Метод точечной сварки для кузовов и мелких деталей: технология, применения, приспособления
Самый популярный метод сварки металлов, контактный, имеет некоторые разновидности. Одна из них – точечная сварка. Принцип действия здесь несколько сложнее, чем при других видах сварочного процесса.
Базируется он на возможности выполнения сварочного шва на соединяемых металлических частях при помощи электродов.
Нужной силы ток (он зависит от толщины металла) дает возможность нагреваться и расплавляться металлу в частях соприкосновения его с электродами, после чего и происходит образование шва.
Точечный способ сварки мелких деталей
В месте соприкосновения электрода с металлом образуется сварное ядро, и именно в нем усилия, прилагаемые к электроду, делают металлические части после нагревания и расплавления соединенными между собой и более крепкими.
Именно это ядро во время точечной контактной сварки является самым важным и чтобы соблюсти при таком методе качество, прочность и нужные размеры, стоит знать:
- Перед началом работ поверхность должна быть очищена от ржавчины, краски, масла и других загрязнений.

- Безошибочно выбранный режим силы тока позволит справиться с работой достойно.
- Усилие, прилагаемое во время сварки, прямо пропорционально диаметру электрода.

Выбираете сварочный аппарат для работы с разными типами металлов? Читайте о видах сварочных аппаратов и сравнение их характеристик.
А если вам нужен простой компактный аппарат для дома, смело выбирайте инвертор. Узнаете здесь подробнее о параметрах и потребляемой мощности сварочного инвертора.
Технология точечной сварки мелких деталей
Технология точечной сварки одна из самых сложных, требующих высокой квалификации специалиста, но она позволяет одновременно заваривать несколько слоев металла.
Когда же электрод будет прикасаться к металлу только с одной стороны, тогда заваривать можно не больше двух частей за один раз.
Односторонняя точечная сварка широко используется, как в приборостроении, так и в машиностроении.
За счет уменьшения значения сварочного тока при шунтировании, но увеличения силы расплавления нижнего листа металла, повышается качество его соединения с верхней деталью. При таком способе используется циклы сварки.
При таком способе используется циклы сварки.
- Номинальное усилие сжатия электродов на процент от 40 до 80 дает первоначальный нагрев верхней детали. При этом происходит ее электрическое сопротивление.
- После нагрева, второй сварочный импульс дает возможность току выполнить в месте сварки соединение нужного размера, опять-таки при номинальном усилии сжатия. Но во время этого цикла значение тока шунтирования, соприкасающегося с верхней деталью, уменьшается.
Когда задействован только один импульс сварочного тока, используется его плавное нарастание в мягком режиме при повышении усилий сжатия электродов. Метод более экономичный, но настолько же не практичный.
Низкое сопротивление при шунтировании не дает возможности качественного проплавления нижней детали, что, в конечном итоге, ухудшает качество соединения.
Для контактного соединения деталей самыми действенными являются аппараты с жидкостным охлаждением, где температура электродов постоянно снижается водой, при этом электроды для точечной сварки обязаны иметь высокую стойкость рабочей поверхности.
Соединение мелких частей точечной сваркой
Специалисты, умеющие запаять мелкие детали, что возможно только методом точечной сварки, – на вес золота. Аппараты для ручной точечной сварки стоят недешево, есть далеко не у всех, да и соблюсти технологию, когда прогревается нижняя деталь до определенной температуры, достаточно сложно.
Те, кто способны справляться с пайкой деталей ноутбука, компьютера, владеют и техникой точечной сварки аккумуляторов. Она нужна тогда, когда в какой-нибудь прибор нужен аккумулятор, возможно, нестандартной формы. Выполнить его можно путем соединения обычных батареек.
Самый простой, но не правильный способ, – это спаивание банок обычным паяльником. Такая конструкция не прослужит долго, а еще, скорее всего, выведет из строя устройство, так как сильный нагрев аккумулятора обеспечен.
Правильный способ – это сверхточное точечное заваривание. Именно так можно обеспечить надежный контакт между своеобразными банками батареи. Провод должен быть присоединен к батарее лепестками, которые затем будут припаяны к аккумулятору.
Самостоятельная точечная сварка в домашних условиях может быть выполнена при помощи самодельного аппарата. На промышленных предприятиях мощные профессиональные аппараты способны выполнять по 600 точек в минуту.
Умельцы изготавливают качественные аппараты из трансформатора микроволновой печи. Из него удаляют вторичную высоковольтную обмотку, магнитные шунты. Затем несколько новых деталей, прочное соединение их с основой – и аппарат готов.
Для скрепления небольших металлических изделий отлично подойдет холодная сварка. Читайте про применение холодной сварки в быту.
Соединение полипропиленовых труб осуществляется их нагревом и сплавлением. По этому адресу описаны методы применения аппарата для сварки полипропилена.
При проведении сварочных работ с использованием сварочной проволоки нужно удостовериться, что такой расходный материал соответствует обрабатываемому металлу. В этой статье приведены рекомендации по работе со сварочной проволокой нержавейкой.

Точечная сварка алюминия
Проще всего соединить алюминиевые детали шовным способом или точечной сваркой. Но высокая электрическая проводимость этого металла влечет за собой его сильный перегрев, поэтому во время работы очень часто используются теплоизолирующие стальные прокладки.
Точечная сварка алюминия предполагает, что эти прокладки не будут привариваться к деталям.
Перед началом работ, алюминиевые детали зажимают прессом точечной машины и обеспечивают постоянное, но небольшое, электрическое сопротивление той пленки оксидов, что образуется при нагревании алюминия. Его средняя величина – до 300 мкОм.
При этом точечная сварка алюминия и его сплавов нуждается в токе большой мощности. Когда необходимо заварить алюминиевые детали толщиной до 3 миллиметров, диаметр точечного ядра будет от 8 до 11 миллиметров.
Схемы точечной сварки, в том числе и алюминия, предполагает протекание тока без шунтирования от верхней детали к нижней.
Точечная сварка по кузову
Мастера знают, как тяжело сделать точечную сварку на кузове, когда к нужному участку не подобраться с обратной стороны.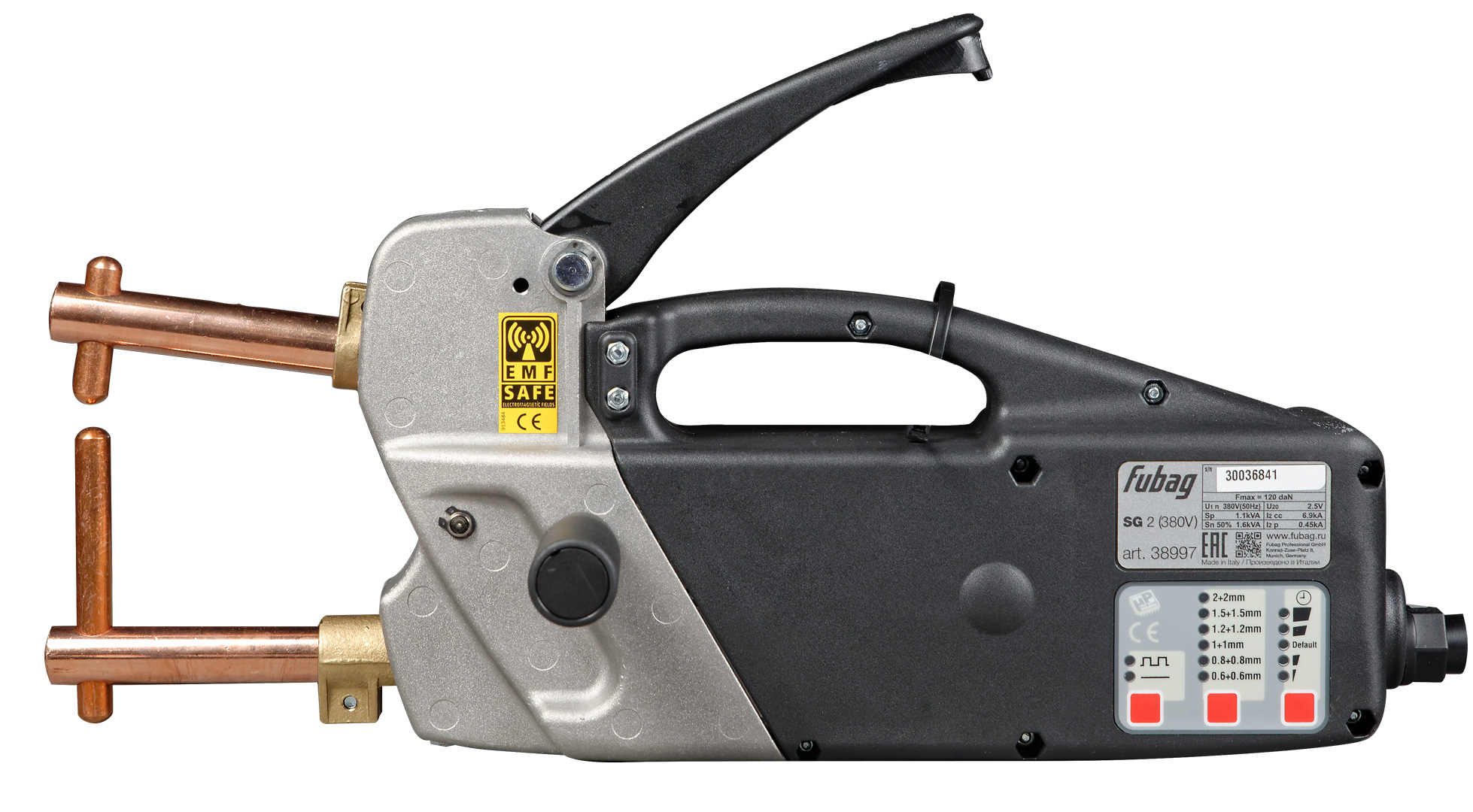 В этом случае процесс проходит без присадочного материала, в качестве источника тепла выступает нагрев током большой силы.
В этом случае процесс проходит без присадочного материала, в качестве источника тепла выступает нагрев током большой силы.
Металл нагревается до плавления, ток сразу же отключается, а расплавленный металл, сжимаясь, образует стержень. Сварочное ядро при соблюдении технологии и после шлифовки не оставляет следа.
Точечная сварка для кузовных работ проводится споттером. Для одностороннего соединения, работы выполняются в такой последовательности:
- Выделение тепла в точке контакта.
- Поступление тока.
- Выравнивание локальной части поверхности.
- Повторение этапа с выделением большого тепла и так далее.
Работая со сварочным аппаратом нужно обязательно пользоваться защитным щитком. Сварочный щиток хамелеон обеспечит удобство использования и полную защиту глазам.
Современные сварочные аппараты могут подключаться даже к комнатной розетке. На этой странице можно прочитать рекомендации о том, как использовать сварочный аппарат в домашних условиях.
Работая со сварочным оборудованием важно понимать его внутреннее устройство. Читайте тут про устройство сварочного полуавтомата.

Медленное выравнивание вмятины, буквально по миллиметрам, не разрушает целостности металла. Можно проводить заваривание кузова и другим способом.
В этом случае принцип работы точечной сварки следующий:
- Стыкование деталей, их зажим между двумя электродами.
- Пронизывание толщины всех деталей электрическим током на протяжении нужного времени.
- Прессование во время выключения подачи тока, в этот момент продолжается усилие по сжатию, что дает возможность равномерному затвердеванию металла.
Во время таких работ очень важно правильно определить режим точечной сварки, при котором не произойдет перегрев нижней детали и не образуется дыра в поверхности.
Сварка конденсаторная
Конденсаторная точечная сварка – осуществляется за счёт использования ранее запасенной энергии. Данная энергия накапливалась в конденсаторах во время их зарядки от выпрямителя. Когда в нужный момент будет происходить разрядка, энергия преобразуется в теплоту.
Когда в нужный момент будет происходить разрядка, энергия преобразуется в теплоту.
Разновидности:
Без трансформаторная. В процессе конденсатор подключен непосредственно к деталям. Его разряд начинается в то время, когда происходит удар по верхней детали.
Начинается оплавление торцов, в результате чего они соединяются. Используется такой вид при стыковом методе.
Трансформаторная. Здесь конденсаторы разряжаются на первичную обмотку трансформатора, а детали зажаты между электродами вторичной цепи. Трансформаторная разновидность применяется при точечном и шовном методе заваривания деталей.
Из других методов можем посоветовать плазменную сварку, которая способна работать с металлом больше толщины. А также более функциональную и универсальную сварку полуавтомат.
Точечная сварка – это высокотехнологический метод заваривания деталей, доступен он, в основном профессионалам. Но при неукоснительном соблюдении технологии, результат должен быть весьма достойным и, что немаловажно, места таких соединений будут абсолютно незаметны.
Читайте также:
- Особенности аргонодуговой сварки Аргонодуговая сварка получила такое название из-за специфики своего действия: в среде инертного газа-аргона возникает дуговой разряд, который ведет […]
- Лазерная сварка При сваривании металлической поверхности с помощью лазерной сварки весь процесс осуществляется лазерным лучом, который генерируется квантовым […]
что это? Точечная сварка своими руками из микроволновки или трансформатора, схема машины контактной сварки, ГОСТ, виды и применение
С давних времен люди использовали сварку, но процесс создания неразъемного соединения сильно отличался от метода, используемого в наши дни. Две металлические детали накаливали на огне, затем колотили специальным молотом. Поговорим о контактной сварке.
Поговорим о контактной сварке.
Что это такое?
Для соединения металлических элементов маленького размера или тонких пластин применяется один из самых востребованных методов – это контактная сварка. Принцип работы заключается в быстром нагреве плоскостей до состояния размягчения при помощи подачи электрического тока, который далее трансформируется в тепловую энергию, и одновременной деформации деталей в месте сваривания. В результате этих действий получается сварной шов. Качество полученного шва определяется согласно стандартам ГОСТа – прочность на разрыв или сдвиг.
Аппарат для сварки имеет два основных узла.
- Механический – здесь находятся электроды, в установках для точечной сварки они выглядят как зажимные щипцы, в аппаратах для сварки швом это ролики.
А также приводы сжатия и вращения, зажатия и осадки.
- Электрический – эта конструкция состоит из сварочного трансформатора, регулятора напряжения (этот элемент переключает количество витков в первичной обмотке), вторичного контура (через него электрический ток проходит к свариваемым деталям), прерывателя первичной цепи (он служит для включения и выключения тока), регулятора цикла (это устройство регулирует все необходимые параметры – последовательность операций, длительность и другие).
Также в машине для сварки есть и вспомогательные блоки.
- Пневмогидравлический – здесь присутствуют фильтры, элементы, смазывающие движущиеся детали, система, которая подводит поток воздуха к приводу сжатия, система, регулирующая давление.
- Водное охлаждение сварочного аппарата.

Плюсы и минусы
- Высокая скорость работы, если сравнивать с другими методами сварки, контактная создает более прочный шов.
- Создание одной сварочной точки происходит минимум за 0.1 секунды. Опытный сварщик за одну минуту может сделать до 600 соединений.
- Достаточно экономичный способ, так как для создания контактного соединения не требуются вспомогательные элементы – электроды, проволока для присадки, флюсы и т. д.
- Деформация металла незначительная и проявляется только в местах соединения.
- Несложный процесс, с которым справится новичок и сварщик средней квалификации.
- Контактные электроды имеют долгий срок эксплуатации и не изнашиваются длительное время.
- Самый безопасный метод сварки, так как риск возгорания сведен к минимуму.
- Контактная сварка экологически чистая – она не влияет на здоровье человека и окружающую среду.
- Благодаря высокой скорости подачи тока тепло формируется только в самом металле – это исключает нагрев всей заготовки, а также тепловые потери в процессе работы.
- Оборудование для сварки также облегчает процесс – когда ток подходит к деталям, яркая вспышка не образуется, не нужно тратить средства на оборудование для зоны обработки.
- Контактная сварка может применяться на заводском производстве конвейерным способом, когда работа происходит непрерывно.
 д.
д.Не обошлось и без недостатков, о которых необходимо помнить во время работы.
- Аппараты для контактной сварки стоят дорого, не каждый пользователь может их приобрести.
- Действие электрического тока должно быть минимум 1000 ампер. Питание от источника должно быть достаточно мощным.
- Швы, полученные методом контактной сварки, не такие герметичные, как при использовании технологии с применением электродов.
- Сварщику нужно обязательно следить за поступающим напряжением в области сварки – оно не должно соответствовать заданным параметрам.
- Есть ограничения, касающиеся размеров свариваемых деталей.
- Для шва большого размера необходима большая сила и мощность электрического тока.
Виды
Контактная сварка представлена несколькими видами, которые применяются в своей сфере.
Точечная
Точечная сварка – это более востребованный вид, применяющийся в быту и на производстве.
Электроконтактная точечная сварка может быть односторонней и двусторонней. Соединение, полученное односторонним способом, не такое прочное, но с ним можно получать одновременно несколько точек – таким образом работают многоточечные сварочные машины.
Двусторонняя или нормальная сварка более востребована, здесь работают два электрода.

Для обработки металла есть два режима.
- Мягкий – применяется для заготовок из закаленной стали. Электрический импульс, проходящий через элементы, имеет малую силу тока и большую продолжительность. Мощность низкая, а нагрев плавный. Подходит для применения в быту.
- Жесткий – свариваются цветные металлы с добавлением меди и алюминия, легированные стали. В жестком режиме сила сжатия сварочных клещей и сила тока больше, чем в мягком. В зависимости от того, какая толщина у металла, длительность передаваемого импульса может составлять до сотой доли секунды. Такой режим, благодаря высокой производительности востребован на производстве.
- универсально-стационарные;
- универсально-переносные;
- специализированно-стационарные или многоточечные;
- пресс для рельефной сварки,
Многоточечные установки делятся на два вида, в аппаратах первого типа – двухэлектродных на поверхность подводятся два электрода, в аппаратах второго типа – многоэлектродных подводятся все электроды одновременно, но электрический импульс проходит только через каждые две точки последовательно.
В точечных установках электроды находятся в специальных электрододержателях, которые крепятся к хоботам сварочной машины. Нижний хобот неподвижный, верхний же может перемещаться. В них есть специальные каналы для подачи воды охлаждения.
Сами электроды изготавливают из сплава хрома, цинка и меди или из холоднотянутой красной меди. Для производства электрододержателей используется латунь.
Рельефная
Рельефная – это вариант сварки точечного типа. Здесь на свариваемых деталях заранее подготавливают рельефы разной формы. Металлические заготовки прижимаются с двух сторон плоскими электродами, нагрев происходит только на выступах (рельефах).
Шовная
Метод шовной или роликовой сварки используется для соединения листового металла, который располагается внахлест. Принцип действия этого метода такой же, как и у точечной, но вместо конусных электродов здесь используются дисковые. Один диск является движущимся, второй работает за счет силы трения. Разогрев и зажим заготовок происходит роликами, получается прочный диффузный шов.
Шовная сварка может проходить в нескольких режимах.
- Ролики движутся непрерывно, и подача тока тоже происходит непрерывно.
- Ролики движутся непрерывно, а подача тока прерывается.
- Движение роликов прерывается, и подача тока также прерывается.
Стыковая
При стыковой электроконтактной сварке нагрев происходит во всей области соприкосновения металлов друг с другом. Стыковая сварка может проходить двумя методами.
- Сопротивлением – заготовки очень плотно прижимаются в месте соединения, затем через них пропускают электрический импульс. После того как шов нагрелся и размягчился, электрический ток отключают. А заготовки остаются сжатыми, пока не произойдет их осадка. Когда шов затвердел, процесс заканчивается. Для работы с сопротивлением поверхности подгоняют и зачищают. Если будут присутствовать какие-либо неровности или зазоры – соединение получится непрочным. Используется этот метод для сварки сплавов из меди и алюминия, а также для низкоуглеродистых сталей.
- Оплавлением – в этом способе места соединения заготовок предварительно разогревают с помощью тока, затем медленно соединяют их между собой. Далее проводят осадку.
 Если будут присутствовать какие-либо неровности или зазоры – соединение получится непрочным. Используется этот метод для сварки сплавов из меди и алюминия, а также для низкоуглеродистых сталей.
Если будут присутствовать какие-либо неровности или зазоры – соединение получится непрочным. Используется этот метод для сварки сплавов из меди и алюминия, а также для низкоуглеродистых сталей.Главный недостаток сварки оплавлением – расплавленные металлические элементы могут сгорать или разбрызгиваться. Этот метод подходит для соединения деталей из разных сплавов.
По тому, как будет осаживаться готовый шов, сварочные аппараты для стыковой сварки делят на три вида.
- С рычажно-эксцентриковой системой подачи и осадки. Здесь также есть механизм для обжига свариваемой зоны в зажимах аппарата.
- Установки для сварки методом оплавления или для оплавления с дополнительным подогревом. В системе аппарата есть встроенный привод осадки с пружинной системой, благодаря чему возможна сварка сопротивлением. У машин данного типа система подачи и осадки – ручная.
- На аппаратах третьего вида процесс сварки проходит оплавлением без перерыва, предварительно подогретых стыков металлических листов. Цикл может быть автоматический или полуавтоматический.
 В системе аппарата есть встроенный привод осадки с пружинной системой, благодаря чему возможна сварка сопротивлением. У машин данного типа система подачи и осадки – ручная.
В системе аппарата есть встроенный привод осадки с пружинной системой, благодаря чему возможна сварка сопротивлением. У машин данного типа система подачи и осадки – ручная.Отдельно стоит отметить такую сварку, как конденсаторная – это вид сварки накопленной электроэнергией. В конденсаторах есть запасенная энергия, которая во время разряда трансформируется в тепловую энергию. Есть два способа конденсаторной сварки.
- Безтрансформаторная или ударная – конденсатор подключается сразу к металлу. Во время удара одного элемента о второй происходит разряд конденсатора, в это время кромки металлов оплавляются, а затем свариваются во время усадки. Применяется для стыковой электросварки.
- Трансформаторная – здесь конденсаторы разряжаются на первичный контур (обмотку), а во вторичном узле располагаются уже зажатые электродами детали. Используют для точечной или шовной сварки.
 Применяется для стыковой электросварки.
Применяется для стыковой электросварки.Сферы применения
Область, в которой применяется электроконтактная сварка, довольно большая – это могут быть и массивные конструкции. Например, космические летательные аппараты, а также миниатюрные полупроводники и микросхемы. Сваривать можно детали практически из любых металлов – высоколегированные и низкоуглеродистые стали, нержавеющие стали, различные сплавы. Точечный метод используется в производстве автомобилей, вагонов, летательных аппаратов, аккумуляторов, в строительстве и радиоэлектронике. Толщина соединяемых элементов варьируется от нескольких микрометров до 3 сантиметров.
Точечный метод используется в производстве автомобилей, вагонов, летательных аппаратов, аккумуляторов, в строительстве и радиоэлектронике. Толщина соединяемых элементов варьируется от нескольких микрометров до 3 сантиметров.
Шовная электроконтактная сварка используется для производства влагонепроницаемых емкостей. Шовной сваркой получают прочноплотные соединения в приборостроительной сфере. Рельефным методом сваривают кронштейны и листовые детали. Например, для кузовного ремонта автомобилей, для крепления дверных петель, для соединения крепежей. У стыковой электросварки сфера применения довольно ограничена из-за того, что сложно обеспечить равномерный нагрев стыков.
В основном используется для сваривания трубопроводов, рельсов (для создания железной дороги в стационарных или полевых условиях), проволоки или различных стержней.
Как сделать машину для сварки своими руками?
Процесс контактной сварки можно осуществить при помощи специальных установок или при помощи самодельных, сделанных своими руками. Стандартная сварочная техника для электроконтактной сварки не подойдет.
Стандартная сварочная техника для электроконтактной сварки не подойдет.
Из трансформатора
Создать простой аппарат для сварки точечным методом в домашних условиях можно из обычного трансформатора. Для этого не нужны специальные схемы и оборудование. Разбирать сердечник нет необходимости, нужно просто спилить и высверлить вторичную обмотку – обычно она находится вверху. С помощью ножовки по металлу срезается вторичная обмотка, во время работы нужно соблюдать осторожность и аккуратность, чтобы не нарушить целостность первичной обмотки. А сверлом по металлу удаляются остатки.
Теперь понадобится многожильный провод в изоляции, около 5 – 7 метров. Его наматывают на трансформатор: высота – 6 рядов; толщина – 3 слоя. Должно выйти 8 – 10 витков. Обмотка не должна быть слабой и болтаться. Направление вторичной намотки должно быть в ту же сторону, что и у первичной. Выводы первичной обмотки подсоединяются к шнуру питания, а вторичной – к сварочным кабелям. На кабель устанавливается электрододержатель и медный электрод, размер которого подбирается в зависимости от силы тока.
Выводы первичной обмотки подсоединяются к шнуру питания, а вторичной – к сварочным кабелям. На кабель устанавливается электрододержатель и медный электрод, размер которого подбирается в зависимости от силы тока.
Из микроволновки
Для работы понадобятся две микроволновки, а точнее – два трансформатора, которые находятся внутри. Они характеризуются как повышающие – напряжение в 220 вольт преобразуют в 2.5 киловольт. Мощность достигает 1200 ватт. Для начала нужно разобрать технику и демонтировать трансформаторы. Весь процесс работы проходит так же, как и при создании сварочного аппарата из трансформатора, только в данном методе их используется два, соответственно, и провода понадобится больше – около 11 – 13 метров. Его наматывают на каждый трансформатор. Включаются они последовательно – можно сделать механизм одним проводом, а можно двумя, но потом соединить их.
Его наматывают на каждый трансформатор. Включаются они последовательно – можно сделать механизм одним проводом, а можно двумя, но потом соединить их.
Затем параллельно подключаются обмотки на 220 вольт, для этого можно взять автомобильные наконечники с термоусадочной трубкой. Для удобства оба трансформатора можно монтировать на деревянную доску. Так как в процессе сварки трансформаторы сильно нагреваются, нужно давать время им остыть. Для тонкого металла такой самодельный станок не подойдет, так из-за высоко напряжения его попросту разрежет.
Для уменьшения подачи импульса можно использовать резистор. Для этого отрезок стального провода подключается к цепи низковольтной обмотки.
Из сварочного аппарата
Изготовление споттера из инвертора (сварочного аппарата) – один из популярных способов создания контактной электросварки своими силами. Различные модификации споттера можно найти в сети интернет на различных чертежах и схемах, главное – разобраться в обозначениях. Для сборки конструкции понадобятся следующие материалы.
Различные модификации споттера можно найти в сети интернет на различных чертежах и схемах, главное – разобраться в обозначениях. Для сборки конструкции понадобятся следующие материалы.
- Трансформатор.
- Тиристор.
- Реле.
- Контроллер.
- Диодный мост.
- Переключатель контактов.
- Сварочный инвертор.
- Кнопки, регулирующие работу.
До трансформатора должен быть подключен диодный мост. К нему подсоединяется тиристор. Трансформатор нужен для подачи питания в узел управления в цепи. Силовой кабель следует подбирать в зависимости от мощности сварочного станка – от 70 мм2. Длина провода на массу – 1. 7 метров, для подсоединения молотка – 2.1 метров.
7 метров, для подсоединения молотка – 2.1 метров.
Внешняя обмотка трансформатора создается из медной проволоки размеров – 4, 5, 6. Если в оборудовании будет использоваться батарея, то медный провод можно заменить на алюминиевый. Главный механизм в устройстве споттера – это пистолет. Его можно заменить деталью от полуавтоматической сварки или приспособлением для строительного клея. Если «под рукой» не оказалось тиристора и диодного моста, в качестве замены можно взять симистры.
Работа самодельного споттера проходит в следующем порядке.
- Через кнопку питания подается сигнал на конденсатор, он включается, а вместе с ним тиристор и резистор.
- Через диоды подается электрический импульс на трансформатор.
- Затем электрод начинает «свариваться» с обрабатываемой поверхностью.
- После того как конденсатор разрядился, тиристор должен закрыться, а от трансформатора отходит электрический ток.
- На этом работа сварочной установки закончена, кроме конденсатора, который начинает заряжаться от трансформатора.

Сварочный процесс
Независимо от того, какая технология применяется для сварки стали, меди, нержавейки и других металлов, процесс включает несколько этапов.
- Для более плотного соприкосновения деталей поверхности нужно предварительно обработать, так напряжение электроэнергии будет одинаковым по всей поверхности. Для получения ровной поверхности материал обрабатывают механическими способами.
- После чего детали помещают в специальные зажимные клещи сварочной установки. Прижать детали можно и вручную, но из-за недостаточного давления качество шва будет хуже.
- На свариваемые детали поступает электрический импульс, который преобразуется в тепло и плавит металл – образуется ядро. Так как на поверхности оказывается давление, выплескивание ядра не происходит.
- После того как ток был отключен, остывшее ядро образует сварочный шов. Если варить правильно с соблюдением технологии, то прочность шва не будет уступать прочности металла.
 Так как на поверхности оказывается давление, выплескивание ядра не происходит.
Так как на поверхности оказывается давление, выплескивание ядра не происходит.Дополнительно
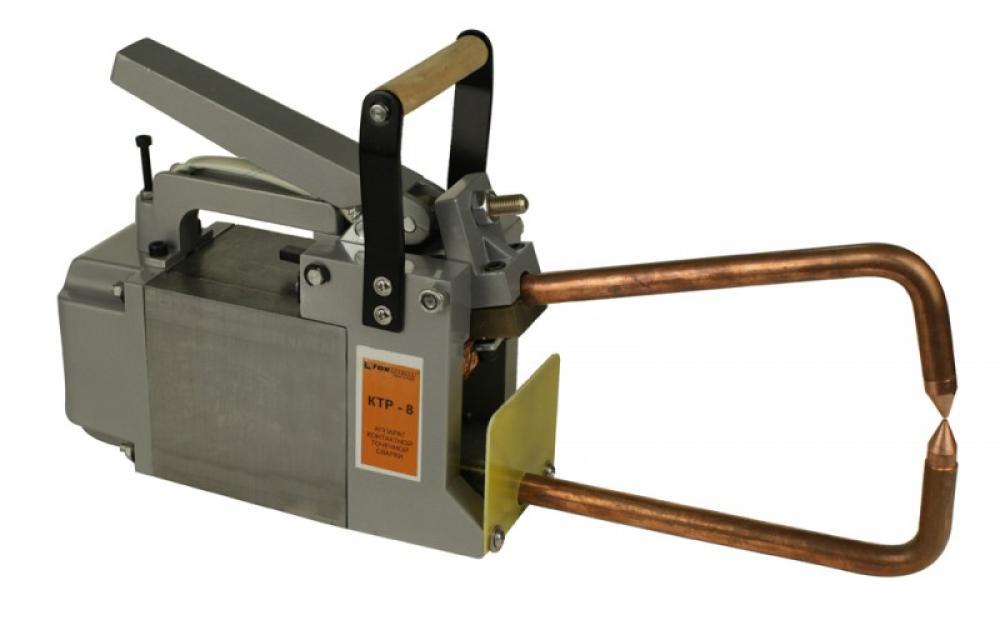
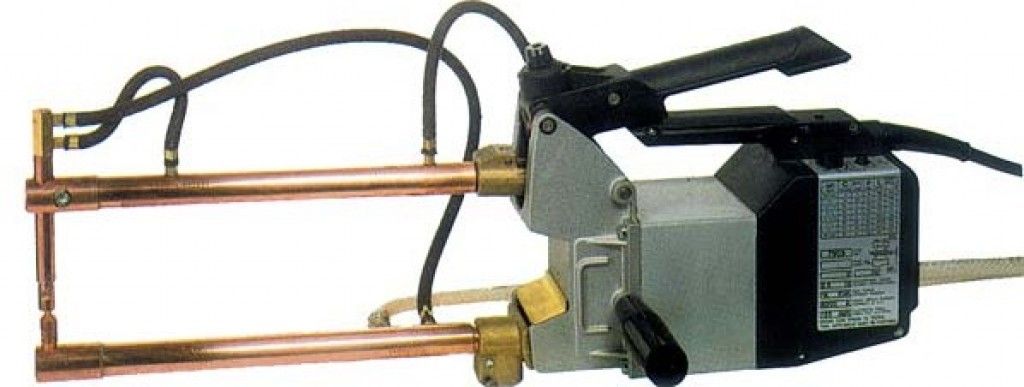
- Для работы с большими деталями или труднодоступными местами применяют сварочные пистолеты или переносные клещи.
- При сварке алюминия используются специальные электроды с наконечниками – это нужно для того, чтобы избежать образования вмятин на поверхности.
- Точечную сварку иногда приходится убирать при помощи высверливания, например, для ремонта автомобилей. Для этого есть специальные фрезы или сверла для высверливания.
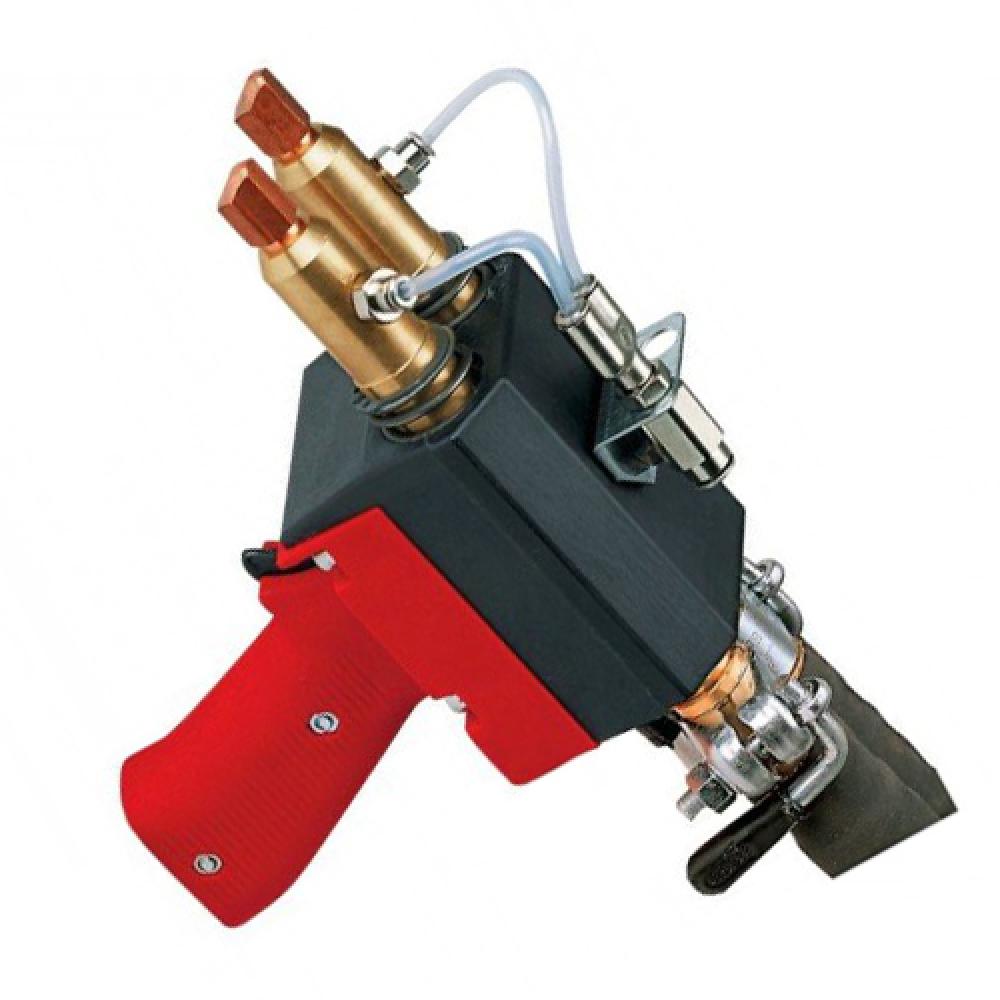
- Для бытовых работ обычно приобретают компактных аппараты с регулятором мощности. Самый востребованный – это споттер. У него низкая цена, в конструкции отсутствуют зажимные клещи, а импульс передается через вывод, подводимый сразу к электроду и детали.
- Перед началом сварки можно потренироваться в подборе оптимального импульса. На таймере аппарата для точечной сварки можно менять длительность импульса, для разных материалов он будет разный (например: для проволоки 2 – 3 миллиметра нужен не сильно длинный импульс, иначе возможен прожог; а для соединения арматуры чуть больше, чтобы место сварки было прочным).

Возможные дефекты
Во время работы могут возникать дефекты, негативно сказывающиеся на конечном результате.
- Прожог – этот дефект появляется из-за большого напряжения, из-за продолжительного импульса или при сильном сжатии деталей. Перегретый металл начинает стекать, образуется отверстие, в итоге сваренные края можно легко оторвать. Чтобы избежать этого, нужно уменьшить силу подачи электрического тока и силу прижима.
- Расплескивание металла – в процессе работы из точек соединения начинают вылетать искры. Возникает это из-за сильного сжатия элементов или из-за слабой подачи импульса длительное время. Металл начинает выходить за контуры «ядра», а в этом месте образуются пустоты – прочность соединения нарушается.
- Непровар – появляется из-за слабо-подаваемого тока, недостаточной силы прижима или ослабленных щипцов. Возникает непровар, если места сварки находятся рядом.
- Уменьшение размера сварки – возникает из-за непродолжительного импульса либо детали были не плотно сжаты.
 Перегретый металл начинает стекать, образуется отверстие, в итоге сваренные края можно легко оторвать. Чтобы избежать этого, нужно уменьшить силу подачи электрического тока и силу прижима.
Перегретый металл начинает стекать, образуется отверстие, в итоге сваренные края можно легко оторвать. Чтобы избежать этого, нужно уменьшить силу подачи электрического тока и силу прижима.В месте соединения в результате такого дефекта возникает несколько микроточек – такое соединение нельзя охарактеризовать как прочное.

В следующем видео вас ждет современный процесс точечной сварки металлических предметов.
Точечная и дуговая сварка
Точечная сварка
Точечная сварка металла является одним из видов контактной сварки. По принципу действия это один из наиболее простых способов:
— ток требуемой силы подается через металлические поверхности свариваемых частей и одновременно через электроды;
— после такого воздействия происходит разогрев и плавление металла;
— в месте соприкосновения электрода и металла возникает ядро сварной точки;
— благодаря возникновению ядра происходит скрепление деталей, которые свариваются друг с другом за счет атомного приближения металлов и возникновения взаимного атомного притяжения.
Для обеспечения стабильного и качественного процесса точечной сварки, свариваемые части должны быть предварительно зачищены и обезжирены. Кроме того, следует обеспечить условия для последующего охлаждения сварного соединения и всего изделия. Для этого необходимо учитывать особенности данного металла, чтобы сварное соединение не пришло в негодность.
Обычно точечная сварка применяется, когда необходимо соединить два металлических элемента толщиной не более 5-6мм. Связано это с тем, что в процессе сварки на каждый из электродов воздействует осадок, образующийся при сварке, что уменьшает его срок службы. Часто прочность сварной точки, а также всего соединения в целом имеет отношение к диаметру ядра сварной точки. Сам же диаметр зависит от толщины металла, силы тока, давления и временного промежутка прохождения тока сквозь металл. Отсюда можно сделать вывод, что повышение промежутка прохождения тока по электродам и металлическим частям одновременно увеличит ядро сварной точки. Повышение размеров ядра ведет к ослабеванию внешней оболочки и уменьшению прочности соединения. Помимо этого, передержание электродов во время сварки становится причиной растрескивания оболочки сварной точки и разлива металла в расплавленном состоянии.
Повышение размеров ядра ведет к ослабеванию внешней оболочки и уменьшению прочности соединения. Помимо этого, передержание электродов во время сварки становится причиной растрескивания оболочки сварной точки и разлива металла в расплавленном состоянии.
Различают одностороннюю и двустороннюю точечную сварку, что связано с толщиной металла, его составом и сварным соединением.
Дуговая сварка
При дуговой сварке к свариваемым частям и проволочным электродам прикладывается переменный или постоянный ток, образующий дугу. Сварочная дуга начинает гореть между электродом и основным металлом. Тепло дуги плавит основной металл, приводя к появлению сварочной ванны. Сквозь дуговой промежуток капли металла переносятся электродом в ванну. Покрытие электрода также плавится, возникает газовая защита и жидкая ванна из шлака. По траектории дуги металл сварочной ванны начинает затвердевать и появляется сварочный шов с коркой из шлака на поверхности.
Глубина расплавления основного металла представляет собой глубину проплавления, зависящую от метода сварки, расположения в пространстве, скорости движения дуги и соединения. Сварочная ванна может иметь размеры до 7мм в глубине, 8-15мм в ширине и 10-30мм в высоте. Основной металл в сварном шве составляет до 35%. При удалении дуги происходит кристаллизация и образование сварного шва.
Сварочная ванна может иметь размеры до 7мм в глубине, 8-15мм в ширине и 10-30мм в высоте. Основной металл в сварном шве составляет до 35%. При удалении дуги происходит кристаллизация и образование сварного шва.
Машина для контактной точечной сварки типа МТ и современные модели
Сварка сетки: многоэлектродная автоматическая машина контактной точечной сварки, ручная линия сварки
Компания «Росстройтех» является объединением инновационных производителей оборудования, машин для автоматической и ручной контактной сварки сетки. Оптимальное сочетание проверенных годами технологий и современных конструкторских решений позволяют нам создавать сварочные линии и машины контактной точечной сварки, соответствующие по уровню решениям ведущих европейских производителей и значительно превосходящие китайского производителя.
Талантливые сотрудники конструкторского и технологического бюро разрабатывают высокоэффективные и простые в использовании машины контактной сварки различного типа, включая МТ. Одна из наших задач – способствовать минимизации затрат клиента при производстве. Поэтому все оборудование, ручные сварочные линии или машины контактной точечной сварки, имеют в своем составе доступные, но эффективные технологии. Такой подход позволяет конечному пользователю получить полный контроль качества над выпускаемой продукцией.
Одна из наших задач – способствовать минимизации затрат клиента при производстве. Поэтому все оборудование, ручные сварочные линии или машины контактной точечной сварки, имеют в своем составе доступные, но эффективные технологии. Такой подход позволяет конечному пользователю получить полный контроль качества над выпускаемой продукцией.
Автоматическая контактная сварка на наших аппаратах – это контролируемый и эффективный процесс. Машины для контактной точечной сварки МТ, выпускаемые «Росcтройтех», являются технологичными, мощными и способными выполнять широкий круг работ. И это сказывается на их востребованности. Реализация положительного опыта зарубежных производителей и строгий учет российского потребительского рынка – основные приоритеты в нашей работе.
В своих разработках мы стремимся использовать энергосберегающие технологии. Это позволяет нашим аппаратам для автоматической или ручной контактной сварки выигрывать перед аналогами в расходах на эксплуатационное обслуживание.
Еще одно из главных преимуществ нашего предложения – это компактность сварочного оборудования. Машина контактной сварки МТ занимает минимальное пространство, поэтому для этого оборудования вам не понадобятся дополнительные свободные площади. Кроме того, оптимальные габариты и малый вес облегчают транспортировку машин контактной точечной сварки и перемещение в пределах производства.
Мы предлагаем не только современное, но и надежное оборудование. Каждая машина контактной точечной сварки или ручная сварочная линия проходят тщательное поэтапное тестирование на производстве. Поэтому в качестве своей продукции мы полностью уверены.
В настоящий момент наша компания готова предложить следующее оборудование для производства сварной сетки:
1. Ручная сварочная линия сварки сеток
- В тех случаях, когда необходимо производить плоские и широкие сварные конструкции, ручная сварочная линия является экономичным альтернативным вариантом машинам многоточечной сварки сеток. В отличие от трудоемкого труда сварщиков, наши линии обеспечивают высокую производительность при полном контроле над качеством конечного изделия.
 В отличие от трудоемкого труда сварщиков, наши линии обеспечивают высокую производительность при полном контроле над качеством конечного изделия.
В отличие от трудоемкого труда сварщиков, наши линии обеспечивают высокую производительность при полном контроле над качеством конечного изделия.2. Полуавтоматическая многоточечная машина контактной сварки сеток из мерных прутков типа МТ
- Полуавтоматическая контактная сварка требует надежного оборудования, которое обеспечило бы качество конечному изделию и простоту производства. «РосСтройТех» выпускает профессиональное сварочное оборудование, в том числе и для этих целей. Машина контактной точечной сварки представляет собой линию для изготовления сварных сеток из мерных прутков. Одна из ее особенностей – предварительная подготовка прутков. Машина контактной сварки МТ работает с заранее правлеными и нарезанными в размер прутками, которые из бункерных лотков в автоматическом режиме подаются в зону сварки.
3. Автоматические многоточечные машины контактной сварки сеток с подачей проволоки из бухт и бобин
- Автоматическая подача проволоки и рубка непосредсвенно перед сваркой сетки позволяет достичь высокой скорости и огромных объемов производства. Многоэлектродные машины сварки работают в полностью автоматическом режиме, при этом ситема бухтодержателей обеспечивает подачу продольной и поперечной проволоки в зону сварки сварочного портала для бесперебойного производства готовой сварной сетки. Станки выпускаются в стандартном и компактном варианте для размещения в цеху.
 Многоэлектродные машины сварки работают в полностью автоматическом режиме, при этом ситема бухтодержателей обеспечивает подачу продольной и поперечной проволоки в зону сварки сварочного портала для бесперебойного производства готовой сварной сетки. Станки выпускаются в стандартном и компактном варианте для размещения в цеху.
Многоэлектродные машины сварки работают в полностью автоматическом режиме, при этом ситема бухтодержателей обеспечивает подачу продольной и поперечной проволоки в зону сварки сварочного портала для бесперебойного производства готовой сварной сетки. Станки выпускаются в стандартном и компактном варианте для размещения в цеху.Категории
Воронежская областьБелгородская областьБрянская областьКурская областьТамбовская областьКалужская областьОрловская областьТульская областьЯрославская областьИвановская областьКостромская областьМоскваМосковская областьТверская областьРязанская областьСмоленская областьВладимирская областьЛипецкая областьРеспублика ДагестанСтавропольский крайЧеченская РеспубликаКарачаево-Черкесская РеспубликаИнгушетияКабардино-Балкарская РеспубликаСеверная Осетия — АланияКраснодарский крайАстраханская областьРеспублика КалмыкияВолгоградская областьАдыгеяРостовская областьКрымСевастопольСанкт-ПетербургЛенинградская областьМурманская областьРеспублика КарелияНовгородская областьВологодская областьАрхангельская областьНенецкий автономный округКалининградская областьРеспублика КомиПсковская областьВитебская областьМогилевская областьГомельская областьБрестская областьГродненская областьМинская областьРеспублика Саха (Якутия)Камчатский крайПриморский крайХабаровский крайАмурская областьМагаданская областьСахалинская областьЕврейская автономная областьЧукотский автономный округРеспублика БурятияРеспублика ТываРеспублика ХакасияАлтайский крайЗабайкальский крайКрасноярский крайИркутская областьКемеровская областьНовосибирская областьОмская областьТомская областьКурганская областьСвердловская областьТюменская областьЧелябинская областьХанты-Мансийский автономный округ — ЮграЯмало-Ненецкий автономный округРеспублика БашкортостанРеспублика Марий ЭлРеспублика МордовияРеспублика ТатарстанУдмуртская РеспубликаЧувашская РеспубликаКировская областьНижегородская областьОренбургская областьПензенская областьУльяновская областьСамарская областьСаратовская областьПермский крайОстальные регионы России и страны
630015, Россия, г. Новосибирск, ул. Планетная, д. 30, к1-1а
Новосибирск, ул. Планетная, д. 30, к1-1а
Тел: +7 (383) 287-12-93 — по оборудованию
Email: [email protected] (для заказов)
Время работы: Пн-Пт, с 9.00 до 18.00
(+4 часа к МСК)
Используйте WhatsApp и Viber
чтобы отправить сообщение + фото.
Тел: +7-913-721-05-15, +7-983-310-48-27, +7-983-510-31-49
Технические консультации, запасные части:
Тел: +7 (383) 239-48-27
Тел: +7 (383) 310-31-49
Email: [email protected]
Время работы: Пн-Пт, с 9.00 до 18.00
(+ 4 часа к МСК)
ООО «СЦКА»
ИНН 5402524437 / КПП 540201001
Все о ручной сварке: виды, возможности и варианты применения
Сваркой металла называется технологический процесс создания неразъемного соединения деталей посредством образования прочной межатомной связи. Возникновение такой устойчивой связи может происходить вследствие разных физических процессов. Эти процессы образуют три основных класса сварки, в соответствии с ГОСТ 19521-74:
Эти процессы образуют три основных класса сварки, в соответствии с ГОСТ 19521-74:
- термическую (сварка плавлением без приложения давления)
- термомеханическую (плавление с приложением давления)
- давлением.
В настоящее время существует множество видов сварки. Число их постоянно растет. Разделяют виды сварки по таким техническим признакам:
- по непрерывности процесса
- по методу и характеру защиты металла в сварочной зоне
- по типу защитного газа
- по степени механизации
По типу механизации сварку делят на:
- автоматическую
- автоматизированную
- механизированную
- ручную.
Развитие автоматизированных методов сварочных работ привело к значительному увеличению скорости и качества процесса. При этом, у ручной сварки есть свои преимущества, которые делают ее незаменимой в ряде случаев:
- возможность применения в труднодоступных местах;
- доступность для работы в различных пространственных положениях;
- быстрота перехода от одного свариваемого материала к другому;
- широкий выбор марок электродов, позволяющий проведение сварки различных типов стали;
- удобство транспортировки и простота обслуживания сварочного оборудования.

При помощи ручной сварки решаются многочисленные задачи в строительстве, производстве, сфере обслуживания и быту.
Ручная электродуговая сварка металла может производиться при помощи двух типов электродов. Электродами называются специальные стержни с защитным покрытием, изготовленные из сварочной проволоки. Наиболее распространенная технология — сварка плавящимися электродами. Кромки электрода и изделия, соприкасаясь, образуют электрическую дугу, которая расплавляет металл, образуя сварочную ванну. При смешивании металла электрода и изделия образуется сварной шов. Расплавленный шлак поднимается на поверхность. Окончательная обработка при последующем затвердении, необходима для работы со швами, покрытыми шлаками.
Пространственное положение, величина и форма кромок свариваемых поверхностей, скорость перемещения дуги — эти факторы влияют на размеры сварочной ванны. Постепенное плавление электрода вынуждает сварщика производить плавное движение вниз для сохранения длины дуги. Перемещение вдоль оси шва необходимо для заполнения разделки. Ширина шва формируется вследствие поперечного движения руки.
Постепенное плавление электрода вынуждает сварщика производить плавное движение вниз для сохранения длины дуги. Перемещение вдоль оси шва необходимо для заполнения разделки. Ширина шва формируется вследствие поперечного движения руки.
Положение швов в пространстве разделяют на нижнее (до 60º), вертикальное (60-120º) и потолочное (120-180º). Наиболее простым для работы является нижнее положение шва. Удержание сварочной ванны необходимо для исключения непроваров и прожогов при дуговой сварке. Достигается оно использованием подкладки (съемной медной или несъемной стальной) и наложением дополнительного подварочного шва.
Вертикальное положение затрудняет формирование шва вследствие стекания расплавленного металла. Производительность сварки в этом случае падает. Особенно трудоемким становится создание горизонтальных швов.
Для качественного выполнения сварки в потолочном положении необходимо максимально уменьшить размеры сварочной ванны. Это достигается применением электродов малого диаметра, снижением силы тока и созданием коротких замыканий.
Технология ручной дуговой сварки с применением плавящихся электродов отличается большей производительностью, но требует удаления шлака, который образуется поверх шва, по мере выполнения работ.
Ручная аргонодуговая сварка происходит с использованием неплавящегося электрода. Сварщик держит в одной руке аргоновую горелку, а в другой — присадочную проволоку. Горелка представляет собой цилиндрическую ручку, внутри которой при помощи специального держателя крепится вольфрамовый электрод. Через сопло на свариваемое изделие подается защитный газ. Аргон является инертным элементом, он вытесняет воздух из сварочной зоны и препятствует химической реакции расплавленного металла.
Дуга создается бесконтактным способом. Для этого используется специальное устройство, называемое осциллятором. Предназначение осциллятора — создание высоковольтных высокочастотных импульсов. Под действием импульсов происходит ионизация дугового промежутка и зажигается дуга. Технология ручной аргонодуговой сварки требует более высокой квалификации сварщика. При этом, количество видов свариваемых материалов и качество швов значительно выше, чем у электродуговой сварки, выполняемой своими руками. Электродами, покрытыми загрязнениями, невозможно качественное проведение дуговой сварки. Чистота кромки электрода нарушается при соприкосновении со свариваемым металлом.
При этом, количество видов свариваемых материалов и качество швов значительно выше, чем у электродуговой сварки, выполняемой своими руками. Электродами, покрытыми загрязнениями, невозможно качественное проведение дуговой сварки. Чистота кромки электрода нарушается при соприкосновении со свариваемым металлом.
Полуавтоматическая сварка является одним из видов ручной сварки. Подача электрода (сварочной проволоки) производится автоматически. Ручным процессом является перемещение дуги по линии сваривания. Полуавтоматическая сварка отличается наименьшей трудоемкостью и высокой производительностью. Используется, главным образом, для сварки нержавеющих, низколегированных и низкоуглеродистых сталей.
Основное применение контактной сварки происходит в промышленных масштабах. Точечная сварка своими руками — единственный вид контактной сварки, доступный в домашних условиях. Технология процесса предусматривает размещение свариваемых деталей между электродами. Затем происходит нагревание поверхности, вследствие прохождения сварочного тока, и последующая пластическая деформация. Ручная точечная сварка отличается высокой экономичностью и прочностью образующихся швов.
Ручная точечная сварка отличается высокой экономичностью и прочностью образующихся швов.
Самодельный сварочный аппарат для точечной сварки можно сделать в домашних условиях своими силами. Настольный вариант применяется наиболее часто. Основные компоненты: сварочный трансформатор, полупроводниковый тиристор и реле времени. Электроды изготавливаются, в основном, из меди с примесью хрома и цинка. Реже применяются сварочные стержни, созданные на основе бронзы и вольфрама. Диаметр точек соединения должен быть в 2-3 раза больше, чем толщина детали соединения. Своими руками производят контактную сварку при ремонте бытовой техники, кухонных приборов.
ГАЗОВАЯ СВАРКА
Еще один вид сварочных работ. Технология газовой сварки заключается в газопламенной обработке металла специальной горелкой. Горючим газом для газовой сварки выступает ацетилен. Реже используются водород, метан, пропан, пары керосина. Сжигание происходит в парах кислорода для эффективного достижения высокой температуры.
Особое значение при газовой сварке придается соблюдению правил противопожарной безопасности. Все виды горючих газов являются взрывоопасными. Детонация может быть вызвана превышением допустимого давления и быстрым нагреванием до температуры 500ºC.
Основным инструментом в работе газосварщика является горелка. Она служит для образования горючей смеси ацетилена и кислорода. Газовые горелки бывают инжекторного и безинжекторного типа. Сварочные горелки комплектуются сменными наконечниками для работ с деталями разной толщины.
Газовая сварка используется при обработке легированной и углеродистой стали, чугуна и цветных металлов. Дефекты отливок, сколы, трещины труб исправляются при помощи ручной газовой сварки.
Процессы сварочных работ, применяемое оборудование, техника безопасности, контроль и качество строго регламентированы ГОСТами. Вот некоторые из них:
ГОСТ Р ИСО 17659-2009 определяет многоязычные термины для сварочных соединений
ГОСТ 5264-80 и ГОСТ 11534-75 разработаны для ручной дуговой сварки
ГОСТ 14771-76 и ГОСТ 23518-79 устанавливают основные требования для дуговой сварки в защитном газе
ГОСТ 10157-79 регламентирует технические условия для Аргона
ГОСТ 5583-78 предусматривает технические условия для Кислорода.
Точечная контактная сварка | Сварка своими руками
Конденсаторная сварка (КС) – разновидность контактной сварки, которая использует для получения сварного соединения деталей ток, получаемый в результате разрядки конденсаторов, предварительно заряженных от выпрямителя. В процессе разрядки кондеров образуется тепло, необходимое для формирования литой сварной точки или шва. Для обеспечения полноценного электроконтакта детали сжимают друг с другом с заданным усилием, в контактирующих плоскостях возникает электродуга,… Читать далее »
Категории : Точечная контактная сварка Метки: конденсаторная сваркаКонтактную точечную сварку можно собрать из блока микроволновой печи. В чем заключается суть производства такого самодельного аппарата: из старой микроволновки вынимается трансформаторный блок. Из этого ТБ в свою очередь, извлекается вторичная обмотка: сделать это можно разными способами, но обязательно во время выполнения этой процедуры между вторичной и первичной обмоткой нужно вставить пластину, чтобы, когда вы… Читать далее »
Категории : Точечная контактная сварка Метки: контактная сварка, контактная сварка своими руками, контактная точечная сваркаСегодня техника помогает человеку практически во всех сферах, в которых он задействован, а в некоторых сферах она уже и вовсе его заменила. Дело кузовного ремонта автомобиля всегда было хлопотным. Найти хорошего мастера по рихтовке, который на протяжении всей жизни накапливал необходимые знания, было всегда трудно. Возможность забраться в труднодоступные места кузова и выровнять их с… Читать далее »
Дело кузовного ремонта автомобиля всегда было хлопотным. Найти хорошего мастера по рихтовке, который на протяжении всей жизни накапливал необходимые знания, было всегда трудно. Возможность забраться в труднодоступные места кузова и выровнять их с… Читать далее »
Аппараты контактной точечной сварки могут стать незаменимыми при ремонтных работах в гараже или автосервисе, а также в мелкосерийном производстве. Контактная сварка сталь 65Г Рассмотрим случай из практики, в котором точечная сварка выручает: предположим, вам необходимо сварить конструкцию из стали 65Г, но данная сталь не применяется для сварных конструкций. Что делать? Выход простой! Эта сталь сваривается… Читать далее »
Категории : Точечная контактная сварка Электросварочное оборудование Метки: аппарат контактной сварки, контактная и точечная сварка, контактная сварка сталь, кузовные сварочные работы, сварочные работы дома, сварочные работы по кузову, сварочный аппарат для точечной сварки, точечная сварка digital Приветствую! Удалось перебраться на новую работу, связанную со стройкой — и тут же столкнулся с проблемой сварки пространственных конструкций для изделий из бетона — колец, блоков и других, из проволоки — Ф 4 мм. Трудность в том, что сварка соединения (как я понял) проводится за какой-то миг — в общем, прихваткой — так вот, если… Читать далее »
Трудность в том, что сварка соединения (как я понял) проводится за какой-то миг — в общем, прихваткой — так вот, если… Читать далее »
При изготовлении изделий для реализации, из листового металла толщиной до 2-х миллиметров, сварочный шов смотрится не эстетично. Для придания продукции товарного вида разумнее перейти на аппараты контактной сварки. Преимущества видны сразу. Один из них, MODULAR-230, работает от обычной эл.сети. Время на сварку сократится. А вот прочность соединений не пострадает.
Категории : Точечная контактная сварка Электросварочное оборудование Метки: аппарат для контактной сварки, сварочный аппарат контактной сваркиДля этой цели годится трансформатор от мощной микроволновой печки, питающей магнетрон. Его мощность должна быть не менее 1 кВт. Такой мощности достаточно для точечной сварки листового металла толщиной в 1 мм.
Контактная точечная сварка металла на заказ
Основой точечной контактной сварки является плавка зоны соединения металлов, на которые воздействую сильные токи. Технология базируется на тепловом воздействии электрического тока, проходящего через металл, и добавочном сжатии свариваемых деталей. В зоне контакта образуется сварное ядро, а усилия, прилагаемые к электроду, делают соединение прогретого и расплавленного металла прочным и крепким.
Особенностями точечной сварки являются:
- минимальный период рабочего цикла, который длится от долей до нескольких секунд;
- значительные параметры тока от 1 000 А и более;
- низкое напряжение в цепи порядка 2-3 В;
- мощное усилие сжатия в контактной зоне – до 100 и более кгс;
- точечная зона плавки.
Точечную сварку применяют для соединения стержней и листового металла внахлест. Технология обеспечивает толщину соединяемого металла от нескольких микрон до 5 мм.
Последовательность рабочего цикла
Выполнение работ производится на ручном аппарате контактной точечной сварки или полуавтоматическом оборудовании. Рабочий цикл состоит из нескольких этапов:
- Сжатие металла в сварочной зоне, приводящее к пластической деформации металла и устранении микродефектов.
- Подача мощного электроимпульса для нагрева металла в контактной зоне и образования плавленого ядра с новыми связями между деталями.
- Прекращение подачи тока, остывание и кристаллизация металла в зоне сварки. Прижимное усилие снимается с небольшой задержкой после прекращения подачи тока.
В особо ответственных соединениях на последней стадии сварки увеличивают прижимное усилие, что устраняет неоднородности шва и способствует его проковке.
Методы точечной сварки
Технология позволяет производить соединение арматуры, каркасов, листового металла, а также ответственных деталей по методу одно-, двух или многоточечной сварки. Соединение металлов выполняют оборудованием, отличающимся типом генерируемого импульса и видом сварочного тока. В работе применяются:
Соединение металлов выполняют оборудованием, отличающимся типом генерируемого импульса и видом сварочного тока. В работе применяются:
- машины контактной точечной сварки переменным током;
- аппараты сварки постоянным током;
- оборудование низкочастотной точечной сварки и др.
Каждый тип оборудования предназначен для решения отдельных задач, но наиболее распространенным являются машины для работы с переменным током.
Область применения
Технология точечной контактной сварки применяется в производстве арматурных каркасов, сеток и металлоконструкций. Точечная сварка позволяет соединять металлические листы толщиной до 20 мм и широко используется в машиностроении. Ее применяют при создании корпусов судов, машин и механизмов, производственной техники, а также проведении кузовного ремонта. Высокоточная аппаратная сварка позволяет соединять детали толщиной менее миллиметра, что делает ее незаменимой в создании электротехнических приборов. Ручная точечная сварка позволяет создавать нестандартные АКБ, собранные из отдельных элементов.
Ручная точечная сварка позволяет создавать нестандартные АКБ, собранные из отдельных элементов.
Ручные сварочные пистолеты — Spot Weld, Inc.
Общая информация
Spot Weld — ведущий дистрибьютор ручных сварочных пистолетов Tecna и ARO. Мы поставляем и можем обслуживать качественную продукцию любого из этих производителей.
Роботизированные и ручные сварочные пистолетыбывают самых разных форм, размеров, стилей и типов для множества стесненных пространств и необычных углов, которые часто требуются от этих пистолетов. Но, как и многое другое, основы работы с этими портативными сварочными аппаратами можно упростить.Приведенные ниже подборки от Tecna являются одними из самых популярных. Доступно гораздо больше опций, чем перечислено здесь, некоторые из них требуют анализа проекта для их правильного определения.
Обратите внимание, что все эти сварочные пистолеты являются «портативными», но для них требуется система подвески. Поскольку планировка каждого этажа уникальна, обычно заказчик должен установить собственный кран-манипулятор или портал для подвешивания этих систем. Мы предлагаем несколько портальных решений, но необходимо изучить план помещения.
Мы предлагаем несколько портальных решений, но необходимо изучить план помещения.
Для более компактных и портативных сварочных пистолетов см. Раздел Quick-Ship для портативных ручных сварочных пистолетов Tecna.
Модель Tecna 23KVA LTG-3322N имеет следующие характеристики:
- Пинч-пистолет / ножничный пистолет типа
- Стандартный диапазон рычагов от 7,5 ″ (190 мм) до 31,5 ″ (800 мм) в досягаемости (необходимо указать длину при заказе)
- 23 кВА, 460 В / 60 Гц / 1 фаза
- Расстояние между рычагами 6.5 ″ (165 мм)
- 629 фунтов (338daN) зажимное усилие с самыми короткими рычагами, 209 фунтов (93daN) с самыми длинными рычагами (87 фунтов на квадратный дюйм)
- Максимальная толщина листа из мягкой стали (минимальная длина плеча): 0.16 ″ + 0,16 ″ (4 мм + 4 мм)
- Максимальная толщина листа из мягкой стали (максимальная длина рычага): 0,08 ″ + 0,08 ″ (2 мм + 2 мм)
- Вес нетто 120 фунтов (54 кг) (с кабелями, шлангами, подвеской и самыми короткими рычагами)
- Ток короткого замыкания: 21кА
По цене от 12 до 15 тысяч долларов (долл. США), под ключ (за вычетом портала) в зависимости от опций (* цены могут быть изменены)
США), под ключ (за вычетом портала) в зависимости от опций (* цены могут быть изменены)
Модель Tecna 23KVA LTG-3323N имеет следующие характеристики:
- C-образный пистолет
- 1.Пневматический цилиндр с ходом 5 ″ (38 мм) (максимальный зазор)
- 23 кВА, 460 В / 60 Гц / 1 фаза
- Расстояние между рычагами 4,7 ″ (120 мм)
- 660bsf (300daN) зажимное усилие (при 87PSI)
- Максимальная толщина листа из мягкой стали (минимальная длина рычага): 0,16 ″ + 0,16 ″ (4 мм + 4 мм)
- Максимальный диаметр поперечной проволоки: 0,55 ″ + 0,55 ″ (6 мм + 6 мм)
- Вес нетто 120 фунтов (54 кг) (с кабелями, шлангами, подвеской и самыми короткими рычагами)
- Ток короткого замыкания: 21кА
Цена в диапазоне от 12 до 14 тысяч долларов (USD), под ключ (без портала) в зависимости от опций (* цены могут быть изменены)
Модель Tecna 38KVA LTG-3327N имеет следующие характеристики:
- Пинч-ножничный пистолет типа
- Стандартный диапазон рычагов от 10. 0 ″ (255 мм) до 40,6 ″ (1030 мм) в досягаемости (необходимо указать длину при заказе)
- 38 кВА, 460 В / 60 Гц / 1 фаза
- Расстояние между рычагами 6,1 ″ (165 мм)
- 1529 фунтов (695daN) зажимное усилие с самыми короткими рычагами, 343 фунта (156daN) с самыми длинными рычагами (87 фунтов на квадратный дюйм)
- Максимальная толщина листа из мягкой стали (минимальная длина рычага): 0,20 ″ + 0,20 ″ (5 мм + 5 мм)
- Максимальная толщина листа из мягкой стали (максимальная длина рычага): 0,08 ″ + 0,08 ″ (2 мм + 2 мм)
- Вес нетто 168 фунтов (76 кг) (с кабелями, шлангами, подвеской и самыми короткими рычагами)
- Ток короткого замыкания: 21кА
 0 ″ (255 мм) до 40,6 ″ (1030 мм) в досягаемости (необходимо указать длину при заказе)
0 ″ (255 мм) до 40,6 ″ (1030 мм) в досягаемости (необходимо указать длину при заказе)Цена в диапазоне от 18 000 до 21 000 долларов США, под ключ (без портала) в зависимости от опций (* цены могут быть изменены)
Модель Tecna 53KVA 3154 имеет следующие характеристики:
- Однофазный двигатель для тяжелых условий эксплуатации, тип «X» (зажим), номинальная мощность 53 кВА при рабочем цикле 50%
- Стандартные рычаги на 24 ″ , можно заказать в диапазоне от 10. От 0 ″ (255 мм) до 40,6 ″ (1030 мм) в досягаемости (необходимо указать длину при заказе)
- встроенный микропроцессорное управление сваркой TE470 с 63 графиками
- 460 В / 60 Гц / 1 фаза
- Расстояние между рычагами 8,7 ″ (220 мм)
- 1922 фунта силы (855 даН) зажимное усилие с самыми короткими рычагами, 551 фунта силы (245 даН) с самыми длинными рычагами (при 115 фунтов на квадратный дюйм / 8 бар *) * обратите внимание на более высокое номинальное давление, чем у других предложений
- Максимальная толщина, оцинкованный стальной лист (длина руки 24 ″): 0.063 ″ + 0,063 ″ (1,6 мм + 1,6 мм)
- Максимальная толщина, низкоуглеродистая сталь лист (максимальная длина рычага): 0,125 ″ + 0,125 ″ (3 мм + 3 мм)
- Масса нетто 172 фунта (78 кг) (с кабелями, шлангами, подвеской и без рычагов)
- Ток короткого замыкания: 26кА
 От 0 ″ (255 мм) до 40,6 ″ (1030 мм) в досягаемости (необходимо указать длину при заказе)
От 0 ″ (255 мм) до 40,6 ″ (1030 мм) в досягаемости (необходимо указать длину при заказе)Цена в диапазоне от 28 000 до 30 000 долларов США, под ключ (без портала) в зависимости от опций (* цены могут быть изменены)
Также доступны другие пистолеты:
- Портативный ручной сварочный пистолет Tecna
- Tecna TE3321A 16 кВА с номинальным рабочим циклом 50%, ножнично-ножничный тип, в комплекте со встроенным микропроцессорным управлением сварки TE300 с двойным графиком; включая функции пульсации и подъема, комбинированный датчик утечки на землю и автоматический выключатель, 21 фут. длина силового кабеля, шланги для воздуха и воды, комбинированный фильтр / регулятор, 230 или 440 В / 1/60 (указать напряжение). 6.5 дюймов между руками.
- Tecna TE3032 Однофазный двигатель для тяжелых условий эксплуатации, тип «C», 53 кВА , номинальное значение при рабочем цикле 50%, максимальное усилие зажима 620 даН (1400 фунтов на фут). Максимальный ток короткого замыкания 26 кА . Укомплектован встроенным микропроцессорным управлением сваркой TE470 с 63 графиками: Многофункциональная ручка с кнопкой запуска Переключатель утечки на землю с предохранителем Фильтр в сборе с блокируемой ручкой безопасности Гироскопическая подвеска с устройством блокировки вращения Аварийный кнопочный останов 6.Сетевой кабель длиной 5 м (21 дюйм) Трансформатор, рукоятки, электрододержатели и электроды с полным водяным охлаждением. Цена в диапазоне от 24 до 25 тысяч долларов (* без охладителя воды, консольного крана / портала; цена может измениться)
- Tecna TE3166 Однофазный «ножничный» для тяжелых условий эксплуатации, 75 кВА , номинальный при рабочем цикле 50 @. Максимальное усилие зажима 855daN (1900 фунтов-сил). Максимальный ток короткого замыкания 32,5 кА . Укомплектован встроенным микропроцессорным управлением сваркой TE470 с 63 графиками: Многофункциональная ручка с кнопкой запуска Переключатель утечки на землю с предохранителем Фильтр в сборе с блокируемой ручкой безопасности Гироскопическая подвеска с устройством блокировки вращения Аварийный кнопочный останов 6.Сетевой кабель длиной 5 м (21 дюйм) Трансформатор, рукоятки, электрододержатели и электроды с полным водяным охлаждением. Цена в диапазоне от 31 до 32 тысяч долларов (* без охладителя воды, консольного крана / портала; цена может измениться)
- Tecna TE3184 Трехфазный MFDC для тяжелых условий эксплуатации «ножничного типа», 90 кВА. рассчитан на рабочий цикл 50%. В комплекте с контролем сварки постоянным током Tecna Model TE710. 6 режимов работы, включая Dynamic. Максимальное усилие зажима 855daN (1900 фунтов-сил). Максимальный ток короткого замыкания 30 кА .Многофункциональная рукоятка с кнопкой пуска Переключатель утечки на землю с предохранительным механизмом Фильтр в сборе с блокируемой ручкой безопасности Гироскопическая подвеска с устройством блокировки вращения Аварийная кнопочная остановка Сетевой кабель длиной 6,5 м (21 фут) Трансформатор с водяным охлаждением, рычаги, электрододержатели и электроды. Примечание. Инверторы Tecna рассчитаны на 440 В +/- 10%. Если ожидается, что входящая мощность превысит 480 В, может потребоваться понижающий трансформатор. По цене от 45 до 50 тысяч долларов. (* не включает водоохладитель, консольный кран / портал; цена может измениться)
 длина силового кабеля, шланги для воздуха и воды, комбинированный фильтр / регулятор, 230 или 440 В / 1/60 (указать напряжение). 6.5 дюймов между руками.
длина силового кабеля, шланги для воздуха и воды, комбинированный фильтр / регулятор, 230 или 440 В / 1/60 (указать напряжение). 6.5 дюймов между руками.  Максимальное усилие зажима 855daN (1900 фунтов-сил). Максимальный ток короткого замыкания 32,5 кА . Укомплектован встроенным микропроцессорным управлением сваркой TE470 с 63 графиками: Многофункциональная ручка с кнопкой запуска Переключатель утечки на землю с предохранителем Фильтр в сборе с блокируемой ручкой безопасности Гироскопическая подвеска с устройством блокировки вращения Аварийный кнопочный останов 6.Сетевой кабель длиной 5 м (21 дюйм) Трансформатор, рукоятки, электрододержатели и электроды с полным водяным охлаждением. Цена в диапазоне от 31 до 32 тысяч долларов (* без охладителя воды, консольного крана / портала; цена может измениться)
Максимальное усилие зажима 855daN (1900 фунтов-сил). Максимальный ток короткого замыкания 32,5 кА . Укомплектован встроенным микропроцессорным управлением сваркой TE470 с 63 графиками: Многофункциональная ручка с кнопкой запуска Переключатель утечки на землю с предохранителем Фильтр в сборе с блокируемой ручкой безопасности Гироскопическая подвеска с устройством блокировки вращения Аварийный кнопочный останов 6.Сетевой кабель длиной 5 м (21 дюйм) Трансформатор, рукоятки, электрододержатели и электроды с полным водяным охлаждением. Цена в диапазоне от 31 до 32 тысяч долларов (* без охладителя воды, консольного крана / портала; цена может измениться) Максимальный ток короткого замыкания 30 кА .Многофункциональная рукоятка с кнопкой пуска Переключатель утечки на землю с предохранительным механизмом Фильтр в сборе с блокируемой ручкой безопасности Гироскопическая подвеска с устройством блокировки вращения Аварийная кнопочная остановка Сетевой кабель длиной 6,5 м (21 фут) Трансформатор с водяным охлаждением, рычаги, электрододержатели и электроды. Примечание. Инверторы Tecna рассчитаны на 440 В +/- 10%. Если ожидается, что входящая мощность превысит 480 В, может потребоваться понижающий трансформатор. По цене от 45 до 50 тысяч долларов. (* не включает водоохладитель, консольный кран / портал; цена может измениться)
Максимальный ток короткого замыкания 30 кА .Многофункциональная рукоятка с кнопкой пуска Переключатель утечки на землю с предохранительным механизмом Фильтр в сборе с блокируемой ручкой безопасности Гироскопическая подвеска с устройством блокировки вращения Аварийная кнопочная остановка Сетевой кабель длиной 6,5 м (21 фут) Трансформатор с водяным охлаждением, рычаги, электрододержатели и электроды. Примечание. Инверторы Tecna рассчитаны на 440 В +/- 10%. Если ожидается, что входящая мощность превысит 480 В, может потребоваться понижающий трансформатор. По цене от 45 до 50 тысяч долларов. (* не включает водоохладитель, консольный кран / портал; цена может измениться)Ручные пистолеты для точечной сварки для автомобилестроения, промышленности и торговли
Когда дело доходит до точной ручной точечной сварки, ручные сварочные пистолеты NIMAK являются идеальным выбором.Надежные в исполнении, простые в эксплуатации и с выбором типа и модуля, который последовательно ориентирован на различные требования клиентов, они десятилетиями убеждают клиентов из самых разных секторов и рынков. Они используются везде, где автоматизированные решения не окупаются: для единичных работ по точечной сварке или гибко развертываемых станций доработки и ремонта, когда требуется производство небольших партий или когда разработчики и испытатели запускают новые продукты на рынок.При крупносерийном производстве ручной трансформаторный пистолет NIMAK также убеждает и обеспечивает точки сварки, которые соответствуют качеству, требуемому высокими стандартами автоматических систем.
Они используются везде, где автоматизированные решения не окупаются: для единичных работ по точечной сварке или гибко развертываемых станций доработки и ремонта, когда требуется производство небольших партий или когда разработчики и испытатели запускают новые продукты на рынок.При крупносерийном производстве ручной трансформаторный пистолет NIMAK также убеждает и обеспечивает точки сварки, которые соответствуют качеству, требуемому высокими стандартами автоматических систем.
Стандартные пистолеты и индивидуальные решения высочайшего качества
Сварка стали или алюминия в больших цехах или на минимальном пространстве, в условиях сильной жары или регионов Земли с высокой влажностью — мы производим именно тот ручной сварочный пистолет для каждое требование. В конце концов, у нас есть подходящий ассортимент продукции и необходимая инженерная компетенция для этого.Давайте просто поговорим о том, что могут и должны делать ваши ручные сварочные пистолеты. Мы изготовим необходимый Вам пистолет на основе нашей высококачественной стандартной линейки продуктов. При желании мы также можем индивидуально разработать и изготовить именно для вас. И мы можем сделать это в кратчайшие сроки. Таким образом, на вашем производстве вы можете быстро и надолго получить прибыль от высоких характеристик нашей продукции.
При желании мы также можем индивидуально разработать и изготовить именно для вас. И мы можем сделать это в кратчайшие сроки. Таким образом, на вашем производстве вы можете быстро и надолго получить прибыль от высоких характеристик нашей продукции.
Ручные сварочные пистолеты, аксессуары и рабочие станции в сборе
Все из одних рук, из одних рук — это часть миссии NIMAK.И когда мы говорим это, мы имеем в виду не только то, что мы сами производим все компоненты наших ручных пистолетов для точечной сварки с высочайшей точностью. Мы также предлагаем вам ряд дополнительных продуктов, услуг и, если хотите, даже комплектные рабочие места для наших ручных сварочных пистолетов. От блока управления сваркой и блока обслуживания сжатого воздуха / монтажной плиты магазина, а также охлаждающей воды через колонну, пружины растяжения и соединительных кабелей — в ручных рабочих станциях от NIMAK все включено и доставляется готовым к подключению.
ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ ПО ТОЧЕЧНОЙ СВАРКЕ — Установки для точечной сварки
Контактная точечная сварка — это соединение перекрывающихся металлических частей путем приложения давления и электрического тока. Эти соединения, созданные точечной контактной сваркой, образуют «пуговицу» или «сплавленный самородок». Точечная сварка сопротивлением обычно выполняется на фланцах, расположенных в шахматном порядке в одном ряду последовательных сварных швов. Производители автомобилей используют контактную точечную сварку на заводе, потому что они могут производить высококачественные сварные швы по очень низкой цене.
Эти соединения, созданные точечной контактной сваркой, образуют «пуговицу» или «сплавленный самородок». Точечная сварка сопротивлением обычно выполняется на фланцах, расположенных в шахматном порядке в одном ряду последовательных сварных швов. Производители автомобилей используют контактную точечную сварку на заводе, потому что они могут производить высококачественные сварные швы по очень низкой цене.
Как формируется точечная сварка. Точечная сварка образуется, когда через панели проходит большой ток в течение нужного времени и с правильным давлением. Обычно при точечной сварке используются два электрода, расположенных напротив друг друга, которые сжимают металлические детали вместе. Это давление сжатия контролируется. Свариваемые детали нагреваются за счет пропускания через них сварочного тока. Сварочный ток в несколько тысяч ампер применяется в течение определенного периода времени.При повышении температуры металл нагревается до пластичного состояния. Сила сварочного наконечника деформирует металл и образует небольшую вмятину, когда металл нагревается. По мере того, как тепло накапливается в металле, на границе раздела образуется небольшая жидкая лужа металла. Размер этой ванны обычно равен лицевой стороне сварочного наконечника. Когда температура сварки достигнута, таймер должен истечь. Зона сварки охлаждается очень быстро, поскольку медные сварочные наконечники отводят тепло из зоны сварки. Тепло также уходит, когда оно течет в окружающий металл.Сварочные клещи TITE-SPOT следует держать закрытыми не менее одной секунды для охлаждения сварного шва. ПРЕДУПРЕЖДЕНИЕ: Следует проявлять осторожность с устройством с воздушным закрытием, которое немедленно отключается после формирования сварного шва.
По мере того, как тепло накапливается в металле, на границе раздела образуется небольшая жидкая лужа металла. Размер этой ванны обычно равен лицевой стороне сварочного наконечника. Когда температура сварки достигнута, таймер должен истечь. Зона сварки охлаждается очень быстро, поскольку медные сварочные наконечники отводят тепло из зоны сварки. Тепло также уходит, когда оно течет в окружающий металл.Сварочные клещи TITE-SPOT следует держать закрытыми не менее одной секунды для охлаждения сварного шва. ПРЕДУПРЕЖДЕНИЕ: Следует проявлять осторожность с устройством с воздушным закрытием, которое немедленно отключается после формирования сварного шва.
При контактной точечной сварке необходимо учитывать 4 переменных ;
Давление , Время сварки , Ток и Диаметр наконечника .
Давление : большое значение имеет давление, прикладываемое к сварному шву.Если приложить слишком мало давления, зона соединения будет маленькой и слабой. Если приложить слишком большое давление, в сварном шве могут возникнуть трещины из-за закаливающего действия сварочных наконечников. Также высокое давление может вызвать истончение металла и ослабление. Глубина вдавления на поверхности листа, вызванного сварочными электродами, никогда не должна превышать 25 процентов толщины листового металла.
Если приложить слишком большое давление, в сварном шве могут возникнуть трещины из-за закаливающего действия сварочных наконечников. Также высокое давление может вызвать истончение металла и ослабление. Глубина вдавления на поверхности листа, вызванного сварочными электродами, никогда не должна превышать 25 процентов толщины листового металла.
Обычно кузовной цех сваривает сталь толщиной от 16 до 24. Если у сварочного аппарата есть клещи с регулируемой длиной, следует использовать манометр для правильной установки давления.Давление важно, и о нем не следует догадываться. ( ПРИМЕЧАНИЕ : давление плоскогубцев TITE-SPOT установлено на середину этого диапазона и не регулируется.)
Три типа таймеров для точечной сварки :
Стандартный сварочный таймер регулирует время, в течение которого ток течет в сварочный трансформатор. Присущая проблема заключается в том, что если сварка не выполняется, таймер все еще тикает. Следовательно, если сварочный ток протекает только часть цикла, сварной шов может не образоваться до истечения таймера. Как правило, технический специалист увеличивает время работы таймера. Это может вызвать перегрев сварочного инструмента и трансформатора! Двойной цикл сварки в зоне сварного шва также используется, но он также вызывает перегрев.
Как правило, технический специалист увеличивает время работы таймера. Это может вызвать перегрев сварочного инструмента и трансформатора! Двойной цикл сварки в зоне сварного шва также используется, но он также вызывает перегрев.
Ручное управление : Иногда оператор обходит таймер, и он вручную рассчитывает время сварки. Таким образом, хорошие сварные швы можно получить за 1/2 — 1 3/4 секунды. Вероятно, это снижает тепловую нагрузку на сварочные инструменты и трансформатор, чем «стандартный сварочный таймер».
Цифровой таймер проверяет, идет ли сварка. Этот тип таймера проверяет все циклы продолжительностью 60 циклов в секунду и не увеличивает значение таймера, если не течет сварочный ток! Цифровой таймер имеет точный интерфейс для выбора и регулировки параметров мощности и таймера. Цифровое управление, контролирующее сварку, снижает тепловую нагрузку на сварочные инструменты и трансформатор.
Сварочный ток и время сварки обратно пропорциональны. Сварочный ток и время используются для доведения металла до температуры сварки (2550 градусов по Фаренгейту).
Сварочный ток и время используются для доведения металла до температуры сварки (2550 градусов по Фаренгейту).
Температура сварного шва = i 2 x t x R.
Сварочный ток в кузовных цехах находится в диапазоне от 3000 до 5000 ампер. Сварочный ток (i) и время сварки (t) должны контролироваться техником. Сопротивление (R) определяется толщиной свариваемых деталей. Поскольку сварочный ток возведен в квадрат, изменения сварочного тока намного более значительны, чем изменения времени сварки.
Сварочный ток Настройки очень важны при сварке современных автомобилей. Если сварочный ток находится на нижнем пределе диапазона, время сварки необходимо увеличить. (ПРИМЕЧАНИЕ 1. Использование слабого тока на сварных швах может вызвать перегрев сварочного инструмента и трансформатора сварщика.) И наоборот, если сварочный ток высокий, время сварки сокращается. (ПРИМЕЧАНИЕ 2: Использование высокого сварочного тока увеличивает проблему выброса. Вытеснение — это брызги расплавленного металла между слоями стали. Оцинкованные покрытия, обнаруженные на современной автомобильной стали, усугубляют проблему вытеснения.Итак, мы видим, что сварщиками, не контролирующими сварочный ток, будет труднее работать.
Оцинкованные покрытия, обнаруженные на современной автомобильной стали, усугубляют проблему вытеснения.Итак, мы видим, что сварщиками, не контролирующими сварочный ток, будет труднее работать.
Существует два типа регуляторов сварочного тока , Аналоговый : использует ручку и настраивается как ручка радио. Digital : использует светодиодный дисплей, который сообщает механику точную настройку мощности. Обычный интерфейс — это кнопка.
Ideal Welding Controller — цифровой с таймером предварительного нагрева и проверкой сварочного тока .
Цифровой интерфейс настолько точен, что оператор может легко настроить машину.Можно быстро произвести очень небольшие изменения мощности или времени, чтобы получить идеальные сварные швы, исключив выброс. Проверка таймера позволяет таймеру «тикать» только в том случае, если на сварочный трансформатор течет правильное количество тока.
Проверенный таймер предварительного нагрева — лучший способ минимизировать выброс. Предварительный нагрев позволяет грунтовкам, которые мы хотим оставить между слоями стали, медленно выгорать. Оцинкованные покрытия можно испарять (@ 1350 ° F), удаляя их из зоны сварки до начала сварки.Температура определяется продолжительностью предварительного нагрева зоны сварки. Предварительный нагрев также позволяет стали немного согнуться и идеально подогнаться перед включением сварочного тока. Все это может произойти только в том случае, если у нас есть предварительная проверка тока!
Предварительный нагрев позволяет грунтовкам, которые мы хотим оставить между слоями стали, медленно выгорать. Оцинкованные покрытия можно испарять (@ 1350 ° F), удаляя их из зоны сварки до начала сварки.Температура определяется продолжительностью предварительного нагрева зоны сварки. Предварительный нагрев также позволяет стали немного согнуться и идеально подогнаться перед включением сварочного тока. Все это может произойти только в том случае, если у нас есть предварительная проверка тока!
Проверка — это волшебство, которое ускоряет выполнение работы. Идеальный сварочный контроллер проверяет сварочный ток, устраняя проблему чрезмерной сварки. Техник может каждый раз производить хорошие сварные швы без чрезмерной сварки и снизить тепловую нагрузку на сварочные инструменты и трансформатор.
Диаметр сварочного наконечника очень важен. Сварные наконечники клещей TITE-SPOT заточены до диаметра 3/16 дюйма в новом состоянии. Наконечники могут быть увеличены до диаметра 1/4 дюйма, прежде чем их нужно будет затачивать. Новые насадки для сварки имеют плоскую поверхность. Это лицо быстро коронируется при использовании, и этот эффект коронки следует поощрять. Радиус венчика должен составлять от 1,5 до 2 дюймов. Инструмент для заточки прилагается к плоскогубцам TITE-SPOT. (ПРИМЕЧАНИЕ: закрытая высота сварочных наконечников составляет 1 1/2 дюйма, когда они новые.) Выбросьте сварочные наконечники, если закрытая высота составляет 1 3/8 ″. НЕ ПОДКЛЮЧАЙТЕ СОВЕТЫ ДЛЯ СВАРКИ.
Новые насадки для сварки имеют плоскую поверхность. Это лицо быстро коронируется при использовании, и этот эффект коронки следует поощрять. Радиус венчика должен составлять от 1,5 до 2 дюймов. Инструмент для заточки прилагается к плоскогубцам TITE-SPOT. (ПРИМЕЧАНИЕ: закрытая высота сварочных наконечников составляет 1 1/2 дюйма, когда они новые.) Выбросьте сварочные наконечники, если закрытая высота составляет 1 3/8 ″. НЕ ПОДКЛЮЧАЙТЕ СОВЕТЫ ДЛЯ СВАРКИ.
ТАБЛИЦА 1
| МАНОМЕТРЫ СТАЛЬНЫЕ | шаг сварного шва | диаметр сварного шва | |||
| 2 штуки | 3 штуки | ||||
| МАНОМЕТР | IN | ММ | в | дюйм | дюйм |
| 16 | 0. 060 060 | 1,524 | 1,06 | 1,31 | 0,22 |
| 18 | 0,048 | 1,219 | 0,94 | 1,18 | 0,2 |
| 20 | 0,036 | 0,914 | 0,72 | 1,06 | 0,17 |
| 22 | 0,030 | 0,762 | 0,62 | 0,88 | 0,16 |
| 24 | 0.024 | 0,610 | 0,38 | 0,62 | 0,15 |
Расстояние между точечными сварными швами должно соответствовать минимальным стандартам, указанным в таблице, или превышать их.
ПРОВЕРКА СВАРКИ:
Существует три формы контроля сварных швов. Сначала идет визуальный осмотр; сварные швы должны выглядеть однородными, иметь небольшую вмятину от сварочного наконечника и иметь очень небольшой выброс при образовании шва. Два других контроля называются методами разрушающего контроля для оценки точечных сварных швов; это тест на «отслаивание» или «долото».Очевидно, что разрушающие испытания должны проводиться на стальном ломе до начала процесса сварки на автомобиле.
Испытание на отслаивание состоит из отслаивания точечного сварного шва. Следует измерить пуговицу и рассчитать средний диаметр. (см. таблицу 1)
Испытание на долото заключается в вдавливании конического долота в зазор на каждой стороне проверяемого сварного шва до тех пор, пока сварной шов или основной металл не разрушатся. Края долота не должны касаться проверяемого сварного шва.Этот тип теста следует использовать, когда тест на отслаивание невозможен. Размер пуговицы определяется так же, как описано для теста на отслаивание.
Размер пуговицы определяется так же, как описано для теста на отслаивание.
ЦИНКОВКА
Гальваника — это покрытие металлического цинка, которое наносится на сталь при ее производстве горячим способом или путем гальваники. Цинк — это голубоватый белый металл, его температура плавления составляет 950 градусов по Фаренгейту, а температура кипения или испарения составляет 1350 градусов по Фаренгейту. Цинк, используемый в качестве гальванического покрытия, защищает сталь от ржавчины.Кроме того, цинк можно найти в кузовных цехах в виде литого под давлением или металлического сплава.
При сварке зажимом гальваническое покрытие должно оставаться между слоями стали, поскольку оно обеспечивает защиту от ржавчины. При сварке внахлест двумя пистолетами цинк часто удаляют в процессе очистки при подготовке к сварке. Причина, по которой мы удаляем цинк при сварке двумя пистолетами, заключается в том, что нам не хватает значительного давления в зоне сварного шва, и потому, что мы свариваем только с одной стороны.
Цинкование может «испортить» сварочные наконечники, это состояние называется латунным покрытием.Латунь может вызвать проблемы с соединением электрода со свариваемым материалом. Если электрод образует на поверхности электрода цвет золота или латуни, то поверхность сварочного наконечника следует очистить. При чистке сварочных наконечников необходимо следить за тем, чтобы диаметр поверхности электрода оставался правильным. Для оцинкованной стали требуется примерно на 25% больше лошадиных сил, чем для неоцинкованной стали. Для точечной сварки оцинкованной стали необходимо увеличить время сварки и / или мощность сварки.Сварка стали выполняется при температуре 2550 градусов по Фаренгейту. При сварке MIG оцинкованной стали температура сварочной ванны составляет 2550 градусов по Фаренгейту. Даже для наблюдателя должно быть очевидно, что если вы нанесете жидкую сталь 2550 градусов по оцинкованному покрытию, которое закипит при температуре 1350 градусов по Фаренгейту, что произойдет большое количество брызг.
Точечная сварка оцинкованной стали вызывает очень мало брызг. Это особенно актуально, когда сварочный контроллер имеет предварительный нагрев, такой как DiGi S.W.A.T. Сварщик.
Предотвращение коррозии : При использовании плоскогубцев TITE-SPOT на внутренней части новой детали следует оставить черное покрытие «E».Также на старую деталь можно нанести пропитку или другую антикоррозионную грунтовку. А для плотного и сухого уплотнения между этими слоями стали можно положить легкий слой антикоррозийного покрытия на основе воска. Эти материалы будут выгорать при температуре от 400 до 500 градусов по Фаренгейту, поскольку сталь нагревается до температуры сварки. После того, как сварной шов сформирован и зона сварного шва остынет, антикоррозийное средство на основе воска будет вытягиваться вокруг сварочного шва за счет капиллярного действия.
При сварке двумя пистолетами три чистые стороны являются общим правилом.Между деталями нельзя использовать грунтовку для сквозной сварки. Черный слой «E» может остаться на внутренней стороне новой перекрывающейся части, если цикл предварительного нагрева малой мощности предшествует мощности сварки. Из-за количества сварных швов и размера зоны теплового эффекта при сварке двумя пистолетами после сварки необходимо обеспечить хорошую защиту от ржавчины.
Черный слой «E» может остаться на внутренней стороне новой перекрывающейся части, если цикл предварительного нагрева малой мощности предшествует мощности сварки. Из-за количества сварных швов и размера зоны теплового эффекта при сварке двумя пистолетами после сварки необходимо обеспечить хорошую защиту от ржавчины.
ПРЕДУПРЕЖДЕНИЕ : Газы, образующиеся в процессе сварки, могут быть опасными, поэтому сварку следует проводить в хорошо вентилируемом помещении. Это особенно актуально при сварке оцинкованной стали.Поскольку TITE-SPOT использует сжатый воздух для охлаждения как плоскогубцев TITE-SPOT, так и охлаждающих шнуров, автоматически создается хорошо вентилируемая среда.
ИСТОРИЯ : Точечная сварка была изобретена и запатентована в 1885 году американцем по имени Элиху Томпсон. Открытие было сделано во время лекции и демонстрации новой захватывающей области электричества в 1884 году. В ответ на вопрос аудитории Томпсон провел эксперимент и произвел первую точечную сварку. Чтобы представить дату в перспективе, в 1880 году Томас Эдисон запатентовал лампу накаливания.Эти два человека, Эдисон и Томпсон, объединили свои компании, то есть Edison Electric и Tompson Electric, в одну компанию в 1895 году. Они назвали ее General Electric, компанию, о которой вы, возможно, слышали сегодня. Томпсон был плодовитым изобретателем, на его счету более 700 патентов, Эдисон так и не получил 700 патентов. В качестве примечания: дуговая сварка была изобретена в 1885 году русским и основывалась на методе угольной дуги.
Чтобы представить дату в перспективе, в 1880 году Томас Эдисон запатентовал лампу накаливания.Эти два человека, Эдисон и Томпсон, объединили свои компании, то есть Edison Electric и Tompson Electric, в одну компанию в 1895 году. Они назвали ее General Electric, компанию, о которой вы, возможно, слышали сегодня. Томпсон был плодовитым изобретателем, на его счету более 700 патентов, Эдисон так и не получил 700 патентов. В качестве примечания: дуговая сварка была изобретена в 1885 году русским и основывалась на методе угольной дуги.
ПРИКЛЮЧЕНИЕ ПО СВАРКЕ
Какие две вещи нельзя сварить точечной сваркой?
ОТВЕТ: Разбитое сердце и Рассвет.
Аппарат для точечной сварки с ручным приводом PROFAB
Описание продукта
Модель BSM226RF — 220 В, однофазный
S1 Control
Простые элементы управления диском для удобства использования.
Spotwelder Характеристики:
- Сварочный аппарат сопротивления коромысла с ножным приводом (ручной)
- Регулировка рычагов с 15 ″ до 29 ″
- Использует стандартные конические наконечники Морзе №1
- Трансформатор с водяным охлаждением, рычаги и держатели наконечников
- 220 Электрика 1PH
- Размеры: 40 ″ Д x 12 ″ Ш x 50 ″ В
- Вес: 300 фунтов. (425 фунтов в ящике)
- 25 кВА Мощность: 2 шт 14 калибра
- Специальная конструкция нижнего рычага позволяет приваривать трубы диаметром до 2 дюймов, при этом шланги не задевают детали
- Доступен дополнительный рециркулятор охлаждающей жидкости ProCool II (показан ниже)
 (425 фунтов в ящике)
(425 фунтов в ящике) Краткое руководство по установке для точечной сварки PROFAB PX1600 (до 2020 г.)
Краткое руководство по установке для точечной сварки PROFAB PX1700 (2020 г.)
Руководство для точечной сварки PROFAB
Рециркулятор охлаждающей жидкости ProCool II Характеристики:
- Пластиковый резервуар для воды исключает загрязнение охлаждающей жидкости из-за электролиза или химических реакций
- Все блоки подключены к медным трубам и армированным шлангам.
- Новый насос с увеличенным сроком службы оснащен системой электропитания с прямым приводом, снижающей техническое обслуживание и вибрацию.
- Из-за замкнутой системы водоснабжения не требуется внешний водопровод
- Самовсасывающий насос
- Легкая замена насоса
- Прочная жесткая конструкция, предназначенная для поддержки силового агрегата
- Компактная конструкция
- Заводская установка 50 фунтов на кв. Дюйм, регулируемая до 80 фунтов на квадратный дюйм
- Резервуар на 3 галлона
- Вес нетто: 17 кг / 37 фунтов

Аппарат для точечной сварки теперь полностью запущен и работает, работает отлично.Электрики подключают кулер, чтобы он включился, когда я включаю сварочный аппарат. Спасибо за помощь с этим оборудованием. Я уверен, что скоро мы будем заказывать больше игрушек в магазине.
П. Стерджес-
Ищете отличную альтернативу аппарату для точечной сварки Pei Point? Это оно!
Финансирование теперь доступно для квалифицированных покупателей!
Нажмите ниже, чтобы подать заявку!
(PDF) Повышение качества ручной точечной сварки с помощью инструкций с использованием дополненной реальности
561
Дарио Антонелли и Сергей Астанин / Процедуры CIRP 33 (2015) 556 — 561
Когда кончик электрода находится рядом с точкой
круг слежения начинает расширяться. При точной точке el
При точной точке el
круг имеет максимальную ширину
Рис. 7. Базовое приложение в демонстрационном режиме на прямоугольной сетке точек And
напечатано на бумаге. Poi
динамически меняются по мере перемещения точки инструмента над ними. F
Рис. 8. Базовое приложение в демонстрационном режиме на подсказке Andr
находится в правой точке, а круг отслеживания имеет
Печатная сетка точек была сделана толще за sa
Приложение было протестировано в factor
производитель сварочного инструмента, с некоторым тестом pi
установил планшет с программой AR на
Профессиональный сварщик попытался выполнить w
после короткого времени обучения, смог повторить
без ошибок.
Существуют две дальнейшие разработки
для реализации этого приложения
отраслей.
Маркеры должны быть избыточными в порядке
, которые больше, чем дисплей камеры. I
гарантирую, что всегда будет 4 маркера в t
Настоящие свариваемые листы не являются плашмя
точки в пространстве должны быть прочитаны
предоставлены инженером-технологом. Для реализации
Для реализации
маркеры должны быть на высоте
т, чтобы быть приваренной, ctrode
должен быть на
и изменить цвет.
oid планшетный дисплей.
т форматов и цветов
скорость набора составляет 24,8 кадра в секунду.
id дисплей планшета. Максимальная ширина
ts.
е визуализации.
GF-Welding, a
ces, после наличия сварочного пистолета
.
точек и
на работе
еще предстоит
у конечного пользователя
для работы с деталями
необходимо для
электронной области просмотра.
ар, следовательно,
файлом САПР
простота
расстояния и
в той же плоскости. Рамка с
добавляется к зоне сварки,
инвазивная.
После завершения двигателя
можно разработать экстенсивные
части для оценки его фактического потенциала
Ссылки
[1] Деннисон, А. В., Тончич, Д. Дж.,
Оптимизация на основе процессов spo
Int. J. of Advanced Manufactur
J. of Advanced Manufactur
[2] Вэй Ли, Моделирование и онлайн-оценка
точечная сварка, J Manuf Sci Eng (127
[3] Каллен, Дж. Д., Ати, Н., Аль-Джадер,
Shaw, A., & El-Rasheed, AMA
, мониторинг качества sp
Measurement, 41 (4), 412-423.
[4] Li, Y., Li, YF, Wang, QL, Xu,
и обнаружение дефектов сварного шва b
Instrumentation and Measurement,
1849.
[5] Garza, F., И Дас, М. (2001). На
точечных сварных швах с использованием Dynami
Systems, 2001. MWSCAS 2001.
Midwest Symposium on (Vol. 1, pp
[6] Ling, SF, Wan, LX, Wong, Y.
импеданс как качество мониторинг s
точечная сварка. NDT & E Internation
[7] Azuma, R., Baillot, Y., Behringer,
B. (2001). Последние достижения в августе
Applications, IEEE, 21 (6) , 34-47.
[8] Онг, С.К., Чжан, Дж., Шен, Ю., &
в разработке продуктов и производстве
Reality (стр. 651-669). Springer Ne
Springer Ne
[9] Тан, А., Оуэн, К., Биокка, Ф., &
эффективность дополненной реальности
конференция SIGCHI на человеке
80). ACM.
[10] М. Хаккарайнен, К. Вудворд
«Сборка с использованием мобильного телефона»,
Смешанная и дополненная реальность (IS
[11] Т. Салонен, Й. Сляняски, М. Хакк
Siltan en, A. Potamianos, O.Korka
сборочных работ с использованием Augme
Conference on Image and Video R
123.
[12] П.П. Валентини, «Interactive Virtu
International Journal of Interactiv
№ 2, 2009 г., стр. 109–119 .
[13] В. Кимиенти, С. Илиано, М. Дасси
для внедрения расширенных операций Re
, Труды 5-го заседания
[14] М. Андерсен, Р. Андерсен, К. Ла
«Интерактивное руководство по сборке на 5-м международном симпозиуме
(ISVC2009), 2009 г., стр.999–1008.
[15] G. Bradski, A. Kaehler, and V.
Видение с открытым исходным кодом Intel
9 (2), май 2005 г.
[16] Datta, A., Kim, JS, & Kanade, T
калибровка с использованием итеративного уточнения
Vision Workshops (ICCV Works
Conference on (стр. 1201-1208). IE
-й эти характеристики должны
изучить, как сделать это меньше
кольцо приложения будет
планов испытанийна реальном производстве
л.
и Масуд С. (1997). Контроль
и-сварка в производственных системах.
нг Технологии, 13 (4), 256-263.
Сопротивление износу электрода
(2005), стр. 709–717
., Johnson, P., Al-Shamma’a, A. I.,
(2008). Мультисенсорная сварка для сварки на линии
т в автомобильной промышленности.
Д., и Тан, М. (2010). Измерение
ad на основе онлайн-осмотра.
IEEE Transactions on, 59 (7), 1841-
мониторинг и контроль в реальном времени
сигнатур сопротивления.In Circuits and
roceedings 44-го IEEE 2001
41-44). IEEE.
., И Ли Д. Н. (2010). Вход электрический
для определения сопротивления
л, 43 (3), 200-205.
., Feiner, S., Julier, S., & MacIntyre,
вошла в реальность. Компьютерная графика и
ee, A. Y. (2011). Дополненная реальность
cturing. В Handbook of Augment ed
York.
Mou, W. (2003, апрель).Сравнительный
н объект сборки. В Proceedings of
участников компьютерных систем (стр. 73-
и М. Биллин Гхерст, «Дополнение
-го Международного симпозиума IEEE по
AR2008»), 2008, стр. 167–168.
rainen, T. Kannetis, M. Perakakis, S.
o, и C.Woodward, «Demonstration
ted Reality», 6-е заседание ACM International
(CIVR 2007), 2007, стр. 120–
l Сборка в дополненной реальности »,
Дизайн и производство, Том.3,
ti, G. Dini и F. Failli, «Guidelines
lity Procedure in Assisted Assembly
IFIP
sen, TB Moeslund, and O. Madsen,
Augmented Reality», Proceedings of
по достижениям в визуальной расчетах
исаревский. Обучающийся компьютер
Обучающийся компьютер
Библиотека компьютерного зрения. ИНТЕЛТЕХ-J,
. (2009, сентябрь). Точная камера
точек контроля. In Computer
ops), 2009 IEEE 12th International
E.
Купить Аппарат для ручной точечной сварки, Поставщики аппаратов для ручной точечной сварки
Небольшой аккумуляторный блок Ручной аппарат для точечной сварки
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Основные технические характеристики:
1. Выход постоянного тока. Концентрация тепла, повышенная тепловая эффективность, стабильность процесса сварки, улучшение качества сварки и продление срока службы электродов.
2. Высокоскоростное и высокоточное микропроцессорное управление (MCU) для обеспечения стабильной периодической сварки с функцией контроля тока.
3. ЖК-дисплей.
4. Высокоскоростная сварка: быстрый старт и переключение полярности снижают температурный эффект, что делает поверхность сварки чистой и красивой.
5. Переключение полярности: подавление асимметричного результата делает двухточечную сварку однородной и увеличивает срок службы электрода.
6. Импортированный модуль IBGT полностью контролирует разрядку, качество сварки и скорость сварки, с ним можно сравнить необычный сварочный аппарат.
7. Двойной импульс может уменьшить сварочные брызги, эффективно улучшить качество сварки.
8. Хранение данных с использованием EEPROM, без проблем со сроком службы батареи, всегда возвращается к предыдущему использованию процедур сварки при запуске.
9. Технология блокировки сварочного напряжения для предотвращения колебаний сетевого напряжения, влияющих на сварочный ток.
Модель | TOB-HDP-3000S |
Максимальная выходная мощность трансформатора | 25кВА |
Две стороны максимального сварочного тока | 6000 А |
Емкость накопителя энергии постоянного тока | 6600 мкФ |
Метод контроля сварки | Импортный модуль управления IGBT, двойная импульсная сварка |
Сварочное напряжение | Регулируемый 5В-330В, точность 0. |
время сварки | 0,1-5,0 мс регулируемая, точность 0,1 мс |
Режим сварки | Нормальный / непрерывный |
входная частота | 220 В переменного тока ± 10% 50 Гц ± 2 Гц |
Максимальное рабочее давление | 6 кг |
Вес | 65 кг |
Толщина сварного шва | Максимальная толщина параллельной сварки: 0.03 мм ~ 0,5 мм, несколько сварочных листов |
 5В
5ВДИСПЛЕЙ ПРОДУКТА
УПАКОВКА
Электронная почта: [адрес электронной почты защищен]
Skype: amywangbest86
Whatsapp / Телефон: +86181 2071 5609
Добро пожаловать в Tecna Weldcon India Pvt. ООО
 ООО
ООО Переносные пистолеты для точечной сварки
Ручные интегрированные трансмиссионные пистолеты переменного тока
Сварка — это энергоемкий процесс. Будь это в любой форме. Оптимизация энергопотребления в процессе контактной сварки никогда не решалась более эффективно, чем эти машины.
Оборудованные стандартными трансформаторами ISO, эти пистолеты образуют средний диапазон доступной разновидности. Поддерживая стандарты трансформаторов, совместимые с международными стандартами ISO, мы делаем все возможное, чтобы сделать машину компактной и легкой.
С появлением высокопрочных сталей в автомобильной промышленности возникла необходимость в использовании машин, способных обеспечивать более высокое электродное усилие. Особые трудности возникают в тех случаях, когда требуется большая длина плеча.
Эта серия разработана для удовлетворения особых потребностей и оснащена микропроцессорным контроллером TE550. Эта опция предоставляет клиентам возможность включать надстройки, такие как пропорциональный клапан, переключатель давления воздуха, дистанционное включение / выключение питания, различные сетевые интерфейсы с контроллером.
Эта опция предоставляет клиентам возможность включать надстройки, такие как пропорциональный клапан, переключатель давления воздуха, дистанционное включение / выключение питания, различные сетевые интерфейсы с контроллером.
TE450 и TE470 — микропроцессорные блоки управления сварочными горелками для контактной сварки сопротивлением. Эти блоки управления включают специальные функции, которые используются при работе с подвесными сварочными горелками, например, управление двойным ходом.
Существуют приложения и ситуации, когда контактная сварка MFDC является лучшим вариантом. Несмотря на то, что начальные цены значительно выше, общая стоимость использования MFDC по сравнению с одно- и трехфазным управлением SCR может быть значительно ниже.
Блок управления MFDC TE700 — это блок управления для контроля и управления MFDC Inverter Booster, который, в свою очередь, подает высокочастотную мощность на сварочный трансформатор.