Точечная сварка своими руками из микроволновки – схема, видео, фото
- Вынимаем трансформатор из микроволновой печи
- Тонкости модернизации трансформатора от СВЧ-печи
- Рекомендации при соединении двух трансформаторов
- Как определить одноименные выводы трансформаторов
- Электроды для самодельной точечной сварки
- Устанавливаем электроды на сварочный аппарат
- Органы управления самодельной точечной сваркой
Точечная сварка, как известно, выполняется на специализированном оборудовании, однако подобное устройство можно не только найти в серийном исполнении, но и сделать своими руками: для этого пригодится трансформатор, извлеченный из старой микроволновки. Аппарат, полученный в итоге, даст вам возможность качественно выполнять точечную сварку при помощи переменного тока, сила которого не регулируется.
Самодельный аппарат для точечной сварки в сборе
Трансформатор выступает важнейшим элементом любого такого устройства для точечной сварки: его задача состоит в том, чтобы увеличить значение входного напряжения до требуемой величины.
Схема работы точеной сварки и схема сварочного аппарата
Технологию сборки аппарата для точечной сварки более-менее детально можно увидеть на видео ниже. Пример данного самодельного устройства поможет нам проиллюстрировать процесс создания точечной сварки из микроволновой печи. Для более подробного ознакомления с деталями сборки читайте статью полностью.
Вынимаем трансформатор из микроволновой печи
Если в самодельном аппарате для точечной сварки задействован трансформатор, имеющий мощность 700–800 Вт, то с его помощью вы сможете соединять листы из металла, толщина которых доходит до 1 мм. Такой трансформатор входит в категорию устройств повышающего типа, для обеспечения питания магнетрона он способен вырабатывать напряжение, равное 4 кВ.
Такой трансформатор входит в категорию устройств повышающего типа, для обеспечения питания магнетрона он способен вырабатывать напряжение, равное 4 кВ.
Магнетрон, которым оснащена любая микроволновка, требует для своей работы высокого напряжения. В связи с этим подключенный к нему трансформатор отличается меньшим количеством витков на своей первичной обмотке и большим – на вторичной. На последней создается напряжение порядка 2 кВ, увеличивающееся затем в два раза за счет использования специального удвоителя. Проверять работоспособность такого устройства путем измерения напряжения, подключенного к его первичной обмотке, нет никакого смысла.
Извлекаем трансформатор из микроволновой печи
Извлекать из микроволновки трансформатор следует аккуратно. Не следует брать в руки молоток и другие тяжелые предметы. С микроволновки откручивается ее основа, убираются все крепления, и трансформатор аккуратно снимается с места его установки. В извлеченном из СВЧ-печи устройстве вам понадобятся, во-первых, его магнитопровод, во-вторых, первичная обмотка, которая по сравнению со вторичной выполнена из более толстого провода и имеет меньше витков.
Вторичную обмотку из-за ее ненадобности вам придется демонтировать, для чего уже пригодятся молоток и зубило. Очень важно при этом не повредить и не помять первичную обмотку, поэтому действовать надо с максимальной аккуратностью. Если при демонтаже вторичной обмотки вы обнаружите в трансформаторе шунты, используемые для ограничения силы тока, их тоже надо удалить.
Вторичную обмотку можно срезать стамескойЕсли магнитопровод трансформатора является не клееной, а сварной конструкцией, то удалять с него вторичную обмотку лучше при помощи стамески или обычной ножовки по металлу. Если же обмотка очень плотно набита в окно магнитопровода, то ее, разрезав провода, необходимо будет высверлить или выковырять. Делать это надо очень аккуратно, так как магнитопровод может разрушиться из-за таких манипуляций.
После выполнения демонтажных работ следует намотать новую вторичную обмотку. Для этого вам будет необходим провод диаметром не меньше 1 см. Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.
Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.
Старую обмотку можно спилить ножовкой по металлу
Если вы хотите сделать аппарат для точечной сварки более мощным, то технических возможностей одного трансформатора вам может не хватить. Здесь необходимо использовать два таких устройства (соответственно, разобрав две микроволновки).
Тонкости модернизации трансформатора от СВЧ-печи
Чтобы сделать вторичную обмотку, вам надо намотать на сердечник 2–3 витка, что обеспечит получение выходного напряжения порядка 2 В, а силы кратковременного сварочного тока – больше 800 А. Этого вполне достаточно для эффективной работы аппарата точечной сварки. Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Новая вторичная обмотка заняла свое место
Если вам надо сваривать металлические листы толщиной до 5 мм, имейте в виду, что для этого потребуется аппарат для точечной сварки, обладающий большей мощностью. Чтобы сделать его своими руками, необходимо использовать соединенные в одну цепь два трансформатора. Соблюдать соответствующие правила при выполнении такого соединения надо обязательно. Если вы ошибетесь и неправильно подключите выводы первичных и вторичных обмоток двух трансформаторов, может возникнуть короткое замыкание. Правильность соединения обмоток, если на их одноименных выводах нет маркировки, проверяется при помощи вольтметра.
Правильность соединения обмоток, если на их одноименных выводах нет маркировки, проверяется при помощи вольтметра.
После правильного соединения одноименных выводов двух трансформаторов требуется замерить значение силы тока, который они совместно формируют. Как правило, самодельные трансформаторы, предназначенные для аппаратов точечной сварки, эксплуатировать которые планируется в домашних мастерских, ограничивают по силе тока – не более 2000 А. Превышение этого значения спровоцирует перебои в работе электрической сети не только в вашем доме, но и у ваших ближайших соседей. А это, естественно, приведет к конфликтам. Значение силы тока, выдаваемого соединенными трансформаторами, а также наличие короткого замыкания в их цепи проверяют при помощи амперметра.
Еще один пример сборки точечной сварки представлен на видео ниже:
Рекомендации при соединении двух трансформаторов
Каких результатов можно добиться, если в соответствии с правилами соединить два трансформатора, не отличающихся большой мощностью? Если взять два одинаковых устройства со следующими характеристиками: мощность – 0,5 кВт, входное напряжение – 220 В, выходное напряжение – 2 В, сила номинального тока – 250 А, – то, последовательно соединив их первичные и вторичные обмотки, на выходе вы получите удвоенную силу номинального тока, то есть 500 А.
Практически так же увеличится и кратковременный сварочный ток, но при его формировании будут наблюдаться значительные потери, что обусловлено большим сопротивлением такой электрической цепи. Оба конца вторичной обмотки – провода Ø 1 см – соединяются с электродами аппарата для точечной сварки.
Соединение 2-х трансформаторов по схеме №1
Если в вашем распоряжении имеются два мощных трансформатора, но и их выходного напряжения не хватает для самодельного аппарата, можно последовательно соединить их вторичные обмотки, которые должны иметь одинаковое количество витков. К такой мере прибегают, если просто домотать витки на вторичной обмотке невозможно из-за недостаточно большого размера окна на магнитопроводе.
При таком соединении надо следить, чтобы направление витков на вторичных обмотках соединяемых устройств было согласовано, иначе может получиться противофаза, и выходное напряжение у такого объединенного устройства будет близко к нулю. Чтобы экспериментальным путем определить правильность соединения, желательно использовать тонкие провода.
Соединяем два трансформатора по схеме №2
Как определить одноименные выводы трансформаторов
Если выводы обмоток соединяемых устройств не имеют маркировки, то необходимо определить среди них одноименные, чтобы их и соединить между собой. Решить такую задачу можно следующим способом: первичные и вторичные обмотки двух или более трансформаторов соединяют последовательно, на вход такого объединенного устройства подают напряжение, а к выходным выводам (выводы с последовательно соединенных вторичных обмоток) подключают вольтметр переменного напряжения.
В зависимости от направления подключения вольтметр может вести себя по-разному:
- показывать то или иное значение напряжения;
- не показывать вообще никакого напряжения в цепи.
Если вольтметр выдает какое-либо напряжение, значит, в цепи соединения и первичных, и вторичных обмоток присутствуют разноименные выводы. При соединении обмоток таким неправильным способом в них протекают следующие процессы: напряжение, поступающее на вход первичных обмоток двух соединенных трансформаторов, уменьшается на каждой из них вполовину; увеличение напряжения происходит на вторичных обмотках, каждая из которых обладает одинаковым коэффициентом трансформации.
Определяем выводы трансформаторов на данной схеме
Если вольтметр показывает значение «0», то это означает, что напряжения, выходящие с каждой из последовательно соединенных вторичных обмоток, равны по значению, но имеют разные знаки, таким образом, они компенсируют друг друга. Иными словами, хотя бы одна из пар обмоток, объединенных в цепь, соединена одноименными выводами. В таком случае правильного соединения элементов цепи добиваются путем изменения порядка подключения первичных или вторичных обмоток, ориентируясь на показания вольтметра.
Электроды для самодельной точечной сварки
Выбирая для аппарата точечной сварки, собранного своими руками из микроволновки, электроды, следует обращать внимание на то, чтобы их диаметр соответствовал диаметру провода, с которым они соединены. В качестве таких элементов можно использовать медные прутки, а для устройств небольшой мощности подойдут жала от профессиональных паяльников.
В процессе эксплуатации электроды для точечной сварки активно изнашиваются. Чтобы корректировать их геометрические параметры, их необходимо постоянно подтачивать. Естественно, что со временем такие элементы потребуют замены на новые.
Вариант изготовления электродов из толстой медной проволоки
Провода, которыми электроды связаны с аппаратом для точечной сварки, должны иметь минимальную длину, иначе в них будет теряться значительная мощность устройства. Потери мощности станут серьезными и в том случае, если в электрической цепи «электрод – устройство для точечной сварки» имеется много соединений. Если вы хотите увеличить эффективность использования своего самодельного оборудования, то лучше на провода, которыми соединяются электроды, напаять медные наконечники. Используя такие наконечники, вы избежите возникающих из-за увеличенного сопротивления обжимных или любых других соединений потерь мощности в местах контакта.
Провода, связывающие электроды с аппаратом для точечной сварки, имеют достаточно большой диаметр, поэтому облегчить их пайку помогут специальные наконечники, предварительно подвергнутые лужению. Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Устанавливаем электроды на сварочный аппарат
Как уже было указано выше, электрод для контактной сварки можно сделать из медного прутка или жала от профессионального паяльника, если мощность устройства невысока. Провод от аппарата присоединяется к электроду с помощью медного наконечника, который соединен с ним при помощи пайки.
Установка нижнего электрода
Наконечник совмещают с электродом при помощи болтового соединения, которое должно быть очень надежным, чтобы увеличение сопротивления в месте ненадежного контакта не приводило к потере мощности аппарата для точечной сварки. Чтобы выполнить такое соединение, в электроде и наконечнике делают отверстия одинакового диаметра.
Болты и гайки, с помощью которых будут соединяться электроды и наконечники с проводами, лучше всего выбирать из меди или ее сплавов, отличающихся минимальным электрическим сопротивлением. Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками.
Органы управления самодельной точечной сваркой
Управление аппаратом точечной сварки (особенно сделанного из микроволновки своими руками) не отличается особенной сложностью. Для этого вполне достаточно двух элементов: рычага и выключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать в точке выполнения сварки надежный контакт соединяемых деталей. Чтобы выполнить эти важные требования, рычажные механизмы таких аппаратов можно дополнить винтовыми элементами, которые обеспечивают еще более значительную силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью.
Конструкция рычагов незамысловата. Удобства добавит простая резинка, установленная над верхним рычагом
На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают элементы сжатия, создающие давление от 50 до 1000 кг – в зависимости от необходимости. А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
Для самодельного домашнего устройства вполне достаточно рычага, длина которого будет составлять 60 см. При помощи такого рычага можно увеличить прилагаемое усилие в 10 раз. Соответственно, если вы будете давить на рычаг с усилием 3 кг, то электроды и соединяемые детали будут сжиматься силой 30 кг. Чтобы такой рычаг при надавливании не сдвигал с места сам аппарат, основание оборудования необходимо надежно зафиксировать на поверхности рабочего стола при помощи струбцины.
Аппарат точечной сварки, сделанный своими руками, в работе
Выключатель, отвечающий в устройстве за подачу тока к сварочным электродам, подключают к цепи первичной обмотки трансформатора, сила тока в которой значительно меньше, чем во вторичной. Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если в качестве прижимного механизма применяется рычаг, то выключатель лучше расположить прямо на нем, тогда вторая рука будет свободной (ее можно использовать для поддержки свариваемых деталей).
Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивным искрением электродов и, как следствие, с их активным подгоранием. Получить первоначальный опыт по работе на таком устройстве можно при помощи обучающего видео.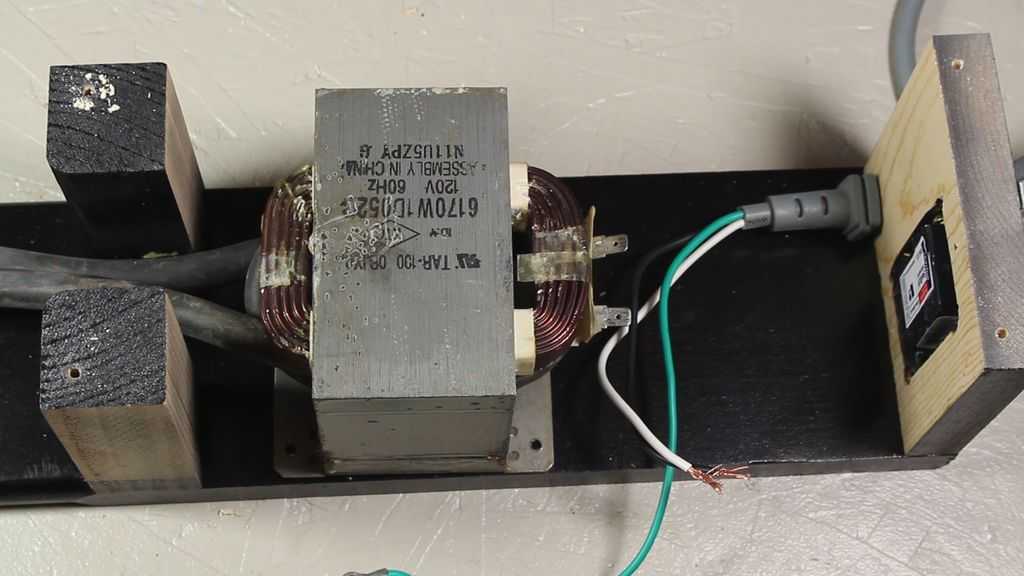
Электроды оборудования для точечной сварки активно нагреваются в процессе работы. Кроме того, интенсивному нагреву подвержены трансформатор и токопроводящие элементы такого устройства. Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Время выдержки электродов под током в сжатом состоянии в процессе выполнения сварки можно контролировать визуально, ориентируясь на цвет точки в месте соединения, либо использовать для этого специальное реле.
Очевидно, что изготовить аппарат для точечной сварки на основе трансформатора от микроволновки совсем несложно, внимательно изучив представленные видео и фото процесса сборки и учтя озвученные рекомендации.

Как сделать аппарат точечной сварки своими руками в домашних условиях: особенности устройства
Рано или поздно у многих людей возникает желание приобрести собственный сварочный аппарат. Но, к сожалению, подобное оборудование отличается высокой стоимостью, поэтому многие ставят приоритет на изготовление самодельного устройства. С помощью имеющихся в свободном доступе схем, чертежей и прочего пошагового руководства предстоящее мероприятие может стать очень простым и понятным.
- Описание и принцип работы
- Важные конструктивные свойства
- Схема точечной сварки
- Особенности устройства и конструкция
- Изготовление клещей для сварочного оборудования
- Точечная сварка из микроволновки
- Заключение
Описание и принцип работы
В настоящее время точечная контактная сварка пользуется очень большим спросом и используется в самых различных сферах деятельности человека. Инструмент незаменим при ремонте или производстве металлических деталей. Также он может применяться для изготовления металлических лестниц, ворот, отдельных конструктивных элементов и других деталей.
Инструмент незаменим при ремонте или производстве металлических деталей. Также он может применяться для изготовления металлических лестниц, ворот, отдельных конструктивных элементов и других деталей.
Принцип работы контактной сварки заключается в следующем: имеющийся в ключевом узле электрический ток способен нагревать отдельные детали стальной заготовки, которые соединены друг с другой. Таким образом происходит формирование особого сварного соединения — шва. Качество результата определяется типом материала, из которого выполнено изделие, а также плотностью. К тому же при проведении сварочных мероприятий следует обратить внимание на такие особенности:
- У сварочной цепи должны присутствовать низкие показатели напряжение — от 1 до 10 ватт.
- Процесс сваривания продолжается на протяжении нескольких секунд.
- Для сварочного импульса характерна большая сила тока.
- Чем меньше зона расплавления, тем выше качество сваривания.

- Сварочный шов должен справляться и выдерживать большие нагрузки.

От правильного соблюдения подобных правил зависит конечный результат сварочных мероприятий. Изготовить устройство своими руками достаточно сложно. Чтобы выполнение поставленной задачи было успешным, необходимо в точности выучить ряд определенных инструкций и технологический рекомендаций.
Более простое решение заключается в сборке сварочной установки с переменной силой тока. Такой прибор способен управлять процессом сваривания посредством изменения продолжительности сварочного импульса, который попадает на заготовку. К тому же, чтобы успешно завершить поставленную задачу необходимо обустроить часовое реле, которым можно управлять автоматическим или ручным путём.
Важные конструктивные свойства
Ключевой узел сварочного устройства точечного типа — это сварочный трансформатор, который часто встречается в микроволновых печах, телевизорах и другом оборудовании. Перематывание обмотки проводят только после определения соотношения нужной силы тока и напряжения, в процессе подачи которого происходит сваривание.
Перематывание обмотки проводят только после определения соотношения нужной силы тока и напряжения, в процессе подачи которого происходит сваривание.
Чтобы подобрать подходящий вариант управления устройством, необходимо правильно собрать основные механизмы. Не секрет, что конструктивные детали подбирают с учётом мощности и параметров трансформатора.
При изготовлении контактно-сварочных систем учитывается соотношение типа применения и свойств материала, который поддаётся обработке. В большинстве случаев к основному прибору фиксируют сварочные клещи.
Выполняя любую сборочную работу, будьте предельно внимательными и тщательными. Качество сборки должно быть максимальным, иначе дальнейшая эксплуатация может стать проблематичной. Провода выбирают с соответствующим диаметром и сечением. Если надёжность цепи недостаточно хорошая, интенсивность требуемого электрического тока не будет стабильной. К тому же повышается риск появления искр, что заставит рабочих остановить сваривание.
Схема точечной сварки
Чтобы самостоятельно изготовить точечную контактную сварку, внимательно изучите соответствующие схемы. Самая популярная из них эффективна в тех ситуациях, где приходится обрабатывать металлические листы с толщиной от одного миллиметра или проводку и прут с диаметром до 4 миллиметром.
В данном случае необходимо учесть такие особенности:
- Для сваривания следует обзавестись оборудованием с переменным напряжением в 220 Вт.
- Что касается выходного типа напряжения при работе на холостом ходу, то оно составляет 3−7 В.
- Максимальные показатели сварочного тока достигают 1,5 тысячи ампер.
Вся конструкция характеризуется принципиальной схемой, которая состоит из силовых частей, автоматизированного выключателя и контрольной цепи. Если при выполнении поставленной задачи возникают опасные ситуации, для их предотвращения достаточно нажать на выключатель. На первом узле установлен трансформатор для сварки т2 и прибор бесконтактного тиристорного включателя однофазного типа, который подключает первичную обмотку к источнику электрического питания.
Что касается второй схемы, то она требует выполнение характерной обмотки на сварочном трансформаторе с помощью определенных витков. На первичной обмотке размещены выводные участки, которые предназначаются для регулировки выходного сварочного тока с учётом соотношения вторичной обмотки. Таким образом постоянное соединение сетевой цепи остаётся на первом выводе, а работа электропитания регулируется посредством остальных.
Важная деталь системы с маркировкой М ТТ4 К отличается серийным производством. В таком модуле предусмотрен тиристорный ключ, который выполняет коммутацию нагрузки через 1 и 3 контакты. Устройство может работать под нагрузками с напряжением до 800 ватт и током до 80 ампер. Состав схемы включает в себя:
- блок питания.
- цепь для настройки механизма.
- реле к1.
В качестве источника электрического питания для сварочного оборудования используются любые трансформаторные системы с мощностью до 20 ватт. При этом его используют при работе на номинальной сети в 220 В. Что касается напряжения, которое выдается на втором варианте обмотки, то его показатели достигают 22 В. Чтобы выпрямить интенсивность подачи тока, можно установить диодный мост. Также не исключается вариант использования любых других узлов с подобными параметрами.
Что касается напряжения, которое выдается на втором варианте обмотки, то его показатели достигают 22 В. Чтобы выпрямить интенсивность подачи тока, можно установить диодный мост. Также не исключается вариант использования любых других узлов с подобными параметрами.
Особенности устройства и конструкция
В настоящее время существует несколько функций цепи управления. Если необходимо включать к1 на заданном промежутке времени, нужно правильно задать этот промежуток, определяя конкретное время подачи электронных импульсов на свариваемых элементах.
В устройстве электрической цепи предусмотрены конденсаторры: от с1 до с6 с характерными электролитическими свойствами. Их напряжение равно 52 В. К тому же необходимо воспользоваться конденсатором ёмкостью в 46 мкФ.
Основной силовой узел механизма — трансформатор. Он выполняет роль преобразователя одного вида электроэнергии в другой. В данном случае принято использовать магнитный провод на 2,5 А. Старую обмотку лучше не использовать, а на торце магнитного провода установить кольца из электрического картона. Их подгибают по внутренней и верхней кромке. На следующем этапе следует выполнить обмотку магнитопровода латотканью в три или более слоев. Для успешного выполнения обмотки следует воспользоваться такими проводами:
Старую обмотку лучше не использовать, а на торце магнитного провода установить кольца из электрического картона. Их подгибают по внутренней и верхней кромке. На следующем этапе следует выполнить обмотку магнитопровода латотканью в три или более слоев. Для успешного выполнения обмотки следует воспользоваться такими проводами:
- первичная обмотка с диаметром 1,5 миллиметров, которую пропитывают лаковым составом.
- второй вариант обмотки с диаметром около двух сантиметров, который оборудован многожильной изоляцией с кремниевоорганическим происхождением.
При выполнении первой обмотки важно обустроить выводы промежуточного типа. Затем обмотку пропитывают специальным лаком, а на первичную катушку наматывают хлопчатобумажную ленту, которую тоже пропитывают лаковым составом. Затем начинается процесс вторичной обмотки, а также дальнейшее пропитывание лаком.
Изготовление клещей для сварочного оборудования
При желании изготовить самодельную точечную сварку вы должны ответственно отнестись к конструированию клещей. Сегодня применяется две разновидности таких элементов:
Сегодня применяется две разновидности таких элементов:
- стационарные.
- выносные.
Первое решение характеризуется простотой в эксплуатации, а также качественной и надёжной изоляцией, которая обусловлена прочно соединенными узловыми участками. Правда, подобные клещи характеризуются одним недостатком — чтобы обеспечить прижимное усилие, нужно приложить физическое усилие.
Вариант выносных клещей отличается особым удобством работы и компактными размерами. Чтобы контролировать усилия клещей, достаточно поменять длины их вынесения за аппарат. В мете подсоединения таких деталей устанавливают болты, втулки и шайбы, для более надёжной гидроизоляции.
При изготовлении деталей принято использовать медные прутья или бериллиевую бронзу. Также можно воспользоваться жалом от паяльного аппарата с высокими показателями мощности. Что касается диаметра электрода, то он должен соответствовать диаметру провода, к которому подключен.
Чтобы сварочные ядра обладали хорошим качеством, концы электродов сужают и делают небольшими.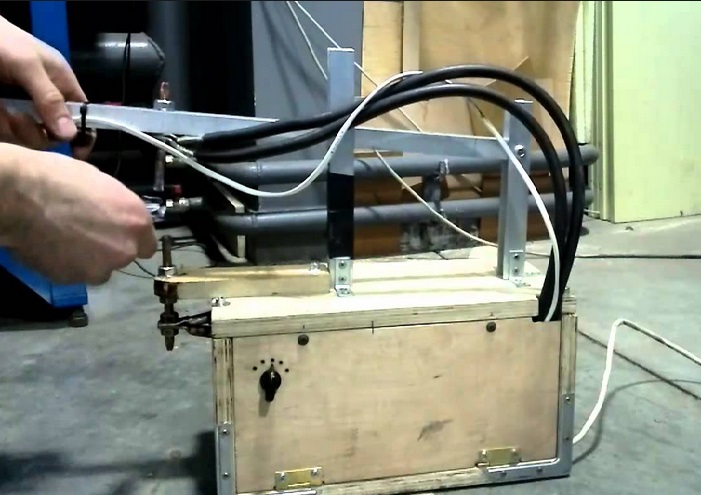
Точечная сварка из микроволновки
Не секрет, что покупные модели стоят очень дорого, поэтому есть смысл отдать предпочтение самодельным решениям. Для изготовления продуктивной установки можно применить микроволновую печь с большими размерами. Именно габариты определяют мощность будущего устройства.
Если вы не располагаете микроволновкой, попробуйте поискать её на барахолке или купить у соседей. Подобное приобретение не станет большим вложением. В дальнейшем остаётся разобрать микроволновку и извлечь из неё высоковольтный трансформатор.
Будьте внимательны, т. к. даже в разобранном состоянии без прямого подключения к электрической сети отдельные узлы оборудования могут «биться» током.
Основные части трансформатора представлены сердечником и двумя видами обмотки — первичным и вторичным. Чтобы соединить сердечник, можно использовать два сварочных шва с небольшой толщиной. Заранее избавьтесь от них, что можно сделать посредством молотка и ножовки. Также вы можете применить болгарку, что позволит добраться до трансформаторных обмоток, не повредив их. Чтобы извлечь вторичную обмотку, достаточно аккуратными движениями разрезать вторичную.
Также вы можете применить болгарку, что позволит добраться до трансформаторных обмоток, не повредив их. Чтобы извлечь вторичную обмотку, достаточно аккуратными движениями разрезать вторичную.
В конечном итоге вам будет открыт доступ к сердечнику от трансформатора, который состоит из двух частей.
На следующем этапе следует провести вторичную обмотку трансформаторной детали. Здесь понадобится воспользоваться медным кабелем с таким же сечением, как трансформаторная прорезь. Необходимо намотать около двух витков. Используя стандартную двухкомпонентную эпоксидную смолу, осуществите соединение двух половин сердечника между собой. Чтобы процесс был выполнен по-особому успешно, попробуйте зафиксировать их в тисках.
Не забудьте проверить уровень напряжения на выходе из трансформаторного механизма. Оно не должно превышать отметку в 2 вольта. При этом минимальное значение силы тока варьируется в пределе 850 А.
Затем необходимо приступить к изготовлению корпуса сварочного материала. На данном этапе можно воспользоваться деревом или высокопрочным пластиком. На задней панели размещается несколько отверстий. Одно из них отвечает за электрическое снабжение, а второе — за включение и выключение системы.
На данном этапе можно воспользоваться деревом или высокопрочным пластиком. На задней панели размещается несколько отверстий. Одно из них отвечает за электрическое снабжение, а второе — за включение и выключение системы.
Заключение
Если корпусная часть высохнет, можно переходить к сборке устройства, соединив рабочие узлы между собой. Затем необходимо отрезать две части медного провода с размером около 25 миллиметров. Они выполняют роль электродов, которые фиксируются в держателе с помощью обычной отвертки. Затем необходимо зафиксировать выключатель с помощью утолщенного кабеля, который предотвратит выпадение. Трансформатор фиксируется с помощью обычных саморезов. Также важно позаботиться о заземлении, которое фиксируется на одной из клемм.
Если внимательно соблюсти все рекомендации и пошаговое руководство, процесс сборки сварочного аппарата будет успешным. В таком случае вы сможете снизить все расходы, лишив себя необходимости покупать дорогостоящее профессиональное оборудование.
Самодельный аккумуляторный аппарат для точечной сварки, самодельный аппарат для точечной сварки с автоматом
Содержание В моей предыдущей статье я построил электрический скутер Trike, используя двигатели Hoverboard BLDC, контроллеры двигателей мощностью 500 Вт и 4 свинцово-кислотных аккумулятора. Я соединил четыре 12-вольтовые батареи последовательно, чтобы получить 48 вольт. Аккумулятор был слишком тяжелым и я также меньше контролировал его управление, к тому же свинцово-кислотные аккумуляторы не долговечны и плюс вам придется регулярно проверять уровень раствора электролита, т.к. у свинцово-кислотных аккумуляторов при высыхании элементы короткое замыкание, и это повредит всю электронику.
Вот почему я решил сделать свой собственный аккумуляторный блок на 48 вольт, используя литий-ионные аккумуляторные элементы. Как вы знаете, каждый ионно-литиевый элемент имеет напряжение 3,7 вольта, что означает, что вам нужно будет соединить несколько элементов последовательно, чтобы получить 48 вольт, а для увеличения тока вам также необходимо будет соединить элементы ионно-литиевой батареи параллельно.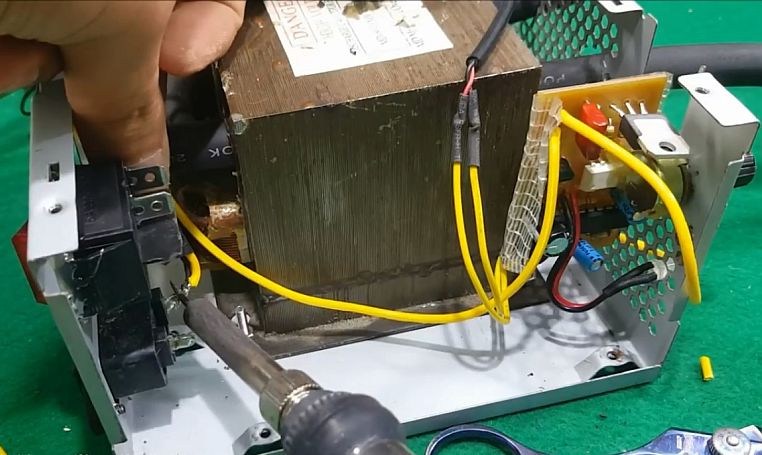 Таким образом, для выполнения этих последовательных и параллельных соединений у вас есть два варианта.
Таким образом, для выполнения этих последовательных и параллельных соединений у вас есть два варианта.
- Пайка
- Точечная сварка
Если вы выберете пайку, вы потеряете много времени, а в процессе пайки вы можете повредить элементы, потому что сложно спаять никелевую полосу и батарею, так как для этого требуется больше тепла. Так вот, если долго прикасаться к паяльнику, высоки шансы повредить аккумулятор и тем более при пайке вы никогда не получите аккуратных и чистых соединений, если вы не профи.
Если вы выберете вариант 2 nd , то есть точечную сварку, вы сможете легко выполнять последовательные и параллельные соединения, не прикладывая больших усилий и не повреждая батареи. С помощью аппарата для точечной сварки вы получите аккуратные и чистые соединения.
Прежде чем я объясню другие вещи, сначала несколько слов о спонсоре этого проекта аппарата для точечной сварки за помощь в приобретении необходимых компонентов и инструментов.
Altium Designer — самая надежная в мире система проектирования печатных плат. Altium Designer позволяет инженерам легко подключаться ко всем аспектам процесса проектирования электроники. Более 35 лет инноваций и разработок, направленных на действительно унифицированную среду проектирования, сделали ее наиболее широко используемым решением для проектирования печатных плат. С помощью Altium Designer вы можете создавать проекты печатных плат с помощью интуитивно понятного и мощного интерфейса , который соединяет вас со всеми аспектами процесса проектирования электроники. Направляйте его по-своему под любым углом, настраивайте задержку, толкайте, скользите и обходите быстрее, чем когда-либо. Взаимодействовать и сотрудничайте с конструкторами-механиками, как никогда раньше, в фотореалистичной среде трехмерного проектирования. Если вы хотите начать работу с дизайнером Altium, вы можете нажать кнопку «Начать».
В этой статье вы узнаете, как сделать этот полуавтоматический аппарат для точечной сварки, используя трансформатор ручной микроволновой печи 2 и . При изготовлении этого аппарата для точечной сварки я столкнулся с некоторыми проблемами, которые исправил, и я на 100% уверен, что вы столкнетесь с теми же проблемами.
Во время моего первого теста я мог видеть только искры, они могут приваривать или не приваривать никелевую полосу к аккумулятору. Я был довольно сбит с толку и понятия не имел, как долго мне придется подключать электроды. Сварные швы были не в лучшем виде. Итак, в этот момент я решил добавить какую-то схему управления к моей машине для точечной сварки.
Я добавил схему управления и тогда все проблемы просто исчезли. Мой тест 2 и прошел успешно, так как я устранил все проблемы и разработал собственную схему управления полуавтоматическим трансформатором для управления включением/выключением и длительностью времени. Я использую эти самодельные медные электроды, и я все еще доволен результатами, для профессиональных сварных швов вы можете заказать электроды хорошего качества. Вы можете видеть, что эти машины для точечной сварки работают отлично. Соединения достаточно чистые.
Я использую эти самодельные медные электроды, и я все еще доволен результатами, для профессиональных сварных швов вы можете заказать электроды хорошего качества. Вы можете видеть, что эти машины для точечной сварки работают отлично. Соединения достаточно чистые.
В этой статье я также объяснил, почему не использовать стальные или паяльные наконечники в качестве электродов для точечной сварки. Итак, вот мой аппарат для точечной сварки, и теперь я собираюсь объяснить, как сделать и как исправить все проблемы. Без дальнейших промедлений, давайте начнем!!!
Ссылки на Amazon:Трансформатор для микроволновой печи
Медные электроды для аппарата точечной сварки
Проволока 16 мм
Никелированная лента для литий-ионных аккумуляторов
Mop Spot Welding Machines
Другие инструменты и компоненты:
Top Arduino Датчики:
Super Starter Kit для начинающих
Цифровые осциллографы
. сверлильные станки
сверлильные станки
*Обратите внимание: это партнерские ссылки. Я могу получить комиссию, если вы купите компоненты по этим ссылкам. Я был бы признателен за вашу поддержку на этом пути!
Трансформатор для микроволновой печи для аппарата точечной сварки:Недавно я купил этот ручной трансформатор для микроволновой печи 2 и примерно за 15 долларов. Трансформатор для микроволновой печи — лучший выбор для сборки самодельного аппарата точечной сварки. Этот трансформатор рассчитан на 220 В переменного тока и 50 Гц. При покупке трансформатора для микроволновой печи 2 nd убедитесь, что первичная обмотка не повреждена. Вы можете использовать цифровой мультиметр для проверки обмотки; если вы слышите звуковой сигнал, это означает, что первичная обмотка исправна.
Так же есть еще один комплект обмотки, это вторичная обмотка и мне эта обмотка не нужна. При разрезании вторичной обмотки будьте очень осторожны и не разрезайте первичную обмотку, иначе ваш трансформатор будет просто бесполезен.
Затем я начал снимать вторичную обмотку, серьезно это была единственная трудная работа, так как я должен был быть очень осторожным. Я использовал зубчатую пилу и болгарку. Вы можете использовать любые инструменты, но вы должны быть осторожны, вы не можете перерезать первичную обмотку. В любом случае, как-то я удалил вторичную обмотку. Затем я использовал 16-миллиметровый провод длиной 6 футов, вы можете сделать его 7 футов, если хотите провода немного длиннее, я использовал этот провод в качестве вторичной обмотки. Я также подключил эти провода синего цвета к первичной обмотке трансформатора для подачи 220 В переменного тока. Ваш трансформер должен выглядеть примерно так.
Вы видите два поворота на этой стороне и 3 поворота на другой стороне. Итак, базовая настройка нашего трансформатора почти завершена, провода 220Vac подключены, вторичная обмотка готова, теперь нам нужно подключить электроды. Но прежде чем я подключу электроды, я сначала проверю эту установку. Этот первый тест был довольно простым, я просто подключил питание 220 В переменного тока и слегка коснулся двух концов вторичной обмотки, и я увидел искры.
Этот первый тест был довольно простым, я просто подключил питание 220 В переменного тока и слегка коснулся двух концов вторичной обмотки, и я увидел искры.
Когда вы закончите эту базовую настройку, следующим шагом будет выбор электродов, я знаю, что медные электроды лучше всего, но я видел, как парни спрашивали о битах для паяльника. Итак, я начну с этих насадок для паяльника, и вы на практике увидите, почему эти насадки не годятся для точечной сварки аккумуляторов. Биты паяльника подключены, и 220 В переменного тока на первичной стороне трансформатора подключены. Проблема с этими битами заключается в том, что сами биты привариваются к никелевой полосе. Для практической демонстрации посмотрите видеоурок, приведенный в конце этой статьи.
Таким образом, паяльники или стальные биты не должны использоваться для точечной сварки батареи. Но вы можете использовать эти стальные биты для сварки металлических деталей.
Я заменил эти насадки для паяльника на самодельные медные электроды. Теперь эта настройка является самой базовой, и большинство видео и статей объясняют большую часть работы, которой недостаточно. Вы узнаете об этом, практически увидев результаты, давайте приступим к тестированию этого самого простого аппарата для точечной сварки.
Теперь эта настройка является самой базовой, и большинство видео и статей объясняют большую часть работы, которой недостаточно. Вы узнаете об этом, практически увидев результаты, давайте приступим к тестированию этого самого простого аппарата для точечной сварки.
Для тестирования моего аппарата для точечной сварки я собираюсь подключить две ионно-литиевые батареи параллельно. С этой базовой настройкой, не имеющей схемы автоматического отключения трансформатора, вам нужно быть очень осторожным и очень быстрым, потому что, если вы коснетесь электродов даже на 2 секунды, вы можете легко повредить литий-ионные батареи, а это то, чего вы действительно не делаете. хотеть.
Еще одна проблема с этой базовой настройкой заключается в том, что вам понадобится помощь другого человека, чтобы прижать никелевую полоску, чтобы получить хороший поверхностный контакт между батареей и никелевой полоской. Вы также можете сделать это в одиночку, но это определенно потратит много вашего времени.
В любом случае, вы можете видеть, что я могу выполнить сварку, никелевая полоса приварена к аккумулятору, но выглядит очень грязной, и это потому, что я не успеваю прижать другой электрод, и начинается ток течет. Когда я нажимаю на первый электрод, никелевая полоска плотно прилегает к поверхности батареи, теперь это идеальный момент, и когда я нажимаю на электрод 2 и , у меня не хватает времени, чтобы прижать никелевую полоску к батарее. поверхность. Как только я коснусь 2 -й электрод есть искры, но нет сильных сварных швов.
Для идеального сварного шва вам необходимо прижать оба электрода так, чтобы между свариваемыми поверхностями был прочный контакт. Это именно то, что я хочу. Но это невозможно без полностью автоматической или полуавтоматической системы управления.
Итак, для идеальной точечной сварки мне нужны две вещи.
- Я хочу включить трансформатор при нажатии на оба электрода. Для этого я могу использовать кнопку.
- Я хочу, чтобы мой трансформатор включался на несколько миллисекунд, а затем мог сам выключаться.

Я разработал это моделирование для вас, ребята, чтобы вы могли легко понять, как на самом деле работает эта схема. Вы также увидите это в действии после того, как я объясню, как на самом деле работает эта схема. Я разработал это, используя программное обеспечение для моделирования Proteus, которое довольно популярно.
Загрузить Моделирование: моделирование точечной сварки в proteus
Позвольте мне воспроизвести симуляцию, чтобы вы могли легко понять, как на самом деле работает эта схема. Когда вся система включена, это означает, что провода 220 В переменного тока подключены, а источник питания 12 В постоянного тока подключен. Теперь, в этот момент, даже если вы коснетесь двух электродов, сварка не будет выполнена, поскольку один из входных проводов переменного тока трансформатора отключен с помощью реле 2. Как вы можете ясно видеть, один провод от источника питания 220 В переменного тока напрямую подключен к первичной обмотке трансформатора. В то время как другой провод от 220Vac соединяется с другим концом первичной обмотки через это реле2. Прямо сейчас реле 2 выключено, поэтому трансформатор выключен, и в результате сварки не будет.
Как вы можете ясно видеть, один провод от источника питания 220 В переменного тока напрямую подключен к первичной обмотке трансформатора. В то время как другой провод от 220Vac соединяется с другим концом первичной обмотки через это реле2. Прямо сейчас реле 2 выключено, поэтому трансформатор выключен, и в результате сварки не будет.
Реле 1 также выключено. Когда реле 1 находится в выключенном состоянии, оно заряжает конденсатор через этот источник питания 12 В. Ради этого моделирования я выбрал значение конденсатора 1000 мкФ, в то время как фактическое значение составляет 100 мкФ. Я практически проверил конденсатор на 100 мкФ, и он у меня сработал. Если вы используете провод другого калибра и другое количество витков, вам придется использовать конденсатор с другим номиналом. Вы можете начать с конденсатора на 50 мкФ; продолжайте увеличивать значение, пока не получите желаемый результат.
Этот конденсатор управляет временем включения реле 2. Как видите, положительная ветвь конденсатора соединена с общей ветвью реле 1, а другая ветвь конденсатора соединена с землей 12-вольтового источника питания. GND источника питания 12 В также соединен с катушкой реле. В то время как другая нога катушки реле подключена к 12 вольтам через кнопку. С помощью этой кнопки мы можем включать и выключать реле1.
GND источника питания 12 В также соединен с катушкой реле. В то время как другая нога катушки реле подключена к 12 вольтам через кнопку. С помощью этой кнопки мы можем включать и выключать реле1.
При нажатии кнопки реле 1 включается, и конденсатор начинает разряжаться, поскольку он использует свой заряд для питания реле 2. Когда конденсатор полностью разряжается, реле 2 выключается, и таким образом трансформатор может включиться только на несколько миллисекунд. Неважно, если кнопка будет нажата долго, сварки не будет. Вам нужно будет отпустить кнопку, чтобы зарядить конденсатор, и снова нажать кнопку, чтобы включить реле2. Я уверен, что вы полностью поняли, как работает эта схема.
Аппарат для точечной сварки Практическая демонстрация:
Я выполнил всю пайку. Это «нижнее» реле 1, к которому подключены кнопка и конденсатор. Это реле 2, «то, что слева», которое подключает и отключает 220 В переменного тока. Поскольку этот аппарат для точечной сварки работает с высокими напряжениями и токами, никогда не прикасайтесь к этим цепям и первичной обмотке трансформатора, так как это может быть очень опасно.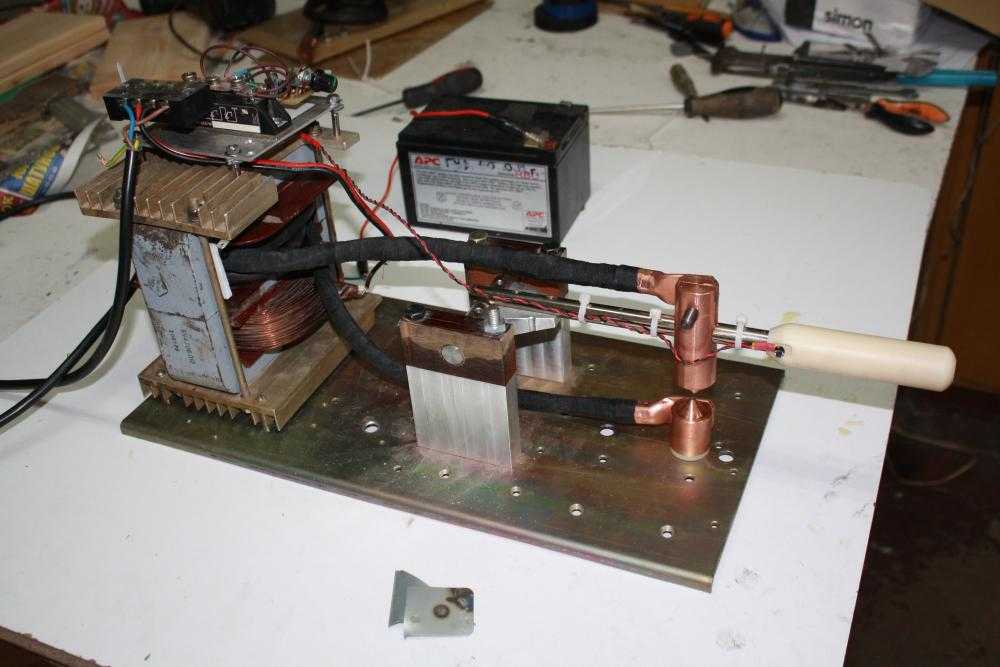 Никогда не выполняйте эти тесты в одиночку, если вы делаете это в первый раз. Наденьте защитные перчатки, и в конце все, что я хочу сказать, это то, что вы делаете этот аппарат для точечной сварки на свой страх и риск.
Никогда не выполняйте эти тесты в одиночку, если вы делаете это в первый раз. Наденьте защитные перчатки, и в конце все, что я хочу сказать, это то, что вы делаете этот аппарат для точечной сварки на свой страх и риск.
Наконец, я поместил все в эту коробку. Я уже поделился с вами результатами теста. Если вы хотите увидеть практически все, то посмотрите мой видео-урок, приведенный ниже.
Смотреть видеоруководство:
Практическое руководство. Создание собственного аппарата для точечной сварки
Аппараты для точечной сварки используются при производстве автомобилей, корпусов ПК, блоков питания, микроволновых печей, различная электроника. Используется аппарат для точечной сварки, потому что он обеспечивает четко определенную точку контактного сварного шва. Материалы свариваются без чрезмерного нагрева, поэтому рабочие детали легко обрабатываются. Сварка также строго контролируется и повторяема. В этом практическом руководстве мы рассмотрим основы устройства для точечной сварки, а затем покажем вам, как собрать его из трансформатора для микроволновой печи.
Электроды точечной сварки выполняют как минимум три функции. Они передают электрическую энергию материалу, а также удерживают его вместе; это также контролирует сопротивление. Чем больше сила сжатия, тем меньше сопротивление, что приводит к уменьшению резистивного нагрева. Меньшее усилие зажима приводит к повышенному резистивному нагреву. Электроды также отводят тепло от материала, а в нерабочих циклах помогают охладить и закалить сварной шов. Резистивную точечную сварку обычно называют «самородком». Сварочные аппараты для точечной сварки обычно используются только для черных металлов, что несколько ограничивает область их применения. Большинство из них производят сварку с низким напряжением и высоким током. Сварщик в этом руководстве работает от вторичной обмотки 3 В переменного тока. Первичное напряжение сети составляет 120 В переменного тока, к которому следует относиться с уважением. Вторичное низкое напряжение делает сварщика очень безопасным, поэтому опасность поражения электрическим током от электрода практически отсутствует. Однако существует риск ожога из-за высоких температур, как и при работе с любым другим сварочным аппаратом.
Однако существует риск ожога из-за высоких температур, как и при работе с любым другим сварочным аппаратом.
Этот сварочный аппарат не предназначен для сварки панелей кузова вашего джипа 1966 года; он не будет хорошо работать с материалом тяжелее листового металла толщиной 20GG. Предполагаемое использование для небольших проектов, поскольку он не может работать в непрерывном режиме. Возможные области применения: Сварочный электродный материал для электролизеров. Работа с тонкими компонентами вакуумной трубки. Создание легкой рамы для небольшой роботизированной платформы. У большинства из нас есть достаточно деталей, чтобы собрать аппарат для точечной сварки. Если у вас завалялся трансформатор для микроволновой печи (MOT), то вы уже на полпути. Кстати, в 2006 году мы рассмотрели сварочный аппарат для дуговой сварки в микроволновой печи.0003
Нам также понадобился медный провод большого сечения. Мы использовали около четырех футов проволоки 4AWG, чтобы построить аппарат для точечной сварки на фотографии. Другие материалы включали лом 2×6, 2×2, два медных винтовых наконечника, два медных сварочных кабельных наконечника, два сварочных наконечника MIG, две оцинкованных угловых скобы 4″ x 3/4″, винты для гипсокартона и три шайбы.
Другие материалы включали лом 2×6, 2×2, два медных винтовых наконечника, два медных сварочных кабельных наконечника, два сварочных наконечника MIG, две оцинкованных угловых скобы 4″ x 3/4″, винты для гипсокартона и три шайбы.
На фото выше рабочее ТО. Первое, что нам нужно было сделать, это снять вторичные катушки. А именно обмотка высокого напряжения и обмотка низкого напряжения. Мы использовали угловую шлифовальную машину с отрезным кругом, стараясь не срезать первичную обмотку.
Вырезаем вторичный заподлицо с сердцевиной ламината ТО. Обе стороны МТ должны быть обрезаны. Осмотрите МТ на наличие признаков того, что ламинат был приварен. Мы обнаружили, что сварные MOT могут выдержать немного больше злоупотреблений, чем их герметичные аналоги. Если возможно, постарайтесь сохранить нетронутой изоляцию сердечника, где будет намотана вторичная обмотка. Хотя это не остановит шоу, если изоляция будет повреждена. Изоляция немного облегчает обмотку толстой вторичной обмотки.
После удаления вторички у нас получилось что-то похожее на фото выше. Если материал магнитного шунта выпадет, обязательно замените его, как это было раньше. Шунт удерживает ядро от передачи слишком большой мощности на вторичную обмотку. Магнитный балласт, если хотите. Шунт управляет насыщением сердечника. Проект грубой силы, подобный этому, полагается на такой шунт для правильной работы.
Перемотка MOT с 4AWG — это не прогулка в парке. Если вы повредили изоляторы жил, мы предлагаем обмотать их изолентой. Это поможет избежать повреждения изоляции провода при его протягивании через жилу. Наш опыт показывает, что 3-4 обмоток достаточно. В конце концов, этот аппарат для точечной сварки полагается на высокий ток и предельное сопротивление. Не высокое напряжение.
Мы позаботились о том, чтобы вторичная катушка была намотана по спирали, чтобы завершить вторичную обмотку.
Мы установили ТО и 2×2 на базу 2×6. В этой конкретной сборке использовались 12-дюймовые колеса 2×6 и два 7-дюймовых колеса 2×2. Эти размеры могут работать или не работать в зависимости от физического размера вашего MOT. Единственная важная часть здесь — это максимально короткая длина провода.
Эти размеры могут работать или не работать в зависимости от физического размера вашего MOT. Единственная важная часть здесь — это максимально короткая длина провода.
После установки нижней челюсти мы также прикрепили угловые скобы. Было обнаружено, что запасная часть 2×2 в качестве прокладки хорошо работала для выравнивания верхней и нижней челюсти. После того, как верхняя челюсть была выровнена, мы прикрепили ее к угловым брекетам с помощью винтов. Это сформировало шарнирную часть челюсти.
На рисунке выше показан наконечник для сварки MIG и медный наконечник винтового типа. Это улучшение по сравнению с предыдущей моделью, которую мы построили. Первоначально мы использовали медную трубку с отверстием и кусок заземляющего провода 6AWG в качестве сварочного электрода. Заземляющий провод удерживался на месте винтом, который ввинчивался внутрь медной трубки перпендикулярно электроду. Это было очень грубо, но это сработало. Этот новый метод гораздо более практичен.
Вот два электрода, готовые к установке на нижнюю и верхнюю челюсти. Мы дважды проверили электроды MIG, чтобы убедиться, что они затянуты. Неплотное соединение будет отводить тепло от сварного шва.
Равномерно выравнивая сварочные электроды, мы старались сохранить верхнюю челюсть в естественном положении, в котором она была установлена. Это позволило сохранить плоскую контактную поверхность сварочных электродов. После того, как мы убедились, что электроды выровнены должным образом, губки были отмечены. Затем мы просверлили небольшое отверстие. Поскольку мы монтировали с зерном 2×2, отверстия помогли защитить от раскола 2×2.
С установленными электродами мы отрезаем провод до нужной длины. Мы никогда не режем ровно столько, сколько нам нужно. Мы всегда режем больше, чем нам нужно. Это эмпирическое правило должно применяться ко всей электропроводке. Ведь гораздо проще отрезать лишнее, чем намотать новую вторичку.
Мы согнули провода примерно в том положении, в котором они должны были быть собраны, и зачистили провод, готовясь к обжимным наконечникам для сварки. Здесь также рекомендуется снимать больше, чем необходимо. Просто отрежьте лишнее после определения глубины выступов. Никогда не обжимайте изоляцию наконечником. Это создаст потенциальную проблемную зону из-за потери проводимости.
Здесь также рекомендуется снимать больше, чем необходимо. Просто отрежьте лишнее после определения глубины выступов. Никогда не обжимайте изоляцию наконечником. Это создаст потенциальную проблемную зону из-за потери проводимости.
Использование хорошего неизолирующего обжимного инструмента для закрепления провода. Мы осмотрели обжим и устроили ему испытание на растяжение. Просто потяните за провод, если он ослаблен, он вытянется. Если он не вытягивается, значит, был сделан соответствующий обжим, подходящий для высокого тока.
Гофрированные проволоки крепились к сварочным электродам винтами. Мы были осторожны, чтобы не перетянуть винты. Если бы шуруп для гипсокартона вырвался из дерева, нам пришлось бы использовать вместо него шуруп большего размера. После того, как оба сварочных электрода были закреплены на губках, мы выровняли электроды. С помощью плоскогубцев согнули электроды так, чтобы они равномерно соприкасались друг с другом. Электроды уже должны быть достаточно близко, так как они были выровнены перед сверлением.
Мы открыли челюсти и подключили первичную часть к электрическому шнуру, а затем проверили вторичную. Если выключатель срабатывает, проверьте следующее:
- Вторичная обмотка закорочена (клещи закрыты)
- Магнитные шунты отсутствуют или неправильно переустановлены
- Неисправная проводка к первичной обмотке или короткое замыкание первичной обмотки
- Слишком большая нагрузка на тестовую цепь или недостаточная мощность выключателя
Мы соблюдали правила электромонтажа. Также подчеркивается, что это сварочный аппарат, и он должен иметь выделенную цепь, как и любой другой сварочный аппарат.
При физическом отключении питания мы проверили выравнивание сварочного электрода по отношению к материалу, с которым собирались работать. Перед подключением питания и выполнением начальной сварки мы соблюдали несколько правил техники безопасности. Это сварочный аппарат, и он будет производить очень высокие температуры.