет до 1 дюйма. трубы, самый большой размер, который вам, вероятно, понадобится для большинства бытовых водопроводных сетей. Отрежьте большую трубу ножовкой, но обязательно спилите все заусенцы, оставшиеся от зубьев пилы. В противном случае ваш сустав будет протекать. Крепко возьмитесь за медную трубку одной рукой и засуньте один конец под колено, чтобы она не соскальзывала, пока вы затягиваете и вращаете резак (фото 1). Не затягивайте слишком быстро; вы помнете трубу, и вам придется начинать сначала.
Не затягивайте слишком быстро; вы помнете трубу, и вам придется начинать сначала.
Фото 2:
Рассверлите отрезанный конец, чтобы удалить внутренний заусенец, вставив расширитель и повернув его на полный оборот.
Срез может выглядеть чистым, но не забудьте удалить небольшой внутренний заусенец (Фото 2) — выступ меди, который вдавливается внутрь отрезным кругом. В противном случае это будет препятствовать потоку воды по трубе.
Шаг 4 : Очистите наждачной бумагойФото 3
Очистите грязь и ржавчину снаружи конца трубы с помощью наждачной бумаги. Медь должна блестеть.
Затем очистите места сопряжения трубок и фитингов, даже если они блестят как новые. Тщательная очистка является ключом к успешной пайке медных труб. Он обеспечивает прочное, герметичное соединение.
Шаг 5 : Очистите щеткой для фитинговФото 4
Очистите внутреннюю часть фитингов медных труб специальной проволочной щеткой, размер которой соответствует диаметру трубы. Вы также можете обернуть наждачную шкурку вокруг пальца, чтобы добраться до внутренней части, но не касайтесь очищенной поверхности голыми руками.
Вы также можете обернуть наждачную шкурку вокруг пальца, чтобы добраться до внутренней части, но не касайтесь очищенной поверхности голыми руками.
Очистка состоит из двух этапов: во-первых, удалите всю коррозию с сопрягаемых поверхностей (фото 3 и 4), а во-вторых, покройте поверхности флюсом (фото 5), кислотной пастой, которая химически травит медь.
Профессионалы чистят медь полосками наждачной бумаги зернистостью 120, которая обычно продается вместе с припоем и флюсом на полках скобяных изделий и в магазинах бытовой техники (фото 3). Но в крайнем случае подойдет тонкая стальная вата или обычная наждачная бумага с зернистостью 120. Также наждачной бумагой очистите внутреннюю часть фитингов медных труб; просто оберните короткий кусочек вокруг пальца и достаньте его внутрь. Но у тебя скоро заболят пальцы! Удобная щетка для фитингов, показанная на Фото 4, облегчает эту задачу, особенно при работе с небольшими (1/2 дюйма) фитингами из медных труб.
Шаг 7 : Флюс для соединенияФото 5
Нанесите ровный слой флюса на соединяемые поверхности — концы труб и внутреннюю часть фитингов. Затем сдвиньте соединение, пока медная трубка не сядет на всю глубину. Сотрите лишний флюс.
Затем сдвиньте соединение, пока медная трубка не сядет на всю глубину. Сотрите лишний флюс.
Фото 6: Нагрейте соединение и полейте припоем
Нагрейте соединение пропановой горелкой, перемещая конус вперед и назад для равномерного нагрева. Держите припой напротив стыка на стороне, противоположной пламени, пока он не расплавится и не потечет в стык. Сустав должен казаться полным со всех сторон. Переход к следующему суставу. Припой затвердевает по мере остывания.
Как правило, проще всего очистить, профлюсить и собрать весь участок меди, а затем сразу же приступить к пайке соединений медных труб на месте (начальное фото). Зажгите факел и отрегулируйте пламя так, чтобы синий конус в центре был длиной около 1-1/4 дюйма. Чем длиннее конус, тем жарче пламя. Самая горячая точка находится на кончике конуса, поэтому держите пламя так, чтобы кончик едва касался фитинга (фото 6). Нет необходимости нагревать медную трубу напрямую, потому что фитинг быстро отводит тепло к трубе внутри соединения. Когда температура меди достигает точки плавления припоя, проволока припоя, которую вы прижимаете к меди, внезапно расплавится и потечет в соединение. Держите припой напротив пламени, самой холодной точки, чтобы убедиться, что все части соединения достаточно горячие. Припой не заполнит места, температура которых ниже его температуры плавления. Заполняйте соединение до тех пор, пока не начнет капать припой, затем переходите к следующему соединению. Дайте соединению 30–45 секунд, чтобы оно остыло и затвердело, прежде чем давить на него. Будь осторожен; он все еще будет слишком горячим, чтобы прикоснуться к нему.
Когда температура меди достигает точки плавления припоя, проволока припоя, которую вы прижимаете к меди, внезапно расплавится и потечет в соединение. Держите припой напротив пламени, самой холодной точки, чтобы убедиться, что все части соединения достаточно горячие. Припой не заполнит места, температура которых ниже его температуры плавления. Заполняйте соединение до тех пор, пока не начнет капать припой, затем переходите к следующему соединению. Дайте соединению 30–45 секунд, чтобы оно остыло и затвердело, прежде чем давить на него. Будь осторожен; он все еще будет слишком горячим, чтобы прикоснуться к нему.
Фото 7: Нагрейте удлинитель из тяжелой латуни
Будьте терпеливы при пайке латунных клапанов. Фитингу может потребоваться в пять-шесть раз больше тепла, чтобы поднять соединение до точки плавления припоя. Если есть возможность, прогрейте шов с нескольких сторон. Всегда оставляйте клапаны хотя бы частично открытыми при их пайке.
Всегда оставляйте клапаны хотя бы частично открытыми при их пайке.
Фото 8: Резьбовые переходники с наклоном
Наклоняйте конец трубки вверх при пайке медной трубы на резьбовом переходнике, чтобы избежать заполнения резьбы лишним припоем.
Фото 9. Избегайте нанесения слишком большого количества медного припоя
Избегайте перекармливания косяка. Около 1/2 дюйма припоя достаточно для 1/2 дюйма. медное соединение, 3/4 дюйма припоя для 3/4 дюйма. медный стык. Перекармливание может засорить трубку.
Нельзя паять трубки, в которых есть вода. Вы должны слить воду из линий и высушить трубки в месте пайки. Нагрев трубки горелкой ускоряет процесс. Убедитесь, что любое давление, возникающее в трубке во время пайки, может выйти. Самый простой способ — держать кран открытым на одном конце линии.
- Если вы используете трубки диаметром более ¾ дюйма, нагревайте соединения трубок с нескольких сторон для более равномерного повышения температуры. Добавьте медный припой в нескольких точках и осмотрите соединение, чтобы убедиться, что припой заполняет соединение со всех сторон.
- Для пайки латунных фитингов, таких как клапан на фото 7, требуется больше тепла. Оставьте клапан открытым, чтобы внутри трубки не возникло давление, что может привести к протечке соединения. А если клапан имеет мягкие пластиковые или резиновые детали, по возможности снимите их, чтобы не испортить.
Советы по безопасности
- Временно повесьте огнезащитную ткань (начальное фото) или стальную пластину на дерево и другие горючие материалы при пайке поблизости. В любом случае держите под рукой огнетушитель или ведро с водой на случай возникновения пожара.
- Выключайте фонарь, когда кладете его. Баллон с пропаном опрокинут. В конце концов зажженный факел упадет и что-то сожжет.
ОСТОРОЖНО!
Держите под рукой огнетушитель и ведро с водой или пульверизатор. . . на всякий случай, если ваш факел начнет огонь. Помните, что во время пайки медных труб в доме часто отключают водопровод!
Необходимые инструменты для этого проекта
Подготовьте необходимые инструменты для самостоятельной пайки медных труб перед началом работы — вы сэкономите время и нервы.
- Труборез
Пропановая горелка,
Наждачная шкурка, зернистость 120,
Огнезащитная ткань,
Огнетушитель,
Щетка для фитингов,
Боек,
Перчатки
Необходимые материалы для этого проекта
Избегайте походов за покупками в последнюю минуту, заранее подготовив все материалы, включая медный припой. Вот список.
- Бессвинцовый припой
- Флюс-паста
Первоначально опубликовано: 25 ноября 2019 г.
Похожие проекты
Знания в области пайки — интернет-магазин inteag
такая формулаВсе, что нужно знать о пайке (мягкой пайке)
Далее вы найдете все, что вам нужно знать о пайке, и даже немного больше!
Исторический
Что нужно для пайки — 5 важных факторов
Паяльник / паяльная станция
Жала для пайки
Припой
Флюс
Безопасная и чистая рабочая среда
Как правильно паять?
Как добиться наилучшего качества пайки?
Препарат
Выбор правильного жала
Процесс пайки — ручная пайка шаг за шагом
Время пайки
Качество пайки
Уход за жалом
Исторический
Едва человек научился использовать металлы в своих целях, как заурчало в нем желание уметь соединять их вместе. Большая часть украшений, инструментов и оружия, известных нам из бронзового века, обязана своей полезностью и красотой пайке.
Большая часть украшений, инструментов и оружия, известных нам из бронзового века, обязана своей полезностью и красотой пайке.
Кто первым узнал, как соединять металлы, уже невозможно точно проследить. Несомненно то, что ювелиры Древнего Египта уже знали, как соединять золото и серебро более 5000 лет назад. Их коллеги из Трои тоже были настоящими мастерами пайки.
«Поворотным моментом» в пайке стало открытие олова в качестве припоя. Ведь это было около 4000 лет назад.
С тех пор технология мягкой пайки шла только вверх. Сначала оно распространилось по Средиземноморью: критяне показали его этрускам, от которых этому научились римляне, затем последовали тунисцы, испанцы и многие другие — наконец, и «глубинки» того времени: швейцарцы, богемцы, венгры, германцы. и скандинавы. От культуры к культуре, от поколения к поколению искусство пайки совершенствовалось и совершенствовалось.

Однако не только чисто ручная работа, связанная с пайкой, но и понимание научных взаимосвязей, связанных с пайкой, становилось все более и более утонченным, особенно в последнее столетие.
В электротехнике, например, пайка превратилась в самостоятельную область технологии производства, охватывающую области механики, химии, физики и металлургии. Свой вклад в это внес и Эрнст Сакс, основатель компании Ersa, названной по первым буквам его имени и фамилии.
Сегодня имя Ersa в сочетании с самым большим в мире ассортиментом продукции для технологии мягкой пайки и 100-летним опытом производства означает инновации, ноу-хау и высочайшее качество.
Искусство пайки
При пайке две металлические детали соединяются с помощью расплавленных металлических связующих (припоя), при этом температура плавления припоя всегда ниже температуры плавления соединяемого металла. Если она ниже 450 °С, то это называется мягкой пайкой, если выше — твердой пайкой. С другой стороны, при сварке соединяемые металлы «соединяются» в материальном отношении путем нагревания до их собственной температуры плавления. При мягкой пайке соединения между соединяемыми металлами обычно заполняются оловянным сплавом. Однако для того, чтобы он не просто прилипал к поверхности инородного металла после охлаждения, он должен его немного растворить и впитать в себя, т. е. образовать смешанные кристаллы в так называемой диффузионной зоне. Это искусство падает до олова. Остальные компоненты сплава отвечают за разжижение припоя и механическую стабильность соединения.
Если она ниже 450 °С, то это называется мягкой пайкой, если выше — твердой пайкой. С другой стороны, при сварке соединяемые металлы «соединяются» в материальном отношении путем нагревания до их собственной температуры плавления. При мягкой пайке соединения между соединяемыми металлами обычно заполняются оловянным сплавом. Однако для того, чтобы он не просто прилипал к поверхности инородного металла после охлаждения, он должен его немного растворить и впитать в себя, т. е. образовать смешанные кристаллы в так называемой диффузионной зоне. Это искусство падает до олова. Остальные компоненты сплава отвечают за разжижение припоя и механическую стабильность соединения.
Основной металл
Слой твердого раствора
Затвердевший припой
Слой твердого раствора
Основной металл
Реакция флюса при пайке на печатной плате при использовании проволочного припоя с флюсовым сердечником
Что нужно для пайки — 5 важных факторов
Паяльник / паяльная станция
Для расплавления припоя требуется тепло.
Для того, чтобы иметь правильную температуру для каждой цели пайки, решающее значение имеет тепловая мощность паяльника, а также эффективная передача тепла к месту пайки. Либо выберите ту, которая находится в нужном диапазоне температур, либо выберите регулируемую паяльную станцию (паяльные станции Ersa). Эти устройства обеспечивают постоянное качество пайки в различных приложениях, точно контролируя температуру паяльного жала до желаемого значения. В таком устройстве определение пиковой температуры должно быть точным, а нагрев должен быть быстрым и мощным, чтобы избежать риска перегретые или холодные паяные соединения при пайке.
Эрса Лётстационен
 jpg?_=1604992801000″ data-size=»2362×1574″ data-index=»0″>
jpg?_=1604992801000″ data-size=»2362×1574″ data-index=»0″> png?_=1604992801000″ data-size=»1920×1282″ data-index=»5″>
png?_=1604992801000″ data-size=»1920×1282″ data-index=»5″>Наконечники для пайки
Паяльное жало (например, жала Ersa) является сердцем паяльника и отвечает за передачу тепла от нагревательного элемента через припой к месту пайки. В зависимости от поршня и задачи пайки доступны различные типы наконечников. Предпосылками для хорошей пайки являются правильная форма наконечника, идеальная теплопроводность, безупречное состояние и надежное сопротивление. Однако жало паяльника также должно обеспечивать необходимую ловкость.
У Ersa очень большой выбор наконечников для пайки!
Лот
Металлические связующие, обычно изготавливаемые в виде проволоки или стержня, бывают разного состава. Мягкие припои
обычно состояли из смеси олова (Sn) и свинца (Pb).
С момента введения в действие директив RoHS 01.07. 2006 припои, содержащие свинец, были запрещены во многих областях.
2006 припои, содержащие свинец, были запрещены во многих областях.
Бессвинцовые припои обычно представляют собой сплавы олова с добавками серебра (Ag) и/или меди (Cu).
Состав сплава определяет температуру плавления и физические свойства соединения. Факторы для выбора сплава включают: производственный процесс, характеристики электроники, область применения электроники, стоимость сплава.
Флюс
Флюсы используются для того, чтобы припой и металл могли сцепляться друг с другом максимально интенсивно. Флюсы обеспечивают металлическую чистоту поверхности спаиваемых деталей, удаляют оксиды, а также примеси, препятствующие пайке, и предотвращают образование новых оксидов при пайке.
Различают кислотные (для сантехнических работ) и бескислотные продукты (для электрики и электроники).
В производстве электроники обычно используются трубчатые припои (припойные проволоки) или несколько флюсовых сердечников, в области монтажа, а также при изготовлении радиаторов и кузовов автомобилей обычно используются прутковые припои.
Безопасная и чистая рабочая среда
Сейф безопасен даже при пайке.
Электробезопасность паяльного оборудования подтверждается знаком качества. Использование данного знака обязывает контролировать всю маркируемую продукцию на соответствие регламенту испытаний и надлежащим образом проводить контрольные испытания.
Охрана здоровья при пайке
Зона дыхания находится очень близко к процессу пайки и припой подается вручную. Это создает риск заражения воздуха для дыхания и рук или предметов, к которым прикасаются.
Пары флюса могут быть вредны для здоровья и должны находиться вне зоны дыхания. Для этой цели подходят устройства фильтрации паров припоя, которые удаляют пары припоя на рабочем месте и очищают воздух от частиц и газов. Современными вытяжными устройствами для дыма припоя можно управлять так, чтобы они работали только во время пайки, что снижает потребление энергии.
Люди не должны есть, пить и курить в помещениях, где происходит пайка. Загрязнения, прилипшие к рукам, могут попасть в организм человека через пищу или сигареты.
Загрязнения, прилипшие к рукам, могут попасть в организм человека через пищу или сигареты.
Тщательно мойте руки после пайки!
Ersa Удаление паров припоя EASY ARM 1 и 2 — безопасный вариант для защиты вашего здоровья!
Эрса Лётраухабсаугунген
Как правильно паять?
Как добиться наилучшего качества пайки?
Препарат
Важнейшим условием хорошего паяного соединения является абсолютная чистота.
Проводники (печатная плата / печатная плата) и компоненты должны быть очищены от грязи, масла и окисления. Удаление может быть выполнено с помощью растворителя, чистящих средств или флюса.
Паяльное жало (паяльное жало ERSADUR) перед пайкой следует очистить влажной губкой или металлической сухой губкой в горячем состоянии. Не подпиливайте как медные наконечники, иначе защитный слой будет поврежден, и наконечник придет в негодность.
Правильный выбор паяльного жала
Правильный выбор жала для пайки имеет решающее значение для хороших результатов пайки.
Процесс пайки
Процесс пайки состоит из трех фаз: смачивание, протекание, склеивание.
Здесь рабочая температура является наиболее важным критерием. Лучшей является самая низкая температура, при которой все три фазы могут работать без сбоев. Это требует некоторого опыта. Система растворения с контролируемой температурой (например, паяльные станции Ersa) облегчает работу. После очистки поднесите паяльное жало к месту пайки и нагрейте место пайки. Затем поместите проволоку припоя (с флюсовым сердечником) между жалом паяльника и местом пайки и расплавьте проволоку припоя до тех пор, пока вся точка пайки не будет смочена. Затем сначала удалите проволоку припоя и сразу после этого паяльное жало из места пайки во избежание перегрева расплавленного припоя. Дайте припою затвердеть, избегая ударов.
После очистки поднесите паяльное жало к месту пайки и нагрейте место пайки. Затем поместите проволоку припоя (с флюсовым сердечником) между жалом паяльника и местом пайки и расплавьте проволоку припоя до тех пор, пока вся точка пайки не будет смочена. Затем сначала удалите проволоку припоя и сразу после этого паяльное жало из места пайки во избежание перегрева расплавленного припоя. Дайте припою затвердеть, избегая ударов.
Далее мы шаг за шагом покажем вам, как выглядит правильно выполненный процесс ручной пайки:
Время пайки
При правильном размере паяльного жала процесс пайки должен быть завершен в течение от 2 до максимум 5 секунд. Опыт показывает, что при пайке электронных деталей бессвинцовыми припоями требуется несколько большее время пайки. Более 5 секунд недопустимо и указывает на то, что паяльник слишком холодный или слишком слабый.
Качество пайки
Хорошее паяное соединение можно определить по тому, что контуры припаянного проводника все еще видны, когда соединительные провода на печатной плате согнуты. Условием, однако, является то, что не было добавлено слишком много припоя.
Условием, однако, является то, что не было добавлено слишком много припоя.
Еще одной характеристикой качества является угол смачивания. Это основано на том, что хорошее смачивание контактных площадок припоя, видимое через малый угол смачивания, включает в себя образование диффузионных зон (слоя смешанных кристаллов). Углы смачивания до 25° указывают на успешное паяное соединение, углы смачивания до 50° обычно еще допустимы для ручной пайки.
Еще одной качественной характеристикой является внешний вид поверхности припоя. Она должна быть максимально гладкой, без пористых участков и блестящей. Зернистые поверхности указывают на перегрев или слишком длительное время пайки. Бессвинцовый припой, особенно припой, содержащий Ag, может иметь матовую поверхность.
Однако единственным абсолютно определенным признаком качества идеального паяного соединения является образование диффузионных зон. В диффузионных зонах образуются интерметаллические соединения меди и олова (слои смешанных кристаллов), наличие которых является единственным признаком признания паяного соединения успешным. К сожалению, сделать их видимыми можно только с помощью разрушающего тестирования (микрофотография).
К сожалению, сделать их видимыми можно только с помощью разрушающего тестирования (микрофотография).
Следует отметить, что толстые диффузионные зоны охрупчивают паяное соединение, т. е. механически ослабляют его. Чем выше температура паяного соединения и чем больше время пайки, тем толще становится диффузионная зона. Это означает, что паяные соединения должны выполняться при минимально возможной температуре в кратчайшие сроки. Как только будет пропаяно последнее паяное соединение, паяльник надежно помещается в подставку для паяльника. Ни в коем случае нельзя очищать наконечник заранее, так как остатки припоя предотвращают образование оксида на пути припоя под ним.
Виды в разрезе: Иллюстрация правильного (слева) и неправильного (справа) паяного соединения:
Уход за жалом
Классическое паяльное жало изготовлено из меди. Обладает очень хорошей теплопроводностью и стоит недорого. Однако он сильно окисляется при воздействии тепла и выделяет молекулы меди в припой до тех пор, пока тот окончательно не «съедается». Требуется много внимания, чтобы поддерживать его в хорошем рабочем состоянии.
Требуется много внимания, чтобы поддерживать его в хорошем рабочем состоянии.
В электронике — наибольшей области применения мягкой пайки — сегодня используются только жала с покрытием. Паяльные жала Ersa (жала ERSADUR) рассчитаны на продолжительную работу и отличаются высоким качеством. В специальном процессе, разработанном Ersa, паяльные жала гальванически покрываются слоем железа и защищаются от коррозии и окисления дополнительным слоем хрома.
Идеальная теплопередача защищает нагревательный элемент паяльника от перегрузки и преждевременного износа.
При правильном уходе за наконечником можно значительно увеличить срок службы:
Никогда не очищайте паяльник с постоянным жалом перед тем, как положить его, так как остатки припоя препятствуют образованию оксида на пути пайки!
Постоянные паяльные жала всегда должны оставаться смоченными припоем, в противном случае они легко становятся пассивными и перестают хорошо принимать припой.